8ouly
-
Compteur de contenus
21 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par 8ouly
-
Bonjour à toutes et à tous, En préambule, je souhaite une fois encore remercier ce forum ainsi que tous ses membres, à la fois pour l'aide que votre site m'a apporté tout au long de ma découverte du monde de l'impression 3D, ainsi que pour la qualité des réponses aux divers sujets abordés, mais aussi pour la gentillesse et la patience de tous. Je reviens vers vous car depuis peu, la sonde de température du lit chauffant de mon ANET A8 (tournant sous KLIPPER) indique 110°C, quelle que soit la température ambiante. Bien évidemment, l'imprimante se met en sécurité et il m'est donc impossible de l'utiliser. Après quelques brèves investigations, il semble que le problème vienne de la carte mère (ANET A8 v1.7), car lorsque j'échange les connexions des sondes de l'extrudeur et du lit, le problème reste inchangé. Tout d'abord, est-ce que l'un d'entre vous a déjà eu ce problème ? Est-ce que la carte mère est réparable ? (changer une résistance, un fusible, etc.) J'ai un peu cherché sur internet si des cartes mères étaient encore disponibles, et je n'en ai trouvé que sur des sites chinois, disponibles sous 1 mois ou plus... Est-ce que parmi vous, quelqu'un en aurait une au fond d'un garage ou d'un tiroir à me vendre, dans des délais plus raisonnables ? D'avance merci. Bonne journée. Pierre
-
Un ami à moi a aussi le bob cochonou, et j'ai tenté bon nombre de fois de le lui racheter (même une fois étant sobre)... Je valide !
-
Bonjour à tous, Merci encore à Jean-Claude pour l'envoi de ses cartes. J'ai finalement essayé directement avec la 1.7 et tout fonctionne parfaitement. Les connecteurs sont de bien meilleure qualité et la présence d'un fusible est plutôt rassurante. Merci à tous et bon weekend.
-
Oups, ça y est j'ai compris...
-
Ha ha, c'était un peu le but Quand l'une tombe en panne on peu remplacer les pièces en les imprimant avec l'autre... C'est sûr que je n'ai pas à me plaindre ! C'est à dire...
-
Merci de vos réponses. Je ne souhaitais pas trop réinvestir ni de temps ni d'argent dans mon Anet, ayant commandé une prusa i3 mk3s il y a 3 semaines, donc racheter une autre carte, refaire tout le câblage, et reconfigurer l'intégralité de mon klipper ne rentrait pas dans mes plans. Mais @Jean-Claude Garnier , si ta carte ANET ne te sert plus, je suis intéressé. J'habite à côté d'Arcachon, donc la remise en mains propres risque d'être compliquée, mais si tu peux me l'envoyer je suis preneur ! (Evidemment, je paierai au moins les frais de port). Dans tous les cas, merci beaucoup pour vos réponses et votre réactivité.
-
J'ai essayé, mais les moteurs Z ne fonctionnent toujours pas. En revanche si je les branche avec le même câble sur le X de ma carte mère, cela fonctionne... Le problème viendrait donc de la sortie Z de la carte mère ? Est-il possible qu'en me trompant lors du câblage, j'ai pu griller le driver ? Ou un éventuel fusible ? Est-ce qu'un reflashage de la carte pourrait être utile ?
-
Merci beaucoup pour les tableaux, je vais essayer de ce pas. Pour la rouille sur les roulements, je ne me l'explique pas vraiment non plus, mais le fait est que certaines billes étaient complètement rouillées et entravaient le bon fonctionnement des moteurs. Pour ce qui est du reste, j'ai acheté plusieurs fois des moteurs sur Amazon et Aliexpress étant qualifiés de moteurs d'ANET A8, or ceux-ci n'avaient pas la même référence que les moteurs d'origine et après vérification des datasheets, le courant nominal était trop élevé pour les drivers de l'ANET. Or sur l'ANET il n'y a un potentiomètre que sur le driver des 2 axes Z, que par ailleurs, on m'a déconseillé de toucher. Le résultat est que le couple de mes moteurs est trop bas, entrainant des décalages sur mes pièces lors de certaines impressions. C'est pour cela que je souhaite essayer de remonter des moteurs d'origine, de même référence.
-
Bonjour, Merci beaucoup pour ta réponse. Oui, je sais que c'est la version de la carte, mais c'est elle qui nous intéresse ici, mon problème étant le couplage entre celle-ci et les moteurs. Le problème est que j'avais changé tous les moteurs, car beaucoup d'entre eux avaient des roulements endommagés par la rouille (je vis en bord de mer et l'inox chinois n'aime pas trop). Pour ce qui est de changer les 2 moteurs, je suis d'accord avec toi.
-
Bonjour, J'ai changé mes moteurs des axes Z sur mon ANET A8 V1.5 depuis pas mal de temps maintenant, or l'un d'eux ne fonctionne plus. Un ami m'a donné les moteurs correspondants aux moteurs d'origine, or, je ne trouve pas la datasheet. Le moteur est un ot-42hs40-005b. Je ne parviens pas à trouver le bon câblage pour mes connecteurs côté moteur. Quelqu'un aurait-il la datasheet, la même imprimante, ou une astuce pour déterminer l'ordre des fils ? D'avance merci. Bonne fin de journée.
-
Bonjour @r2d2, Je ne peux malheureusement pas ajouter volontairement du bruit car l'état de surface du "conduit" intérieur serait impacté lui aussi. L'état de surface joue un rôle très important dans la qualité et le type de sonorité produits par le bec. Pour ce qui est des résultats de mes dernières itérations, en réduisant la vitesse, les stries verticales sont toujours présentes mais beaucoup plus rapprochées. Le problème est donc lié d'une manière ou d'une autre à la vitesse. A priori, ça ne serait pas du wobble, car il me semble que la vitesse ne changerait pas l'amplitude de la sinusoïde. Ci dessous vous pouvez voir en rose, le bec imprimé à 50mm/s et en bleu celui imprimé à 100mm/s. On voit que les stries forment des sinusoïdes parfaitement verticales et parallèles (de plan Y uniquement) mais de longueur d'ondes différentes ; je dirais que les longueurs d'ondes sont directement proportionnelles à la vitesse d'impression. Je vais essayer le mode vase pour voir ce que cela donne en conservant les mêmes paramètres. Bonne fin de journée.



-
Bonjour, Encore merci pour le temps que vous consacrez à la résolution de mon problème. Pour ce qui est des pistes de corrections que tu proposes @r2d2, j'ai déjà essayé la première mais, à priori, ça ne vient pas de là, puisque le résultat est resté inchangé. D'autre part, si le problème venait de là, je pense que les défauts seraient visibles sur toutes les faces. En revanche, je ne peux pas utiliser le polissage par l'acétone (je parle des modèles imprimés en ABS), car le bec est par nature en contact avec la bouche du musicien, et je n'ai trouvé aucune étude montrant l’innocuité de ce procédé pour un contact "alimentaire". Plus généralement, le polissage n'est pas vraiment adapté à mon besoin car les dimensions ne sont plus maîtrisées, rendant les propriétés acoustiques de mes becs aléatoires, ce qui n'est pas souhaitable. Je vais essayer de diviser la vitesse d'impression par 2 et passer à 50mm/s au lieu des 100mm/s actuels pour voir s'il y a un impact positif. Si c'est le cas, le problème sera donc lié soit à mes steppers, soit à la mécanique de mon imprimantes. D'autre part, je vais dessiner un nouveau fanduct circulaire pour voir si le problème ne vient pas du fait que le refroidissement soit unidirectionnel. Je vous donnerai les résultats de mes tests dès qu'ils seront disponibles. Merci encore et bonne fin de journée.
-
Salut @r2d2, En y regardant de plus prêt il est possible que mon problème ne soit effectivement pas de l'ordre de la peau de saumon. J'ai remarqué les ondulations font des "tranches" verticales et parallèles très légères sur les parois de normale X, qui par conséquent, s'amplifient du fait de la conicité sur la face de normale Y. Cela pourrait s'apparenter à du wobble. Mais je n'en vois pas la cause ni la solution. Le Z wobble est facilement identifiable et corrigeable (relativement), en raison de la nature de l'entrainement par vis sans fin. Mais là, je cale. Je peux créer une version légèrement modifiée du bec pour la partager ici. Je travaille là-dessus avec une amie depuis pas mal de temps et nous souhaiterions, pour le moment, garder nos développements pour nous en attendant de décider quoi en faire. J'ai également dû abaisser la qualité du stl car celui d'origine faisait 60Mo. A priori la qualité n'a tout de même pas l'air trop mauvaise. Merci encore pour ton aide. Bec - LesImprimantes3D.stl
-
Bonjour à toutes et à tous, J'ai reçu mes TL Smoothers aujourd'hui et j'ai relancé une impression avec les mêmes paramètres et verdict... Ça n'a absolument rien changé J'ai installé 1 smoother par moteur et, hormis une légère réduction du bruit (peut-être simplement une idée), l'impact sur la qualité de mon impression est nul. Mes 2 impressions avec et sans smoothers sont strictement identiques... Je suis donc dans l'impasse.
-
Merci beaucoup. Il est vrai que j'aime assez passer du temps à me creuser la tête dans l'optique d'améliorer mon imprimante. Parfois, comme aujourd'hui, sans succès La partie [printer] de ma config KLIPPER est la suivante : [printer] kinematics: cartesian max_velocity: 300 max_accel: 4000 max_z_velocity: 20 max_z_accel: 100 Je n' ai pas pensé à regarder de ce coté là, c'est vrai qu'il y a peut-être des choses à faire.
-
C'est aussi ce que j'ai lu. Mais pour 10€, je me suis dit que je ne risquais pas grand-chose à essayer. Je ferai un retour sur les résultats obtenus. Je reçois les smoothers mercredi à priori. Si jamais je ne parviens pas à résoudre mon problème, je reconsidérerai cette solution, mais j'aurais aimé ne pas avoir à en arriver là. Si c'est le cas, j'aurai grand besoin de vos lumières... Je n'ai jamais touché à ces paramètres, je ne les connaissais même pas. Ce sont donc les paramètres par défaut : Résolution maximum : 0.5 mm ; Écart maximum : 0.05 mm. Est-ce que je dois essayer de les abaisser ?
-
Apparemment, le problème ne vient pas du remplissage comme en atteste les photos ci-jointes de l'impression que je viens de réaliser. Les paramètres étaient les suivants : Matériau : PLA ; Hauteur de couche : 0.2 mm (pour aller plus vite) ; Vitesse d'impression : 100 mm/s ; Accélération 1000 mm/s² ; Motif de remplissage : Grille; Remplissage : 20% ; Épaisseur de parois 1.2 mm. Je vais essayer de détendre un peu la courroie Y pour voir si le moteur ne force pas trop. Sachant que j'ai allégé au maximum le plateau pour essayer de diminuer les vibrations induites par ses déplacements en : dessinant un nouveau support de plateau ; supprimant le plateau en verre et le buildtak.

-
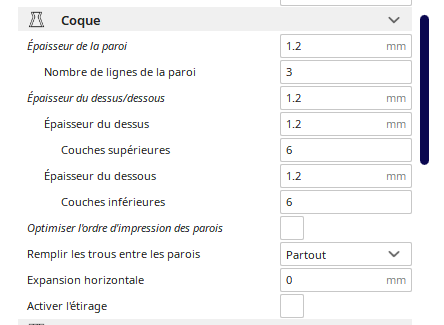
Pour ce qui est du remplissage Gyroïde, je viens de lancer une impression avec remplissage en grille pour voir si cela a un effet, conformément à ce que m'a préconisé @biostrike. Je vous fais un retour dès que l'impression sera terminée. Concernant le slicer IceSL, je vais aller y jeter un oeil et lancer une impression avec le remplissage "foam". Je n'ai jamais entendu parler ni du slicer ni de ce type de remplissage : ça peut être assez intéressant pour certaines applications. Ma buse est effectivement en 0.4. J'essai, lorsque je souhaite avoir un résultat solide, esthétique et étanche, d'utiliser 3 passages sur les parois. Cela marche très bien sur la plupart de mes impressions, sauf sur les impressions coniques qui me posent problème ici... Je n'ai par ailleurs pas touché les paramètres avancés de coque dans CURA. Les seuls paramètres que j'utilise sont ceux de la capture ci-jointe.
-
Non, pas récemment. Je me suis dit que ça ne venait probablement pas de ça étant donné que le défaut n'est présent que sur 1 des 2 axes. Je vais faire un essai de ce pas.
-
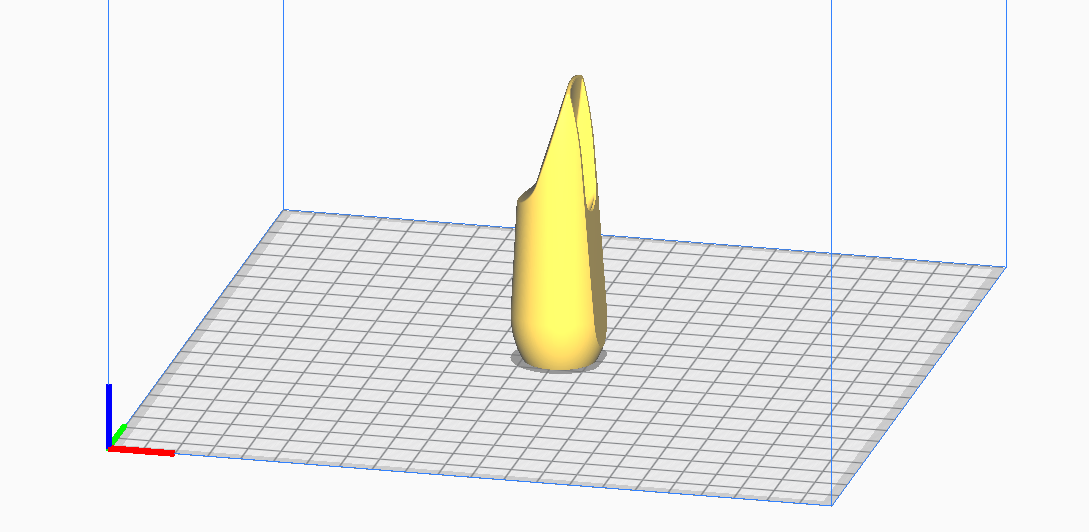
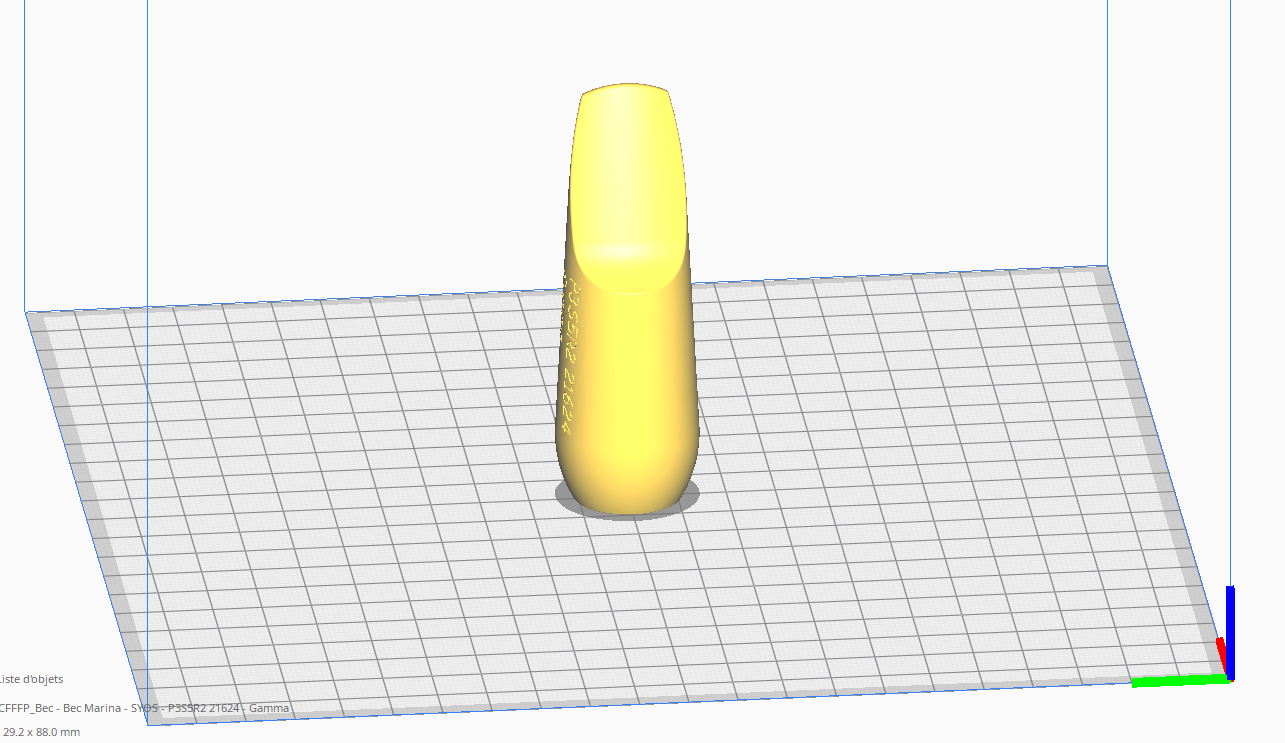
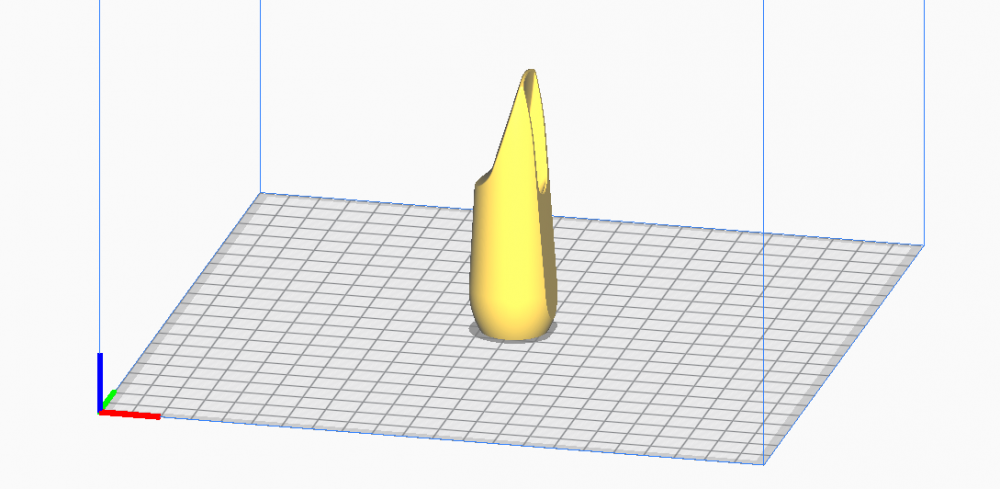
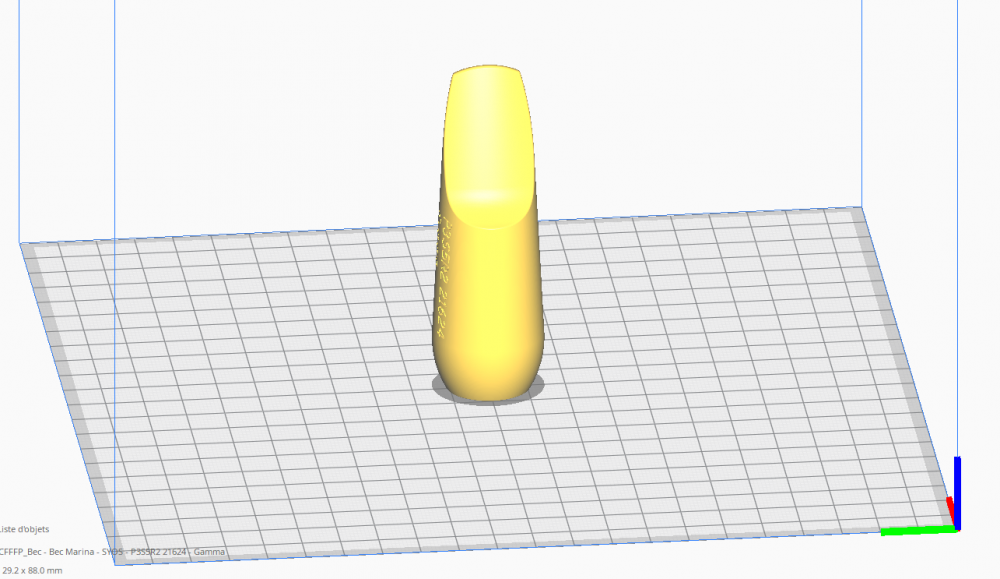
Bonjour @r2d2, Merci beaucoup pour la réponse. La pièce n'est pas entièrement symétrique. Il s'agit d'un bec de saxophone. Je joins à ce message 2 vues de la pièce dans son ensemble dans le slicer. J'ai effectivement essayé d'imprimer la pièce en appliquant une rotation de 90° et le défaut persiste sur les faces avant et arrières de la pièce par rapport au plateau. Le problème viendrait donc de l'imprimante et non du slicer ou de la géométrie. Je n'ai pas changé de Slicer, je suis toujours sous CURA (actuellement à la version 4.5), en revanche la version a évolué depuis mon premier essai. La ventilation est asymétrique. Elle ne l'était pas lorsque j'ai commencé à imprimer ce type de pièces. Je vais essayer de dessiner une nouvelle ventilation circulaire pour mon chariot pour approfondir cette piste. La tête et la sortie de buse semblent toutes deux perpendiculaires à mon impression mais il est assez difficile de le garantir. J'ai eu quelques soucis avec mon BLTOUCH et KLIPPER qui ont fait que ma buse est entrée plusieurs fois en collision avec mon plateau lors de la calibration de celui-ci (problème résolu en entrant le paramètre pin_move_time=.7 dans la config du BLTOUCH sous KLIPPER). Tu penses que le problème pourrait venir de là ? La buse a été changée récemment et le filament coule bien verticalement lorsque je fais une extrusion à vide (loin du plateau), donc je pense que celle-ci n'est pas usée. Les roulements ont été remplacés par des IGUS Drylin rj4jp-01-08 qui semblent en bon état. Par contre j'ai remarqué un léger jeu sur la barre de guidage droite de mon plateau à un endroit. Celle-ci doit-être de qualité moyenne mais je ne pense pas qu'elle se soit usée au fil du temps. Le défaut est à mon avis d'origine. Si je ne trouve pas de solution autre, j'envisagerai de changer les barres de guidage. Quant aux TL-Smoothers, je ne sui s pas convaincu par leur utilité, mais certains tests que l'on peut voir sur Youtube montrent une nette amélioration concernant le défaut qui m'intéresse. Au vu du prix, je ne risque pas grand chose à essayer. Encore merci de consacrer du temps à mon problème. Bonne journée.
-
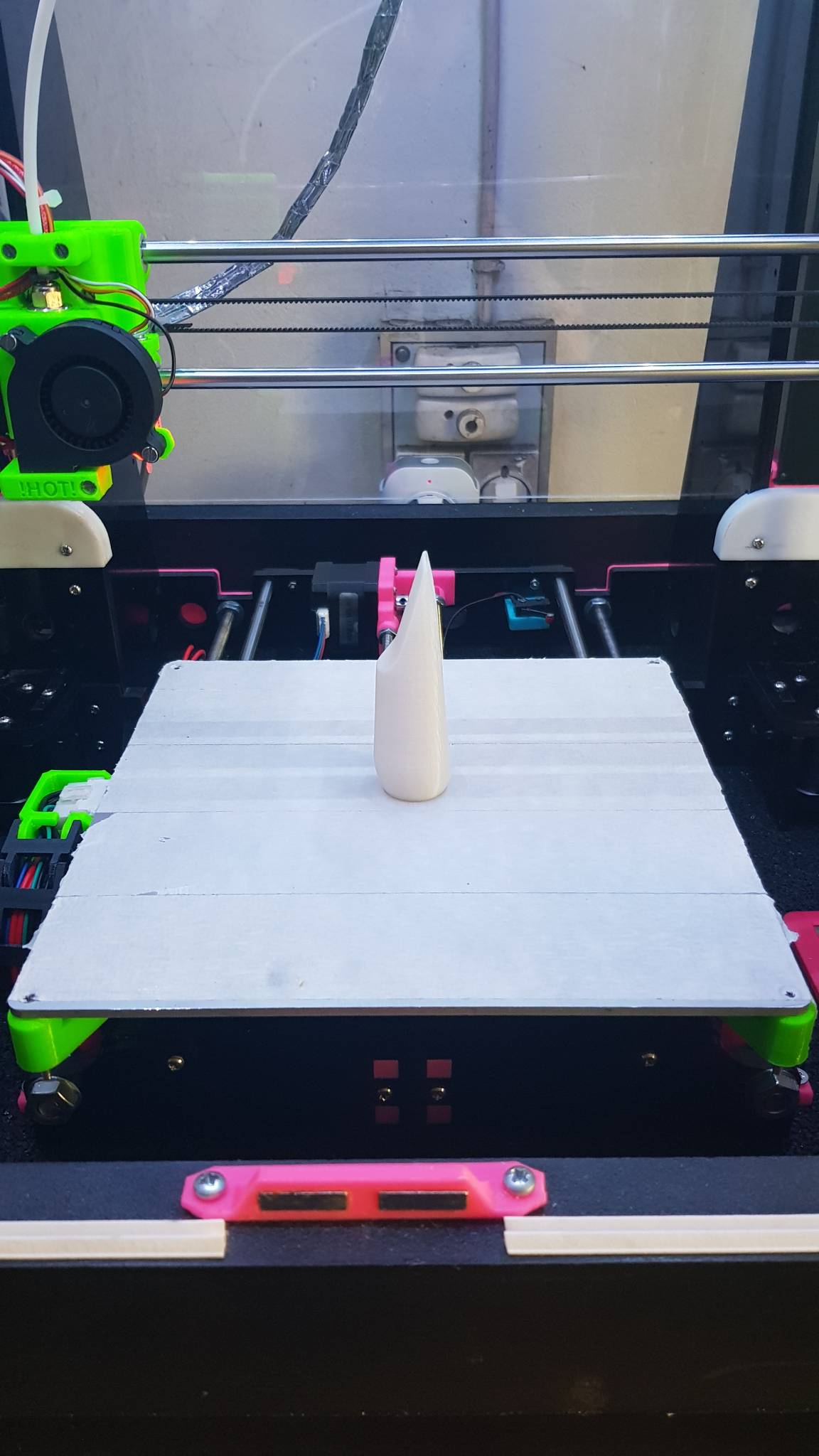
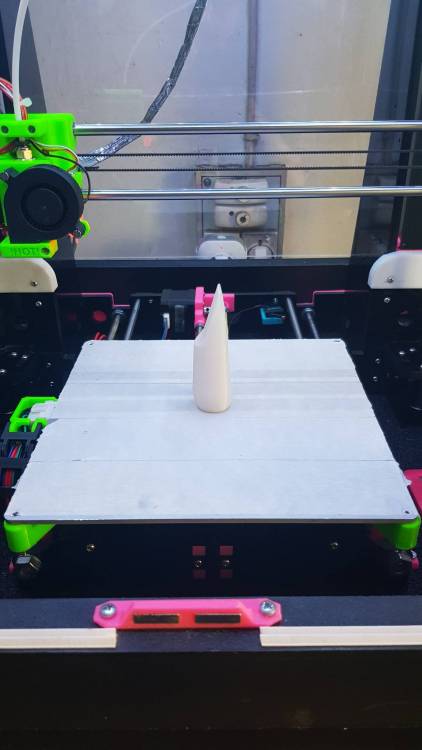
Bonjour, Tout d'abord un grand merci à toutes et tous, à la fois pour l'aide que votre site m'a apporté tout au long de ma découverte du monde de l'impression 3D, mais aussi pour la qualité des réponses apportées par les utilisatrices et utilisateurs de ce forum. Je souhaite ouvrir un sujet sur un problème que je rencontre actuellement sur mon imprimante. Depuis peu, mes impressions présentent des stries verticales qui s'apparenteraient je pense à un phénomène de "peau de saumon", principalement sur les faces de normale Y. Je ne parviens pas à solutionner ce problème et je n'ai trouvé aucun sujet apparenté dans le forum. Ce phénomène n'apparaissait pas sur des pièces similaires que j'imprimais il y a peu. Je souhaiterais avoir votre avis sur les sources possibles de celui-ci. Mon imprimante est une ANET A8 tournant sous KLIPPER (et OCTOPRINT). La pièce imprimée est un cône de 3° de demi angle, et de 90 mm de haut pour 30 mm de diamètre max. Les paramètres principaux d'impression sont : Matériau : PLA ; Hauteur de couche : 0.1mm ; Vitesse d'impression : 100 mm/s ; Accélération 1000 mm/s² ; Motif de remplissage : Gyroïde ; Remplissage : 20% ; Épaisseur de parois 1.2 mm. J'ai déjà tenté de réduire la vitesse à 50 mm/s, le résultat est très similaire. Idem lorsque j'ai joué sur les accélérations, les épaisseurs de parois, ou le remplissage. J'ai commandé des TL smoothers (qui doivent arriver la semaine prochaine) même si je n'ai que peu d'espoir car ils n'ont apparemment pas d'effet sur les drivers de l'ANET A8 (pour le prix, j'ai préféré essayer). Vous trouverez ci-joint des photos illustrant mon problème. Les stries font à peu près 2 mm de largeur. On peut voir que sur la face de normale X le problème est totalement absent alors que très prononcé sur la face Y. D'avance merci. Bonne journée et bon courage. Pierre