Peewee
-
Compteur de contenus
88 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Peewee
-
Réglage du plateau à l'ancienne!
Peewee en réponse au topic de sigiel dans Discussions sur les imprimantes 3D
@Aquilae le G21 tu n'as pas à t'en soucier. Ton slicer crée des commandes du type G01 X10 Y20 E2.2. Le G21 précise si besoin que par exemple le 10 pour X doit être interprété comme 10 millimètres. On peut aussi communiquer en pouce avec un G20 à la place. Mais là le 10, donc 10 pouces équivaut à 254 mm. Si ta pièce était 25.4 plus grande cela aurait pu être le problème mais ce n'est pas le cas. Ici c'est certainement qu'il faut redéfinir les nombres de pas par millimètres de tes axes. Par exemple sur la mienne le moteur X doit se décaler de 80 pas pour faire avancer le chariot de 1 mm. Cette valeur est renseignée dans ma carte. Maintenant si ma buse est en X10 Y20 et que ma carte reçoit un Gcode du type G01 X11.5, elle en déduira qu'il faut envoyer 120 impulsions au moteur X (11.5 - 10 = 1.5 mm de déplacement pour atteindre la position demandée et donc 1.5*80 pas). D'où l'importance de bien renseigner cette valeur de pas/mm. Si l'erreur est minime, il peut aussi s'agir de l'épaisseur de tes cordons qui est mal maîtrisée. Si ton slicer pense faire des cordons de 0.5 mm, il créera des parcours qui longeront les parois de la moité soit 0.25 mm. Si ton cordon fait en définitive 0.4 mm, cela fait un écart de 0.05 mm sur les faces latérales. Là ce sera un réglage d’extrudeur (encore une histoire de pas ) et de flow qu'il faut envisager. En vrai il vaut mieux tout régler. PS je détaille peut-être un peu trop mes explications mais ne connaissant pas tes bases dans le domaine ... -
Bravo, joli résultat et belle peinture
-
Réglage du plateau à l'ancienne!
Peewee en réponse au topic de sigiel dans Discussions sur les imprimantes 3D
@Aquilae c'est ce qu'il faut faire au début pour se rendre compte. Si la buse est trop haute le filament sera posé sans être écrasé et il adhérera mal ou pas du tout. Trop proche , le filament est tellement écrasé qu'il en devient transparent voir l'extrudeur claque car cela revient obturer le conduit de la buse. Comme le pouce sur une bouteille de champagne quand on l'a ouvert trop vite. C'est un réglage à tâtons mais il a le mérite d'être instructif. En principe mieux vaut faire ça avec une petite épaisseur de couche qui est plus sensible au défaut de réglage. Mais avec du 0.2 mm ça se voit déjà très bien. @Avrel va même plus loin, il contrôle l'épaisseur de couche après coup. Sinon @Titi78 a écrit une procédure digne d'un métrologue. Pour le Gcode, je n'ai pas compris ce qui t'embête. Demande et je verrai si je peux t'aider. -
Belle bête, ça donne envie d'aller voir. Même la plus @Marc512 faut changer aussi dans ton profil tu vas faire des envieux avec la max
-
Petite question en passant. J'ai trouvé des infos sur la 5 plus mais pas grand chose sur la 5 max (inconnue sur www.creality3dofficial.com)... C'est quoi la différence ?
-
Je ne vois pas de lien entre les deux avarie même si je demande si le ventilo n'aurait coupé avant. Si c'est le cas le fil peut fondre plus en amont dans la partie qui n'est plus refroidi mais dans ce cas ce n'est pas que la buse qui est bouchée. Pour le test, je n'ai pas de ender mais voilà en vrac ce que j'imagine que j'aurai fait : bouger un peu les fils au niveau des contacts et voir si ça redémarre brancher le ventilo directement sur du 12v par exemple (en tout cas une tension inf ou égale à sa tension nominale) pour voir s'il tourne tester au voltmètre les soudures au niveau du ventilo si accessible (attention elles sont proches et risque de cours jus) pareil au niveau de la carte avec les mêmes risques (j'ai brancherai en fait des câbles dupont pour mesurer à des extrémités de câble éloignées)
-
Il n'est peut-être pas nécessaire de tout démonter. J'imagine qu'il y a des galets sur excentrique au niveau des guidages. Il faut les relâcher un peu et voir ce que ça donne.
-
Réglage du plateau à l'ancienne!
Peewee en réponse au topic de sigiel dans Discussions sur les imprimantes 3D
En fait, quand je dis je ne vois pas, je ne cherche pas vraiment à voir puisqu'il n'y a rien à voir. C'est juste pour inciter à la réflexion mais bon... Sinon merci @divers de te soucier de moi , je te rassure je ne suis pas embrouillé, enfin je crois pas . -
Bonjour, Comme ça je dirais un galet pour le coté point dur cyclique. A+
-
Bonjour, C'est un ventilateur qui doit tourner en permanence par sécurité. S'il ne tourne pas dès le démarrage c'est certainement un faux contact.
-
-
Réglage du plateau à l'ancienne!
Peewee en réponse au topic de sigiel dans Discussions sur les imprimantes 3D
Pardon si je n'étais pas clair. Je fais mon home puis je demande un déplacement pour mettre la buse en z=0.5 et c'est ça que je vérifie avec ma cale. Y'a-t-il bien 0.5 mm entre ma buse et mon plateau aux différents endroits que je veux vérifier ? Une fois bien réglé, je fais les épaisseurs de première couche que je veux. Au passage si ma cale vaut maintenant 0.91 mm je positionne mon z à 0.91mm et je vérifie que c'est bien ce que j'ai et j'ajuste au cas où. Mais je ne vois toujours pas le rapport avec la première épaisseur de couche. Aucun Tolkien, juste de la mesure. -
J'ai lu quelque part que si les drivers chauffaient, ils pouvaient se mettre en sécurité et donc louper des pas moteur. Par contre si le benchy passe cela voudrait dire que les drivers n'ont pas le temps de chauffer alors que sur les grosses pièces ils arrivent à une température maxi.
-
Bonsoir, N'y a-t-il pas inversion du sens ? Pensant aller dans le sens X- et s’arrêter au déclenchement du contacteur, il part en fait vers la droite en attendant un message que jamais il ne reçu. Soit le câblage soit réglage firmware. Pour vérifier cette affirmation il faut lancer un homme x et appuyer manuellement sur le contacteur pour voir si le moteur s’arrête.
-
Bonsoir, Ce qui m'intrigue c'est le décalage entre affichage (3.28 mm) et la distance constatée qui est plus faible. Cela ressemble fortement à un moteur qui a sauté des pas. Et là ça veut dire que sur des impression plus large (extrudeur qui se balade sur une plus grande plage) il doit avoir à forcer plus que pour le benchy plus petit. Comme tu parles aussi de passer à la carte d'origine, je me demande si le réglage des drivers moteur avec la nouvelle carte est bon. Si le moteur Z n'a pas assez de jus, il saute des pas plus facilement.
-
Réglage du plateau à l'ancienne!
Peewee en réponse au topic de sigiel dans Discussions sur les imprimantes 3D
@sigiel, désolé je ne vois toujours pas le rapport entre l'épaisseur de la cale de réglage (ou du papier) et l'épaisseur des couches. Une fois bien réglé, c'est réglé pour toutes les épaisseurs. Par contre il est vrai qu'une petite erreur de réglage se verra plus sur du 0.1 que du 0.2 mm. Et effectivement une correction logicielle à la volée c'est plus souple. -
Renforcer une zone d'impression
Peewee en réponse au topic de Samoht dans Entraide : Questions/Réponses sur l'impression 3D
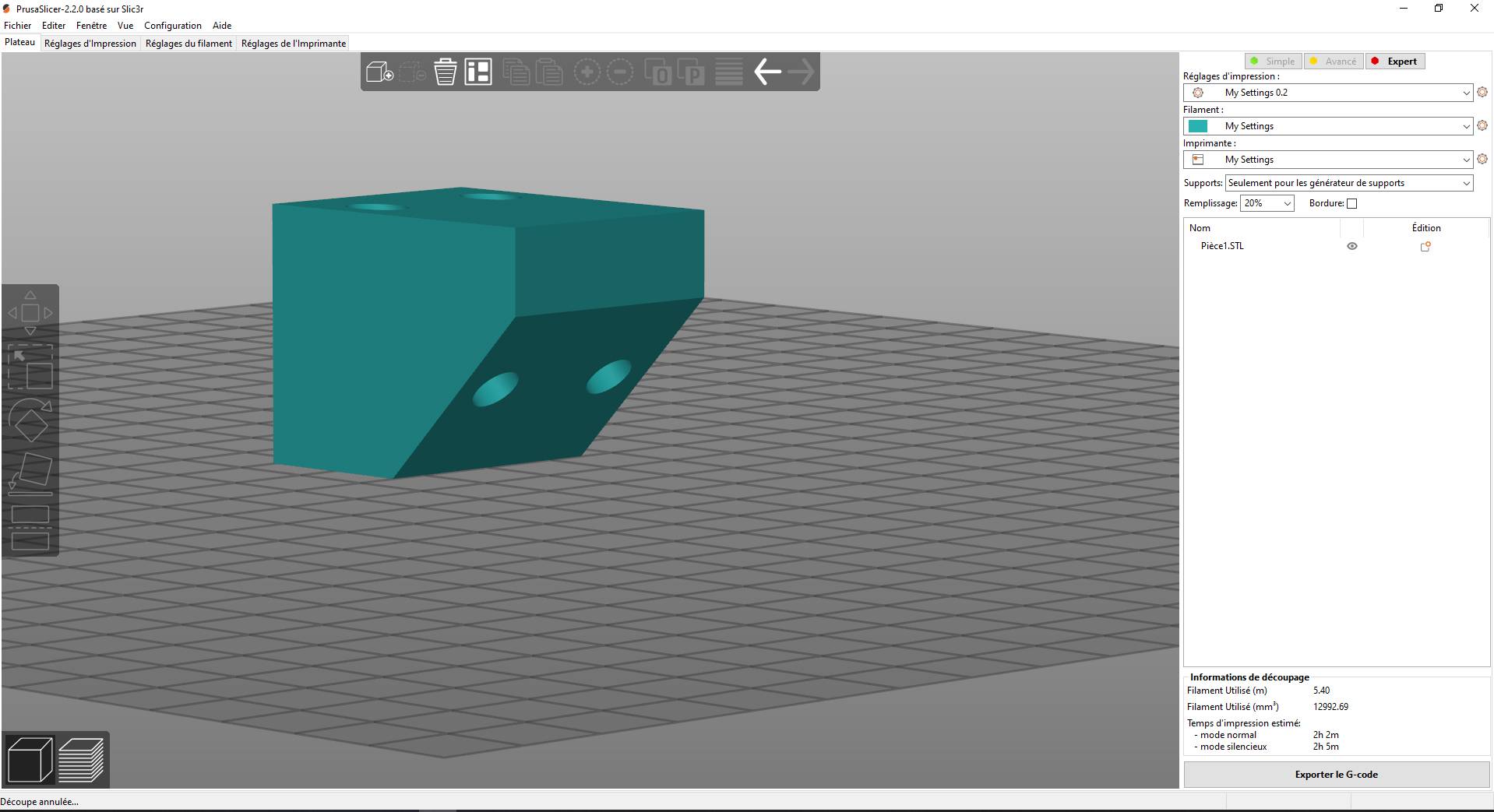
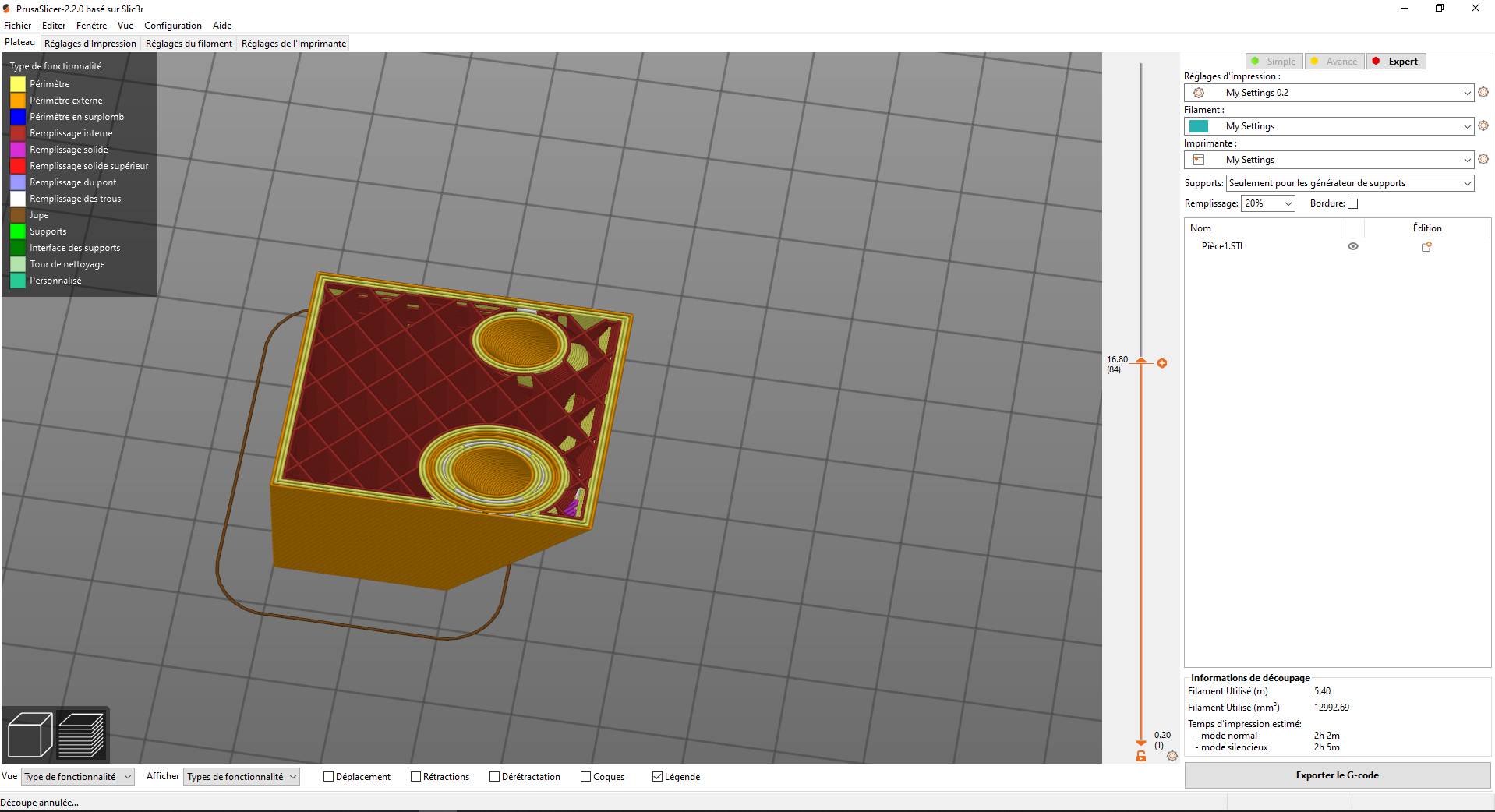
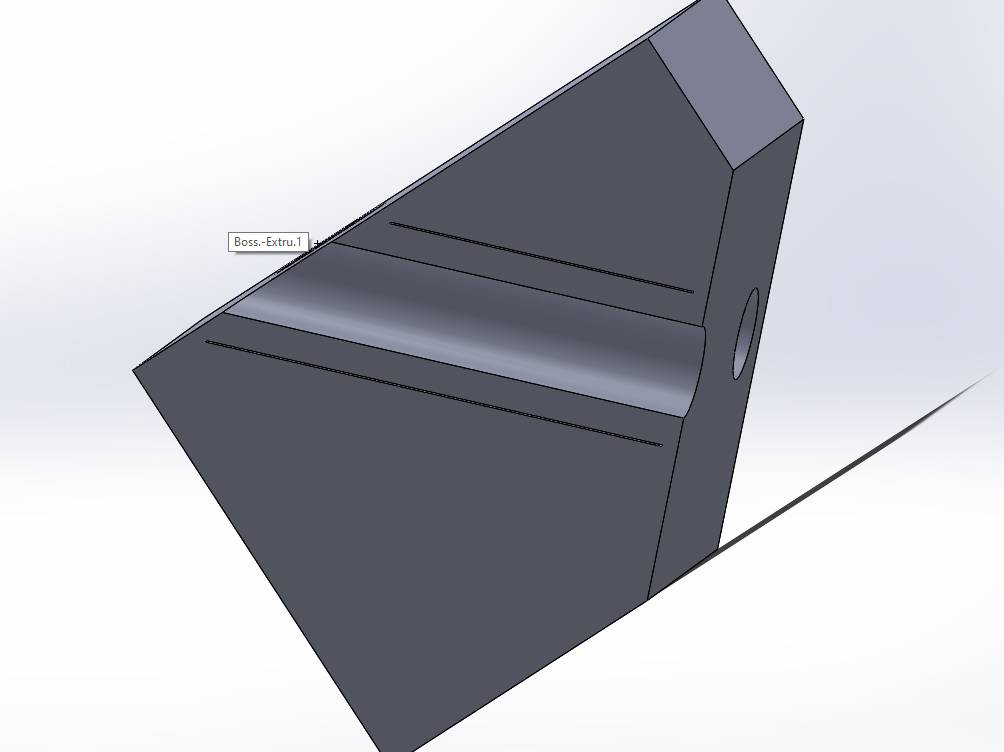
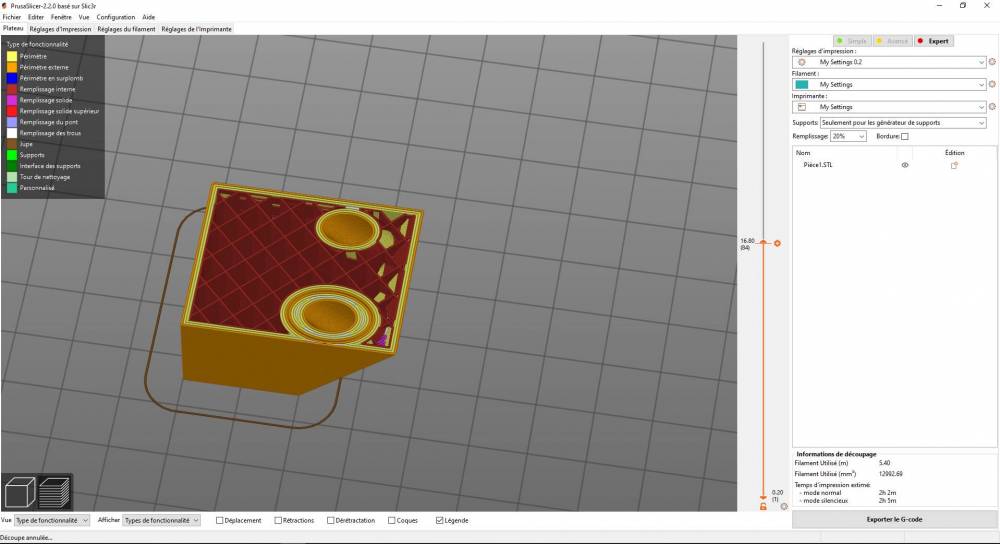
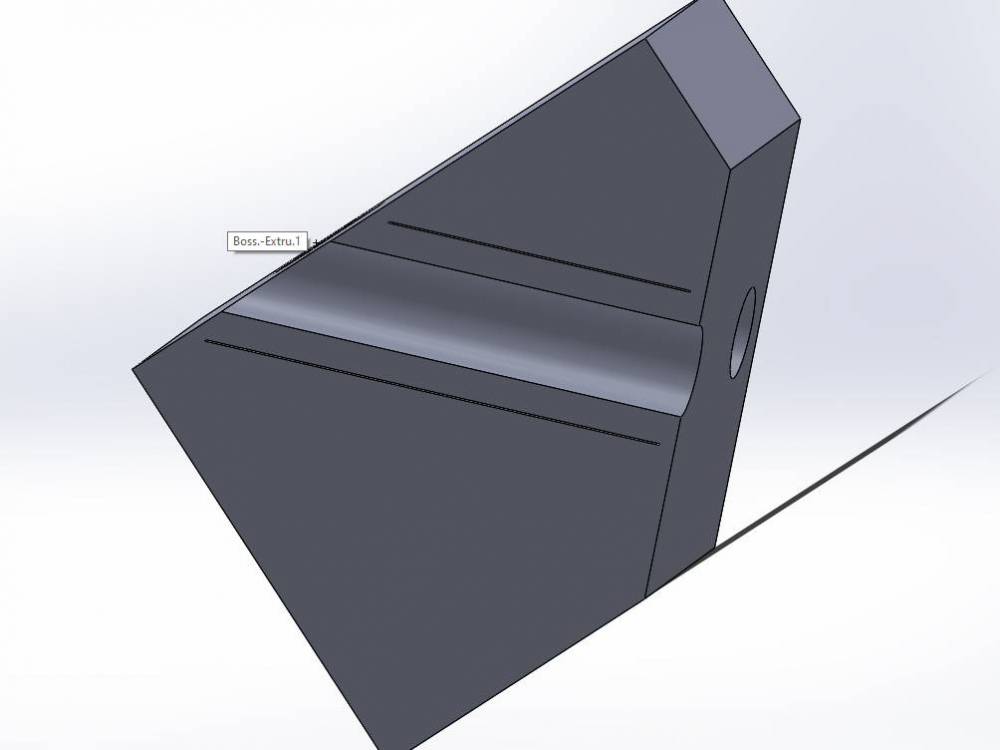
Bonjour, Je pense qu'en trichant on peut en créant un petit vide interne qui fera apparaître des parois internes que le slicer devra entourer aussi de plusieurs périmètres. Par exemple :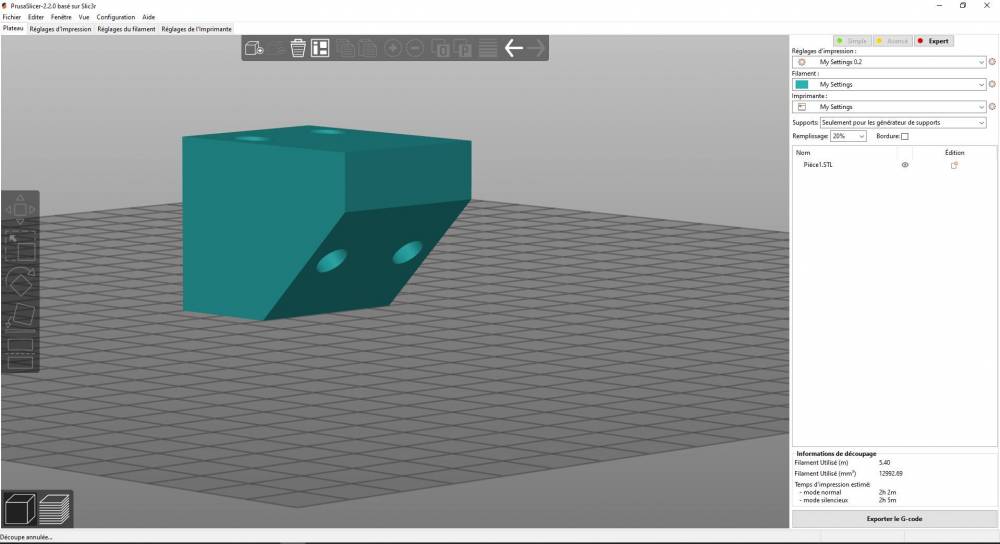
-
Réglage du plateau à l'ancienne!
Peewee en réponse au topic de sigiel dans Discussions sur les imprimantes 3D
Bonjour @sigiel, je ne vois pas le rapport. -
Réglage du plateau à l'ancienne!
Peewee en réponse au topic de sigiel dans Discussions sur les imprimantes 3D
Bonjour @Aquilae, Difficile à dire pour le ressenti exacte avec ta feuille. Le point le plus important pour moi est surtout d'avoir le même ressenti (la m^me accroche). Là, quelle que soit son épaisseur, il y aura la même distance entre la buse et le plateau aux 4 coins. Après soit on connait cette distance imposée par la feuille, disons 0.32 mm et le plus simple est alors de se placer à cette en Z au niveau du point de réglage (style G01 X30 Y30 Z0.32 pour un point de réglage en (30;30)). Dans le cas contraire, le plateau étant toutefois bien parallèle au mouvement horizontaux de la buse, il faut corriger à l’œil et avec la même valeur sur les 4 têtes moletées. Par exemple si la première couche est trop écrasée, il faut resserrer du même petit angle les 4 têtes, puis refaire un essai et recommencer s'il le faut. Ce réglage à l’œil peut sembler peu précis mais honnêtement l’œil est un outil dont on oublie la précision parfois. Ce qui est à observer se trouve par exemple à cette adresse : https://support.dagoma.fr/support/solutions/articles/36000024778-discoeasy200-mon-offset-se-dérègle-la-première-couche-n-est-jamais-la-même- C'est surtout l'image qui compte plus que l'article qui mentionne un problème supplémentaire, la dilatation. -
Réglage du plateau à l'ancienne!
Peewee en réponse au topic de sigiel dans Discussions sur les imprimantes 3D
Bonjour, Je partage l'avis sur la feuille de papier qui oppose une résistance un peu plus prononcée que la cale métal et permet de mieux sentir le début du contact (début dans le sens initiation du contact sans encore pincer) et beaucoup moins cher aussi. Ce qui perturbe c'est éventuellement son épaisseur mal maîtrisée comparé à la cale calibrée. Mais utilisée sur les 4 coins, on est déjà sûr que le plateau sera parallèle aux déplacements X/Y de la buse. Si la première couche est un peu trop écrasée (épaisse), en (des)serrant les 4 vis du même (petit) angle, ça se corrige très vite. Perso j'utilise une cale plastique de 0.5 mm (mesure pied à coulisse) découpée dans un emballage transparent un peu rigide. J'ai aussi utilisé une cale métal mais j'ai l'impression qu'une de ses arrêtes avait marqué (très fine bavure) une de mes buses laiton plus tendre, le plastique c'est plus sûr de mon point de vue. J'ajoute à ça un petit Gcode qui déplace la buse aux dessus des 4 vis à z=0.5 mm et une tempo pour qu'elle y reste 10 secondes le temps d'y faire le réglage de la vis correspondante. Voilou pour le partage -
Délaminage a hauteur fixe
Peewee en réponse au topic de Papa-Sierra dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Est-ce que la tige filetée ne possède pas de point dur où bien une petite cochonnerie bien localisée qui "soulèverait" un peu l'écrou à son passage ? Le système vis écrou possède un peu de jeu axial certes faible mais du même ordre que certaines épaisseurs de couche. Ce jeu n'influe pas en fonctionnement car le poids de l'extrudeur et de son axe pousse toujours vers le bas. Ce jeu est donc toujours rattrapé dans le même sens. Cependant une petite cochonnerie sur le filet de l'ordre de ce jeu ne bloque pas mais peut soulever légèrement l'écrou à son passage. Petite remarque, le jeu vertical entre axe moteur et tige filetée dans l'accouplement me semble nuisible à la précision. Selon le type il peut ressembler à une ressort. Soulever la tige par un ressort c'est se rendre tributaire de l’écrasement de celui ci . Si cet écrasement est constant, pas de soucis, mais le passage d'un point dur écrasera un peu plus le ressort qui se redétendra une fois passé. Mieux vaut que cette tige soit en appui sur quelque chose de rigide axialement, l'axe moteur. Bon ce ne sont que quelques réflexions pour faire avancer le schimli, schimimi ... -
Délaminage a hauteur fixe
Peewee en réponse au topic de Papa-Sierra dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Le décalage vertical de la tige filetée a-t-il était accompagné du même décalage de la couche incriminée ? -
Bonjour, Je peux déjà répondre à une partie : ce n'est pas normal. A priori un des moteurs (à choisir selon l'orientation du petit renard sur le plateau) a sauté bcp de pas. Comme il s'agit de ta première impression, peut-être l'as tu observé un peu longtemps et observé ou entendu quelque chose à ce moment là. Un moteur qui saute des pas ça fait du bruit.
-
Type de buses?
Peewee en réponse au topic de Frédéric Lejeune dans Entraide : Questions/Réponses sur l'impression 3D
Merci du complément @francois_uly, en suivant quelques post du forum j'ai décidé de commander des buses triangle lab. Je n'ai pas encore osé passer au rubis. Mais peut-être un jour. Par contre une chose est sûre en changeant simplement de buse j'observe parfois du changement de résultat par exemple sur le remplissage de la dernière couche. -
Je sais que sous Marlin il y des réglages du type : #define X_MIN_POS 0 qui décale un peu l'origine par rapport à la butée. Mais de là à ce que cette valeur soit non nulle par défaut ... Et puis je ne sais même pas si c'est du Marlin pour les enders.