belfaigore
-
Compteur de contenus
24 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par belfaigore
-
[Voron 2.4 R2] Problème de parallélisme sur la Gantry
belfaigore en réponse au topic de belfaigore dans Voron
Finalement, après avoir tout démonté et tout remonté, et tout bien re-régler ; le problème était simple : => courroie de mauvaise qualité. Lors de mes premières mises en service, il est vrai que j'avais eu quelque déboire avec les contacteurs de fin de course ; ce qui a dû tirer un peu trop sur les courroies, celles-ci, au moins l'une d'entre elle a mal vécu cet étirement, ce qui a provoqué un relâchement de la tension, et du coup, un d’équerrage. J'ai recommandé, des nouvelles courroies, ça devrait aller du coup. Ceci explique probablement, on le peu le voir légèrement sur les photos du premier post, pourquoi la ligne droite, n'est pas vraiment droite (ça fait des zigzag).
-
[Voron 2.4 R2] Problème de parallélisme sur la Gantry
belfaigore en réponse au topic de belfaigore dans Voron
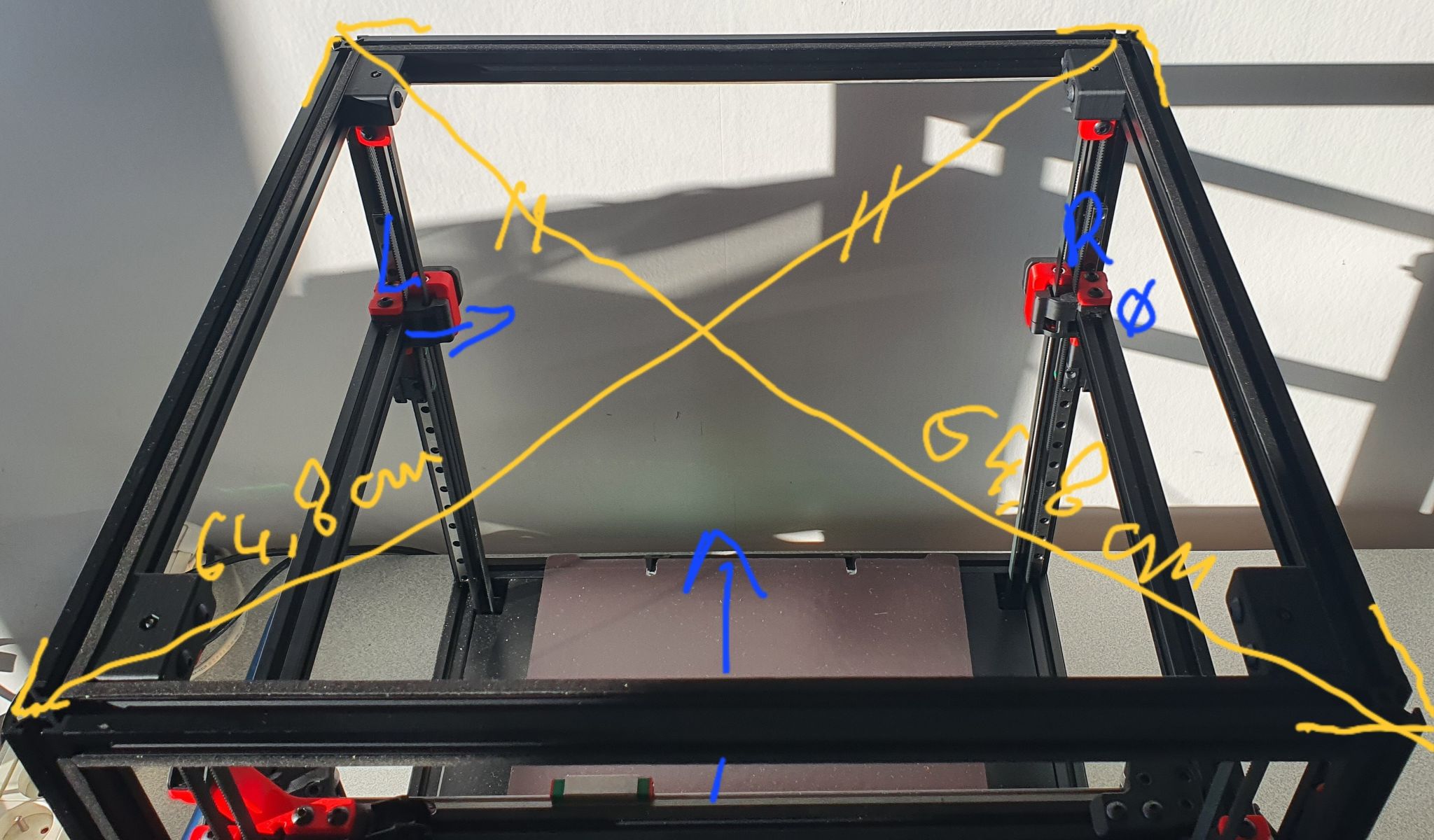
Merci @Savate, Les 2 diagonales, vues du dessus font toutes la même distance : 64,8cm Par contre, ayant desserré les 4 grosses visses qui visse la grantry au rail linéaire, j'observe qu'on avant le rail X vers l'avant, la partie gauche bouche vers la droite ; alors que la partie droite reste fixe (flèche bleu) ... je pense pas que ce soit normal ; je vais continuer a investiguer et a checker tout ça je vous tiendrez informé. Merci pour votre aide.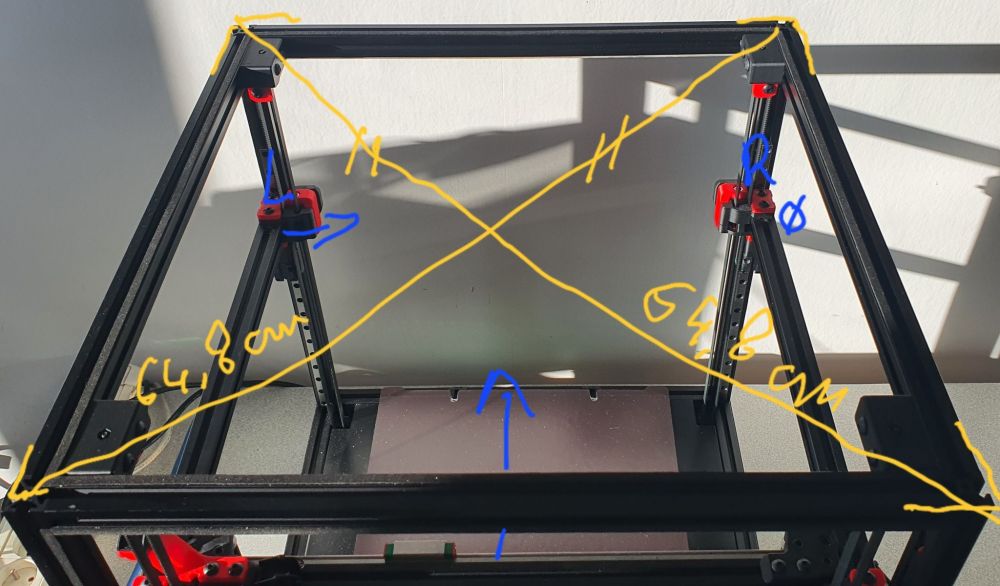
-
[Voron 2.4 R2] Problème de parallélisme sur la Gantry
belfaigore en réponse au topic de belfaigore dans Voron
Oui ; bon ben si c'est pas normal, je suis bon pour tout redémonter ... je comprends pas d'où peut venir ce probleme d'équerrage -
[Voron 2.4 R2] Problème de parallélisme sur la Gantry
belfaigore en réponse au topic de belfaigore dans Voron
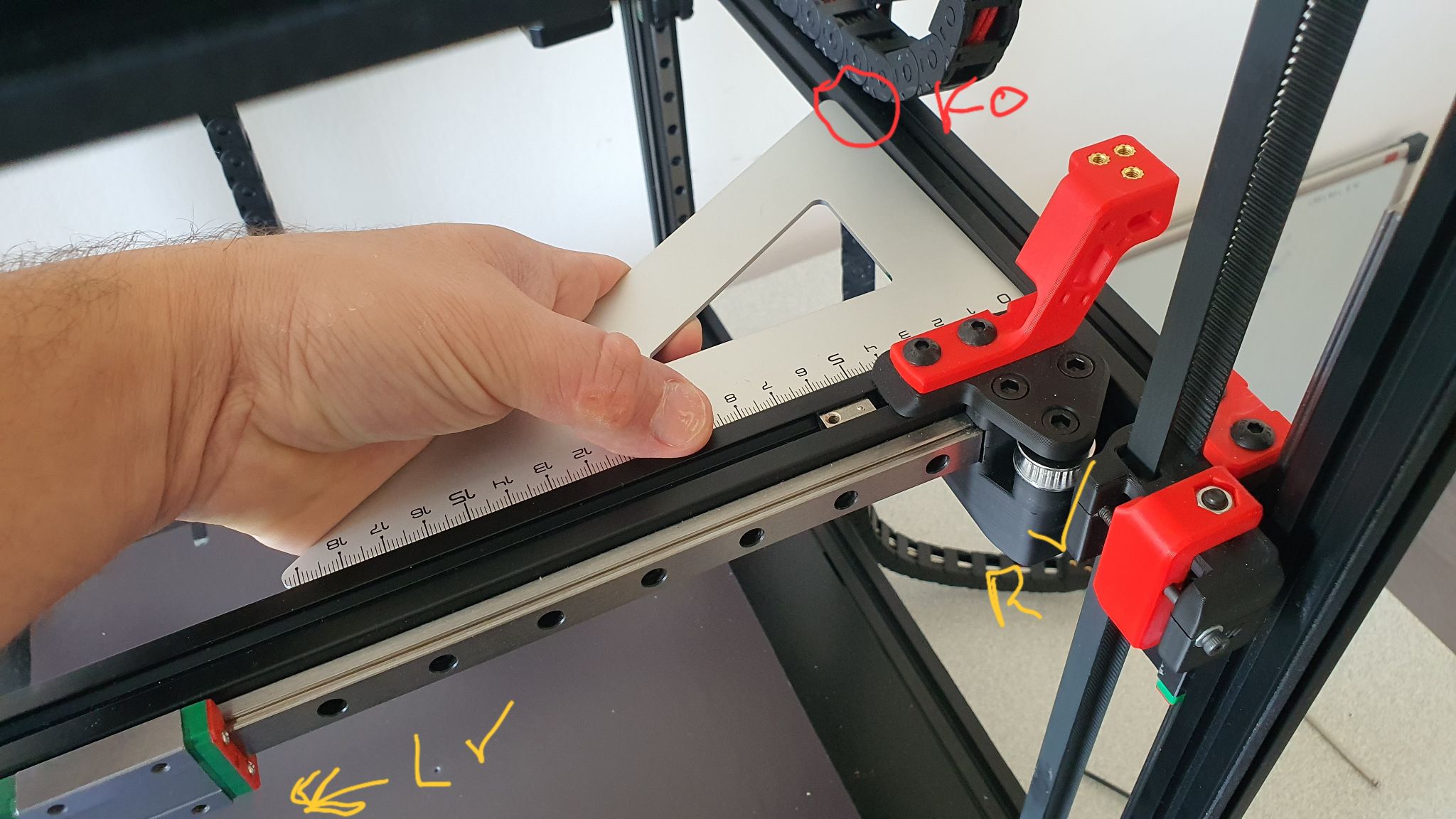
J'ai tout enlevé jusqu'au courroies, je mis en buté l'axe X sur le devant à droite (R) et à gauche (L) et dans cette position, j'ai déjà un défaut d’équerrage ; est-ce acceptable ou la grantry devrait déjà être d'équerre ?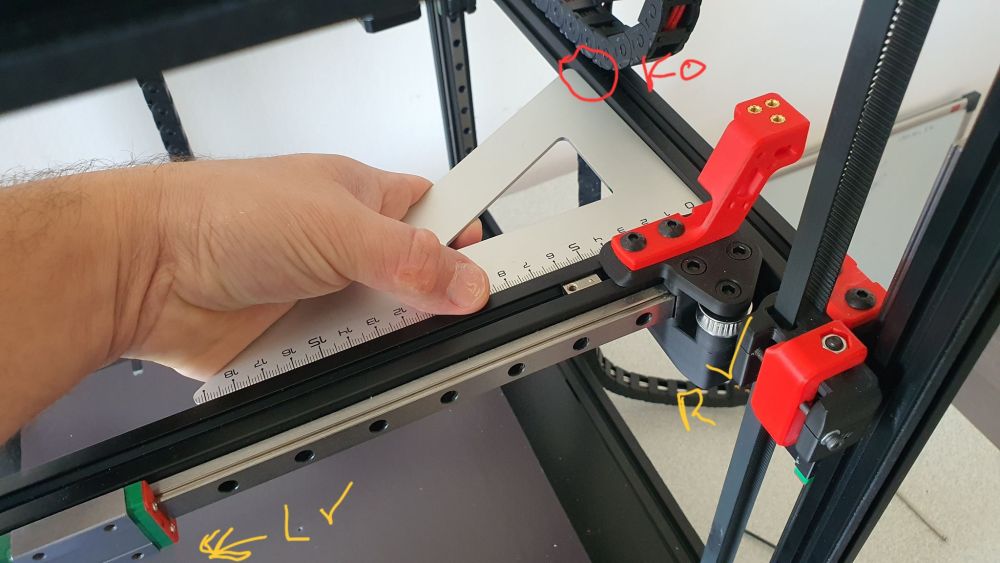
-
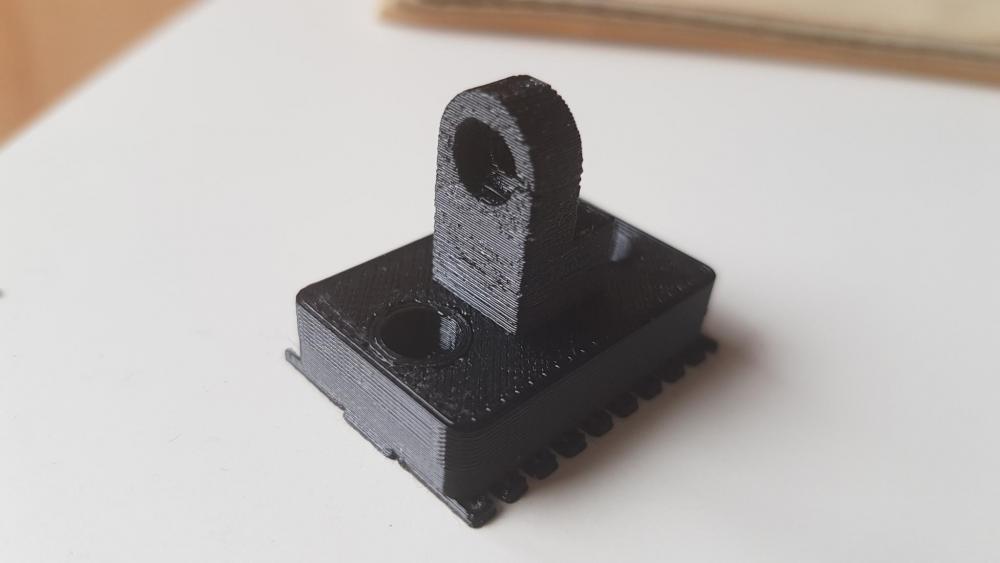
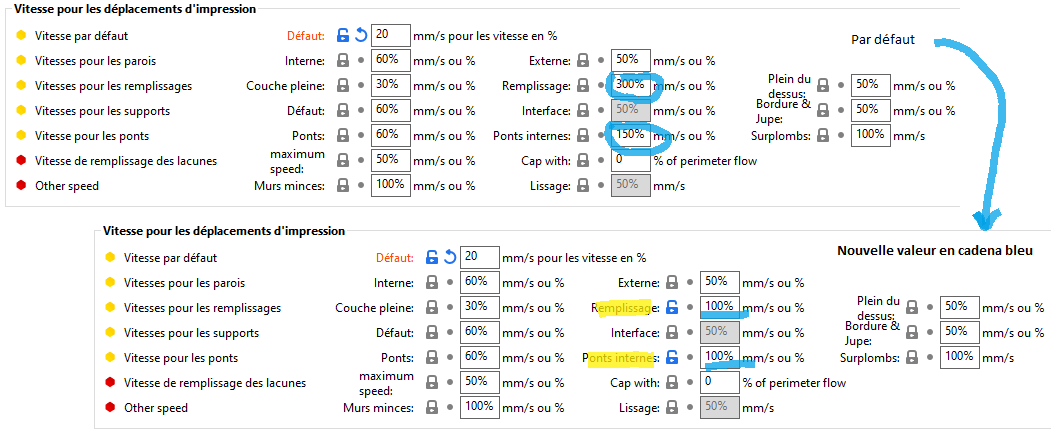
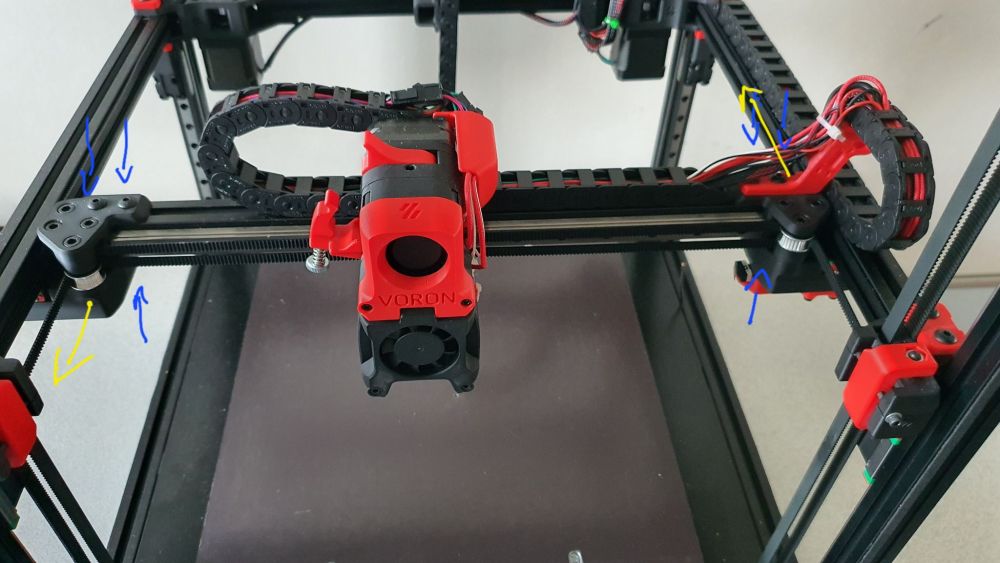
Bonjour @Tous, Après avoir imprimé toutes les pièces pour assembler le Stealthburner/ClockWork 2 ; je me rends compte que les pièces ne s'assemble pas bien ; en imprimant la boite pour l'écran, c'est bien plus flagrant (...082941.jpg et ...083102.jpg). Je vérifie l’équerrage et il y a un petit défaut ; j'ai vu sur des forums qu'il faut dévisser les visses (en bleu sur l'image) pour réaligner l'axe X avec le Y ; mais lorsque j'applique la pression (flèche jaune) l'axe reprend sa place et l'équerrage n'est pas bon. J'ai détendu les courroies au maximum car j'ai l'impression que se sont les courroies qui mettent l'axe en contrainte. Pourriez-vous me dire quelle est la procédure pour bien mettre d'équerre les axes ? J'ai l'impression qu'il va me falloir démonter la tête et régler les courroies par rapport à leur fixation sur la tête plutôt que de jouer avec les visses de support de l'axe. On peut voir aussi que l'impression n'est pas parfaitement linéaire, auriez-vous une explication ? peut-être la tension des courroies entre A et B qui n'est pas bien équilibré ? Merci pour vos conseilles.



-
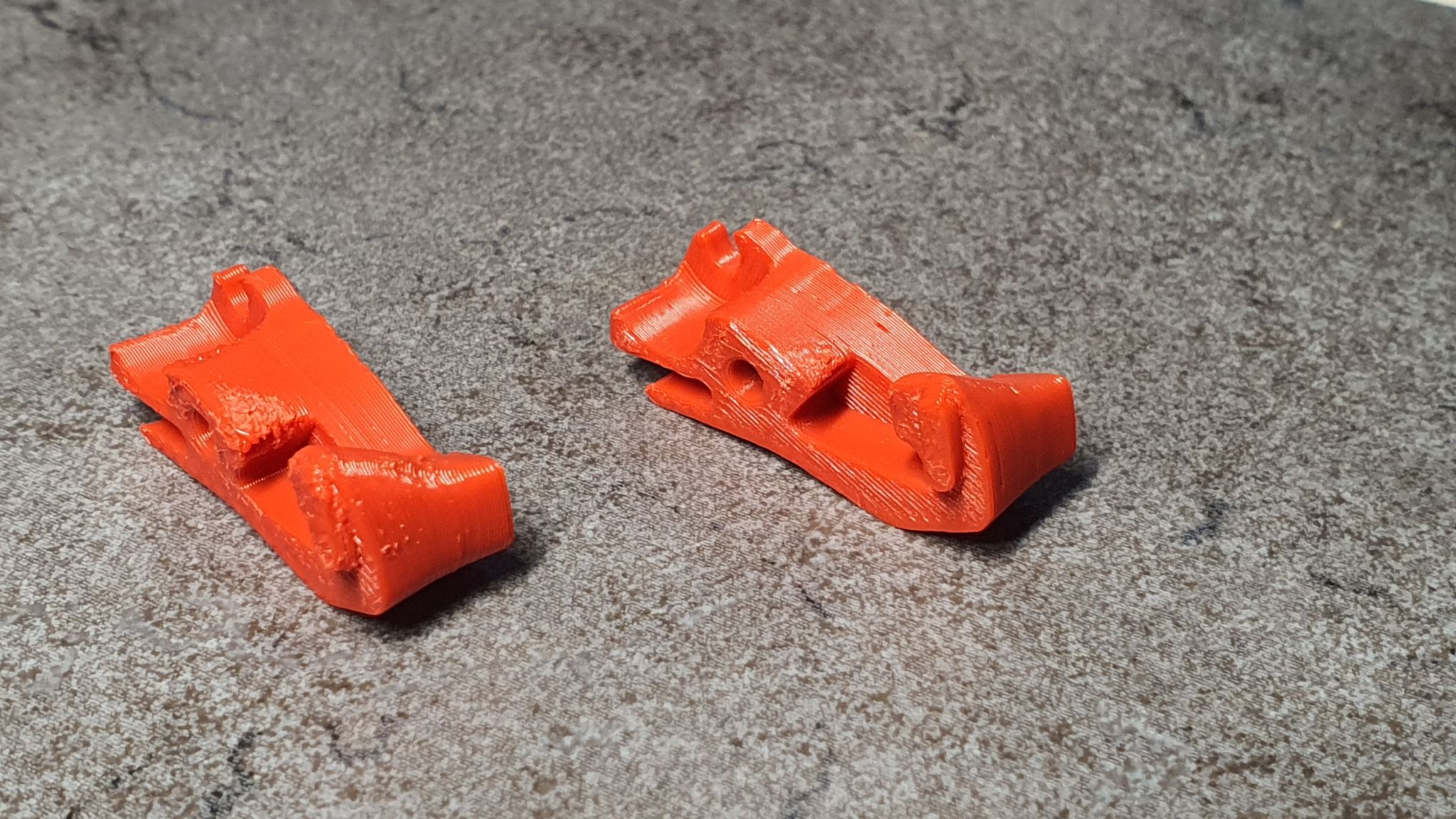
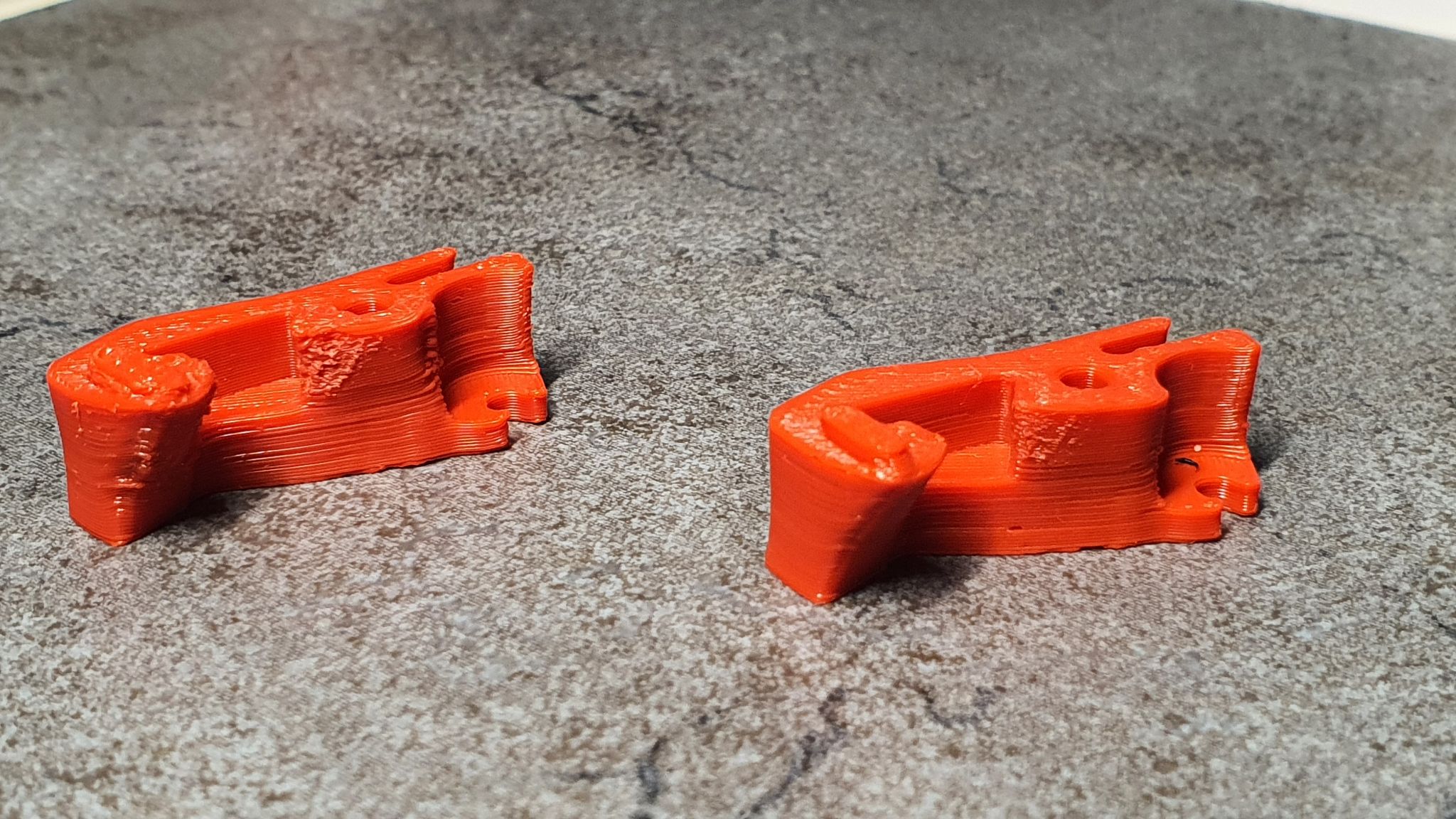
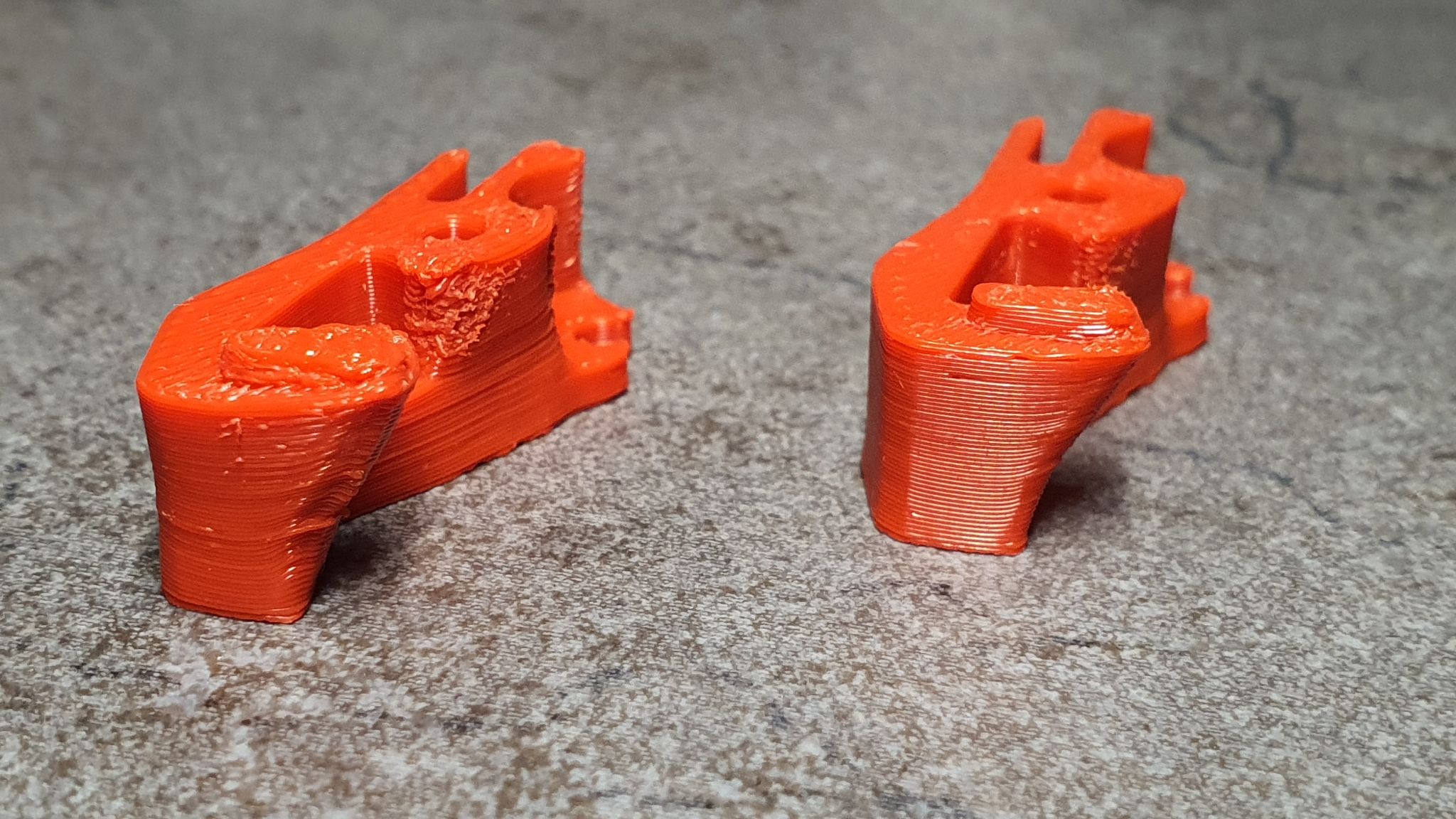
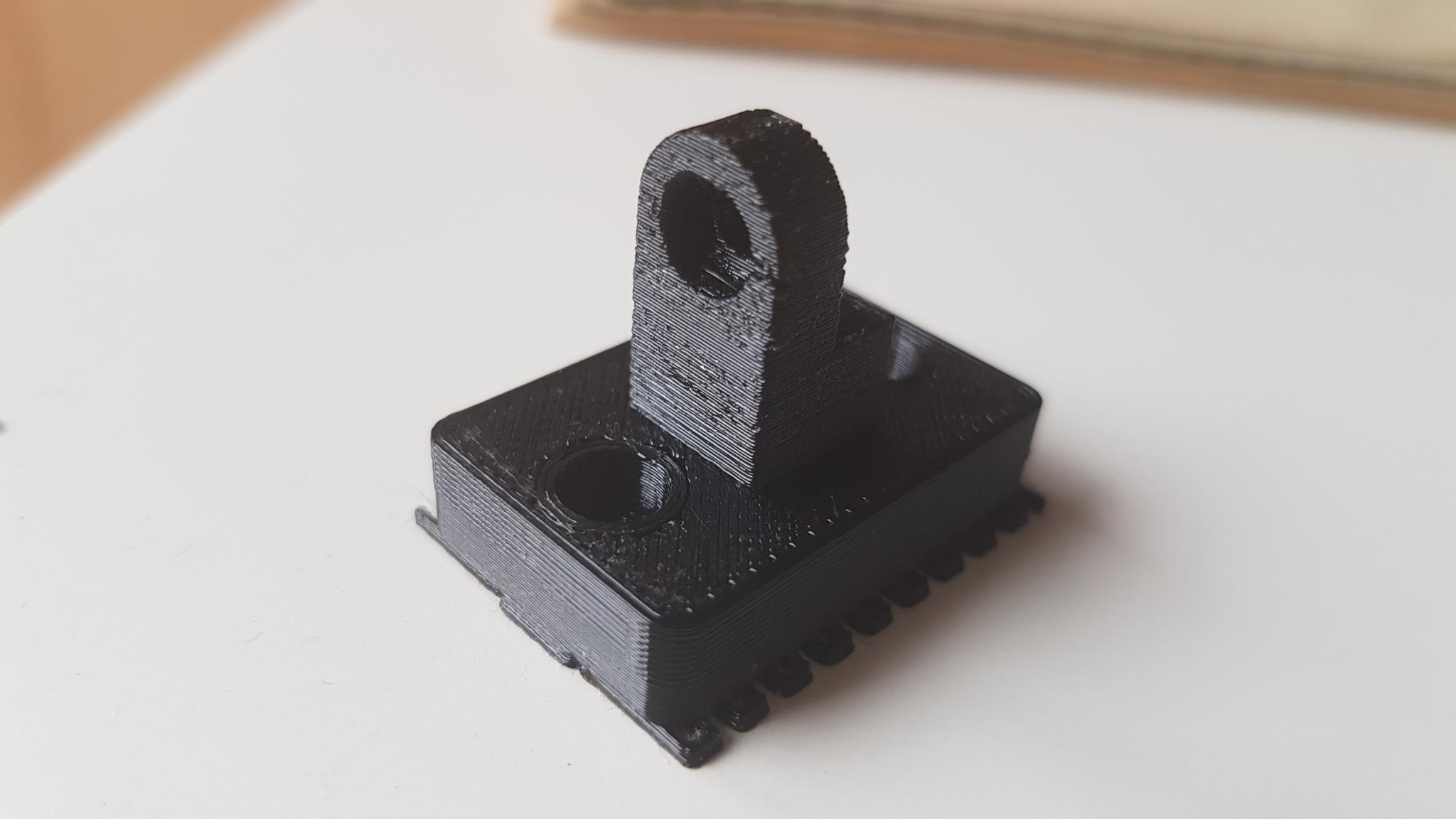
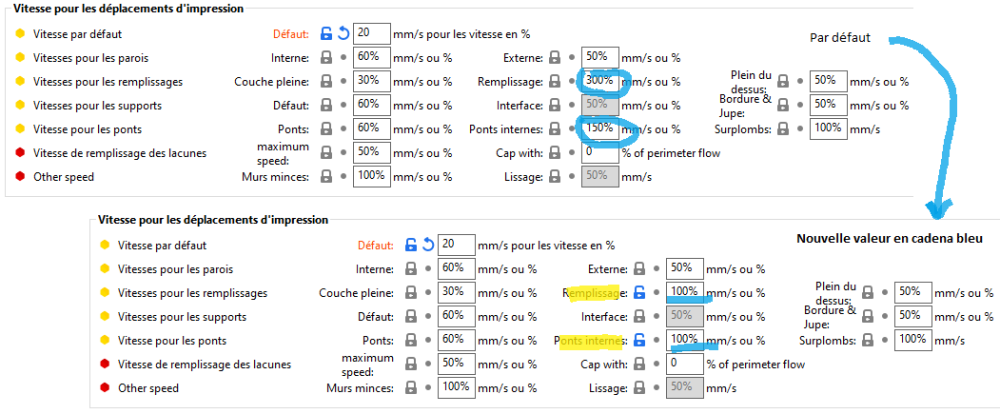
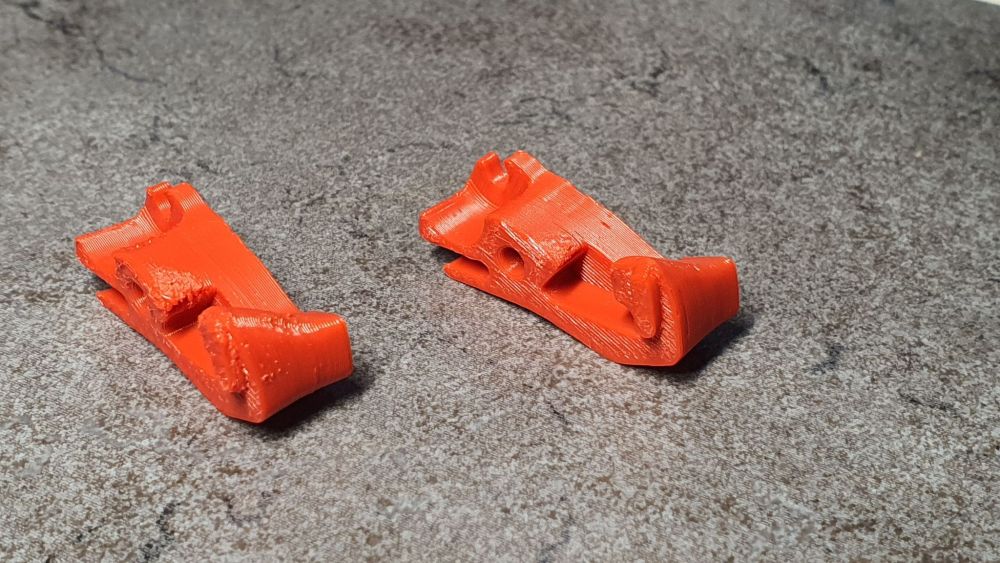
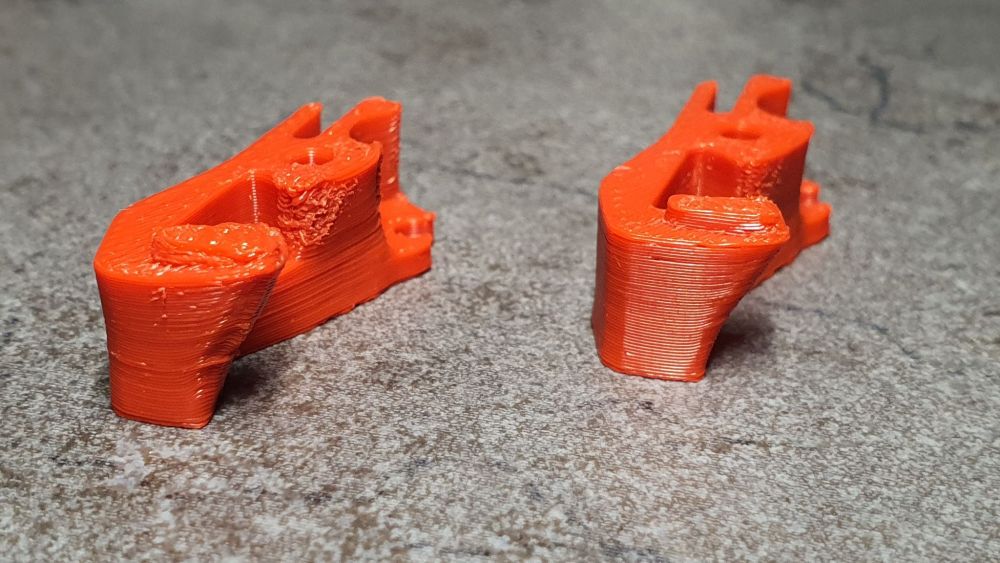
Merci @Savate, Avec l'ajout de ventilation et le chagement des vitesses de remplissage et de ponts internes, j'ai pu régler mon problème. sur la photo : a gauche = avant ; a droite = apres

-
Merci Savate pour tes conseils, j'ai baissé la température du plateau j'ai aussi changer les réglages de vitesse pour le remplissage et les ponts internes ; c'est un peu mieux, mais c'est toujours pas super propre. J'avais cru comprendre que le plastique qui 'rebique' est dû au fait qu'il se dilate trop vite ; c'est pour cela qu'il ne faut pas mettre de ventilation et qu'il faut l'imprimer en caisson et avec une température de plateau élevé (la chaleur monte par capillarité - je crois) et la pièce reste chaude évitant justement que le plastique ne refroidisse trop vite et rebique ; un temps d'impression plus long laisse également plus de temps au plastic pour refroidir lentement. J'ai probablement pas tout bien compris ; mais je vais essayer sur tes conseilles, la ventilation ; malheureusement, je ne suis pas chez moi souvent ... je vous tiendrais au courant au fur-et-à-mesure de mes essais ; merci pour votre aide.
-
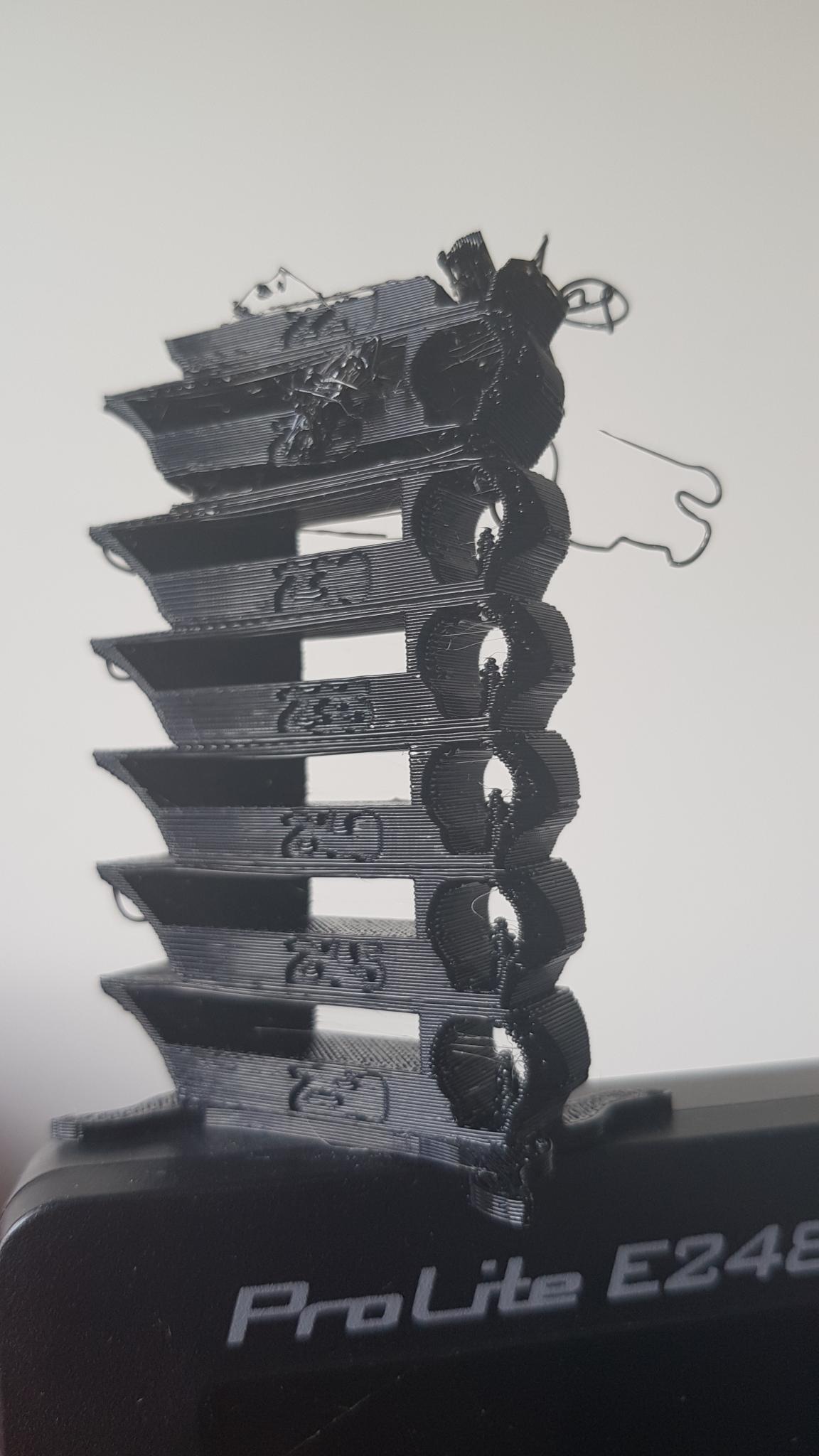
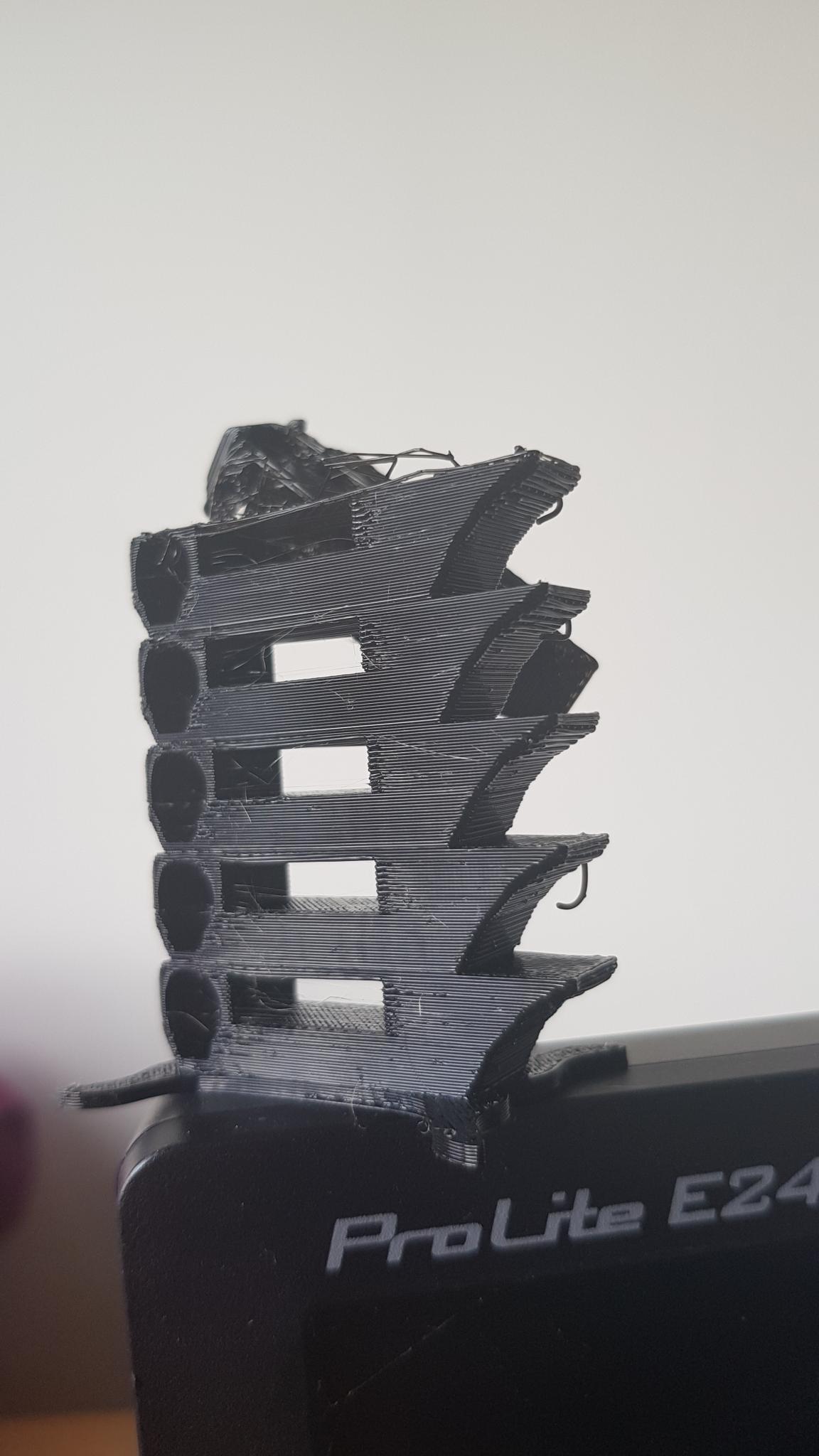
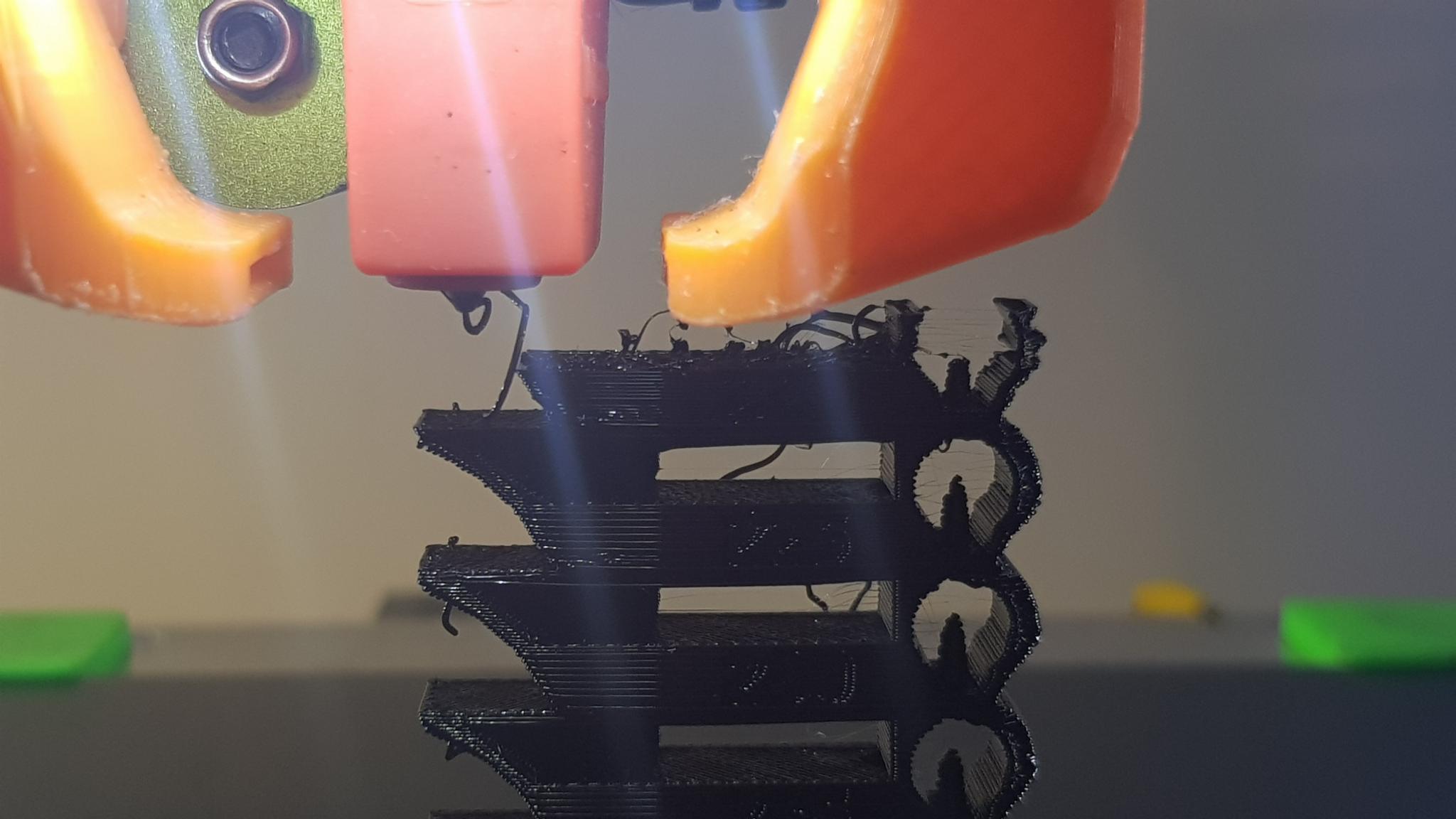
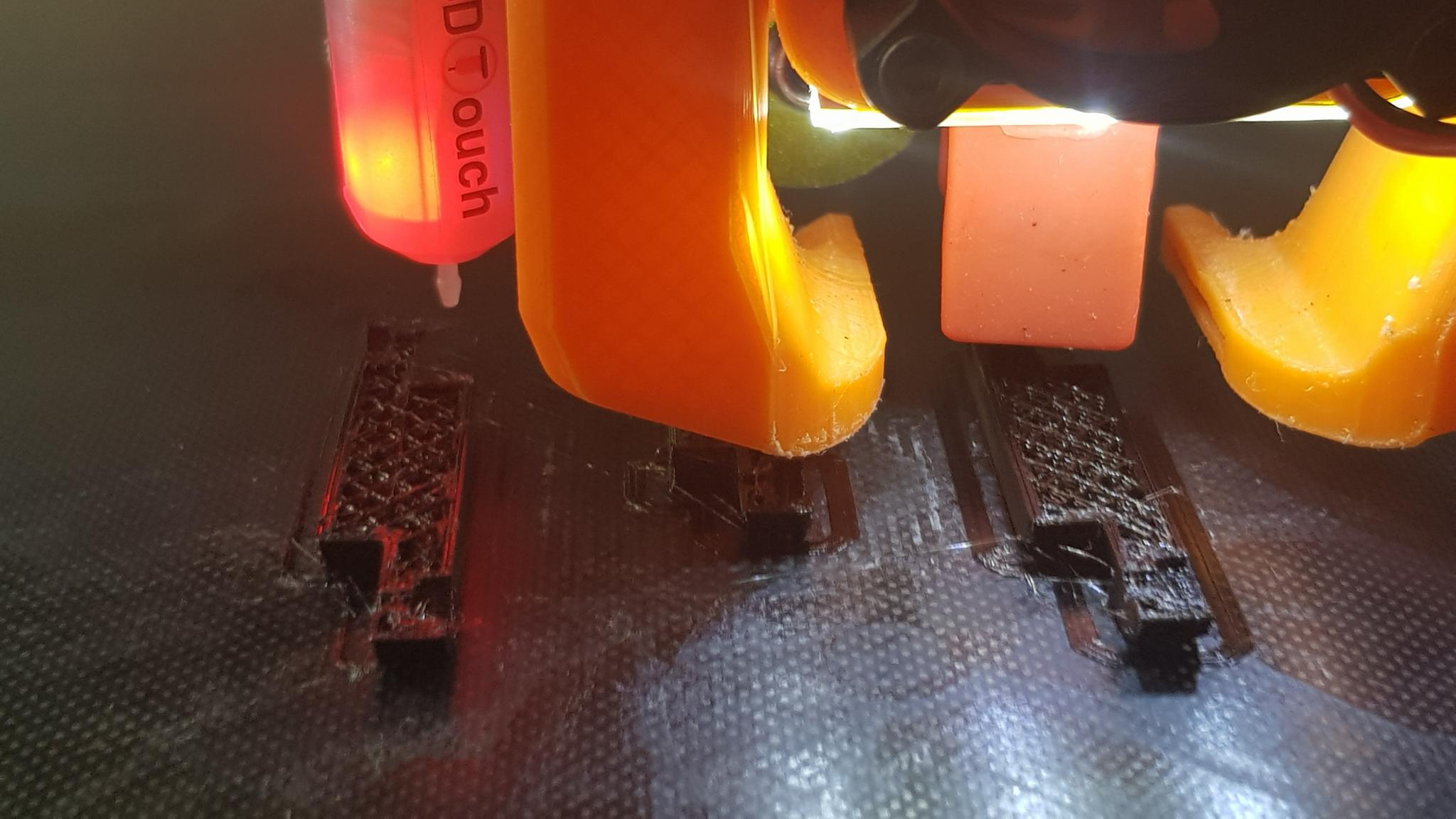
Bonjour, J'ai des souci d'impression avec du DuraPro ASA ; j'ai tester diverse conseil trouvé sur le forum (température, vitesse) ; mais j'ai toujours du warping sur les couches supérieur ; je n'ai aucun problème d'accrochage sur le BED. Sur les photos, la pièce de gauche est imprimée à 40mm/s avec 240°C pour la 1ère couche et 230 ensuite et une température de BED à 110°C. La pièce de droite est imprimée à 10mm/s avec 235°C pour la première couche et 225°C ensuite et température de plateau de 110°C J'ai une VORON 2.4 fermée qui donne une température de chambre ~55°C et j'utilise SuperSlicer dont je vous partage la configuration en PJ. Je ne sais pas quels autre paramètre testé, et je trouve bizarre que même à 10mm/s on peut clairement observer le warping sur les différentes couche. Merci d'avance pour votre aide et vos conseilles. NB : la bobine est neuve de 2 semaines et toujours conserver sous-vide après fin d'utilisation Cordialement. config.ini

-
Bonjour, J'ai une MKS GEN L v2.1 avec des TMC2209 v1.2 de chez BigTreeTech, j'ai configuré Marlin pour définir les TMC2209 pour X, Y, Z, et E0, et j'aimerai activer la commande M122 pour voir l'état des drivers, donc via l'activation de MONITOR_DRIVER_STATUS dans le configuration_adv.h ; mais j'ai une erreur de compilation. `#error "MONITOR_DRIVER_STATUS causes performance issues when used with SoftwareSerial-connected drivers. Disable MONITOR_DRIVER_STATUS or use hardware serial to continue."` Y a t-il un autre moyen de controller les drivers ? Comment vous faites pour vérifier le bon fonctionnement et la configuration des TMC2209 ? Cordialement.
-
32 bits erreur connection tmc2209 sur skr1.3
belfaigore en réponse au topic de flogpr dans Électronique
Bonjour, J'ai également le même problème sur une SKR PRO v1.2, mes jumpers sont bien sur l'UART (comme ici), et je n'ai aucun jumper sous les drivers. Dans Marlin, j'ai bien déclaré les TMC2209, j'ai vérifier la déclaration des pins par rapport au schéma électronique, j'ai testé en pliant la pate "sensorless" du driver ; bref j'ai plus d'idée là ... merci pour votre aide ; j'ai des TMC2209 v1.2 de BTT. Mon résultat au M122 et le même que @flogpr. Je vous joins mon code source Cordialement. Marlin-2.0.x.zip -
Octoprint flasher une SKR Pro
belfaigore en réponse au topic de belfaigore dans Discussions sur les imprimantes 3D
oui, j'ai essaye mais sans succes. Je pense que le souci vient de la configuration de usbmount pourtant j'ai bien suivi les tuto. Je sais pas ce que je fais de pas bien. Je vais suivre la piste sur l'installation de usbmount je verrai bien ou ca meme. -
Octoprint flasher une SKR Pro
belfaigore en réponse au topic de belfaigore dans Discussions sur les imprimantes 3D
Pour le moment, je partage ma compréhension du fonctionnement : Il faut installer 'usbmount' sur le raspberry, ce qui devrait permettre de monter le lecteur de carte SD présent sur la carte SKR. On pourra alors depuis le Pi accéder à la carte SD présente sur la SKR (il faut laisser la µSD dans la SKR). Dans le plugin Octoprint, on renseigne alors le chemin vers le point de montage de cette carte SD à priori '/media/usb' et lors du flash par Octoprint, il va copier le firmware.bin dans la µSD présente sur la carte SKR, puis au reboot de la carte, celle-ci ce mettra à jour automatiquement et renommera le fichier en .cur. Donc j'ai bien compris le fonctionnement ; mon problème est alors que usbmount ne fonctionne par ... j'ai suivi les instructions ici, mais un `ls -lR /media` donne 0Kb sur tous les points de montage Je pense que usbmount ne fonctionne pas car, a minima, je devrai retrouver la carte SD du Pi. -
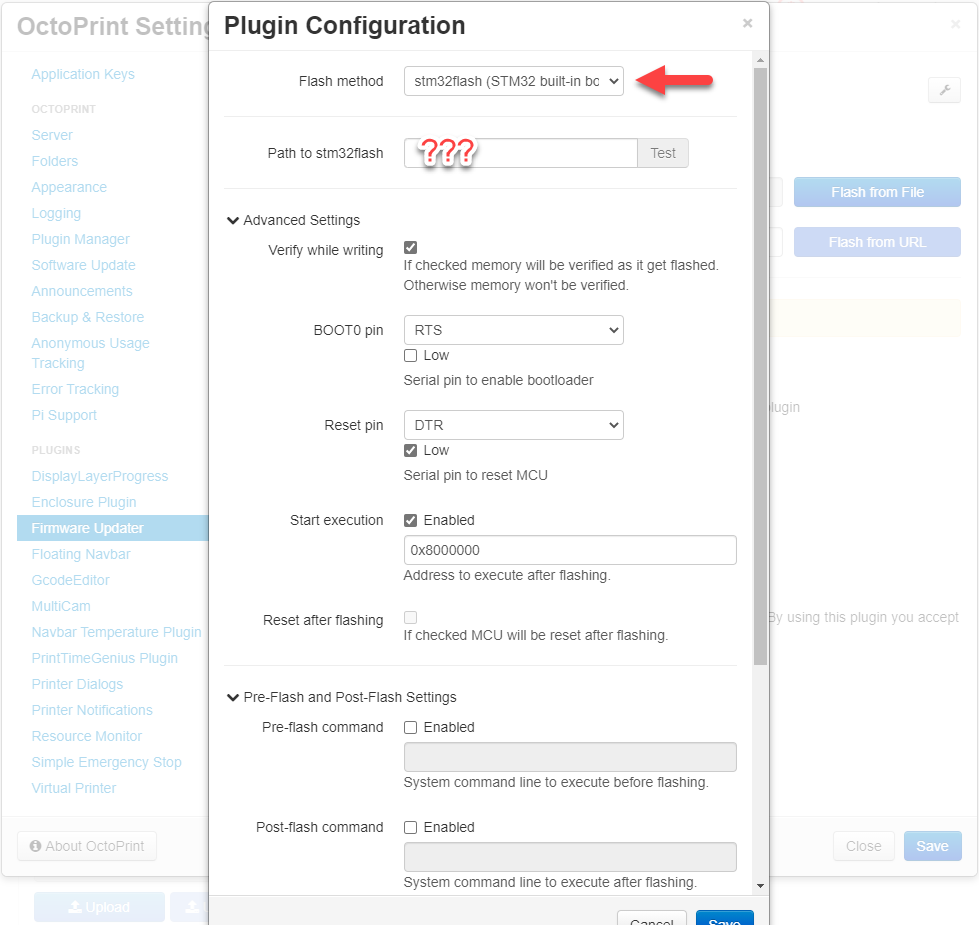
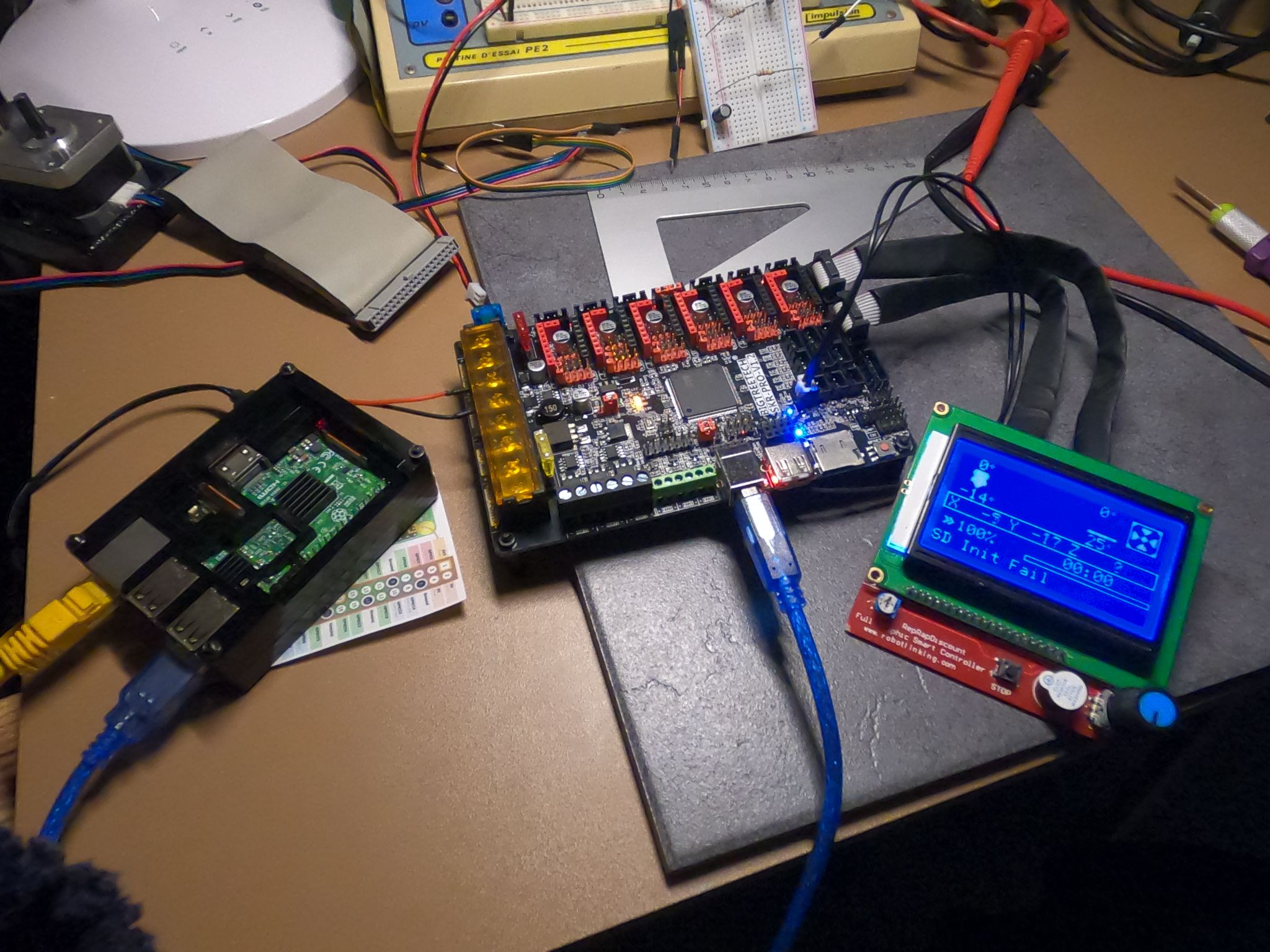
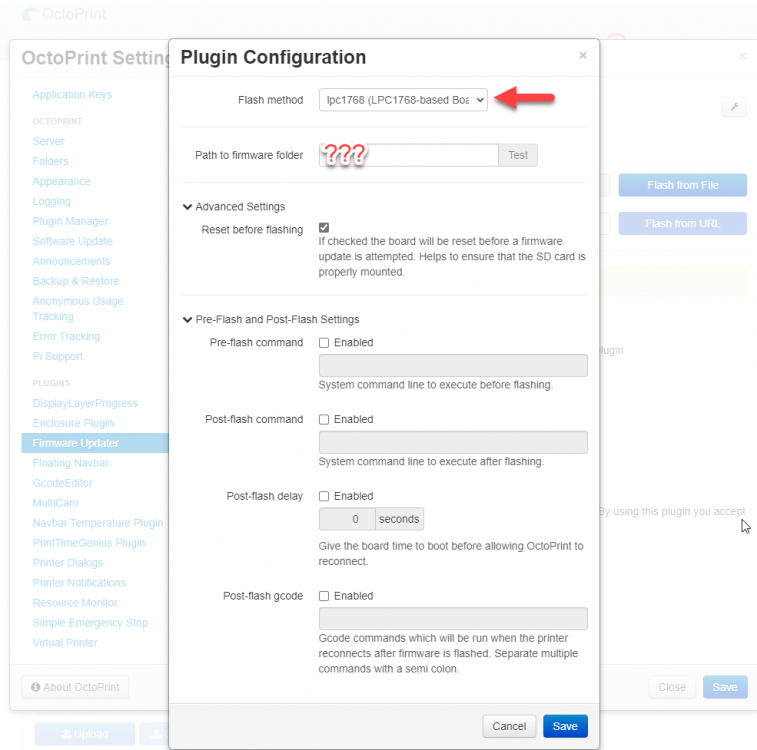
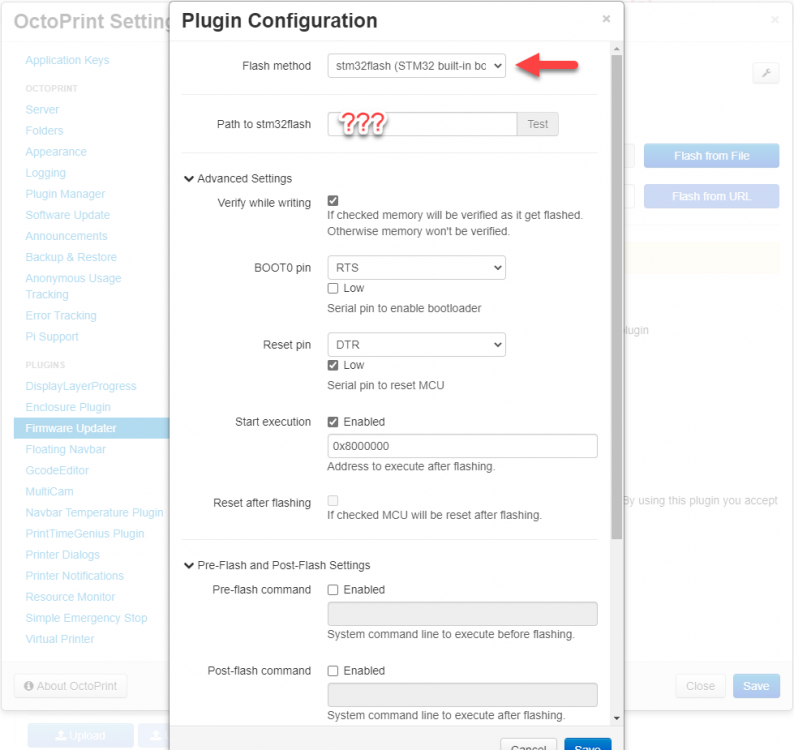
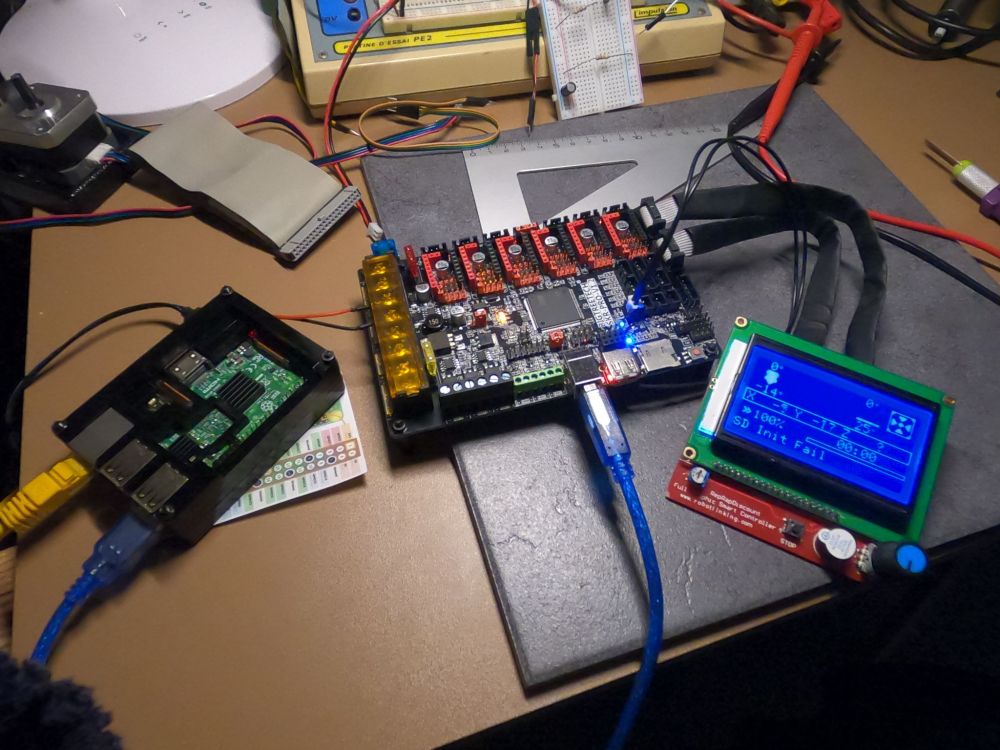
Bonjour, J'ai reçu ma SKR Pro V1.2 que j'ai déjà flashée via la carte SD, mais je souhaite la connecter à Octoprint pour faire le flashing ; mais manifestement c'est pas comme sur les MKS Gen L ; le STM32 ne se programme pas de la même manière que les Atmel2560. J'ai vu qu'il y a plusieurs method de flashing dans le plugin Octoprint, mais je ne sais pas trop quoi choisir et comment le configurer : * Méthode STM32, semble demander le chemin faire stm32flash ??? * Sur certain forum chez cru comprendre que BTT avez mis un custom bootloader pour pouvoir programmer les SKR PRO comme les SKR classique via LCP1760, mais là encore, je ne sais pas comment configurer le plugin Je sollicite votre aide pour m'aider et m'accompagner pour configurer le plugin "Octoprint Firmware Updater" afin que je puisse flasher la SKR Pro directement via OctoPrint, et me passer de la carte SD. Méthode : LPC1768 Méthode : STM32 Ma configuration (mode laboratoire pour le moment) Cordialement.
-
Notation Px.y dans Klipper pour les PIN
belfaigore en réponse au topic de belfaigore dans Discussions sur les imprimantes 3D
Ok merci, effectivement, je suis reparti des schémas électroniques et ai tout revérifié ... ça ma pris 3h, mais ce fut très instructif -
Notation Px.y dans Klipper pour les PIN
belfaigore en réponse au topic de belfaigore dans Discussions sur les imprimantes 3D
Merci pour ta réponse, dans mon post, je montre déjà les sorties de l'atmega, le problème n'est pas d'identifier les sorties de l'atmega, mais de convertir le format arduino_pin (ar.. ou analog..) en Klipper (Px.y). Certain exemple sur internet pour Klipper donne par exemple la pin P2.11 ... d'où ça sort ? comment trouver ce P2.11 ? comment savoir a quelle PIN de l'arduino ça correspond, car les schémas ne mentionnent pas ce format d'écriture ? -
Notation Px.y dans Klipper pour les PIN
belfaigore a posté un sujet dans Discussions sur les imprimantes 3D
Bonjour, Je viens de mettre Klipper sur une MKS Gen L, j'ai compris comment passer du schéma électronique de la MKS GEN L à l'écriture "arxx" ou "analogyy" dans Klipper, mais j'observe de nombreux exemple en "Px.Y" mais je ne trouve aucune documentation et je ne comprend pas cette notation. Par exemple sur la MKS GEN L, le click sur le bouton est sur le connecteur EXP1.2 ; sur le schéma de la MKS (ici), on trouve que EXP1.2 -> BTN_ENC -> pin55 : PC2, et on retrouve dans le schéma de l'atmega 2560 (ici) que la sortie PC2 = ARDUINO PIN 35 => "ar35" Sur un forum (ici) il est donné que `click_pin: ^!P2.11` donc P2.11 = ar35 ; j'aimerai comprendre comment faire la traduction Par avance merci -
Filament Sunlu PETG Noir (30€/kg, marque chinoise)
belfaigore en réponse au topic de belfaigore dans Consommables (filaments, résines...)
J'ai refait la calibration de l'extruder "G1 E10" me sortait 8mm de fil, maintenant j'ai bien 10mm ; j'ai également défini "Extrusion Width = 0,5mm" et "Primary Layer Height = 0,251mm" ; j'ai vue sur un post, qu'il fallait que la surface corresponde à la buse (buse de 0,4mm -> 0,1256637mm2 = 0,251 x 0,5) ; suite a quoi j'ai imprimé la tour de calibration, conclusion, à 220°, ça ne colle pas ... le meilleur semble être 240° : Petite vidéo :


-
Filament Sunlu PETG Noir (30€/kg, marque chinoise)
belfaigore en réponse au topic de belfaigore dans Consommables (filaments, résines...)
Avec ou sans la ventilation (test avec une ventilation à 100%), la stabilité de la température de la buse ne semble pas altérée : (Pour info j'ai un Petsfang, avec 2 5015) en gros je suis à + ou - 1,2° autour de la consigne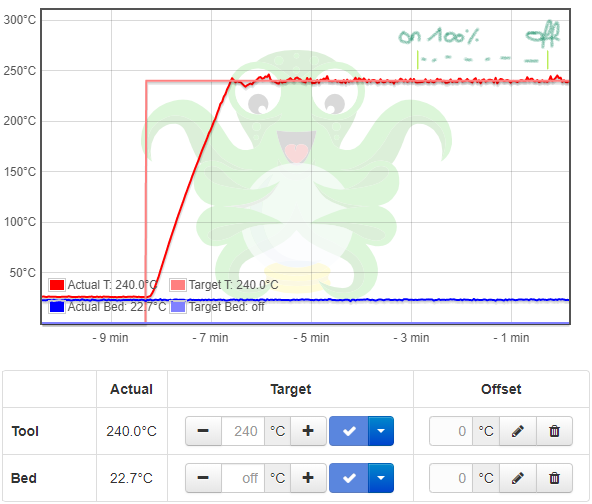
-
Filament Sunlu PETG Noir (30€/kg, marque chinoise)
belfaigore en réponse au topic de belfaigore dans Consommables (filaments, résines...)
Ok ca marche mes prochaines etapes seront : la calibration du stepper d'extrusion et l'impression de la tour des temperatures. Pour le Petsfang, je le regle en le posant sur une double decimetre qui fait a peu pres 0.7mm, pointe de la buse sur le plateau :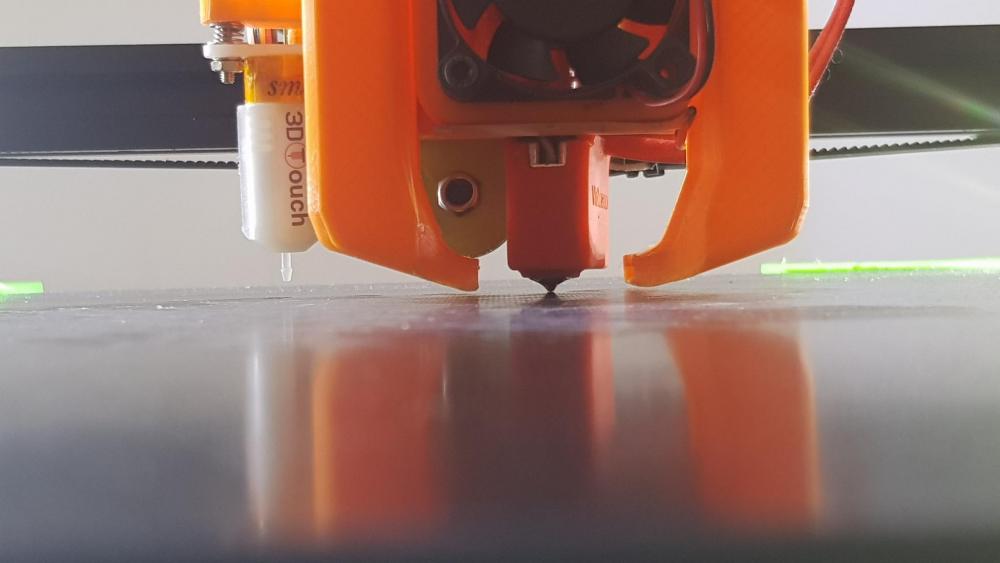
-
Filament Sunlu PETG Noir (30€/kg, marque chinoise)
belfaigore en réponse au topic de belfaigore dans Consommables (filaments, résines...)
J'ai un filament PLA+ Orange que j'ai eu avec l'imprimante, dont je ne connais pas la marque et qui m'a imprimé la pieuvre sans problème et propre, j'ai pas les photos car mon neveu et partie avec ... elle était encore chaude -
Bonjour TizTiz, j'imprime à 50 mm/s, je te mets mes profils Simplify3D ainsi qu'une extraction du M503 (le jerk est à la ligne du M204). Il me reste encore a peaufiner certain détail car, le print semble propre, mais j'ai du ghosting, peut-être par ce que l'imprimante est sur 2 tréteaux qui sont loin d'être stable, ou peut être vais-je devoir affiner le jerk justement. Egalement avec ma configuration, je crois que pour 10mm de filament , l'extruder en sort plus ... je dois affiner le paramétrage du stepper. M503.txt Sunlu_PETG_Black.fff PLA+_Orange.fff
-
Filament Sunlu PETG Noir (30€/kg, marque chinoise)
belfaigore en réponse au topic de belfaigore dans Consommables (filaments, résines...)
J'ai relance une impression a 240 apres la 1ere couche et avec un coef dextrusion a 0.95, la buse ne sest pas bouchee et jai pu finir la pieuvre le resultat est un peu mieux, il y a moins de filasse mais le bout des pates reste pas tres bien formé. Je crois je vais reverifier la configuration du motor pas a pas dans marlin.

-
Filament Sunlu PETG Noir (30€/kg, marque chinoise)
belfaigore en réponse au topic de belfaigore dans Consommables (filaments, résines...)
Pas besoin d'attendre 5h ... a 240 jai effectivement moins de filasse mais la buse commence a boucher a la 6eme couche -
Filament Sunlu PETG Noir (30€/kg, marque chinoise)
belfaigore en réponse au topic de belfaigore dans Consommables (filaments, résines...)
Voila ce que ca donne sur la pieuvre, impression a 260°, je essayer de descendre a 220 au milieu des pates, on voit que du coup le fil ne sortais plus de la buse ... jai remis 260 et est rente 220 au niveau des yeux ... clairement a 220 c'est ko puis jai remis 260 pour pas boucher la buse et apres 240 pour finir. Je vais rententer un print a 260/100 (buse/lit) sur la 1ere couche puis 240 ... mais je pense ma buse va se boucher ... suspens dans 5h ... patience
-
Filament Sunlu PETG Noir (30€/kg, marque chinoise)
belfaigore a posté un sujet dans Consommables (filaments, résines...)
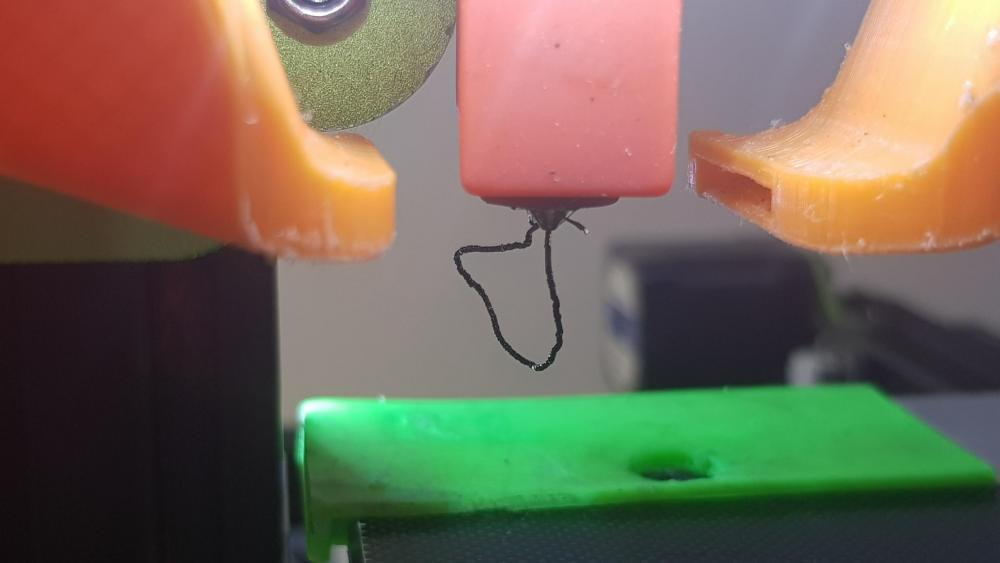
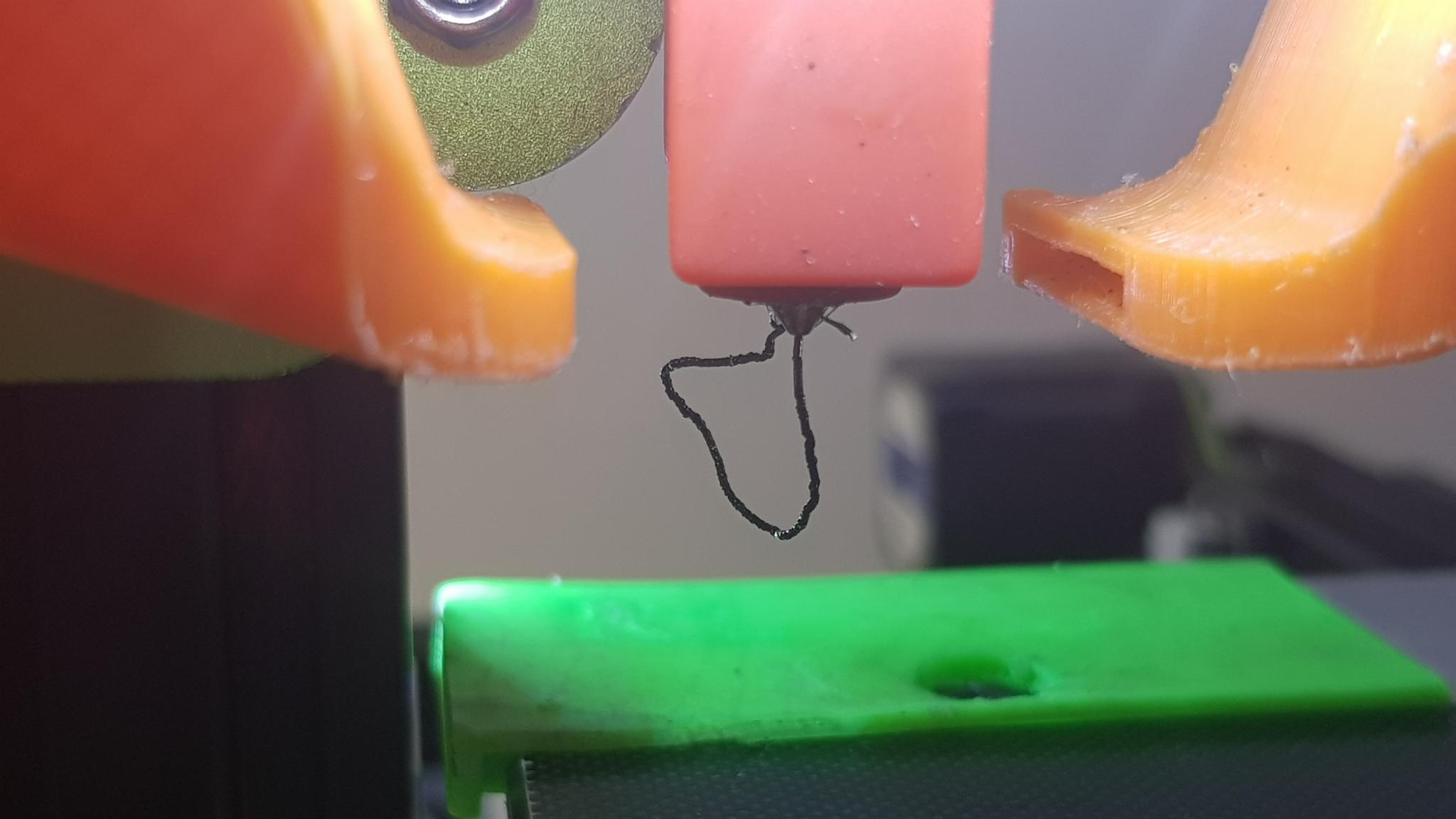
Bonjour, En panne de filament, j'ai acheté du Sunlu PETG Noir sur Amazon, il s'agit d'une marque chinoise, d’ailleurs plus chère sur aliexpress que sur Amazon. je fais ce post pour partager mon expérience avec vous sur ce filament. A réception, il est indiqué une température de chauffe entre 200° et 220° pour la buse et 80 à 120° pour le plateau. Je n'ai jamais pu imprimer une pièce (Octopus sur Thingiverse) ; en testant plusieurs températures de filament jusqu'à de 200 jusqu'à 230°. Du coup, je suis reparti sur l'impression de pièce plus petite (un bras de support pour la PiCam) ; mes réglages pour imprimer (cf: sunlu.fff - Simplify3d) : Buse : 260°C Lit : 80°C Vitesse : 40mm/s Retractation: 9mm/s Ventillation : 30% (à partir de la 2ème couche) J'ai pu imprimer les pièces, mais la qualité n'est pas au rendez-vous ; les murs ont du mal à être lisse, il arrive que le maillage interne se décolle, même avec 10mm de rétractation, j'obtient de belle toile d'araignée ; lorsque la buse est chaude et que le filament sort tout seul, on peu voir qu'il fait des "zigouigoui", il ne prend pas un chemin lisse, comme s'il y avait des impuretés dans le fil. Ces remarques sont personnelles, je ne suis peut-être pas assez compétent pour bien régler mon imprimante pour ce fil ; si vous avez une expérience avec ce filament, ou avez rencontré ces mêmes difficultés, peut-être pourriez-vous m'indiquer des axes d'améliorations, par avance merci Sunlu.fff