Altdorf
-
Compteur de contenus
35 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil


Récompenses de Altdorf
")





-

🎁 Concours de Noël 🎅🌲 Gagnez un graveur laser Longer RAY5 ! 🎁
Altdorf en réponse au topic de LesImprimantes3D.fr dans Actualité et nouveautés du forum
Tu rigole mais j'ai une CNC Robodrill (qui doit faire plus d'une tonne) au boulot qui bouge si on laisse les déplacements rapides à fond Bon on ne la retrouve pas à l'autre bout de l'atelier non plus mais quand on pose la main dessus on sent que ça bouge par rapport aux autres machines. -
🎁 Concours de Noël 🎅🌲 Gagnez un graveur laser Longer RAY5 ! 🎁
Altdorf en réponse au topic de LesImprimantes3D.fr dans Actualité et nouveautés du forum
Ah oui ! Belle bête Il va falloir faire de la place... -
🎁 Concours de Noël 🎅🌲 Gagnez un graveur laser Longer RAY5 ! 🎁
Altdorf en réponse au topic de LesImprimantes3D.fr dans Actualité et nouveautés du forum
Bonjour, La première chose que je ferai ce sera de marquer la lame d'un couteau à mon nom si c'est suffisamment puissant pour graver l'inox. Après je ferai de la découpe de bois pour faire des pièces emboitées en déco. -
Bonjour, On dérive pas mal du sujet initial il serait peut-être approprié de créer un nouveau sujet.
-
Bonjour, fran6p a répondu à ma question, il n'y a pas de liste de codes fonctionnant sur Ender je crois.
-
cura G-Code préchauffe
Altdorf en réponse au topic de Altdorf dans Paramétrer et contrôler son imprimante 3D
J'attendais de voire si mon G-Code de démarrage me satisfaisait. C'est le cas, je le poste donc. La consigne du plateau S40 est à adapter selon le matériau le plus utilisé et la machine. ; Ender 3 Custom Start G-code M190 S40 ;Consigne et attente température plateau première couche pour éviter surcharge à froid et suintement M104 S{material_print_temperature_layer_0} ;Consigne température buse première couche M140 S{material_bed_temperature_layer_0} ;Consigne température plateau première couche M190 S{material_bed_temperature_layer_0} ;Consigne et attente température plateau première couche G28 X Y ;Déplacement des axes XY à leurs origines M300 ;Bip, avertissement départ impression imminent M109 S{material_print_temperature_layer_0} ;Consigne et attente température buse première couche G28 Z ;Déplacement de l'axe Z à son origine G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up little to prevent scratching of Heat Bed G1 X0 Y20 Z0.3 F5000.0 ;Move to start position G1 X0 Y200.0 Z0.3 F1500.0 E15 ;Draw the first line G1 X3 Y200.0 Z0.3 F5000.0 ;Move to side a little G1 X3 Y20 Z0.3 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ;Move over to prevent blob squish -
Conseil impression Tour Eiffel
Altdorf en réponse au topic de Altdorf dans Entraide : Questions/Réponses sur l'impression 3D
Super, merci d'avoir pris le temps d'analyser ça. Il me semble avoir eu un avertissement un coup mais je n'ai pas eu le temps de le lire et il ne revient pas, je ne crois pas avoir coché "Ne plus afficher ce message"... Avec Cura, il arrive qu'une couche se retrouve déplacée sur le plateau, c'est bizarre. En recalculant ça corrige le problème. Je vais tester avec un modèle facile à imprimer. Les petites parties ont été grossies : https://www.thingiverse.com/thing:1276837 -
cura G-Code préchauffe
Altdorf en réponse au topic de Altdorf dans Paramétrer et contrôler son imprimante 3D
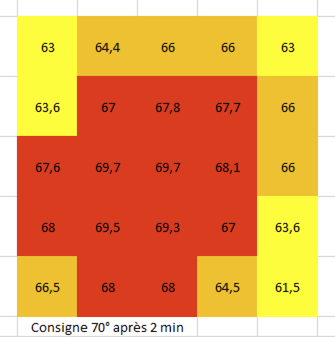
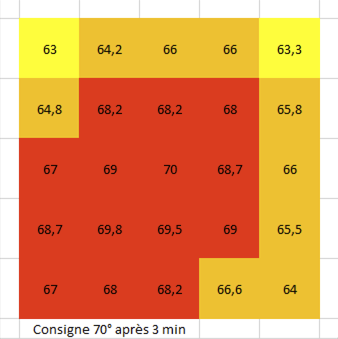
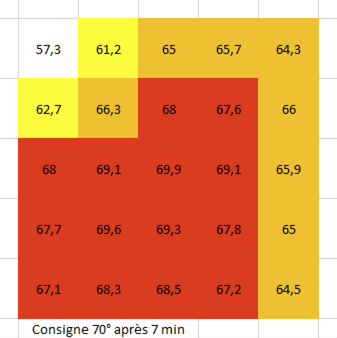
J'ai effectué des mesures de températures sur le plateau en verre avec revêtement d'origine sur la Ender 3 V2. Pour une pièce de 5 cm de côté on peux imprimer directement. Pour une pièce mesurant entre 5 et 13 cm il vaut mieux attendre 2 min après que l'affichage indique qu'il est à température. Pour une pièce plus grosse que 13 cm il vaut mieux attendre 3 min. On ne remarque pas de gros écarts après 3 min. Nous pouvons constater que les zones périphériques sont plus froides de parfois 10°.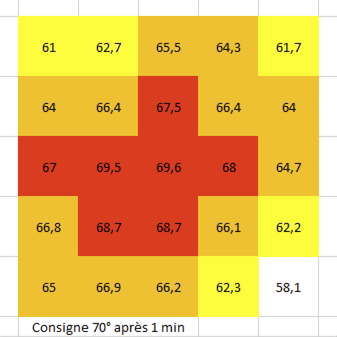
-
Conseil impression Tour Eiffel
Altdorf en réponse au topic de Altdorf dans Entraide : Questions/Réponses sur l'impression 3D
Je suis en train d'imprimer autre chose mais il me semble que le fil sortait bien. Je contrôlerai. Vous voyez la photo là (je l'ai redimensionnée et compressée) ?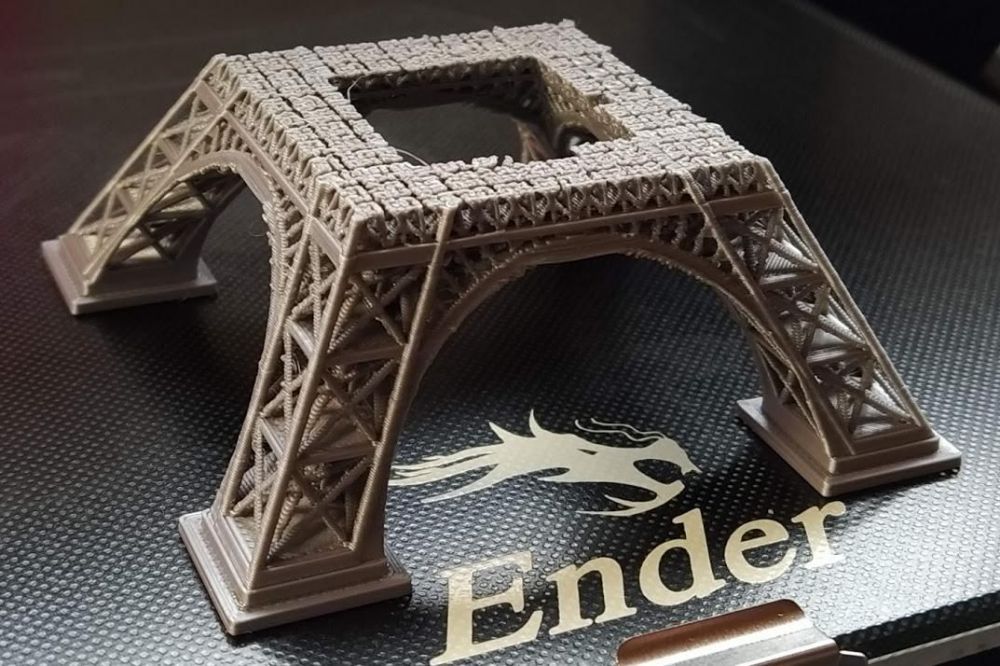
-
Conseil impression Tour Eiffel
Altdorf en réponse au topic de Altdorf dans Entraide : Questions/Réponses sur l'impression 3D
Je n'avais pas vu l'extrudeur devait patiner et une pelote de fil est sortie au niveau de l'extrudeur. Il faut que j'imprime plus chaud ? -
Conseil impression Tour Eiffel
Altdorf en réponse au topic de Altdorf dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour ta réponse, ce n'est pas en porte à faux, c'est entre l'arche à la base et le premier étage. A cet endroit il y a plein de petites structures métalliques mais spécialement en porte à faux. -
Conseil impression Tour Eiffel
Altdorf a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, J'ai imprimé ce modèle cette nuit à 75% de la taille : https://www.thingiverse.com/thing:3219415 J'ai une Creality Ender 3 V2, j'utilise du PLA Eryone Silk Silver à 200°/60° buse de 0.4, qualité 0.2, sans supports, avec des bordures. Tout s'est bien passé au début et ça a foiré ici. J'ai passé le Jerk de 10 à 20 pour les axes XY dans les paramètres de l'imprimante, je me demande si ça vient pas de ça et que l'accroche s'est mal faite lors de l'impression de la multitude de petits rectangles qui vient à la couche suivante. Ce qui est bizarre c'est que ça ait tenu jusque là. Je n'ai pas trouvé de défaut en scrutant les couches à ce niveau dans Cura. Vous en pensez quoi ? Il faut peut-être que je laisse le Jerk à 10 et que je le passe à 20 quand je veux faire des pièces cubiques simples ? Vous pensez que ça peut venir du fait que j'ai imprimé le volume à 75 % ? -
cura G-Code préchauffe
Altdorf en réponse au topic de Altdorf dans Paramétrer et contrôler son imprimante 3D
Ah non! Mon but étant de puis le début de réduire l'attente. Chauffer la buse au plus tard (pour que ça finisse en même temps que le plateau) ne prends pas plus de temps. C'est une remarque très pertinente, ça m'a effleuré l'esprit sans que j’approfondisse la question... à creuser... L'idéale serait d'avoir une caméra thermique pour vérifier quand la température est uniforme. Je vais emprunter un thermomètre infrarouge à mon travail pour voir si j'arrive à faire des mesures. -
cura G-Code préchauffe
Altdorf en réponse au topic de Altdorf dans Paramétrer et contrôler son imprimante 3D
Oui je sais que la buse pompe moins mais c'est pour éviter de pomper à fond sur l'alim à froid car sur un autre forum on m'a dit que ça craignait de chauffer les 2 éléments en même temps. Aussi bien ça ne mettra pas plus de temps comme je veux faire. Bon j'avoue je joue sur les détails je suis un peu perfectionniste. -
Merci. Tiens cette doc me semble plus complète que celle que j'ai Je pense que j'avais bien compris le fonctionnement de Set Home Offsets mais je ne parviens pas à effectuer un décalage. Pas grave, je ne suis pas sur d'en avoir besoin, sauf si ça me permet d'avoir une meilleur première couche.