The guitar hero
-
Compteur de contenus
246 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par The guitar hero
-
vue ton pedigree, il ne te manque plus qu'à passer sous klipper avec un pi et la boucle sera bouclée..... wellcome
-

configuration bed levelling sonic pad
The guitar hero en réponse au topic de The guitar hero dans Creality
quand j'imprime, le doigt est bien rentré , pas de soucis C'est bon, j'ai la solution à mon problème. Il faut ajouter une ligne de commande dans le printer.cfg dans le [bed mesh] Horizontal_move_z : ... tout est revenu à la normale, ja partage , ca peut aider.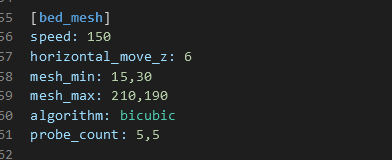
-
configuration bed levelling sonic pad
The guitar hero en réponse au topic de The guitar hero dans Creality
merci pour ce début de réponse. là ca fonctionne, la plateau est lisse et ca glisse plutot bien, mais si je sors le texturé, je risque des déconvenues avec le cr touch -
baisse de qualité des impression quand le timelapse est actif sur créality sonic pad
The guitar hero en réponse au topic de The guitar hero dans Creality
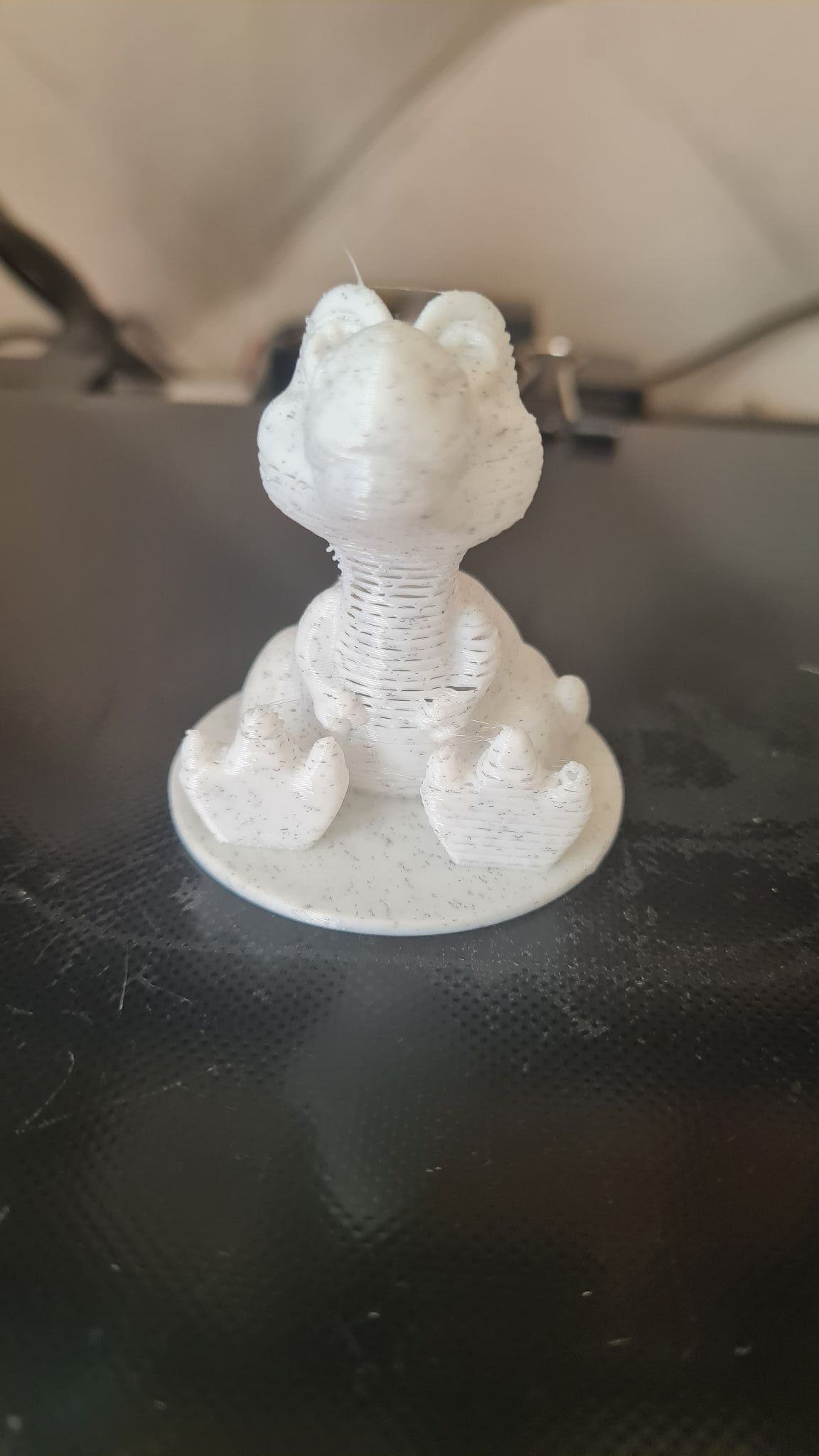
bonsoir à tous, @PPAC C'etait bien cela. l'impression n'a plus de trous. Bon elle a des artefacts maintenant, certainement lié à cet "arret/reprise" avec parking de la tête . Je ne sais pas si on peut eliminer cela. Dans l'absolu, quand je voudrai faire des timelapse, je ne parquerai plus la tête pour garder une qualité convenable et éviter d'allonger le temps d'impression. Merci pour ce coup de main précieux.
-
baisse de qualité des impression quand le timelapse est actif sur créality sonic pad
The guitar hero en réponse au topic de The guitar hero dans Creality
je te remercie pour cette piste. J'essaye ca demain. Je n'avais même pas vu "extrude distance". Je débute avec klipper. Avec les slicer (je pratique cura, superslicer et prusa slicer), on a la vitesse de rétraction et de réinsertion ainsi que la distance de retraction et le volume supp à la reprise, mais pas de distance de reinsertion. Mon petit cerveau ne devait pas être prêt. . hâte d'essayer, je te dis ce qu'il en est. -
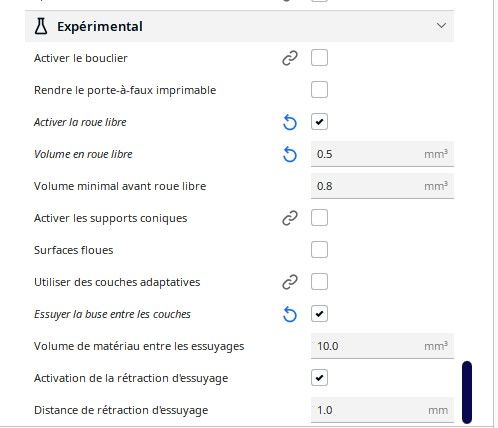
Bonjour à tous. Voila, quand j'imprime sans activer le timelapse, la qualité des impressions est au rendez vous. Par contre, dés que j'active, avec parking de la tête, c'est plutot cata. Bien entendu , j'ai comparé avec et sans sur le même G.code. Si vous avez une solution autre que de ne pas utiliser la fonction, je suis preneur . Voici la configuration du timelapse. Merci pour vos réponses avisées.



-
Bonjour à tous. Voila, j'ai remarqué que le levelling s'etait fait normalement quand j'ai installé le sonic pad. Mais , depuis, que ce soit un levelling depuis le panneau de commande du pad ou en gcode de démarrage sur chaque impressions, le doigt du cr touch traine sur le plateau . Ça ne me semble pas normal. Vous en pensez quoi ? Merci pour vos réponses.
-
Merci pour toutes ses info sur le sonic pad. Je vais regarder ces histoires d'affichage de température la dernière mise à jour du pad intégre la fonction de spaghettis detector....à voir si ca fonctionne.
-
Une traduction du manuel utilisateur Créality Sonic Pad
The guitar hero en réponse au topic de Fureteur dans Creality
merci pour cette traduction -
Mes tribulations avec la Creality Sonic Pad
The guitar hero en réponse au topic de fran6p dans Creality
ce qui m'a surpris , c'est , dans la procédure d'installation, le bed levelling c'est fait à froid. je ne me souviens pas avoir eu la main pour modifier la température du plateau . Donc je l'ai refait à chaud. -
Mes tribulations avec la Creality Sonic Pad
The guitar hero en réponse au topic de fran6p dans Creality
Bonjour à tous. Merci pour toutes ces info. Je viens d'installer mon sonic pad sur mon ender 3s1 stock , bon, j'avais quand même potassé le sujet au préalable pour ne pas me lancer dans du pseudo plug and play. pas encore fait le test de raisonnance mais j'ai lancé ma premiere impression qui est tout à fait honorrable. je suis à 2 dixiemes concernant la précision dimensionnelle sur un cube de 20*20 et le rendu est tout à fait satisfaisant pour une premiere impression..... Je vais continuer tranquillement mes investigations, installer mainsail sur le pc et me former tranquillement .... pour l'instant je suis aux anges -
Une traduction du manuel utilisateur Créality Sonic Pad
The guitar hero en réponse au topic de Fureteur dans Creality
Ah oui il y a encore des gens qui lisent les documentations. Ça me semble primordial pour faire les choses convenablement et éviter un certain nombre de déconvenues. Mon sonic pad vient d arriver , ça tombe bien -
Je vais attendre l été prochain je pense pour passer sur voiture fixe. Intéressé par le vol à vue dans un premier temps
-
L atterrissage devrait être plis soft, tu n auras pas le même tilt de cam. Si tant est que tu voles en fpv
-
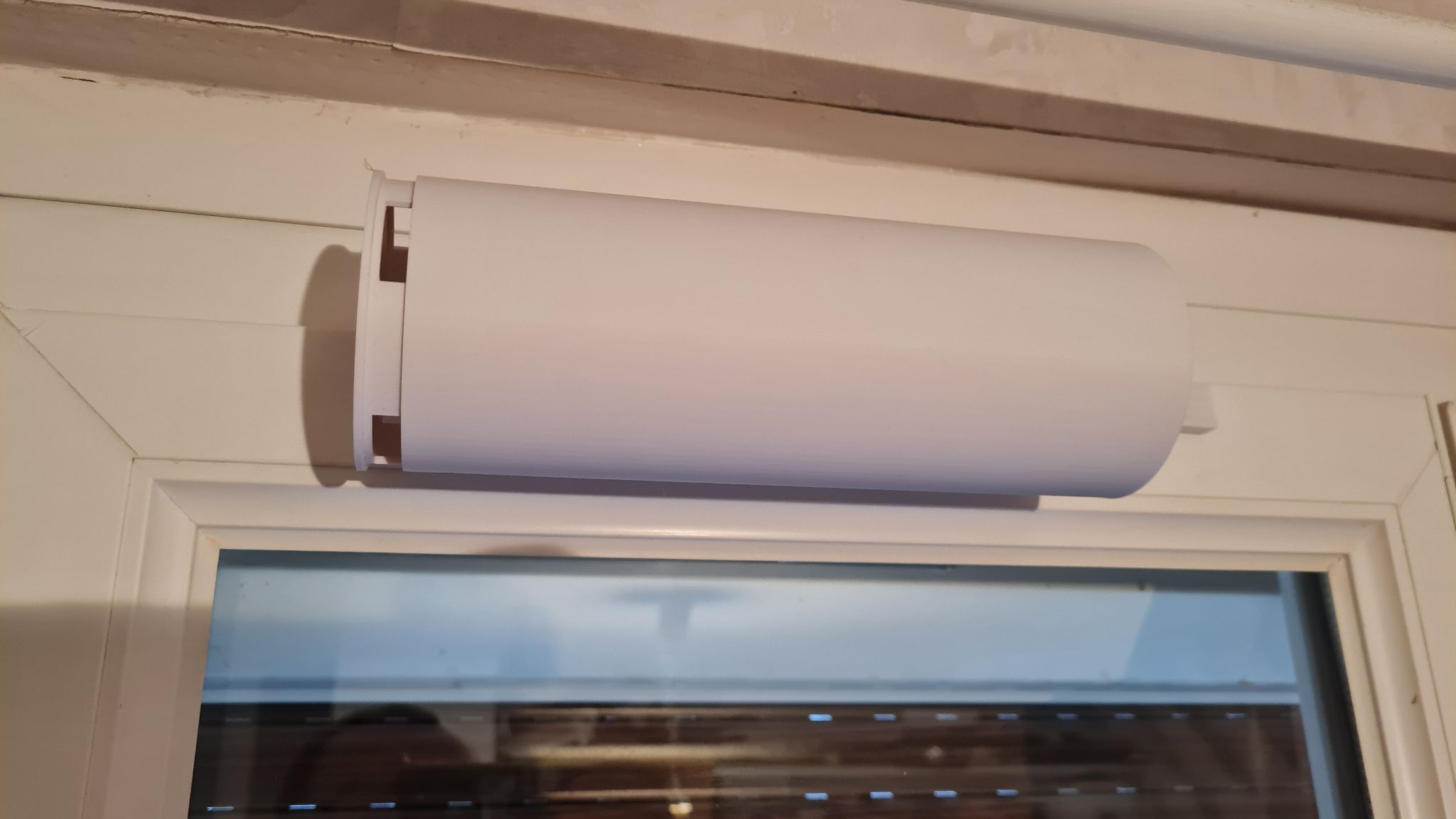
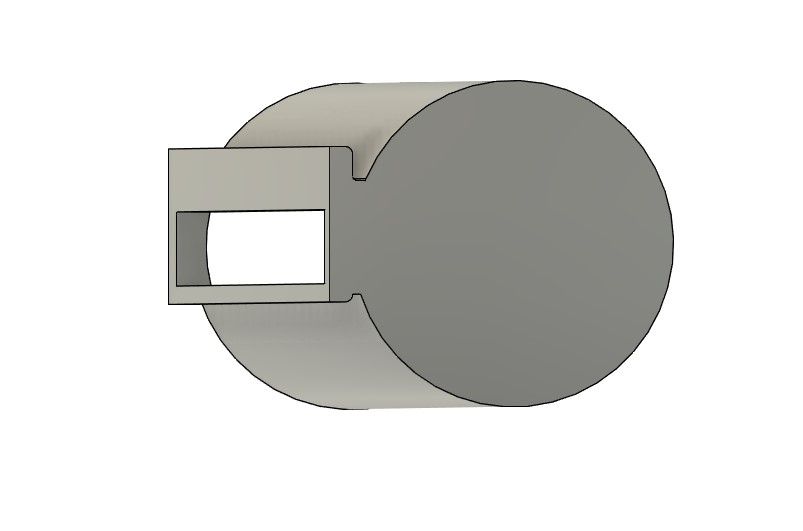
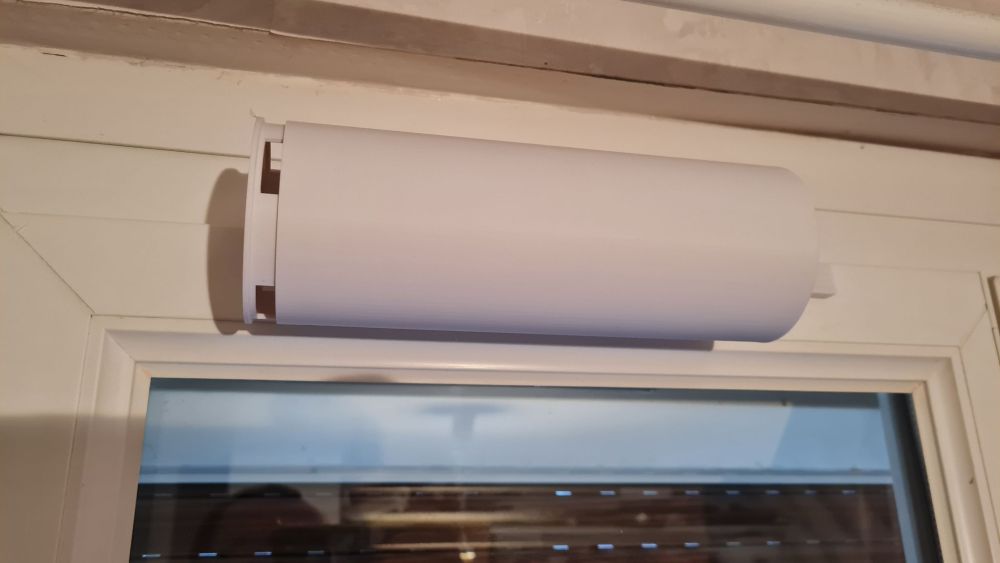
j'ai eu aucun mal à démonter mon aérateur qui était simplement collé au silicone salle de bain. je cherchais un système à mettre sur la fenêtre ouverte en oscillobattant mais pas vraiment pratique à l'usage . L'idée d'utiliser l’aérateur m'a semblé plus facile à tous niveaux. j'ai volontairement augmenté la surface de contact avec la fenêtre sous l’aérateur et j'ai collé avec mousse double face 3m, très solide. et j'ai mis un petit joint de colle type ni clou ni vis sur le restant de la périphérie.
-
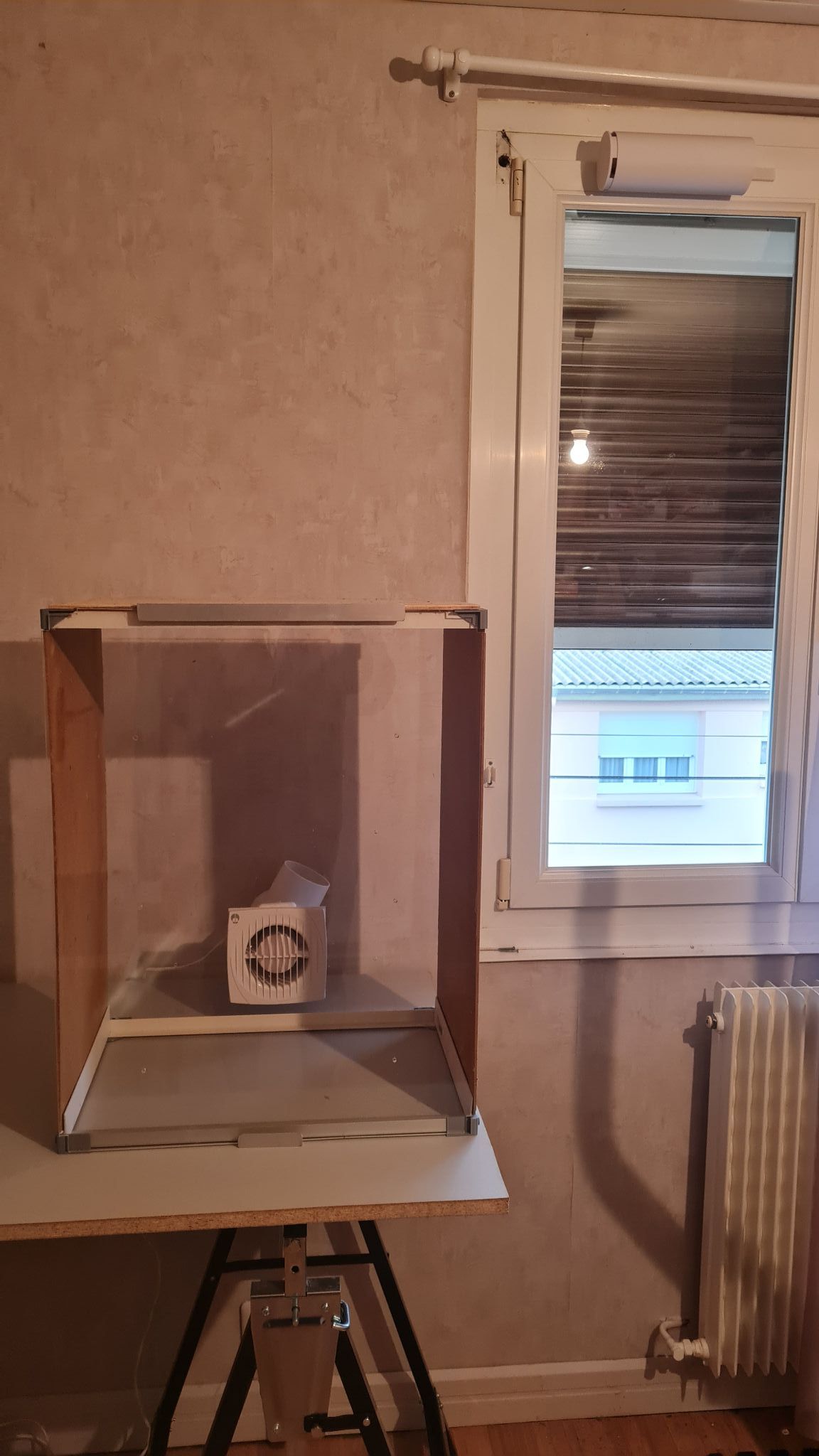
@pommeverte Je te remercie pour ta réponse. (1000 excuses pour ma réponse tardive mais je voulais attendre d'avoir finalisé mon projet pour poster une réponse ) j'ai fait un choix entre les 2 : j'ai opté pour une vmc avec un débit de 87m3/heure, que j'ai couplé à un caisson fermé mais pas étanche (trous devant, derriere, passage d'air en dessous et couvercle que je peux déplacer pour laisser plus ou moins passer l'air. j'ai fait un système que j'ai branché à l'aération de la fenêtre et que je peux débrancher à ma convenance pour remplacer par un capuchon qui me permet de ne pas condamner l’aération de ma pièce et de régler le débit comme je veux. ca devrait me permettre de ne pas pourrir l’étage quand j'imprime . Pour compléter, quand je vais manipuler la résine liquide et nettoyer mon bac, j aérerai la pièce aux 4 vents et je porterai un masque avec cartouches a2p3. Voila, j’espère avoir fait les bons choix (j'ai une résine très odorante et je serai vite fixé.... )





-
Bonjour à tous, Depuis peu j'ai fait acquisition d'une imprimante résine et je trouve l'odeur de la résdine très désagréable en plus dela toxicité. J'avais fait le choix du filtre à charbon dans l'imprimante mais force a été de constater que c'etait plus illusoire qu'autre chose. J'ai une fenètre à coté de l'imprimante (moins de 2 m de distance) et je voudrais me faire une extraction d'air avec un tuyaux comme les clims portables. J'ai à ma disposition un ventilo de pc diamètre 80 avec alimentation 12v. Le but de la manœuvre est juste d'envoyer l'air vers l’extérieur et non de me faire un filtre a charbon. Je voudrais savoir si je peux faire des conduits d'aspiration conique que je mettrais contre les sorties d'air de l'imprimante (sans systeme de jointement) ou si je dois mettre l'imrpimante dans un caisson Le ventilo sera suffisant pour 1.5 m de tuyau diam 80 Merci pour vos réponses.
-
trous dans les impressions
The guitar hero en réponse au topic de The guitar hero dans Discussions sur les imprimantes 3D
je te remercie -
trous dans les impressions
The guitar hero en réponse au topic de The guitar hero dans Discussions sur les imprimantes 3D
@Idealnight Hello. je viens de prendre en compte tes conseils, j'ai recontrôlé la calibration de l'extrudeur : on est ok, avec 10 cm extrudés pour 10cm demandés. j'ai refait un cube de débit et mes débits sont bons mes débits ont été fait avec le filament gt3d donc rien de vraiment pointu. Avec ces valeurs de débit, je ne sais pas ou peut être le problèmes que tu évoques ne sachant pas de quels réglages tu parles pour la gestion des saccades et de l’accélération, j'ai décoché Merci à toi pour ton aide
-
trous dans les impressions
The guitar hero en réponse au topic de The guitar hero dans Discussions sur les imprimantes 3D
les pas moteurs ne sont pas les mêmes quel que soit le filament ? le flow oui mais l'extrudeur ? voici le profil cura profil gt3d.html -
trous dans les impressions
The guitar hero en réponse au topic de The guitar hero dans Discussions sur les imprimantes 3D
C'est rien de le dire, je comprends rien. il faut être alsacien pour comprendre ce truc . extrudeuse de gauche de droite, couroie d'imprimante .............. ca m'embrouille au plus haut point , je vais retourner vers superslicer............... -
Bonjour à tous. Je vends ma caméra beagle cam achetée chez atom3d en juillet 2022 facture à l'appui. Vendu avec carte sd . Mise à jour dernier firmware 1.1.4 Vendu 50 euros frais de port compris via PayPal.

-
trous dans les impressions
The guitar hero en réponse au topic de The guitar hero dans Discussions sur les imprimantes 3D
maintenant oui, après avoir shunté le détecteur de filament, plus de trous, mais au début du sujet , j'avais un problème de trous qui n'avaient pas forcement rapport à la jointure. -
trous dans les impressions
The guitar hero en réponse au topic de The guitar hero dans Discussions sur les imprimantes 3D
deux modèles tranchés sous cura avec exactement les mêmes débits, même températures, (mêmes paramètres en fait) imprimés avec même filament et sur la même sd le cube et merdique, le benchy est propre. l'extrudeur est calibré. Ps : fait un tour de france en 2010 avec le cul de poule, que du bonheur. J'ai toujours eu un faible pour les moteurs SACS @fran6p/ le sonic pad me fait de l'oeil depuis sa sortie mais pas de suite, j'attends d'absorber l'achat de la mars3..............(le mois prochain). -
trous dans les impressions
The guitar hero en réponse au topic de The guitar hero dans Discussions sur les imprimantes 3D
je vais tenter ideamaker alors. plus j'y touche, pire c'est