Chercher dans la communauté
Résultats des étiquettes.
-
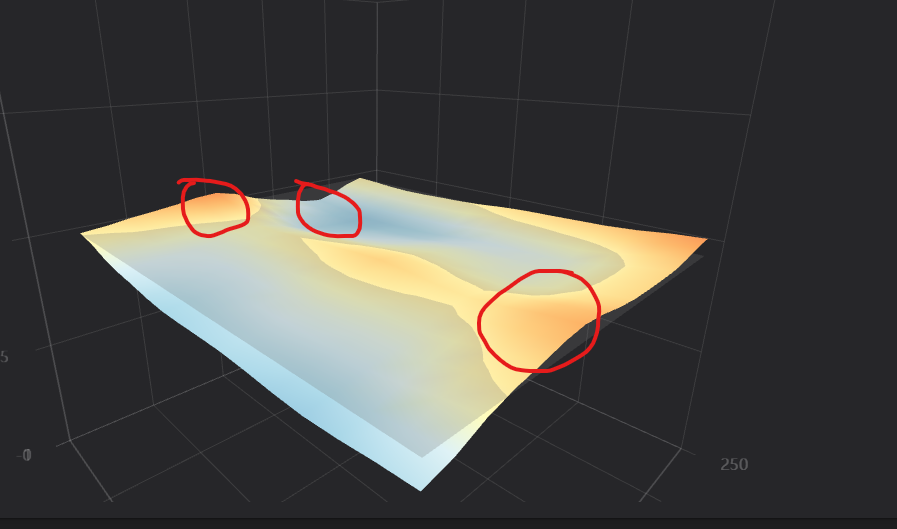
Bonjour, Je me suis acheté récemment une Neptune 4 Pro, malheureusement lors de la calibration il y a des vagues au centre que je ne peux expliquer et qui me semblent contraire aux lois de la physique lol, j'ai vérifié si il n'y avait sous le plateau. Je vous remercie d'avance pour votre aide :D.
-
 Salut à tous, ma question est assez simple, quelle est la ligne à dé-commenter dans le firmware marlin 2.0.x bugfix pour avoir l'option "set home offsets" dans le menu motion de l'écran lcd ? Je ne parle pas du home offset réglable à partir du firmware mais bien celui où tu nivèle ton lit, et où tu replace la valeur à 0 (peut être pas très clair ce que je dis, mais bon, c'est ça en gros). Bonne soirée à vous!
Salut à tous, ma question est assez simple, quelle est la ligne à dé-commenter dans le firmware marlin 2.0.x bugfix pour avoir l'option "set home offsets" dans le menu motion de l'écran lcd ? Je ne parle pas du home offset réglable à partir du firmware mais bien celui où tu nivèle ton lit, et où tu replace la valeur à 0 (peut être pas très clair ce que je dis, mais bon, c'est ça en gros). Bonne soirée à vous! -
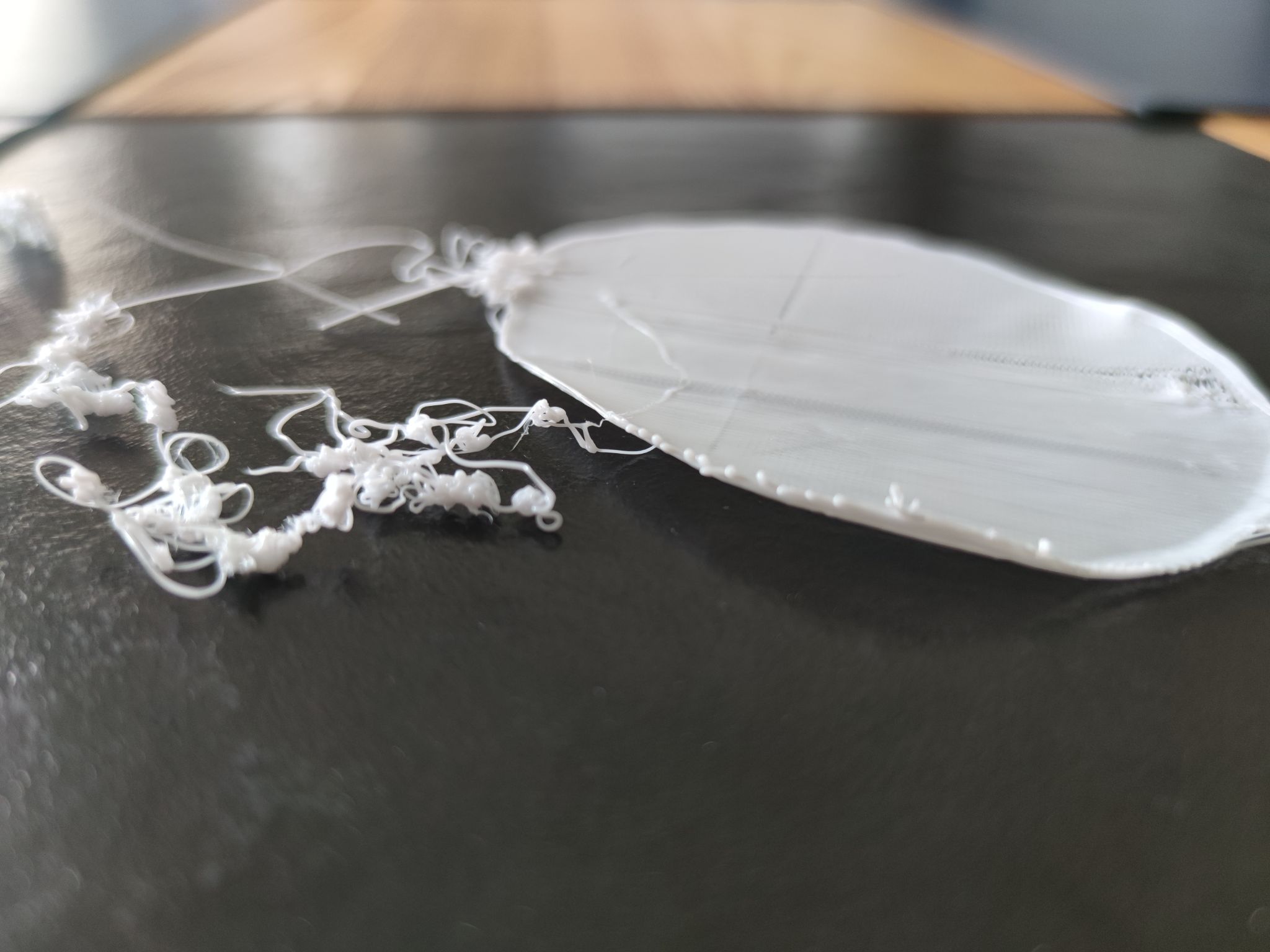
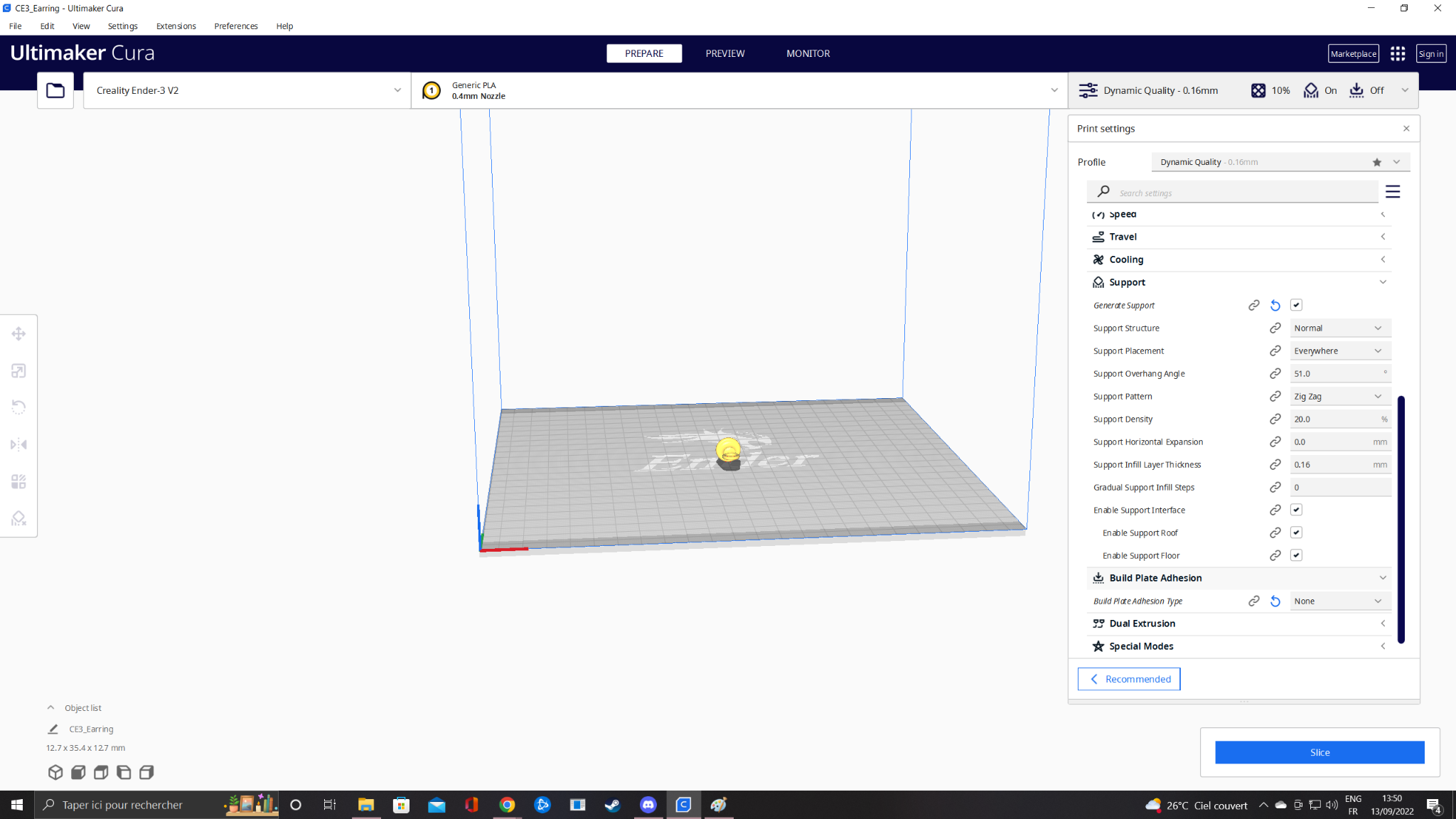
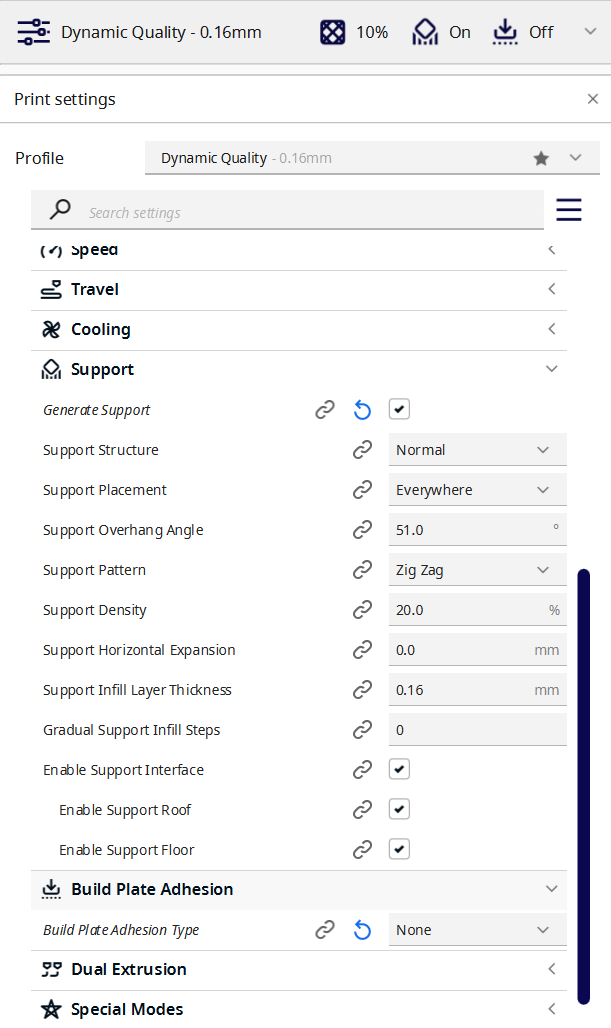
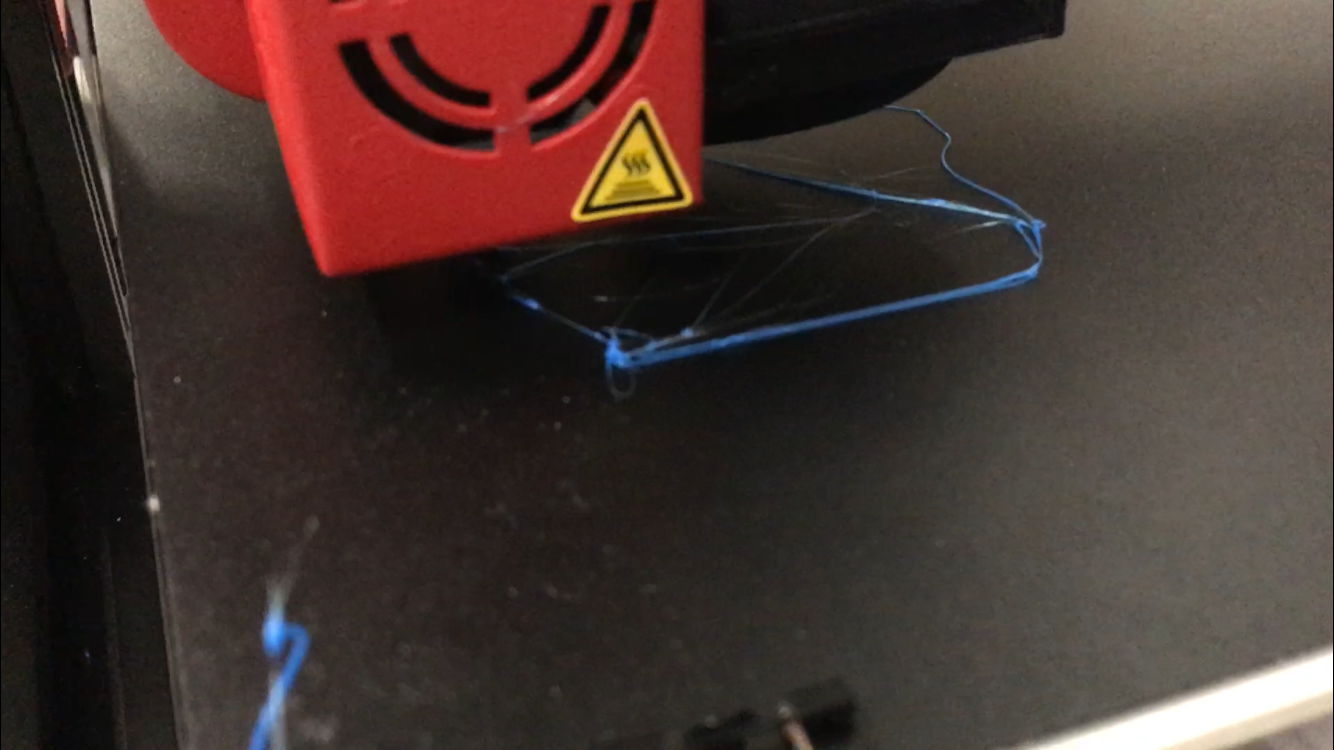
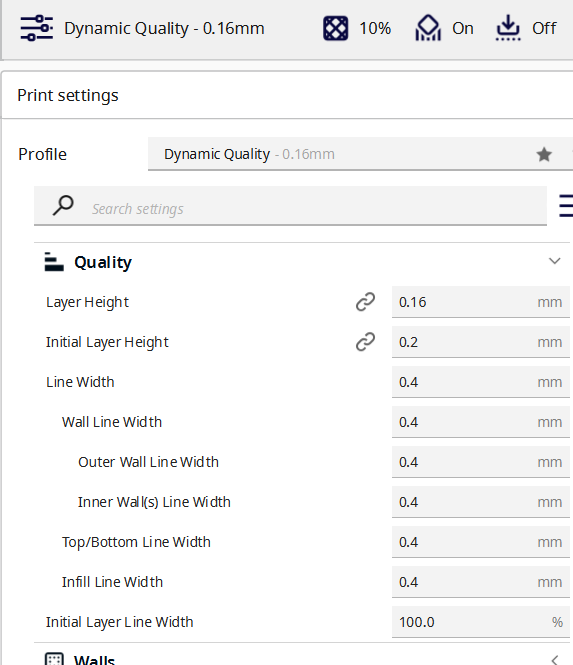
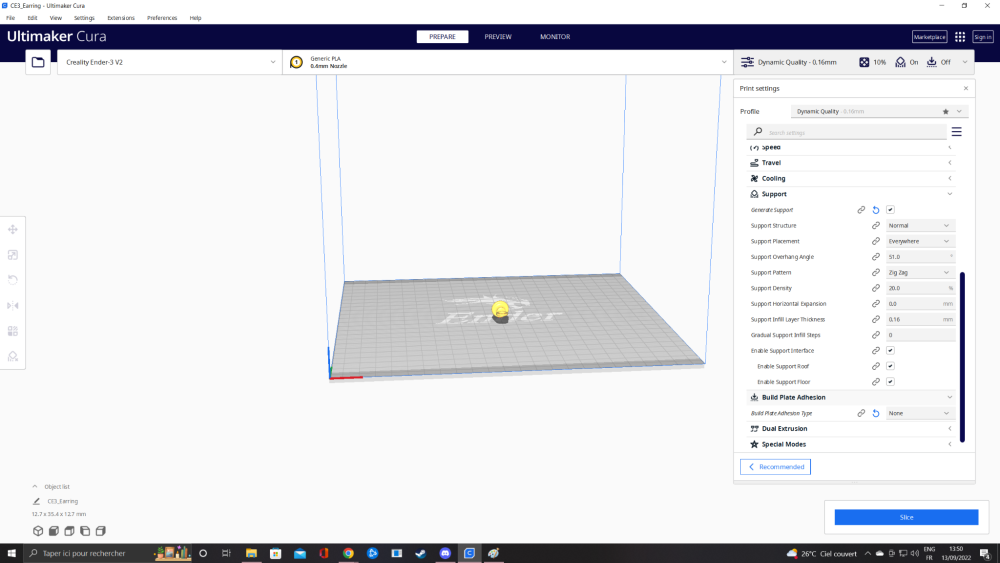
Salut à tous ! Je me prends la tête depuis hier. J'ai acheté un meuble pour cacher l'imprimante, j'ai refais mes réglages et c'est reparti ça accroche pas. Je m'explique : Le sol n'étant pas droit chez moi (dalles mal posées) je mets un niveau au sol pour trouver la dalle la plus droite. Ce n'est pas 100% droit mais théoriquement, quand je fais mes réglages du plateau, et que mes 4 coins sont bien nivelés, je devrais avoir un plateau plat en dépit du sol pas droit non? Et pourtant, quand je mets mon niveau sur le plateau ce n'est pas parfaitement droit malgré que le réglage des 4 niveaux soit bon (j'ai fais le tour 6-8 fois). Du coup je suis reparti sans le meuble, et toujours la même chose. Voici ce que je tente d'imprimer : https://www.thingiverse.com/thing:5361476 C'est peut-être au niveau des réglages du Slicer, voici les réglages que j'ai utilisé: Si vous avez des conseils je suis preneur. Je tente d'imprimer ça rapidement pour soirée de ce week-end et je me prends la tête sans fin. C'est la première fois que je tente avec des supports, modèle oblige, mais je sens que ce n'est pas forcément ça la problématique. J'ai lu que sur la V2 je pouvais tourner le plateau pour le passer en mode verre? Aussi problème bonus. J'ai imprimé des boites pour Terraforming Mars. Le coin des boites n'est pas droit, ça remonte. Vous savez ce à quoi c'est dû? Je print en 65 degrés et 215. Merci les gens ! Ben.

-

calibration Mon retour d'expérience et comment bien débuter avec la FLSUN SR
P_tite_tete a posté un sujet dans FLSUN 3D
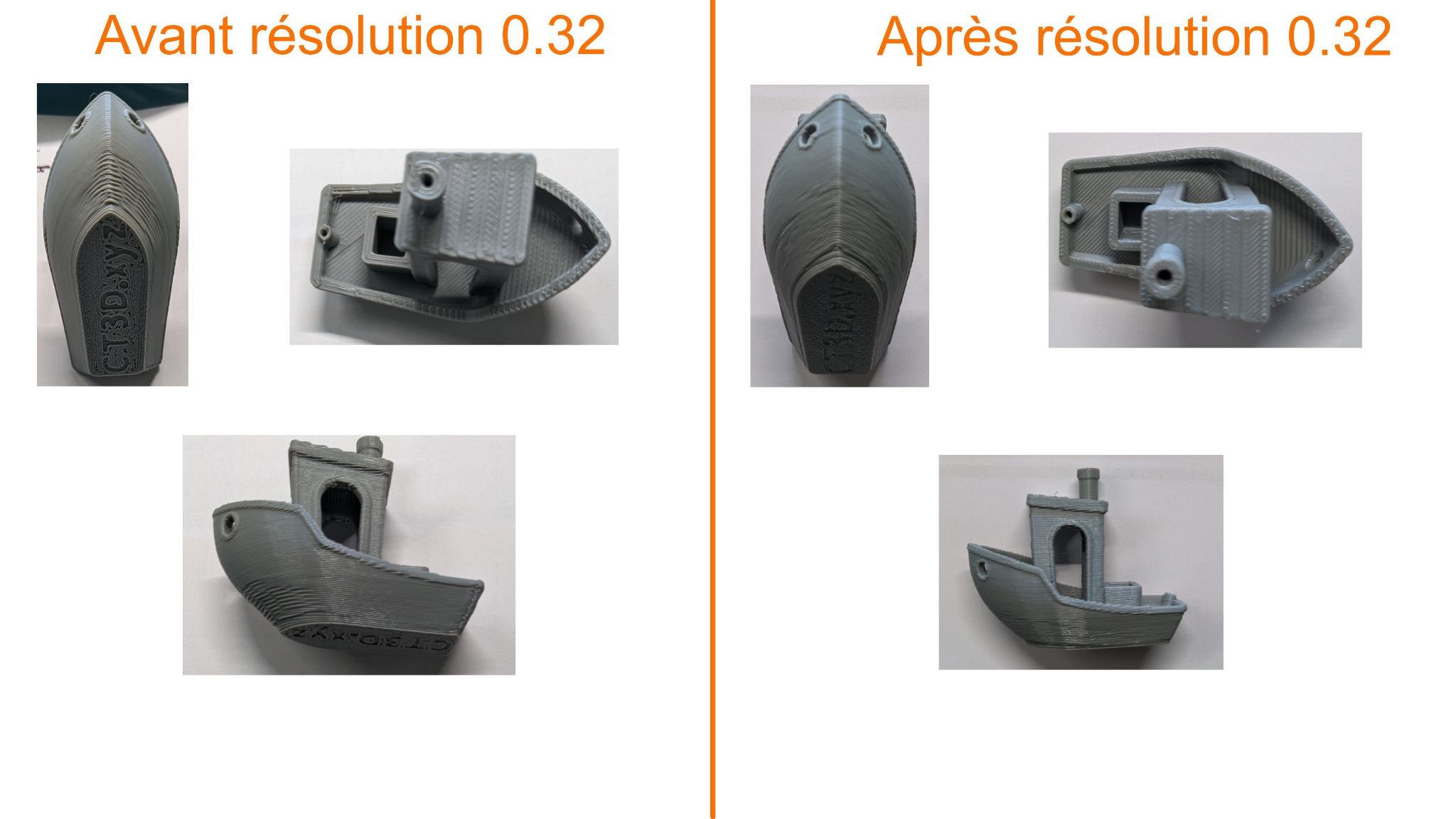
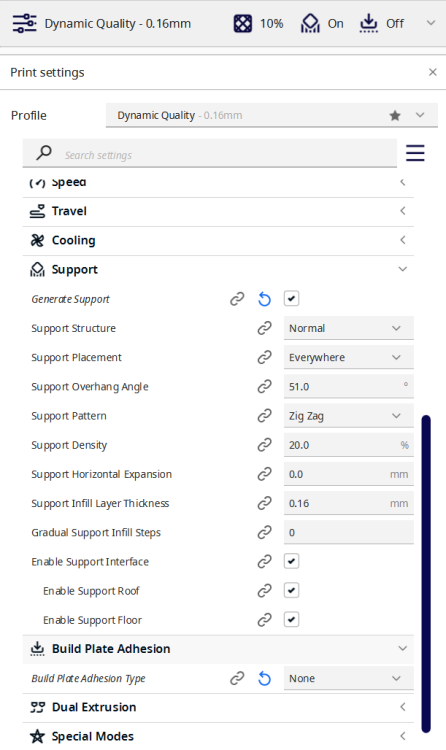
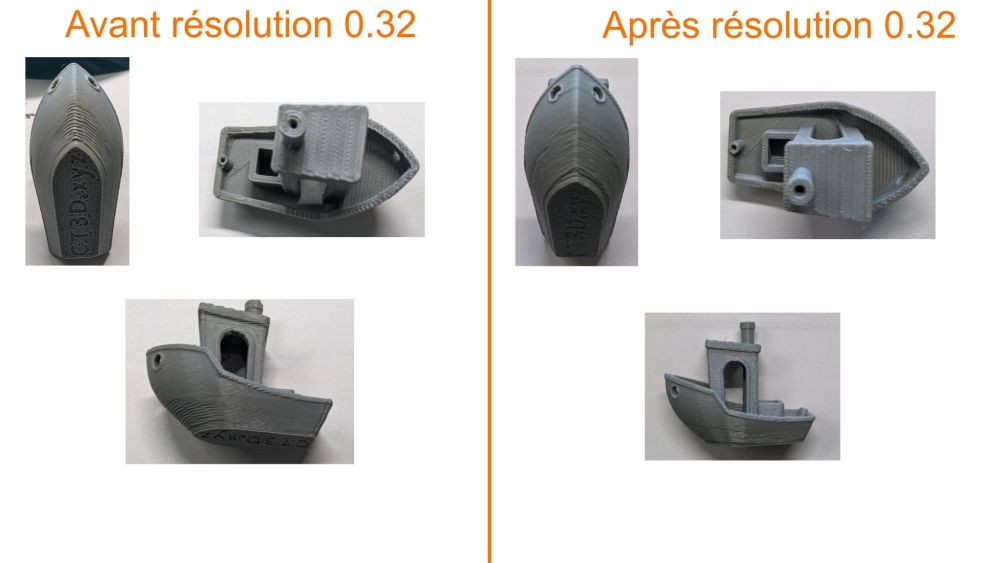
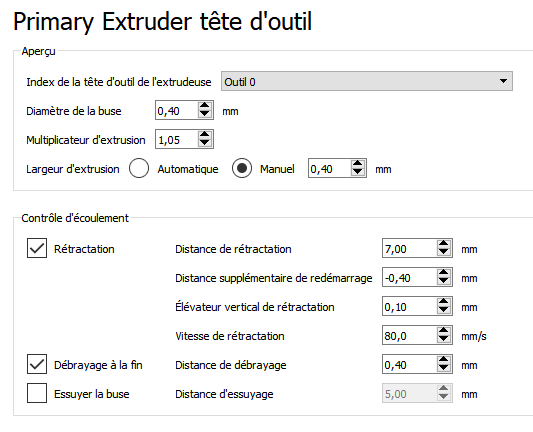
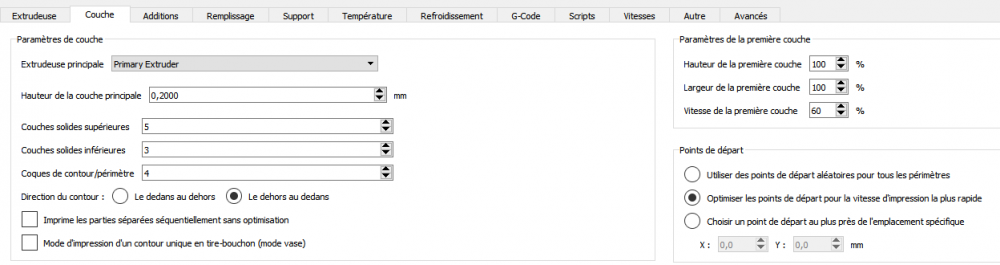
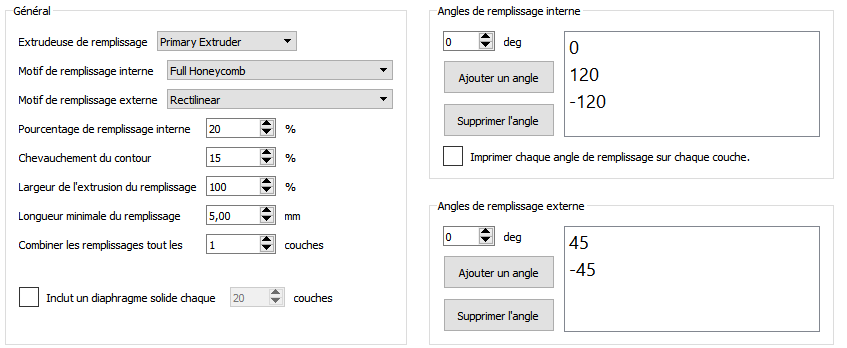
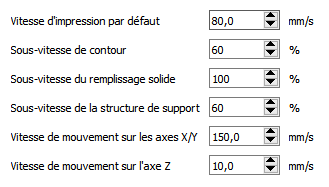
Alors ici je vais vous faire un retour de tout ce que j'ai fait depuis le début de cette imprimante et comment la calibrer (avec certain élément a changé sinon c'est pas terrible). Je fais cela car j'ai faillis revendre cette machine est sans l'aide de @Foxies je l'aurais fais. Je retrace ici tout ce qu'il faut faire pour avoir la machine qui fonctionne le mieux. Je vais complété le poste au fur est a mesure (car cela prends du temps). Avec @stephane Breakinon va essayer de sortir un Wiki pour regrouper tout ce que l'on peut avoir besoin sur cette machine. En attendant le plus gros sera dans ce topic et voir le topic Tout sur la FLSUN Super Racer SR 1) Matériel : 1.1) Mon Matériel Flsun SR équipe d'une carte mère MKS Robin nano V3 (attention certain auront peut être la Btt-SKR13) Lit PEI Texturé et lisse avec base (https://fr.aliexpress.com/item/1005003198020145.html?gatewayAdapt=glo2fra&spm=a2g0o.order_list.0.0.21ef5e5bL0cOOd) Bondtech LGX lite avec moteur (https://www.bondtech.se/product/lgx-lite-extruder-custom/) Heatbreak bi-metal (Heatbreak Bimétallique) bloc chauffant Volcano Trianglelab (https://fr.aliexpress.com/item/32918342986.html?gatewayAdapt=glo2fra&spm=a2g0o.order_list.0.0.21ef5e5bL0cOOd) Ecran TFT BTT70 (https://www.biqu.equipment/products/btt-tft43-v3-0-tft50-v3-0-tft70-v3-0-display-touch-screen-two-working-modes?variant=31754638557282) ou MKS TS35-R (https://fr.aliexpress.com/item/1005001446396197.html?gatewayAdapt=glo2fra&spm=a2g0o.order_list.0.0.21ef5e5bckw6c4) Rail lineaire en 550 (https://fr.aliexpress.com/item/1005001321501018.html?gatewayAdapt=glo2fra&spm=a2g0o.order_list.0.0.21ef5e5bckw6c4) (coulisse bien mieux que ceux d'origine voir Problème rail linéaire) Changement de l'alimentation d'origine par MEAN WELL LRS-350, 24V (https://fr.aliexpress.com/item/1005002054981187.html?gatewayAdapt=glo2fra&spm=a2g0o.order_list.0.0.21ef5e5bi97cvc ) changement ventilateur refroidissement pièce par 2 blower en 5015 24V Ball (https://fr.aliexpress.com/item/4001086807754.html?gatewayAdapt=glo2fra&spm=a2g0o.order_detail.0.0.154b7d565LNyyG) Changement ventilateur bloc chauffas par 4010 24V Dual Ball (https://fr.aliexpress.com/item/1005003474807144.html?gatewayAdapt=glo2fra&spm=a2g0o.order_detail.0.0.154b7d565LNyyG) 1.2) Le minimum à remplacer Alors comme vous pouvez le voir il y a un coup sur ce que j'ai rajouté. Je conseil de faire l'achat de 4 chose Le Heatbreak bi-metal, depuis que je l'ai je n'ai plus de bourrage dans le heatbreak le bloc chauffant Volcano (Trianglelab ou autre) car le bloc fournis est vraiment mauvais par sa taille et ça qualité. Un Lit en PEI (plus facile pour l'adhérence et amélioration dans le temps Un Ecran pour remplacé l'écran d'origine qui hélas est très capricieux et pose problème des que l'on utilise des firmeware de la communauté (je recommande le petit MKS TS35-R) Le reste de mes achats sont du bonus. 1.3) Les pieces que j'ai imprimé ou vais imprimer Alors je ne vais pas lister tout les pièces possible je vais juste vous mettre les pièces que j'ai fait pour mon imprimante (la plus part sont déjà évoqué dans le topic Tout sur la FLSUN Super Racer SR Support de maintenance de la tête d'impression par @jmarie3D Pied pour une meilleurs ventillation Passe-câbles Fan Ducts Fonctionne avec le palpeur. Bondtech LGX Lite Support (version de @Guilouz modifié par moi) Support capteur de fin filament par @Guilouz Guide Cable pour éviter les frottements par @Guilouz Dérouleur bobine (encore en cours de conception chez moi j'ai une version mais elle ne me convient pas encore) Boitier Ecran BTT TFT 70 Boitier Ecran MKS TS35-R (j'attends que @Foxies le publie officiellement) Voila pour aujourd'hui je ferais la suite plus tard 2) Firmeware X) Exemple de résultat d'amélioration. une fois le calibration fini vous devrai voir une vrai différence voici mes résultat avant après pour du PLA de la marque ERYONE en 0,2 et 0,32. 0,20 a été imprimé en 1h08 0,32 à été imprimé en 43min
- 50 réponses
-
- 3
-

-
- flsun sr
- superslicer
- (et 1 en plus)
-
 Bonjour, J'ai un problème avec mon imprimante. Je suis nouveau dans l'impression 3D et je n'arrive pas a résoudre mon problème seul, j'ai donc besoin de votre aide. Les impressions obtenu avec ma D12 sont absolument parfaite, excepté des couches irrégulières. Certaines couches semble être plus grande (sur toute la périphérie de l'impression), ce n'est pas comme un décalage de couche, car ce mini-décalage est bien une surépaisseur sur tout le tour. Peut importe mes réglages dans le slicer, même en prenant les fichier présent sur la carte SD je n'arrive pas à résoudre ce problème. Le SAV m'a suggéré de modifier la tension des courrois, le problème c'est atténué mais n'a pas complétement disparu. En comparant plusieurs impressions, ces lignes de décalage sont tout le temps au même endroit. J'ai aussi remarqué que les première couches était plus grande que le reste, comme une pâtes d'éléphant. Même si le problème n'est pas énorme, cela ruine le potentiel de la machine, et je n'ai pas vu ce défaut chez d'autre utilisateur de D12 Merci d'avance ! Esteban
Bonjour, J'ai un problème avec mon imprimante. Je suis nouveau dans l'impression 3D et je n'arrive pas a résoudre mon problème seul, j'ai donc besoin de votre aide. Les impressions obtenu avec ma D12 sont absolument parfaite, excepté des couches irrégulières. Certaines couches semble être plus grande (sur toute la périphérie de l'impression), ce n'est pas comme un décalage de couche, car ce mini-décalage est bien une surépaisseur sur tout le tour. Peut importe mes réglages dans le slicer, même en prenant les fichier présent sur la carte SD je n'arrive pas à résoudre ce problème. Le SAV m'a suggéré de modifier la tension des courrois, le problème c'est atténué mais n'a pas complétement disparu. En comparant plusieurs impressions, ces lignes de décalage sont tout le temps au même endroit. J'ai aussi remarqué que les première couches était plus grande que le reste, comme une pâtes d'éléphant. Même si le problème n'est pas énorme, cela ruine le potentiel de la machine, et je n'ai pas vu ce défaut chez d'autre utilisateur de D12 Merci d'avance ! Esteban



-
Pour toutes les opérations que j’ai réalisés, je me suis référé au mode d’emploi fournis avec le BLTOUCH. Imprimante : Ender 3 Carte de mère: 4.2.2 Bonjour, à tous, j’ai soucis pour la configuration de mon BLTOUCH 3.1 L’installation de la sonde sur la machine c’est dérouler sans aucun souci. Le câblage avec le câble 5 pins aucun souci (de plus il y a des détrompeurs). Et fin de course Z a était déconnecter. Pour la partie logiciel, j’ai mis à jour firmware via le site de creality. Au démarrage de la machine la capture s’allume et réagis. Pour configuration : j'ai fais un auto home et une fois terminé je pense que le problème est la mon axe Z n’est sur 0 mais 10. Étant novice, je pensais contourner le souci en réaliser un move axis et remettre mon Z sur 0. Ensuite, j’ai été dans CONTROL – BED LEVELING – PROBE Z OFFSET. Le manuel me dit de mettre la valeur 0.200 mais la buse était encore trop haute donc j’ai ajusté jusqu’à ce que la buse frotte la feuille. La valeur éteint donc les -2.500 (de mémoire). Apres, il faut retourner dans CONTROL / BED LEVELING / LEVEL BED. Mon imprimante commence le nivelage sur 9 points. Pendant le test, la buse reste a +/- 5 mm du plateau. Je me suis donc dit que c’est normal pour le test… Dans Cura, j’ai modifié les paramètres pour l’imprimante et changé G28 EN G2829. Je me prépare un petit fichier test, et je lance l’impression et je pense cela n’est pas une surprise l’impression démarre avec la buse a 5 mm du plateau. Pouvez-vous m’aider a trouver le problème. Merci PJ: Scan du mode d'emploi fourni. IMAG0011.PDF IMAG0012.PDF
-

[DÉBUTANT] Réglage des impressions avec Cura
Bajal a posté un sujet dans Discussion sur les imprimantes 3D
Bonjour/bonsoir, J'ai acheté une Ender 3 V2 et je suis un peu perdu dans les réglages aux quels je dois toucher dans mes tests. J'ai vu sur des sites qui parlent de toucher ceux de rétraction mais je comprends pas trop. Quels sont les réglages avec lesquels ils faut interagir ? Une personne qui ma conseillé de me faire un tableau sur une feuille sur lequel je peu disposer mes essais, ce que je compte faire. Les photos représentent un essai sans rien toucher dans Cura.

-

Pièce qui se détache du plateau ELEGOO MARS
Balti Biftec a posté un sujet dans Discussion sur les imprimantes 3D
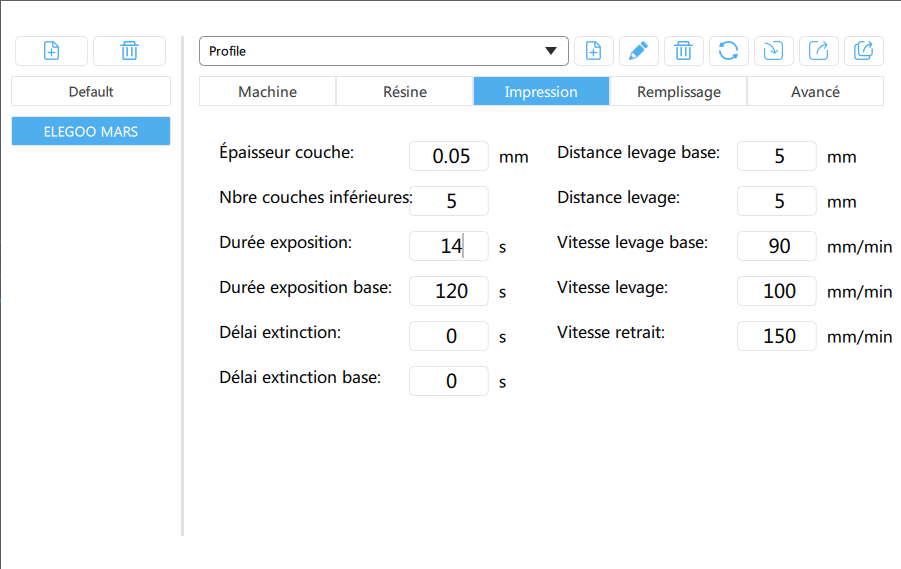
Bonjour à tous ! Information impression Imprimante : ELEGOO Mars Résine noir ( que j'utilise pour toutes mes impressions pour le moment ) : https://www.amazon.fr/gp/product/B085VV2P2X/ref=ox_sc_saved_image_1?smid=A1Q6843X2I1BLO&th=1 Problème rencontré Mes impressions se détachent du plateau et tombent dans le bac de résine. Réglage exposition J'ai d'abord commencé avec les recommandation du fabriquant : 60 sec d'exposition pour les premières couche puis 8sec pour le reste. Mais.. C'était concrètement le cas où j'avais le plus d'échec ! Après quelque recherche sur des forums, j'ai ensuit changé les paramètres pour tester différent réglage et celui qui fonctionnait le mieux jusqu'à maintenant été 120 sec d'exposition pour les premières couche puis 12 / 14 sec pour le reste. Mais parfois, le problème persiste et je retrouve ma pièce au fond du bac à résine. Informations complémentaires J'imprime essentiellement des pièces plate / arrondies que je fais moi même sur FUSION 360 Ces dernières font entre 20 et 70 mm de manière générale. ( voir photos ci dessous ) J'importe ensuit mon fichier STL sur CHITUBOX afin de rendre ma pièce imprimable. ( voir photos ci dessous ) Le logiciel est actuellement paramétré pour mon imprimante ( voir photo ci dessous ) Je cherche une âme pouvant me guider pour mes premiers pas et m'expliquer mes premières erreurs ! Et je remercie d'avance toutes personnes portant intérêt à ce soucis ! Je vous souhaite à tous une excellente après midi ainsi qu'un bon week-end
-

Pièces raté, demande conseils de réglages
Flob a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Encore une fois, je requiert l'avis de cette communauté pour m'aider à régler/optimiser mon imprimante DIY. J'essaie l'imprimer le coffret pour ranger la carte électronique de l'imprimante. Donc c'est une grande pièce plate de 25cm de coté. En PLA sur plateau chauffant donc pas de warping. Pour coller, ça colle bien (verre rayé). L'extrudeur MK8 en bowden n'arrête pas de claquer lorsque ce n'est pas du remplissage. Même après la 1ère couche. Pour la chaleur, lorsque l'imprimante chauffe, le filament coule de la buse tout seul donc je pense que c'est assez chaud ? Après une heat tower j'avais un résultat optimal à 205°C. Après la heat tower était bien plus petite que mon couvercle. J'ai l'impression que cela n'extrude pas assez. Il y a un aspect peau d'orange et les bords se décolle. Au cas où les réglages : Là je sèche... Est-ce que c'est assez chaud ? Le filament est trop humide ? L'extrudeur n'est pas assez puissant ? L'imprimante est trop rapide ? Bref, merci de prendre le temps d'étudier mon cas pour me partager vos conseils.

-
 Bonjour tout le monde, J'ai depuis un petit temps acheté une imprimante Alfawise U20 One... Mais malheureusement je n'arrive pas à la faire fonctionner et c'est assez frustrant. A chaque fois que je choisi une température que ce soit pour le plateau ou pour la buze, elle retombe immédiatement à zéro. J'ai fais la mise à jour du firmware, je suis bien sur la version 217. Et j'ai vérifié que tous les cables soit bien branché. Quelqu'un peut m'aider svp ?
Bonjour tout le monde, J'ai depuis un petit temps acheté une imprimante Alfawise U20 One... Mais malheureusement je n'arrive pas à la faire fonctionner et c'est assez frustrant. A chaque fois que je choisi une température que ce soit pour le plateau ou pour la buze, elle retombe immédiatement à zéro. J'ai fais la mise à jour du firmware, je suis bien sur la version 217. Et j'ai vérifié que tous les cables soit bien branché. Quelqu'un peut m'aider svp ? -
 Bonjour à tous, Je viens vers vous car j'ai plusieurs questions concernant le nettoyage d'objets imprimés en résine photopolymère (eleego), pour info j'ai une Mars. Je ne suis pas sur du processe et je dois certainement faire des erreurs. J'aimerai que vous me corrigiez et conseiller s'il vous plait. Ma procédure est la suivante : - Une fois l'impression terminé, je la laisse égoutté 30mn sur le plateau, couvercle fermé. - Puis je plonge les pièces réalisée dans un bain d'alcool à 95° et les laisse tremper durant un temps variable entre 30mn et 8h (pourquoi 8h... Le temps de dormir ^^) - Finalement je les plonge, sans les sécher, dans un bain d'eau et de liquide vaisselle (est ce que cela provoque un choc chimique ?), le temps varie aussi, mais généralement cela dure 4h (le temps d'une autre impression en faite :p) Au final, parfois mes pièces sont parfaite, mais de nombreuses fois des craquelures se forment sur la tranche de l'impression et des strates se décollent. Donc mes questions sont les suivantes : Je sais que mes temps de trempage sont beaucoup trop long (du moins c'est ce que j'en déduis surtout avec l'alcool) Que me recommanderiez vous de faire pour nettoyer au mieux ces pièces et les temps moyens nécessaires s'il vous plait. Ah j'ai omis de dire que je travaille sur des pièces qui font entre 7mm et 30mm maximum avec un nombre certain de détails. mes réglages sont les suivant epaisseur couche 0.01 (ou 0.02) ; expo : 8s ; expo base : 60s Pas de creusage de pièces, elles sont toutes pleines. D'avance merci
Bonjour à tous, Je viens vers vous car j'ai plusieurs questions concernant le nettoyage d'objets imprimés en résine photopolymère (eleego), pour info j'ai une Mars. Je ne suis pas sur du processe et je dois certainement faire des erreurs. J'aimerai que vous me corrigiez et conseiller s'il vous plait. Ma procédure est la suivante : - Une fois l'impression terminé, je la laisse égoutté 30mn sur le plateau, couvercle fermé. - Puis je plonge les pièces réalisée dans un bain d'alcool à 95° et les laisse tremper durant un temps variable entre 30mn et 8h (pourquoi 8h... Le temps de dormir ^^) - Finalement je les plonge, sans les sécher, dans un bain d'eau et de liquide vaisselle (est ce que cela provoque un choc chimique ?), le temps varie aussi, mais généralement cela dure 4h (le temps d'une autre impression en faite :p) Au final, parfois mes pièces sont parfaite, mais de nombreuses fois des craquelures se forment sur la tranche de l'impression et des strates se décollent. Donc mes questions sont les suivantes : Je sais que mes temps de trempage sont beaucoup trop long (du moins c'est ce que j'en déduis surtout avec l'alcool) Que me recommanderiez vous de faire pour nettoyer au mieux ces pièces et les temps moyens nécessaires s'il vous plait. Ah j'ai omis de dire que je travaille sur des pièces qui font entre 7mm et 30mm maximum avec un nombre certain de détails. mes réglages sont les suivant epaisseur couche 0.01 (ou 0.02) ; expo : 8s ; expo base : 60s Pas de creusage de pièces, elles sont toutes pleines. D'avance merci -

Dépasser la limite des 15cm3/s en extrusion (ou pas) ?
ymgui a posté un sujet dans Discussion sur les imprimantes 3D
Bonjour à tous, Pour ceux qui, comme moi, font des Visières depuis quelques semaines déjà, et qui cherchent à aller plus vite et pousser nos bécanes dans leurs limites, je crée ce post pour réfléchir à plusieurs sur la limite "théorique" liée au matériau PLA: Le débit maxi qui peut être extrudé par nos machines serait autour de 15 cm3/s pour du PLA (et moins pour certains autres produits). Je ne sais pas trop d'où vient cette affirmation mais, comme je n'aime pas trop ce genre d'affirmation, je vous propose d'étudier sérieusement et avec des arguments mesurables ce sujet. Comme nous en avons déjà discuté avec @Kachidoki et certains autres membres dans ce post sur la fabrication visières (--->allez voir là: https://www.lesimprimantes3d.fr/forum/topic/28991-coronavirus-et-si-on-pensait-un-peu-aux-autres/page/15/?tab=comments#comment-344912 ) et que la discussion était un peu "Hors Sujet", je crée ce post pour démarrer l'étude. Je me propose de faire un montage expérimental qui comportera: - un extrudeur standard (type à définir) - un tube "Bowden" pour le séparer de la HotEnd - une tête (type E3DV6 ou autre "standard" équipé de son(ou ses) ventillo(s) Le tout piloté par une carte Arduino/Ramps ou autre avecMarlin et Repetier pour contrôler les températures et vitesses. Bref, une commande d'imprimante sans les axes de déplacement. pour éviter de polluer le post, on se limitera à étudier le PLA en 1,75 mm qui est le matériau le plus utilisé par la majorité car il y a déjà assez de variables.... J'attends vos premiers commentaires (positifs !) et je réunis les diverses bricoles de ce future banc de test. A suivre.... -
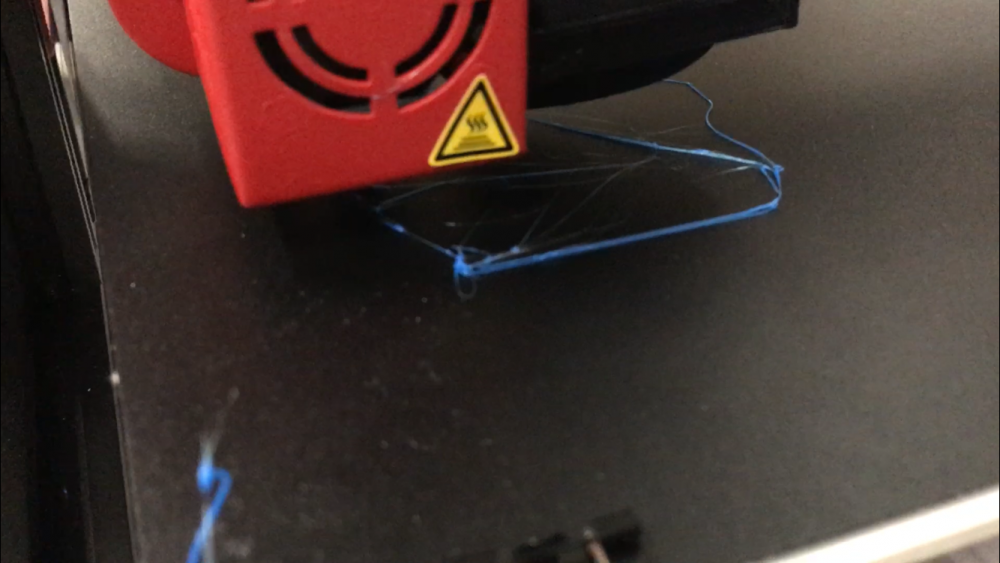
Bonjour, Ça imprimait relativement bien et puis du jour au lendemain j'obtiens ceci (voir photo). J'ai remis les paramètres d'usine ; j'ai "resserré les boulons", j'ai changé 3 fois la buse, j'ai essayé avec des températures élevées, basses, moyennes, rien n'y fait, j'obtiens toujours exactement la même chose. Merci de vos conseils. Dominique
-
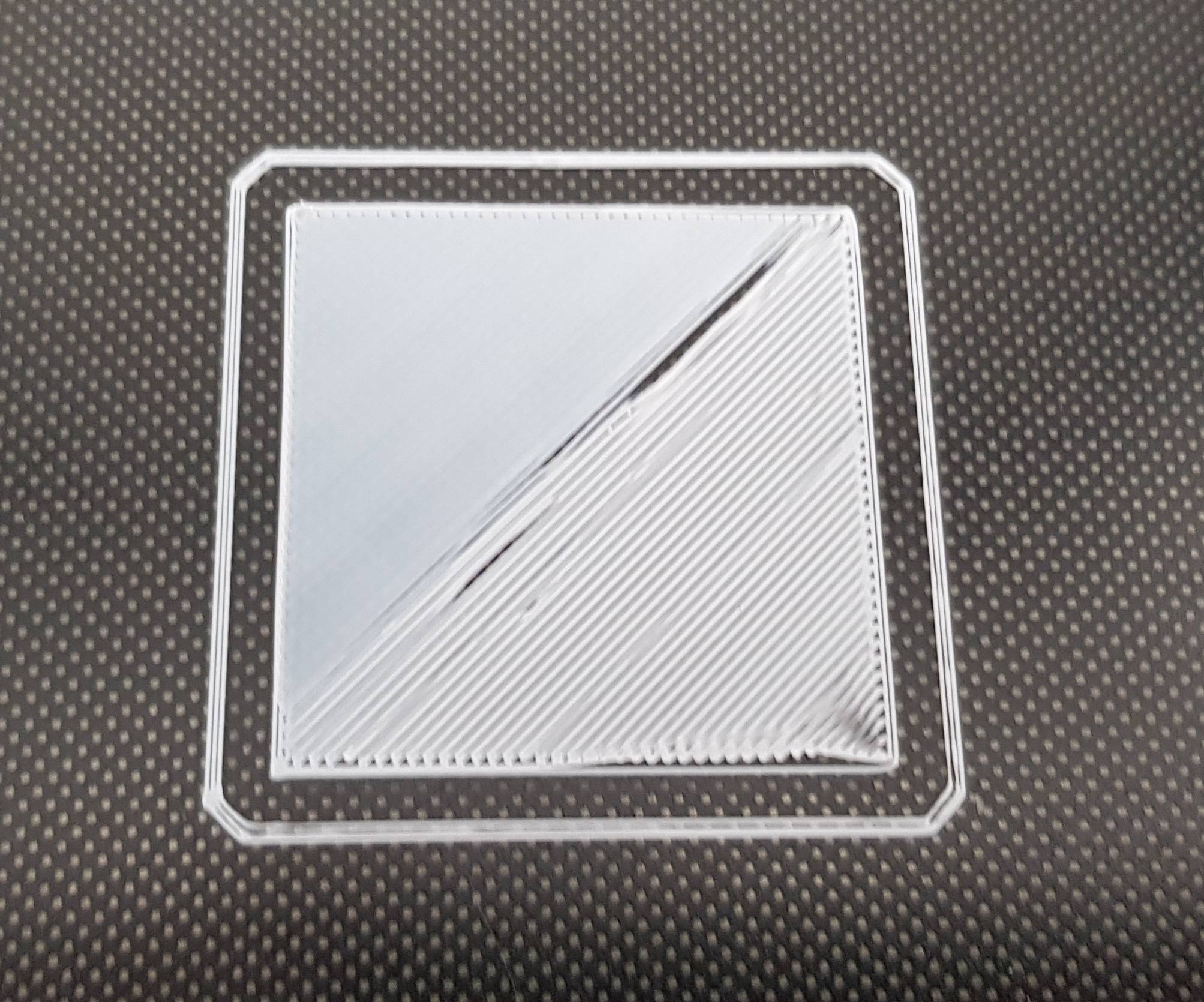
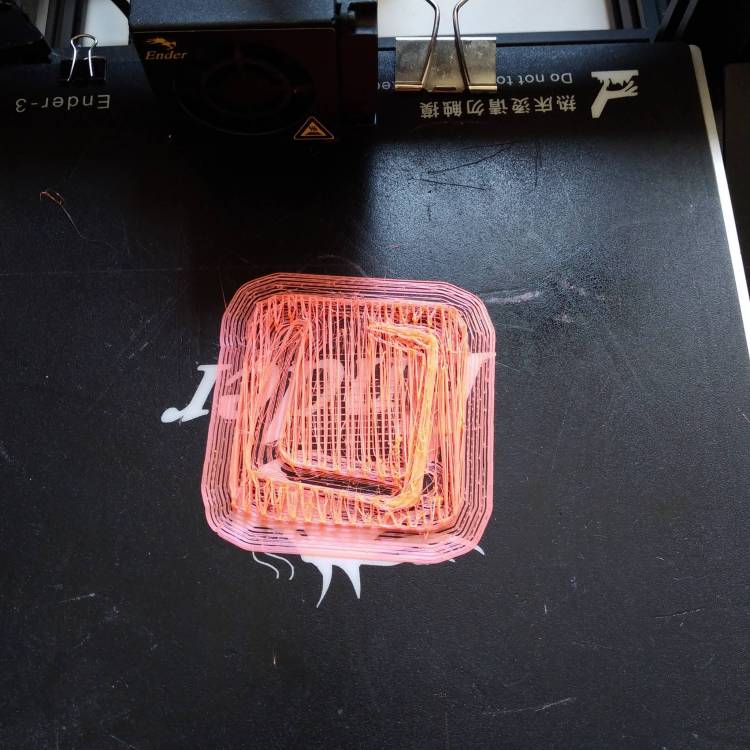
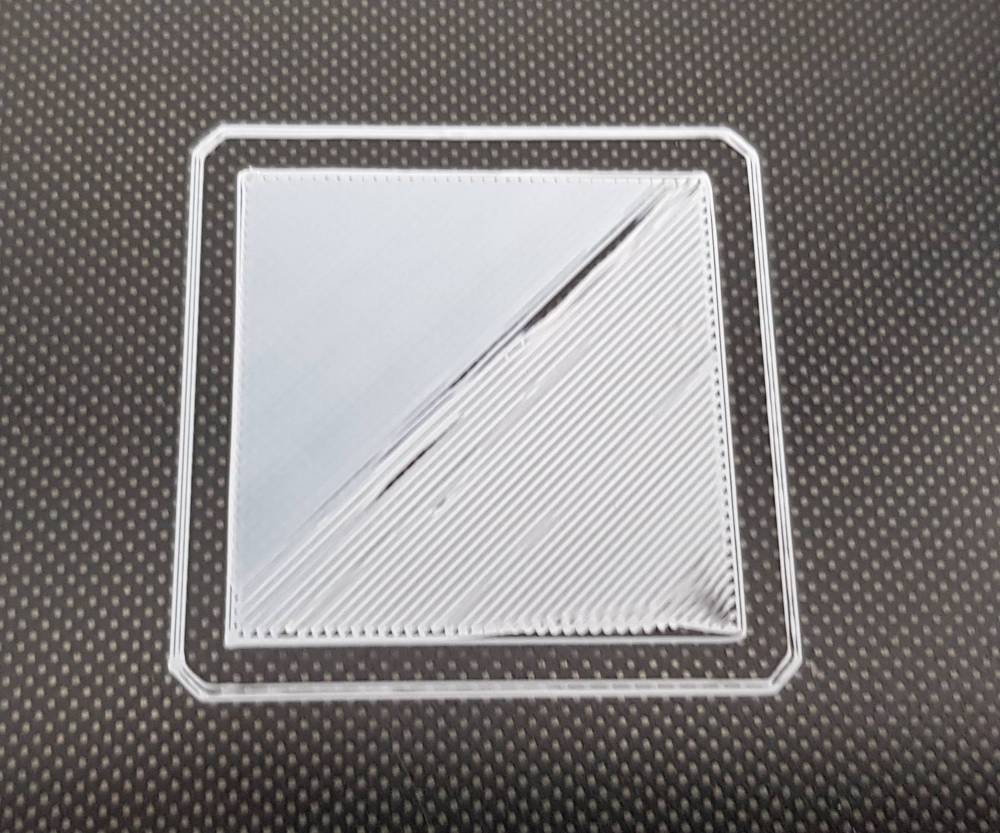
Bonjour à tous, Je cherche à comprendre comment bien régler la contrainte sur les 3 excentriques du plateau. J'ai des soucis d'accroche au centre de mon plateau et, comme beaucoup, je me suis dit "plateau bombé". Puis en cherchant un réglage optimum, j'ai remarqué que deux des 6 roulettes sous le plateau ne touchaient pas le rail. Je les ai donc resserrés en cours de print et surprise! impression au centre du plateau correct mais du coup coté gauche trop haut. (Photo de la première couche au centre du plateau pendant le resserrage) Avez vous une solution pour régler correctement ces excentriques ? Merci!
-
Bonjour à tous, Ayant du temps à occuper, j’entreprends de calibrer au mieux possible mon imprimante, je sais que c'est la première chose qui aurait due être faite mais je n'avais pas encore l’expérience pour me poser les bonnes questions. Après avoir calibré les steps du moteur d'extrusion (10 cm demandés = 10 cm passés), j'entreprends de faire un cube avec la fonction vase pour régler la largeur de couche dans le trancheur. Ayant théoriquement une buse de 0.4 mm, la largeur attendue est autour de 0.45 mm - 0.48 mm (avec l’écrasement). Avec un multiplicateur d'extrusion de 1 j’obtiens une largeur de couche de 0.66 mm, ce qui me ferait passer le multiplicateur d'extrusion à 0.73. En regardant sur divers forums, je m’aperçois que cette valeur est assez importante, du coup j'ai un doute sur le diamètre réel de cette buse. N'ayant pas le matériel nécessaire pour mesurer un aussi petit diamètre, j'extrude quelques cm de filament avec la ventilation en marche pour pas qu'il ne s'étire trop sous son propre poids. Je trouve des valeurs entre 0.6 et 0.7 mm tout le long du bout de filament extrudé. J'ai refait plusieurs fois le test , avec et sans ventilation et les valeurs trouvées sont sensiblement toujours les mêmes. Ma question est la suivante : le diamètre mesuré de ces bouts de filament est-il représentatif du diamètre de la buse ? Est ce que je peux en déduire que ma buse fait plutôt 0.6mm ? Merci d'avance !
-
Bonjour, Aujourd'hui, j'ai reçu mon imprimante elegoo mars. Je l'ai acheté pour imprimer des prototypes de bijoux en résine à base de cire mais malheureusement après plusieurs tests avec des réglages différents lorsque l'impression est finie il n'y a rien sur le support comme si l'imprimante tournait dans le vide. Aidez moi s'il vous plait
-
Bonjour. qui peut me dire comment régler le fin de course de l'axe Z, car il est trop bas et je ne vois pas comment le remonter de 2 mm vu que la pièce qui le supporte est fixe. j’étais obligé de serrer le plateau à fond pour le mettre au plus bas. en attendant j'ai mis une petite cale dessus. ca fonctionne bien , au moins j'ai de la manœuvre pour régler le plateau, mais ça fait bricolage.

-
Bonjour, Après des mois d'hésitation j'ai enfin commandé et reçu mon imprimante 3D. C'est le modèle ENDER 3 de Creality, a priori très réputé. En tant que grand débutant, j'éprouve de grandes difficultés à la régler. Le montage est bon, normalement (je suis bricoleur), mais mon gros problème viens du réglage du plateau. Je procède ainsi: 1-Auto Home, position de départ. 2-je me muni d'une feuille de papier, que je plie une fois. 3-je promène ma tête d'impression sur tout le plateau en ajustant la hauteur avec les molettes. 4-je répète la procédure pour m'assurer que c'est bon. Et pourtant, a plusieurs reprise (je viens de rayer un deuxième plateau) la tête d'impression viens graver la plaque d'impression. J'ai aussi régulièrement des problèmes de décollement a certain endroit, et la configuration de Cura me perd complètement. Pour conclure je suis bloqué , et je ne sais pas du tout comment régler ces problèmes, et je ne sais pas à qui m'adresser. Merci pour vos réponses et bonne année !!!
-
Bonjour, Je suis confronté à un problème lors de la calibration de la hauteur du plateau sur ma CR 10 S En effet, après avoir fait un "auto home" et "Disable steppers" je calibre la première hauteur, et dès la 2eme, je ne peux pas assez descendre le plateau car la molette est en butée de serrage Je me demandais si je pouvais remonter de quelques mm le fin de course de l'axe des Z pour gagner ces quelques mm manquants Merci d'avance pour votre aide
-
Bonjour à tous, Je suis extrêmement satisfait de ma nouvelle DiscoEasy 200. Tout fonctionnait à merveille, mais depuis quelques temps, lors des tests de pré impression que fait l’imprimante avant de lancer l’impression, il y a un problème au niveau de l’axe y, du positionnement du plateau. En effet, normalement elle pointe les 4 coins du plateau mais elle coince lors de la montée du plateau. Au démarrage le plateau est bien en position la plus basse, jusqu’à la butée qui fait contact. Mais la tête pointe au mauvais endroits les coins supérieurs (elle le fait quasiment au milieu du plateau sur l’axe y, mais au bon endroit de l’axe x) et du coup lorsqu’elle passe au coins inférieurs, le plateau remonte, mais comme il était déjà à la moitié, le moteur essaie de le faire remonter encore plus et claque dans le vide, le plateau étant déjà arrivé au maximum en haut... Ensuite, l’impression se fait sans soucis tout fonctionne parfaitement, juste le plateau est décalé, du coup il ne faut pas que je place mes objets trop prêts du bord inférieur... Je pense que c’est juste un problème de réglage du plateau, existe-t-il un y-offset ou un truc du genre ? Merci d’avance, Yann
-

Nivellement plateau par le dessous sur Prusa i3
Florian43 a posté un sujet dans Discussion sur les imprimantes 3D
Bonjour, je fais ce sujet parceque même en recherchant j'ai du mal à trouver particulièrement la solution bien explicite à l'amélioration de mon réglage de plateau de la Prusa i3 Hephestos(ancienne génération) Donc je voulais avoir le réglage du plateau sans devoir percer ou utiliser de matériel particulier. Alors je me suis tourné sur les molette,vis,ressort trouvable sur un site chinois connus, apparement ça devait aller. Sauf ça ne permet pas de régler par le dessous mais au mieux de figer mon réglage. J'aimerais savoir qu'elles ont été vos solutions pour rendre plus agréable et fiable dans le temps cette partie du réglage de la machine ? Merci.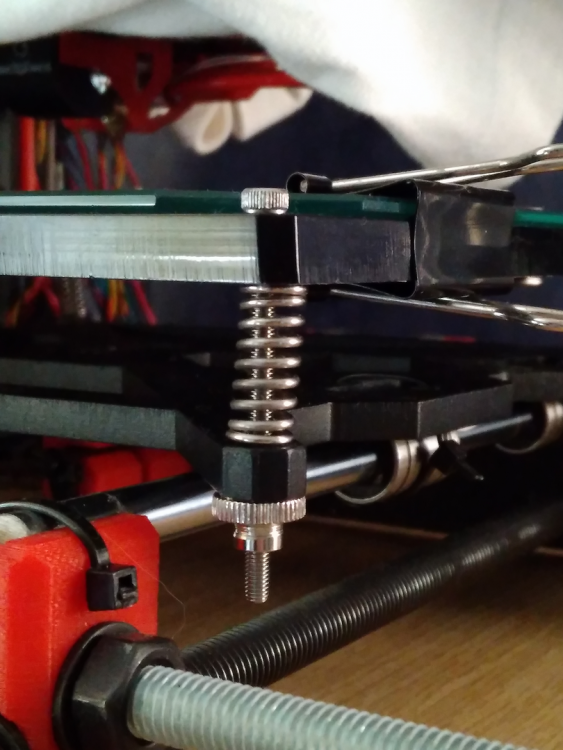
-
Bonjour à toutes et à tous, Je ne comprends plus rien avec mon Alfawise U20 J'ai suivi à la lettre le tuto (https://www.lesimprimantes3d.fr/forum/topic/18696-bien-d%C3%A9marrer-avec-son-alfawise-u20/) Si j'imprime les fichiers sur la carte SD tout se passe plutôt bien, mais dès lors que je souhaite imprimer un de mes fichiers, voilà ce que ça donne Je commence à perde patience et espoir... Aidez-moi s'il vous plait Merci beaucoup
-
 Salut tout le monde, Je viens vous demander votre avis concernant un problème que je rencontre en imprimant de l’ABS. Pas de problème pour l’accroche au bed grâce à un plateau en verre à 100° + laque + bon réglage Z. Le problème survient dans certaines « intercouches » ou il y a mauvaise accroche/décollement comme vous pouvez le voir sur les photos. La même pièce en pla pas de Pb, en Petg non plus. J’ai essayé un remplissage à 20 % puis 100 %. Je dirais que c’est même pire avec du 100 %. Aussi en 0,2 et en 0,3 : pas grand-chose comme différence. Voici les réglages dans Cura pour la pièce en photo : 0.3 layer paroi 0,8 nombre : 2 remplissage 100 % buse à 220 et plateau 100 débit 100 rétractation 5mm vitesse d’impression 20 mm vitesse ventilo 20 % Imprimante : Tevo Tarentula + kit Taralu pro + originale E3D V6 en buse 0.4 Edit : L'imprimante est dans une pièce seule et sans courant d'air. Avez-vous une piste sur le pourquoi du comment ? Merci d'avance
Salut tout le monde, Je viens vous demander votre avis concernant un problème que je rencontre en imprimant de l’ABS. Pas de problème pour l’accroche au bed grâce à un plateau en verre à 100° + laque + bon réglage Z. Le problème survient dans certaines « intercouches » ou il y a mauvaise accroche/décollement comme vous pouvez le voir sur les photos. La même pièce en pla pas de Pb, en Petg non plus. J’ai essayé un remplissage à 20 % puis 100 %. Je dirais que c’est même pire avec du 100 %. Aussi en 0,2 et en 0,3 : pas grand-chose comme différence. Voici les réglages dans Cura pour la pièce en photo : 0.3 layer paroi 0,8 nombre : 2 remplissage 100 % buse à 220 et plateau 100 débit 100 rétractation 5mm vitesse d’impression 20 mm vitesse ventilo 20 % Imprimante : Tevo Tarentula + kit Taralu pro + originale E3D V6 en buse 0.4 Edit : L'imprimante est dans une pièce seule et sans courant d'air. Avez-vous une piste sur le pourquoi du comment ? Merci d'avance

-
Bonjour , J'ai mis une rumb sur une anet e12 mais bizzarement les axes bouges de 200 quand je demande 100 axe x et y ? help
-
 Bonjour, Hier je suis allé un petit fab lab où des gens qui conçoivent et construisent des imprimante 3D donc c'est des vrai connaisseurs ds ce domaine. Un monsieur m'a dis que pour régler l'Axe Z avec une feuille de papier sur 3 point du plateau, je dois chauffer l'extrudeur à 210°C. Pourquoi? J'ai pas saisi la raison quand il m'a parlé de cela. A+
Bonjour, Hier je suis allé un petit fab lab où des gens qui conçoivent et construisent des imprimante 3D donc c'est des vrai connaisseurs ds ce domaine. Un monsieur m'a dis que pour régler l'Axe Z avec une feuille de papier sur 3 point du plateau, je dois chauffer l'extrudeur à 210°C. Pourquoi? J'ai pas saisi la raison quand il m'a parlé de cela. A+