Flob
-
Compteur de contenus
22 -
Inscrit(e) le
-
Dernière visite
Récompenses de Flob
")





-
Dragon HF qui se bouche (ABS)
Flob en réponse au topic de Flob dans Entraide : Questions/Réponses sur l'impression 3D
C'est vrai. Si seulement. Je suis à 0,5mm. En attendant, la vénérable E3D V6 a repris du service sans broncher (toujours avoir un plan B). Apparemment, je suis pas tout seul dans ce cas là. Certains ont modifié l'afterburner pour résoudre le problème. https://www.printables.com/fr/model/241203-voron-afterburner-dragon-hotend-heatcreepclog-fix Mais c'est spécifié comme solution temporaire en attendant le Stealthburner (de toute façon c'est dans les cartons). -
Dragon HF qui se bouche (ABS)
Flob en réponse au topic de Flob dans Entraide : Questions/Réponses sur l'impression 3D
Effectivement, d'après le guide de sourcing Voron, ils recommandent un ventilateur GDSTime 24V 7500rpm à 8,29 cfm. Sinon en plan B, Voron propose des Winsinn 24V 5700rpm à 6,4cfm. C'est pas mieux. Et dans mon kit, ils m'ont mis un Sunon Maglev 24V 5800rpm et 7cfm (11m3/h). C'est peut être un peu juste, même si ça pédale ces petites bêtes ! D'ailleurs, j'ai un Winsinn sous la main, mais aucun intérêt pour remplacer le Sunon actuel. MàJ : J'ai tout remis en place pour imprimer la printhead dragon. Rien de différents de d'habitude mais quand même une catastrophe. 1ère couche, contour OK et remplissage inexistant. Bouchée directe. Et pourtant le slicer est réglé sur 30mm/s pour la 1ère couche. Epaisseur OK, ventilo OK, serrage de l'extrusion OK. Par dépit j'ai réinstallé la vénérable E3D V6. En remettant la dragon à tremper dans l'acétone. Du plastique à bavé dans le filet du bloc chauffant. Serrage trop faible + dilatation thermique surement. Il est tard, suite demain au prochain épisode... -
Dragon HF qui se bouche (ABS)
Flob en réponse au topic de Flob dans Entraide : Questions/Réponses sur l'impression 3D
Merci beaucoup Savate de m'éclairer sur le sujet. Donc apparemment si ça ne marche pas chez moi, c'est que c'est spécifique à ma consigne : type d'ABS, ou réglages. Effectivement, petite coquille c'est bien 240°C et non 140. C'est tellement évident que je n'avais pas pensé à l'écrire. Mais j'ai bien le flux d'air qui va de l'avant sur la hotend à l'arrière. A mon sens, dfficielle de se tromper de sens avec le design. Sinon pour la qualité du ventilo, c'est un Sunon Maglev (rouge). Donc normalement c'est dans les specs. OK. Je n'ai pas (encore) besoin d'un refroidissement ultra efficace, mais le fait de pouvoir démonter la tête d'un bloc semble plus pratique. Et pour le montage, rien ne peux être pire pour les nerfs que la klicky (avec les aimants à coller) . Merci pour le tuyau. Je ne connaissais pas SVOB3D et je sent que je vais aimer leurs tarifs ! J'ai réfléchi à une solution. Et je compte "emballer" la céramique dans de la laine de verre et une gaine en fibre de verre (récupéré d'un vieux four), Sans remonter plus haut que le heatbreak. Cela devrait isoler la céramique du flux d'air du ventilateur et améliorer l'écoulement du plastique le long des parois. Modifier les steps de l'afterburner pour faire un déflecteur ne résisterai pas à la chaleur vu l'encombrement. -
Dragon HF qui se bouche (ABS)
Flob a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, Depuis cette été et l'assemblage d'une Voron 2.4 R2, je tente d'apprivoiser l'art subtil de l'impression d'ABS. J'ai équipé la tête afterburner d'une hotend Dragon high flow (clone Triangle's Labs). Sur mon autre imprimante PLA, j'ai pris goût au 0.8mm (Volcano) imprimer plus rapidement des boites, mais pour l'instant je limite au 0.4mm. Au cas où, la dragon HF est monté avec l'adaptateur en lieu et place d'un E3D V6. Malheureusement, j'ai des problèmes de buse bouchée. J'ai démonté la tête et comme un tuyau plein de calcaire, j'ai de l'ABS plein les parois et un petit canal au centre. Forcément l'extrudeur est en galère, ronge le filament, bloque tout et fait chauffer le moteur. 1er démontage de la tête ce soir et petit bain d'acétone au bain-marie pour nettoyer tout ça. Dès que tout sera propre, j'imprime au plus vite une tête Stealthburner qui apparemment à une meilleur gestion du flux d'air. Mais je me demandais si quelqu'un avais ce type de problème, même sur d'autres modèles d'imprimante et profiter un peu de l'expérience de la communauté. J'ai cherché un moment sur d'autres forums et en tâtonnant : Hauteur de la 1ère couche ? C'est gérée par une sonde klicky, donc j'ai toujours 0.2mm. Et visuellement c'est pas mal. Offset de la sonde de température ? D'après une heat-tower, la meilleur qualité d'impression est à 140°C Qualité du filament ? Y'a des chances vu que c'est de l'ABS recyclé d'ArianePlast. Mais personne n'as posté de commentaires négatifs au sujet de ce filament. Et j'ai pas d'autre ABS sous la main pour comparer. Qualité de la hotend ? Triangle's Labs est pas connu pour être une mauvais marque. Au début, le flowrate était largement suffisant. Ma piste principale est le cône en céramique du heatbreak high flow. Il est en plein dans le flux du ventilateur et sans doutes que cela refroidisse plus vite l'ABS sur les bords. Apparemment, le Stealthburner profite d'une meilleur gestion de ce flux d'air (donc priorité N°1 après nettoyage). Mais en attendant, où si cela ne résout pas mon problème, est-ce qu'isoler la chambre céramique suffirait (en plus de trouver un isolant résistance à 250°C). Je suis ouvert à toute supposition. Merci de vos retours et du partage d'expérience. Tout du moins, j'espère au moins que ma réflexion pourra éclairer d'autres visiteurs au cas similaire. -
Merci pour cette réponse. Elle ma conforté dans l'orientation de mes recherches au niveau de l'autostart. Donc voici la solution pour la postérité : 1/ Activer le lecteur SD de la carte en activant la ligne : "#define SDSUPPORT" dans Configuration.h 2/ Activer l'autostart en activant la ligne : "#define MENU_ADDAUTOSTART" dans Configuration_adv.h 3/ Créer un fichier "auto0.g" avec le bloc-note dans la carte SD de la carte-mère avec le gcode a exécuter au démarrage. A voir si tout le reste fonctionne encore correctement.
-
Bonjour, C'est la suite du sujet précédent (Mise en sécurité de la carte 32bits avec des LED RGB ?). Le branchement de mes LEDs RGB fonctionne, mais je bute contre la partie logicielle. Je préfère reposer une autre question et clôturer l'ancienne car le titre ne correspond plus vraiment à mon problème. J'ai une carte MKS SGen et j'ai détourné un ventilateur RGB sur les PINs PWM restantes de la carte. Soit : un connecteur J8 (P2.13), et deux sur l'EXT2. (P3.25 ; P3.26). Bien sûr, en utilisant des MOSFETs commandable en 5V. (Cf. post en lien ci-dessus) Donc tout fonctionne... presque. J'ai activé les LEDs dans Marlin 2.0. Au démarrage les LEDs sont éteintes. Depuis la console Gcode du PC, le code M150 ne marche que si j'allume le bleu seulement (B255), puis le rouge seulement (R255) et enfin le vert (U255). Puis toutes les couleurs peuvent être modifiées simultanément de 0 à 255. Par exemple, le vert de s'allumera pas si le bleu puis le rouge n'ont pas été allumés d'abord. Existerait-il une fonction dans Marlin 2.0 me permettant d'exécuter un morceau de Gcode pour mettre en route les LEDS sans passer par un code d'initialisation du slicer ? Un peu comme la fonction NEOPIXEL_STARTER_TEST mais pour RGB custom. L'idée étant qu'à l'allumage, tout démarre éteint, le bleu s'allume, tempo 100ms, puis le rouge, tempo 100ms puis le vert, tempo 100ms puis les 3 ensemble pour du blanc. Puis j'irai sélectionner mon gcode sur le MKS TFT32 et Marlin s'occupera de gérer tout seul le nuancier. J'ai vue que l'on pouvait créer un fichier auto0.g mais cela n'a pas été une réussite. J'ai l'impression que écran TFT32 n'est pas compatible avec la fonction de lecture des autoX.g dans configuration_adv.h Je laisse ne PJ mon Marlin. Merci d'avance pour vos précieux conseils et pistes de réflexion/recherches. Bonne vacances de Noël et bonnes fêtes de fin d'année ! Configuration.h Configuration_adv.h
-
Mise en sécurité de la carte 32bits avec des LED RGB ?
Flob en réponse au topic de Flob dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, Bon. Pour infos ou la postérité, j'ai réussi à trouver à force de chercher. Voici la solution : J'ai trouvé l'image suivante et j'ai réalisé mon erreur. J'ai rebranché mes broches sur les P2.13 (Bleu) P3.25 (Rouge) et P3.26 (Vert). Toutes ces broches sont PWM. Le seul petit soucis, c'est qu'au démarrage, tout est éteint. Le rouge et vert ne fonctionnement pas. Il faut effectuer la procédure suivante : Allumage bleu, Allumage rouge, Allumage vert. Après tout est possible. Donc maintenant je cherche le moyen d'initialiser l'éclairage au démarrage de l'imprimante directement sur le firmware sans passer par le slicer. Peut-être avec un fichier auto0.g ? Je cherche toujours... -
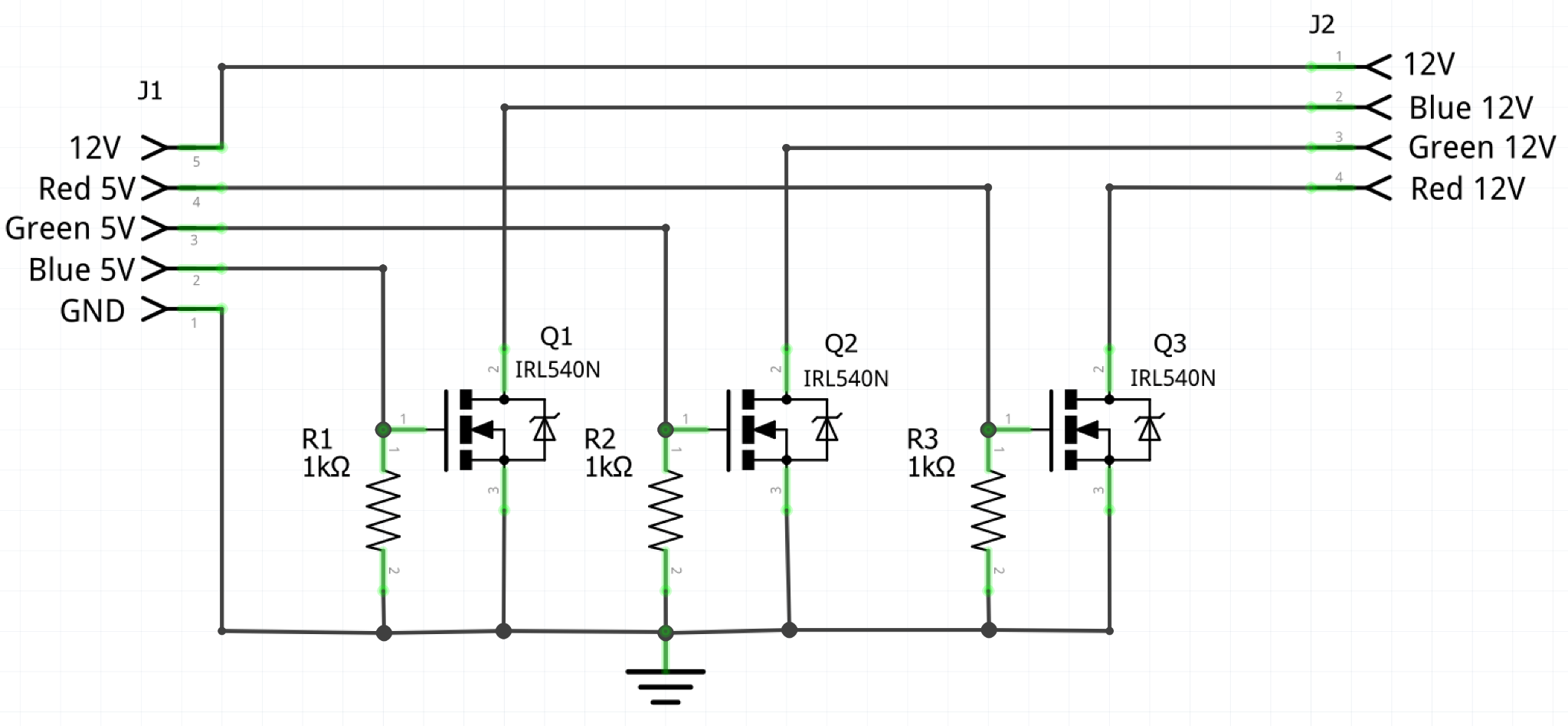
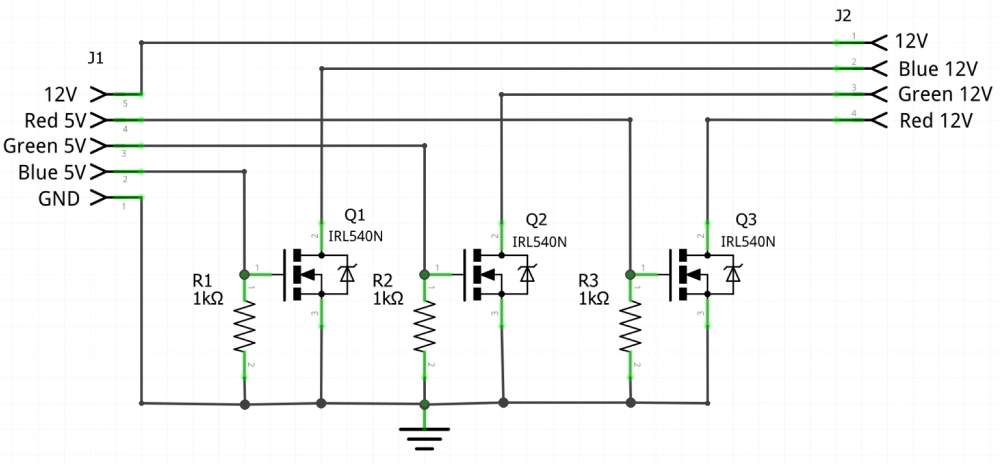
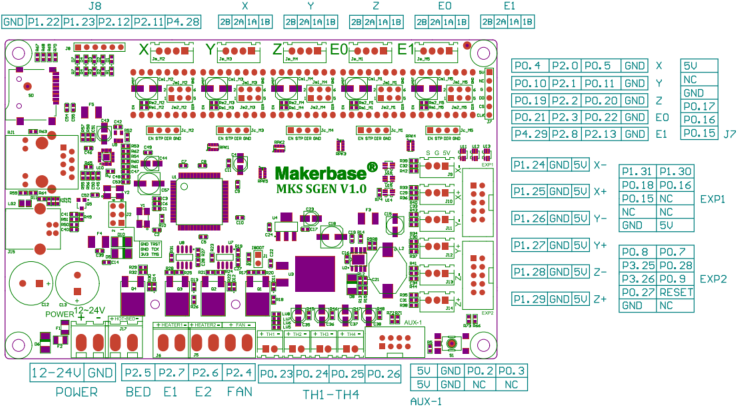
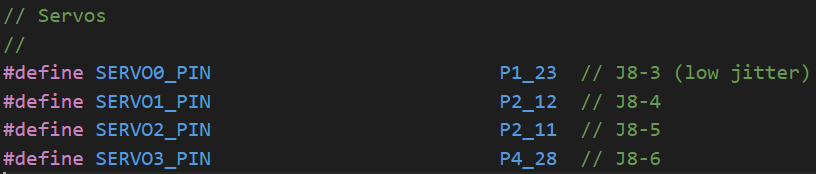
Bonjour, Je sollicite encore l'aide de ce forum qui m'a déjà été bien utile précédemment. Voici mon problème : Lorsque je démarre l'imprimante (mise sous tension) avec les LED branchées, la carte se met en sécurité et coupe la puissance (j'ai l'écran et la carte qui reste allumé et utilisable mais pas de moteurs, de hotend ou de plateau chauffant). J'ai déjà eu le même problème lorsqu'un Endstop était branché malencontreusement à l'envers (++ pour les système de sécurité de la carte !). Par contre, si de débranche les LEDs, j'allume la carte et je rebranche les LEDs je peux modifier la couleur en Gcode depuis mon pc ! Donc tout fonctionne correctement ? J'ai l'impression d'avoir raté une étape. Est-ce que quelqu'un a déjà rencontré ce problème ? Est-ce que quelqu'un qui a déjà essayé des LED RGB sur du 32bits voit quelque chose que j'ai oublié ? Mes pistes : Sur Marlin 2.0, est-ce qu'il ne faudrait pas déclarer ces pins RGB comme des servos à part entière ? Est-ce qu'il existe un timer/delay (env. 1s) pour s'assurer que la carte est pleinement démarrée avant de vérifier les pin servos ? Comme il est possible de faire fonctionner les LED en branchant manuellement après l'allumage de la carte (et tout le reste fonctionne) il me parait peu probable que ce soit un problème électrique (ou d'état électrique transitoire). Merci de m'offrir vos suggestions, conseils, et (peut-être ) solutions. Bonnes fêtes de fin d'années à tous ! Pour la configuration complète : J'ai une carte MKS Sgen V1.0 sous Marlin 2.0. Ayant récupéré un ventilateur 12V RGB, je me suis dis que ce serait une bonne idée de brancher le RGB sur les 3 servos restants : P2.12, P2.11, P4.28 . Le servo 0 (P1.23) étant réservé au BLtouch. Les pins sont en 5V et les leds en 12V donc, pas fou, je réalise un petit circuits avec des MOSFETs IRL540L (exprès pilotable en 5V). Pour le connecteur à gauche, les pins RGB 5V vont sur la carte. Le 12V et le GND sont directement sur l'alimentation. A droite, tout est sur le ventilateur. Là comme ça, je ne voit pas de court-circuit possible. Le courant n'est pas sensé passer les grilles des MOSFETs, est régulé la la résistance de 1k Ohm. Pour le montage, il faut me faudra me croire sur paroles mais je n'ai rien remarqué d'anormal avec les tests de conduction au multimètre (en plus, en branchant manuellement, ça fonctionne !?). La pinmap de la carte avec les servos en J8 en haut à gauche. La doc marlin sur l'affectation des servos par pin Je joint en plus le Configuration.h, sachant que le paramétrage des LEDs est à la toute fin. (j'utilise Platformio comme IDE) Configuration.h
-
Pièces raté, demande conseils de réglages
Flob a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
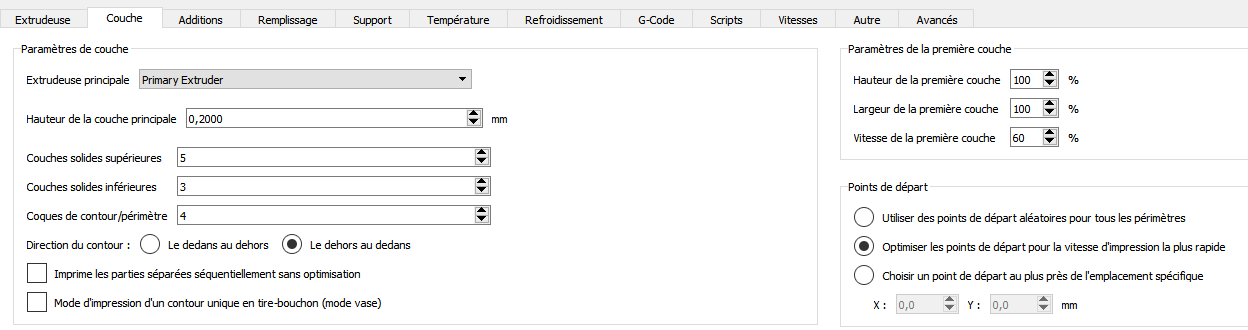
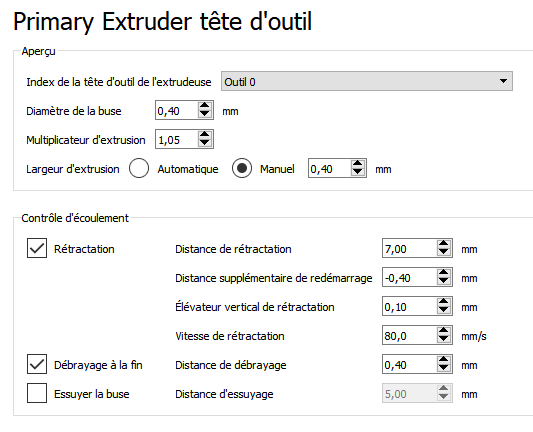
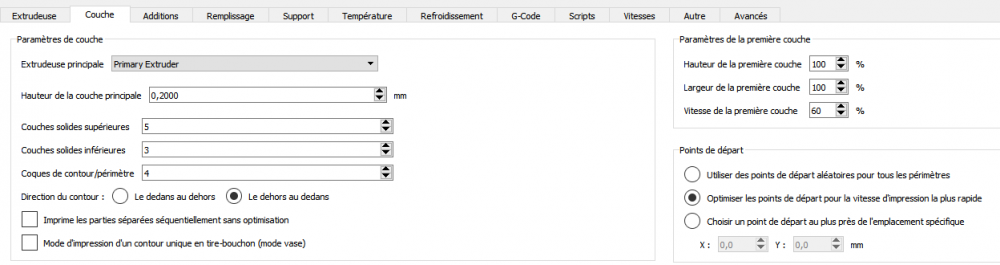
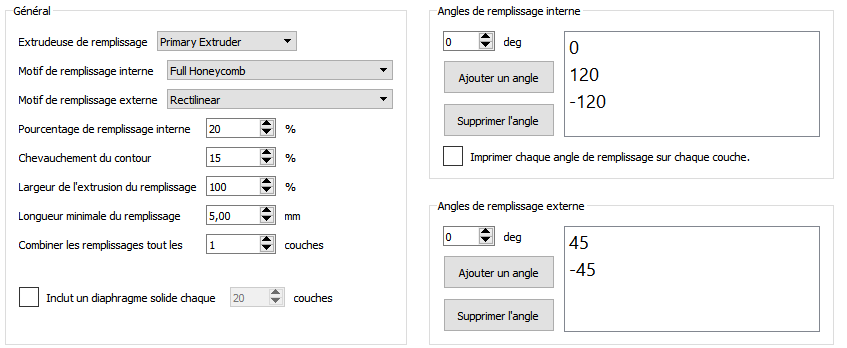
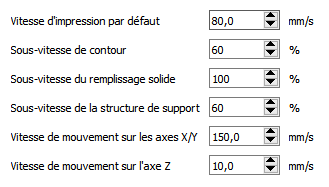
Bonjour, Encore une fois, je requiert l'avis de cette communauté pour m'aider à régler/optimiser mon imprimante DIY. J'essaie l'imprimer le coffret pour ranger la carte électronique de l'imprimante. Donc c'est une grande pièce plate de 25cm de coté. En PLA sur plateau chauffant donc pas de warping. Pour coller, ça colle bien (verre rayé). L'extrudeur MK8 en bowden n'arrête pas de claquer lorsque ce n'est pas du remplissage. Même après la 1ère couche. Pour la chaleur, lorsque l'imprimante chauffe, le filament coule de la buse tout seul donc je pense que c'est assez chaud ? Après une heat tower j'avais un résultat optimal à 205°C. Après la heat tower était bien plus petite que mon couvercle. J'ai l'impression que cela n'extrude pas assez. Il y a un aspect peau d'orange et les bords se décolle. Au cas où les réglages : Là je sèche... Est-ce que c'est assez chaud ? Le filament est trop humide ? L'extrudeur n'est pas assez puissant ? L'imprimante est trop rapide ? Bref, merci de prendre le temps d'étudier mon cas pour me partager vos conseils.

-
Cheveux d'ange (Stringing / oozing)
Flob en réponse au topic de pddgrumo dans Entraide : Questions/Réponses sur l'impression 3D
Ton problème ressemble plus à du stringing 3 facteurs indiqué : - Buse trop chaude pour le plastique et celle-ci évolue pour chaque bobine. Les températures optimales sont généralement dispo sur l'emballage ou chez le fournisseur. Dans ton cas cela semble trop chaud. - Rétraction trop courte (surtout pour les systèmes bowden) où l'on peut aller jusqu'à 6 ou 8mm. Attention à ne pas faire sortir le filament du conduit de la hotend à chaque retrait. - vitesse de rétraction trop lente Est-ce que tu pourrais donner des valeurs minimales et maximales que tu as essayé. En général, la rétraction peut aller jusqu'à 6mm pour du bowden, la température tourne autour des 200°C pour du PLA (190°C-220°C pour amolen). Et la vitesse de rétraction dépend des performance maximales de l'extrudeur. Le PLA a-t-il pris l'humidité ? D'habitude, le facteur principale est la température d'où les tours de températures (Exemple parmi d'autres sur Thingiverse). Il faut programmer la variation de température dans le slicer pour tous les étages, imprimer le test et choisir le température qui offre le meilleur compromis entre remplissage, qualité, cohésion et stringing. Attention à ne pas tester une température d'extrusion trop froide au risque de forcer sur la buse. J'espère que cela peut t'aider. -
bobine trop lourde
Flob en réponse au topic de mellesan dans Entraide : Questions/Réponses sur l'impression 3D
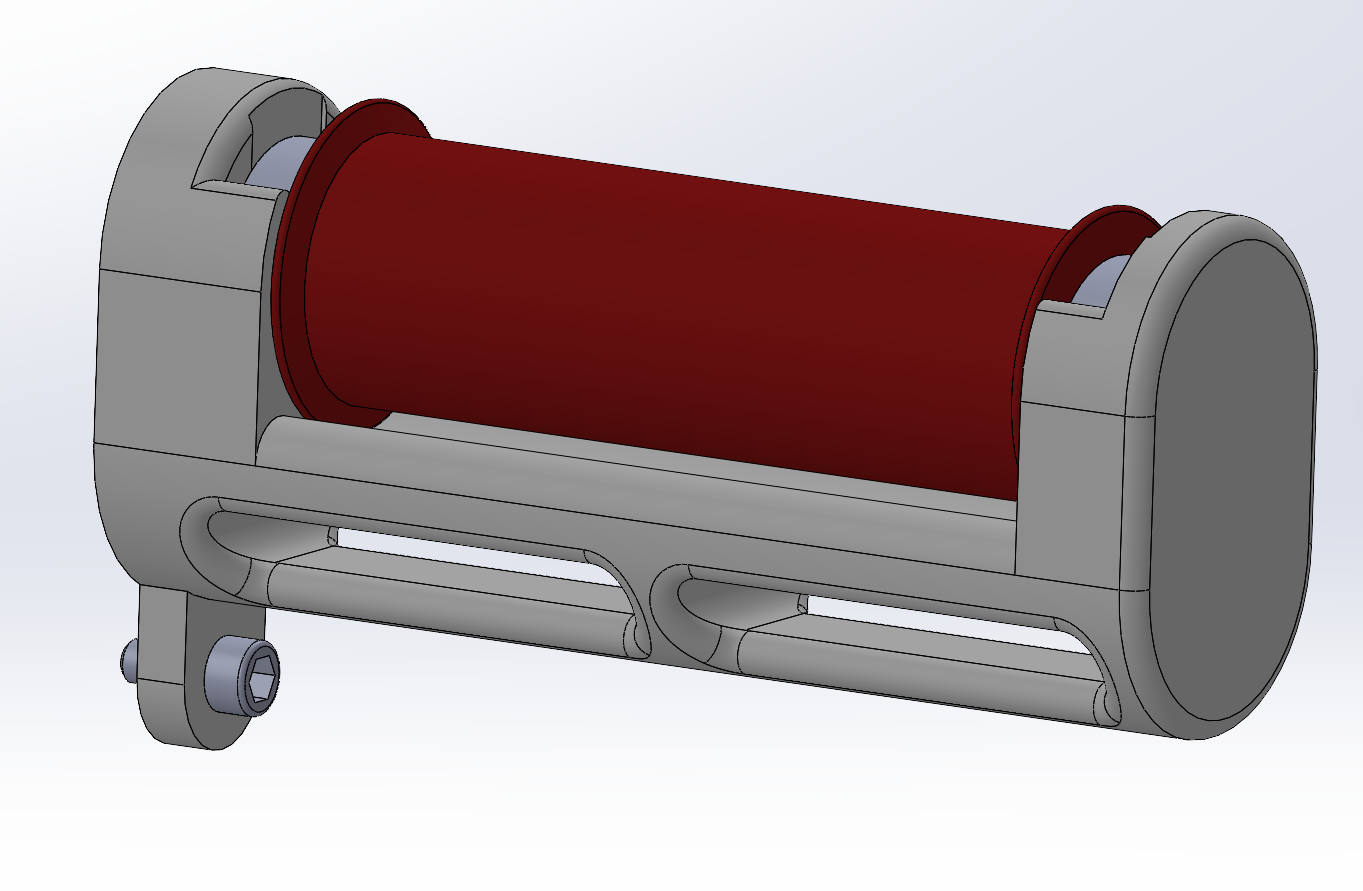
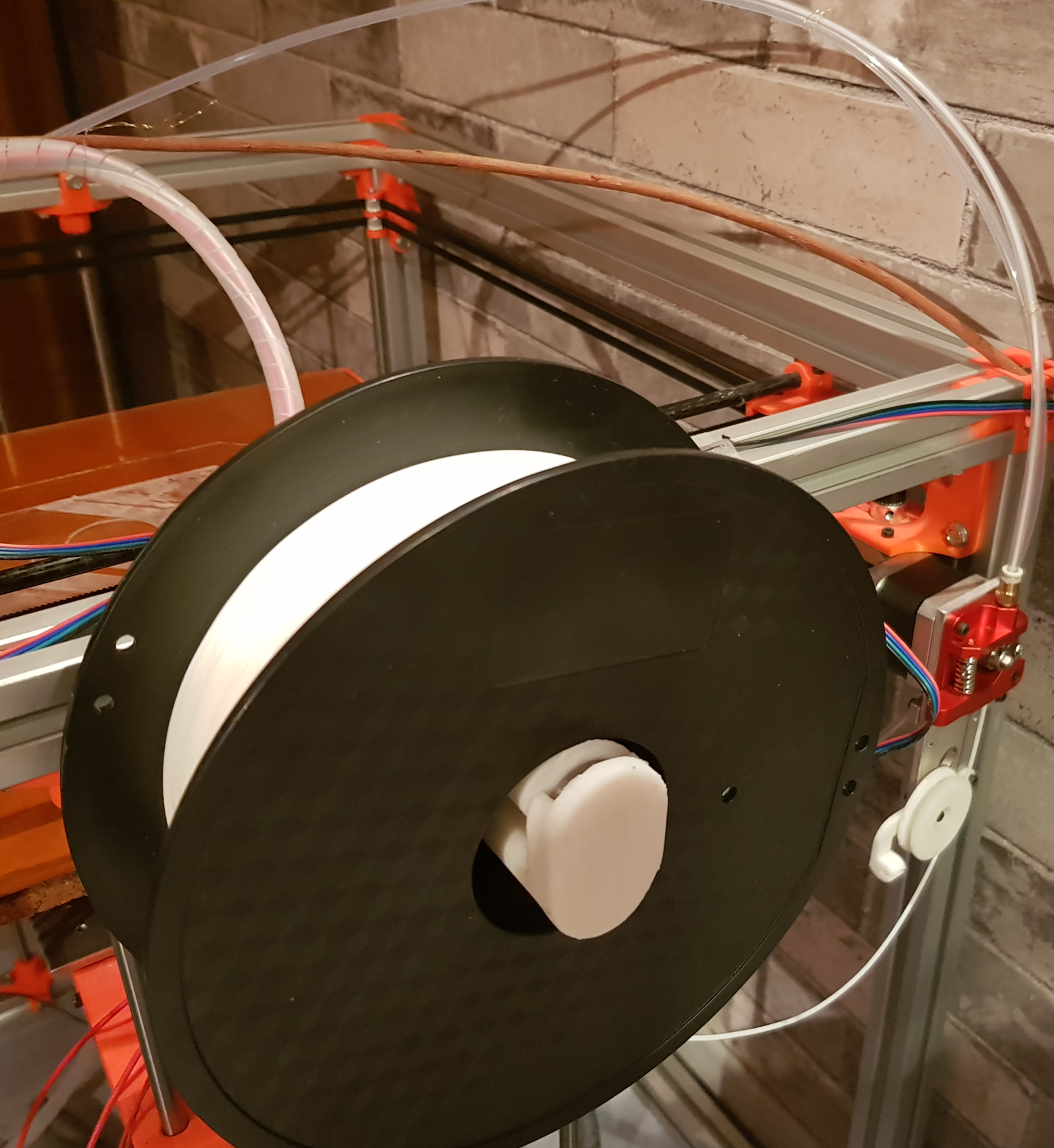
Il faut un extrudeur direct puissant pour pouvoir tirer une bobine sur un support fixe. Malus si c'est en bowden qui tire encore plus de puissance sur le moteur (comme chez moi). L'idéal est de mettre la bobine sur des roulements à bille (chinois qui coûtent pas cher dans mon cas). J'ai pris mon courage à deux mains, nourrit au fil mon imprimante pendant quelques heure. Quelques coups de perçeuses et de dremel plus tard, le support fixe sur roulement déroule à la perfection, même avec un extruder MK8 et un bowden. Plus besoins de se soucier du fil. Après l'idéal est de l'adapter au roulements, à la fixation et aux bobines disponibles.
-
L'auto-leveling ne semble pas pris en compte
Flob en réponse au topic de Flob dans Entraide : Questions/Réponses sur l'impression 3D
Merci d'avoir pris le temps de lire mon problème et d'apporter un début de réponse. Les 2 moteurs Z ont des coupleurs spirales et sont reliés ensemble sur le même driver DRV8825 réglé au max de son ampérage (avec une petite sécurité, soit 2 amp). Les moteurs sont des sl42sth40-1684a conçuts pour monter jusqu'à 1.7A. Pour la synchro, les 2 moteur sont reliés en parallèles avec ça : Je n'utilise pas de driver Z supplémentaire car sur les 5 emplacements drivers, je veux utiliser E1 pour la 2eme buse (qui je n'utilise pas encore). Après Il y a un câble plus long que l'autre, donc est-ce que cela peux jouer ? Est-ce qu'il serait plus sur de rajouter un module externe pour un 6e driver ? Il me semble que le gain de puissance n'en valait pas la peine. Jusqu'à maintenant, je n'ai pas penser que cela puisse venir de la synchro car même utilisé à 60% de leurs capacité, les moteurs semblent être largement assez puissant pour mettre le plateau en mouvement. Et le fait qu'il soit branché en parallèle me semble une méthode assez sûre pour les synchroniser (malgré une perte de puissance). Je n'ai pas remarqué ce désalignement pendant le réglage manuel du plateau. J'ai tendance à le revérifier 3 fois. Avec tous ces déplacement, la différence aurait dû s'amplifier à force d'utiliser l'axe Z ? Est-ce qu'il y aurait une erreur remarquable dans la conception de l'axe Z ? Est-ce que le léger voilage de la vis coté gauche (où il y a le plus de matière) joue tant que cela ? Plus j'y pense, plus je me dis que c'est le repère XYZ de l'imprimante dans marlin qui est foireux ?
-
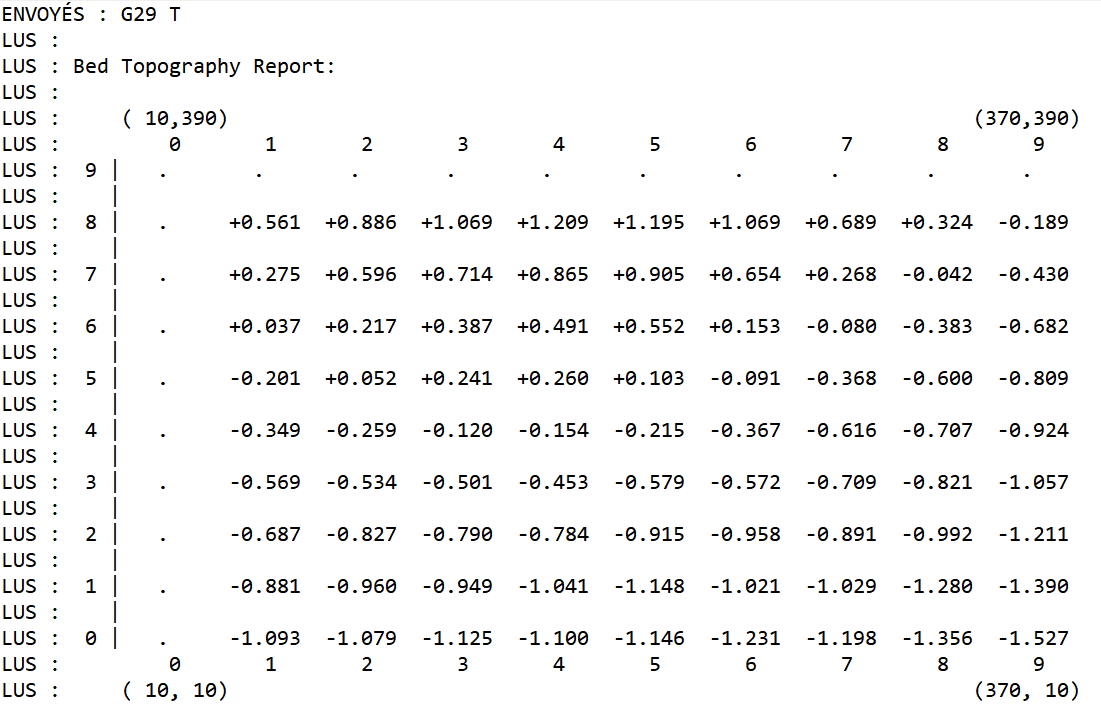
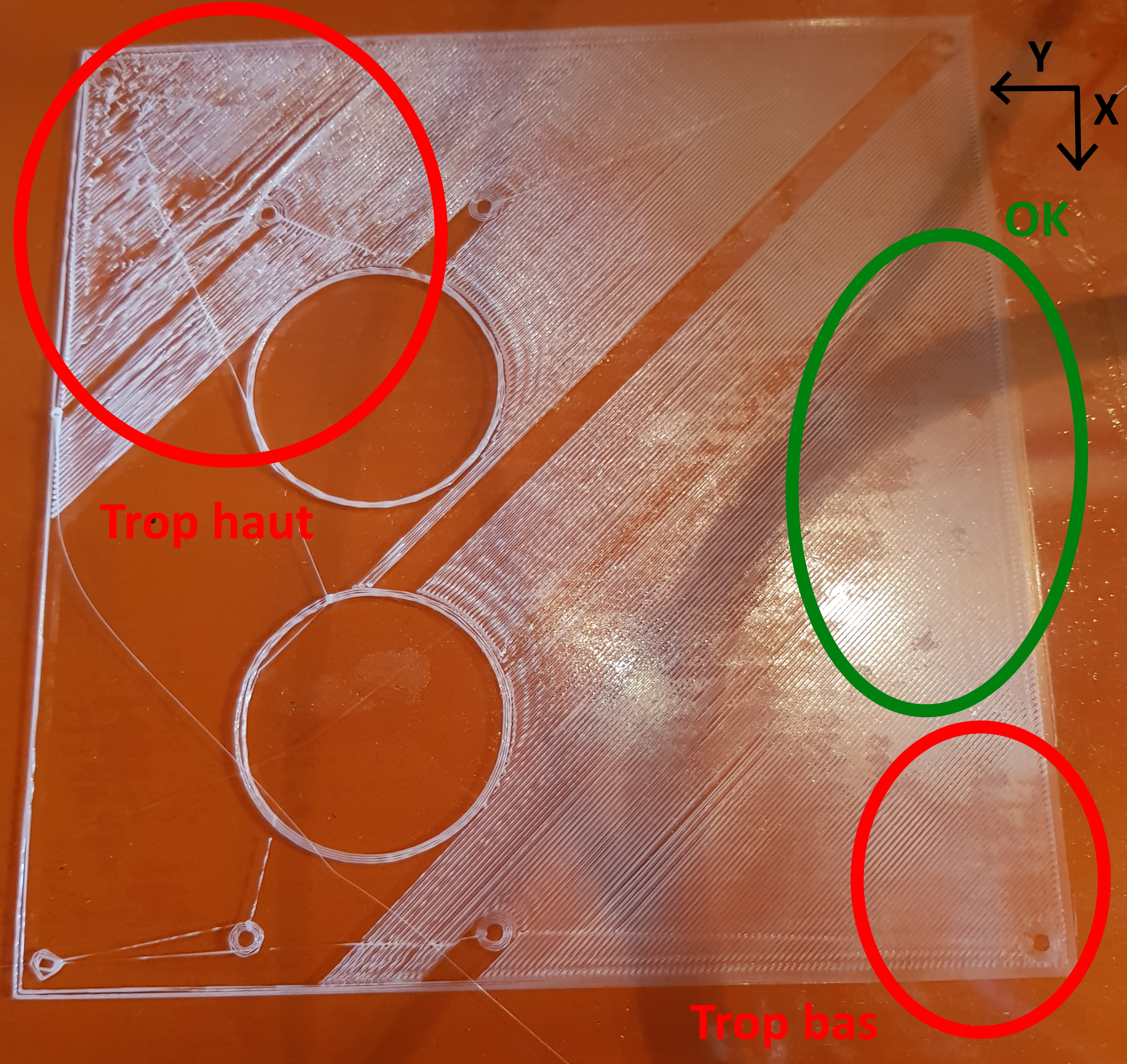
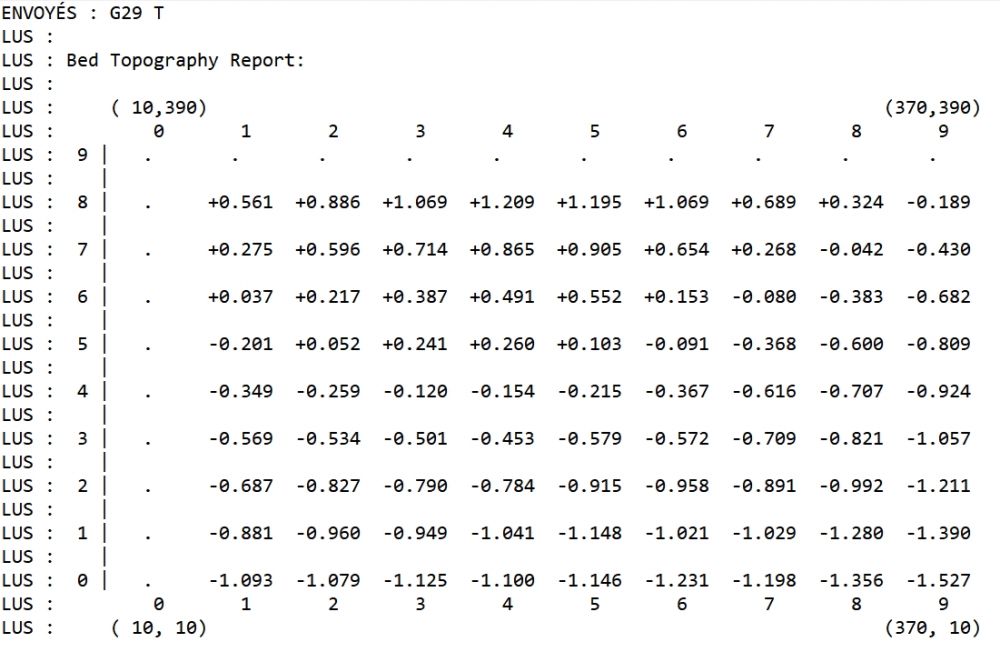
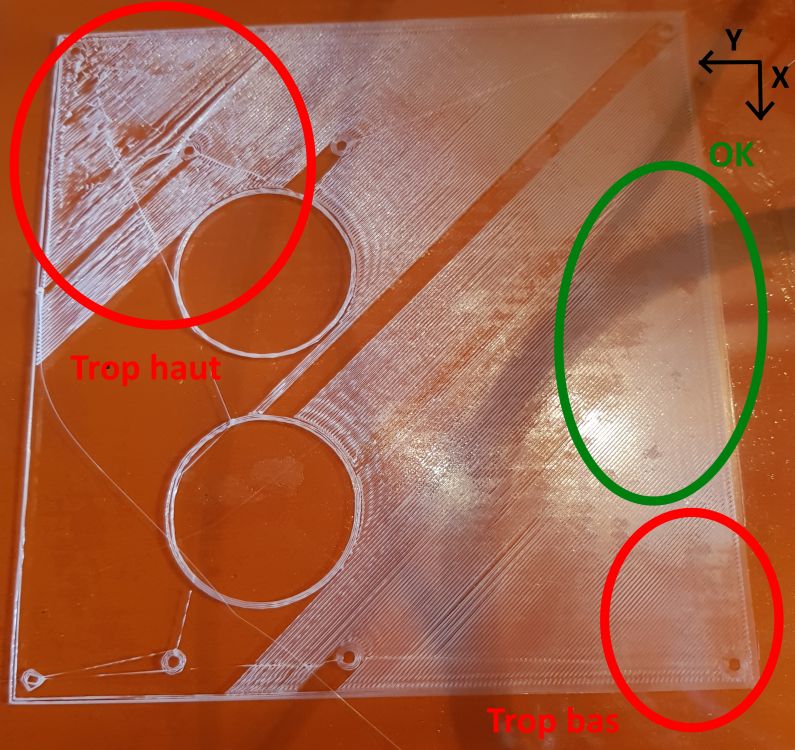
Bonjour, J'ai une imprimante 3D custom de type CoreXY (plateau qui descend). Elle fonctionne à merveilles pour de petites impressions qui n'ont pas trop de surface au sol. Mais j'aimerai ranger l'électronique dans une boite et profiter du plateau de 40x40cm. Je test avec le couvercle de la boite (180x175x3mm) et je me rend compte que j'ai besoin d'un leveling au poil. Sauf qu'après un leveling manuel en 3 points pour régler mécaniquement le plateau, suivit d'un auto-leveling UBL, j'ai l'impression que l'auto-level n'a rien changer. En plus, l'extrudeur n'arrête pas de claque, ce qui n'arrivait pas sur les petites impressions : A gauche c'est toujours trop haut et à droite, trop bas. (la vitesse d'impression était un peu élevée, d'où les sortes de "vagues" vers les cercles). J'ai vérifié que cela ne vienne pas des écrous T8 mais avec le poids du plateau, il n'y a aucun jeu possible dans les vis (même si celle de gauche est légèrement voilée). ---------------------------------------------------------- Pour la config : carte MKS SGen V1.0 (32 bits) sous Marlin 2.0.X (platformio), écran TFT3.2 et BLTouch, plateau 3 points (à vis manuels) et 2 tiges motorisées. J'ai choisi l'auto-level UBL et un mesh de 10x10 avec 3 mesures par point. ----------------------------------------------------------- Voici la procédure que j'ai utilisé : 1 - Activer l'auto-level dans Marlin : #define AUTO_BED_LEVELING_UBL | #define MULTIPLE_PROBING 3 | #define RESTORE_LEVELING_AFTER_G28 (je suis toujours pas sur si je dois activer ou non ce dernier pour pouvoir commencer une impression directement avec les données de l'auto-level. 2 - Régler le Z-offset du BLtouch (distance entre la détection et la buse) au centre du plateau. Jusqu'à pouvoir faire gratter une feuille de papier entre le plateau et la buse à Z=0 après un homing. 3 - Positionner la buse aux 3 coins du plateau pour pouvoir régler la planéité manuellement avec les vis (sans qu'elle se contrarient). De façon à faire gratter une feuille de papier sous la buse à chaque point. Jusque là c'est OK. J'arrive même à retourner sur un point et faire directement gratter la feuille sans toucher à la vis. 4 - Lancer un auto-leveling depuis l'écran MKS TFT3.2 en utilisant une macro GCode : M502; M500; M501; G28; G29 P1, G29 S1; G29 F10.0; G29 A; M500; (Respectivement : Effacement de l'EEPROM, Sauvegarde des données dans l'EEPROM, Lecture de l'EEPROM, Homing, Mesure de l'auto_level, Stockage dans l'emplacement 1, Estompage de la correction après 10mm, Activation de la correction, sauvegarde des données dans l'EEPROM). 5 - Scripter le Gcode l'impression avec au début : G21; M501; G29 A; G28; (Respectivement : Utilisation de valeurs métriques, Lire l'EEPROM, activer la correction d'auto-level, homing) ---------------------------------------------------------- Le rapport de mesure (G29 T) Effectivement, il y a une petite gymnastique pour replacer les axes comme sur la photo. Ici : Xmax = 370; Ymax = 390 (sécurité de 5mm autour du plateau). Si je replace dans le repère de la photo, en haut à droite : -1.093, en bas à droite : +0.561, en haut à gauche : -1.527 et en bas à gauche : -0.189. Donc là ou le mesh est très négatif, je suis trop près du plateau et là où le mesh est positif, je suis trop loin. Est-ce que l'auto-leveling ne serait pas inversé ? ---------------------------------------------------------- Conclusion : Il y a un problème quelque part mais je ne sais pas où. Je ne pense pas que cela soit mécanique. les perturbations seraient trop infimes par rapport au manual leveling sur la 1ère couche. Je pense que cela doit être logiciel mais je perd espoir de trouver. Je cherche depuis déjà plusieurs jours. Mes pistes : #define RESTORE_LEVELING_AFTER_G28 à désactiver ? Pourtant activé ou pas, le script devrait activer le Gcode enregistré sur l'EEPROM dans tous les cas ? Le mesh est inversé sur les axes ou les axes de l'imprimante sont inversés tout court ? Je ne sais plus quoi penser. J'espère que mes explications sont assez claires et détaillées. J'ai joint le Configuration.h au cas où. Merci de votre aide/avis et pour le temps passé à lire mes déboires. Configuration.h
-
32 bits [RESOLU] Disjonction de la buse pendant la chauffe, arrêt à 80°C.
Flob en réponse au topic de Flob dans Électronique
Fin mot de l'histoire pour clore le sujet (au cas cela puisse aider qqn) : Je pensais que l'intégrité de la thermistance était OK parce qu'elle renvoyait quand même un signal jusqu'à 80°C mais en démontant la hotend, la thermistance était totalement cramée (qualité chinoise). J'ai donc racheté des thermistances de meilleur qualité,mieux protégées (gangue silicone). L'imprimante remarche comme un charme. Mais ce petit soucis m'a fait perdre 2 semaines. Merci pour ta réponse Eev. Désolé pour avoir pris autant de temps pour clore ce sujets. -
32 bits [RESOLU] Disjonction de la buse pendant la chauffe, arrêt à 80°C.
Flob a posté un sujet dans Électronique
Bonjour, J'ai un nouveau problème lorsque je chauffe ma buse et découvert en rentrant de vacances . Lorsque je consigne 200°C, l'imprimante chauffe jusqu'à 80°C, le voyant vert de la carte MKS Sgen est allumé, puis la carte disjoncte la buse et impossible de reprendre le contrôle de la température. La température affiché atteint des valeurs basses fantaisistes ou reste figée. Puis, impossible refaire suivre une consigne sans redémarrer. J'ai suivit au Fluke la tension de la thermistance à l'entrée de la carte. Tout commence avec 3V. En chauffant, la tension baisse normalement, puis vers 80°C j'ai des oscillations variant de 1.5V à 3V et la carte se met en sécurité en disjonctant la buse. Un pic de 3V sur la résistance et rideau à 0,3V. Je pense que ça vient de la thermistance qu'il faut surement remplacer. Mais je n'ai pas assez d'expérience pour être catégorique. Est-ce que cela peux venir d'ailleurs ? Y-a-t'il un grand sage de l'impression 3D pour me montrer la voie (ou simplement donner son avis) ? Pour info, c'est une imprimante 3D "custom" de fabrication maison, avec une carte MKS SGEN 32 bits et un clone chinois de la buse E3D chimera. Elle à fonctionné jusqu'à maintenant et je n'ai pas touché aux options de températures sur Marlin 2.0 récemment. D'ailleurs, les thermistances s'appuient sur la table 1 : "100k thermistor - best choice for EPCOS 100k (4.7k pullup)". Au cas où, j'ai joint le fichier Marlin mais ça m'étonnerai qu'un telle sécurité activée par erreur existe ou que je me sois planté dans le choix de la thermistance (ça marchait !?). Merci à tous ceux qui prendrons le temps de lire mon problème. Et encore plus à ceux qui prendrons le temps de me répondre. Configuration.txt