thot-aime
-
Compteur de contenus
78 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par thot-aime
-
d'où la tour de temperature pour chaque bobine (meme quand c'est la meme couleur) perso j'avais pensé à faire un gcode supplémentaire a la tour avec 4 carré de 1 mm a la suite avec des valeur de dial et flow un quadrant 3x3de variation de : diam (1,70-1,75-1,80) x flow(95-100-105) c'est dans ma todolist... mais je bloque sur les paramètres à entrer pour faire varier le diam de fil entre chaque morceau de gcode. mais le filo3d est a +/- 0,05 donc 1,76 donc c'est OK (+2,85%) (vielle info issue du site filo3d fermé depuis le rapatriement chez dagoma) cad 1,70min et 1,8max... même à 1,78 l'écart n'est que de 1,7%, ce qui, au final, n'est pas énorme. mais la correction du xml est peut être bonne à prendre... après ton PAC n'est pas forcément étalonné, sauf si tu as acheté un mitutoyo avec certificat adhoc ET stabilisation thermique à 20°C du PAC et du fil (12h devrai suffire...) là j'mincline ;-) mais je chipote :-) (j'avoue!) car quand on mesure un écart de 3%max sur un matériau plastique soumis l'absorption d'humidité (qui gonfle donc) et qui se dilate en fonction de la temperature aussi. donc c'est chaud de statuer sur une erreur de ce type... mais c'est intéressant comme sujet, j'essai de faire l'expérience chez moi, bien chaud en cette periode et quand même un peu humide (appartement), comparativement au labo de contrôle qualité de mon boulo après stabilisation (20° et hygrometrie contrôlé, et moyens de mesure certifié) je vous tiens au jus.. filo3d : blanc/noir/orange octofiber : noir 27°C et hygro d'appartement... versus 20°C et stabilisation. (je contrôlerait la diff de mesure de mon PAC entre 27 et 20°C sur une cale étalon, évidement..
-
attention, sur un direct drive le retract est de moins d'un mm. les 4 mm d'origine dagoma tiennent compte je pense de l'élasticité du fil dans le guide de 50cm... le miens fait 35cm donc j'ai réduit. et oui, on est beaucoup à penser que la thermique est responsable... d'où la tour de température pour chaque nouvelle bobine... d'ailleurs ça permet de tester suivant son environnement particulier. (machine/temp ambiante/réglage de la machine ET lot de fil) et on ne change qu'un paramètre. la fin (la température...) et la c'est un test/reglage fiable... mais dans l'ensemble il y a beaucoup trop de facteurs influençant... -T°c de la buse -T°c de la pièce - humidité absorbé par le fil - vitesse du fil/capacité de la buse/viscosité du fil fondu dans la buse. -capacité de la buse (vitesse d'extrusion) (dépendant de l'État de surface, de la réalisation de l'usinage, assemblage dans la cartouche chauffante, de la viscosité du fil fondu) - élasticité du fil (sur Bowden) dépendant de la longueur du guide fil,de l'humidité du fil) - entrainement du fil (dépendant de la puissance du ressort de pression, de la rugosité du pignon d'entrainement, de la tension de surface du fil (donc du taux d'humidité et de la qualité du fil) - de la hauteur de la buse (plus ou moins bouchée pendant l'extrusion sur la première couche) - fiabilité de la température de la buse (dépendant de la qualité du thermocouple, de la régulation et du facteur de compensation appliqué dans le gcode) -inertie thermique de la régulation de la buse (dépendant de la ventilation et de la température ambiante) - j'en oublie sûrement... :-) note : pour bien faire il faudrait faire une tout de température pour chaque profil d'impression (vitesse et remplissage...)
-
avec la bobine... pour qu'ils puissent faire des test dans tes conditions.
-
non, il faut le mesurer et ensuite entrer la valeur dans le wml. si c'est entré 1,75 alors que c'est plus, ça envoie du coup trop de plastique dans la buse et donc ça bourre ça doit dépasser la capacité de la buse..
-
tu devrais envoyer un grand morceau de ton fil à dagoma. qu'ils testent sur leur machine. car j'ose croire qu'ils ont testé l'extrudeur sur une machine avant de te l'envoyer. il est donc fonctionnel. donc après la foultitude d'essais, de tentatives, d'expériences, pour moi le SEUL point commun à tout ça, c'est ton unique bobine d'octofiber jaune... me trompe-je? parce que la, ça devient n'importe quoi... peut être un mauvais lot de fil tout simplement. dernier maigre espoir, suivant hderko12, tu devrais contrôler si tu as bien 0,6 volt sur le potentiomètre de la melzi (a cote du bornier du centre,Le E. (dans la foulée tu peux tous les verifier, ça mange pas de pain d'ailleurs, on sait jamais). et le bouger pour atteindre 0.7 au pire c'est peu être un moteur faiblard.
-
très intéressant. et étonnant que dagoma n'ai pas corrigé dans ce sens... de mon côté ça c'est arrangé, mais si ça recommence avec ma bobine de chromatik je ferai ça.. GG. et en plus c'est facile à faire... pour la chauffe c'est normal et intrinsèque a l'augmentation du courant dans les bobines. j'ai le même problème sur les moteur z (plus petit et alimentés comme les autres donc chauffe plus CQFD) après attention à pas ramolire les pièces en pla de l'extrudeur... pour moi je ventillerai a fond au cas ou... vu la tension des pièces a cause du ressort, c'est chaud... sur les longues impression j'ai un ventillo annexe qui ventile le châssis. et comme mon extrudeur est à côté du moteur x pour moi ça devrait aller.
-
suspens, suspens... j'ai pas vu ou t'avais écrit si ça fonctionne ou pas. :-) on attend la suite... fondu ou pas fondu...
-
ha oui tien, parfait merci du tuyau, je vais attendre la fin des grosses chaleurs et je l'imprimerai (si ça marche) avec 30° dans l'appart... je tente même pas en ce moment
-
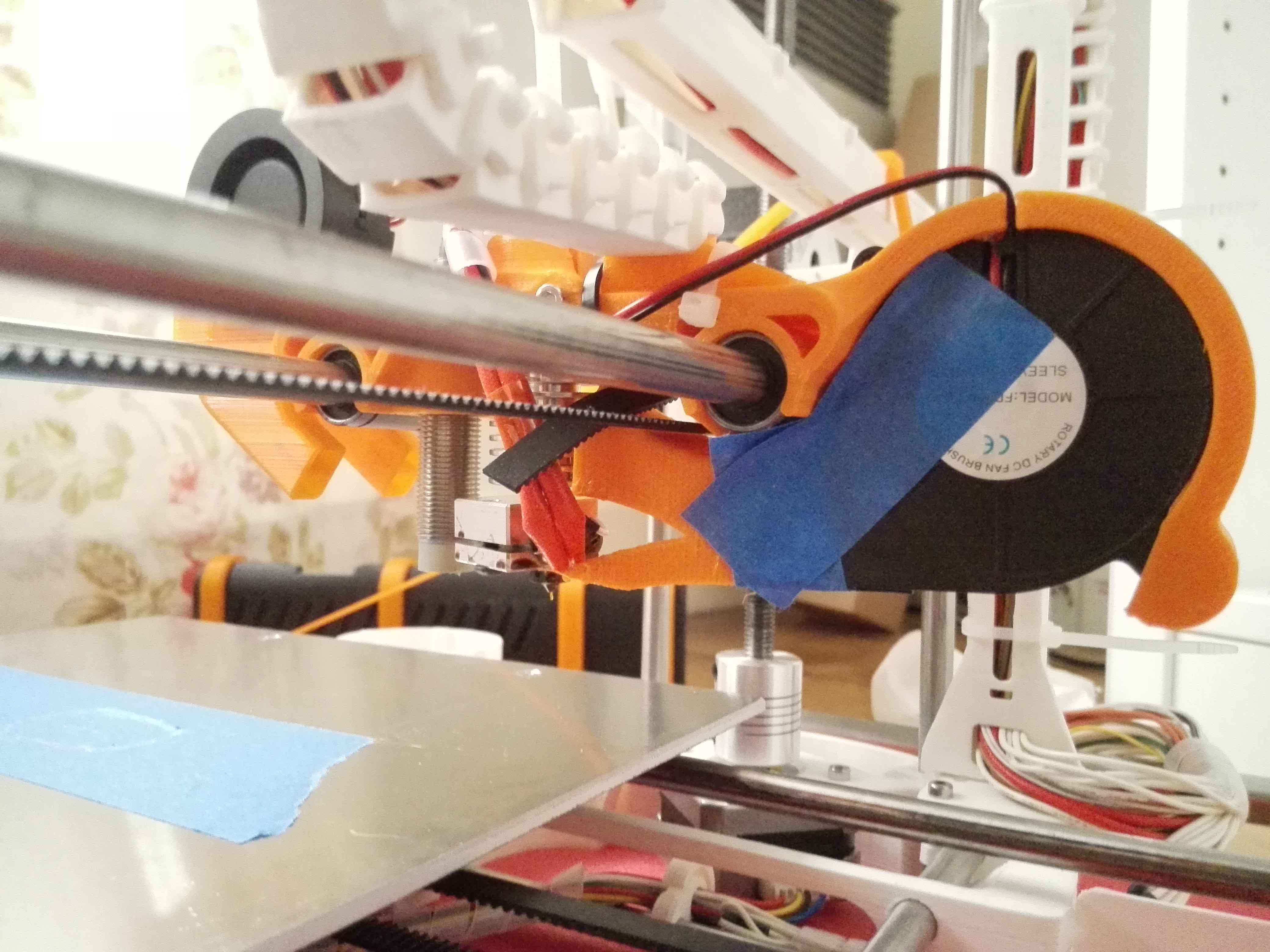
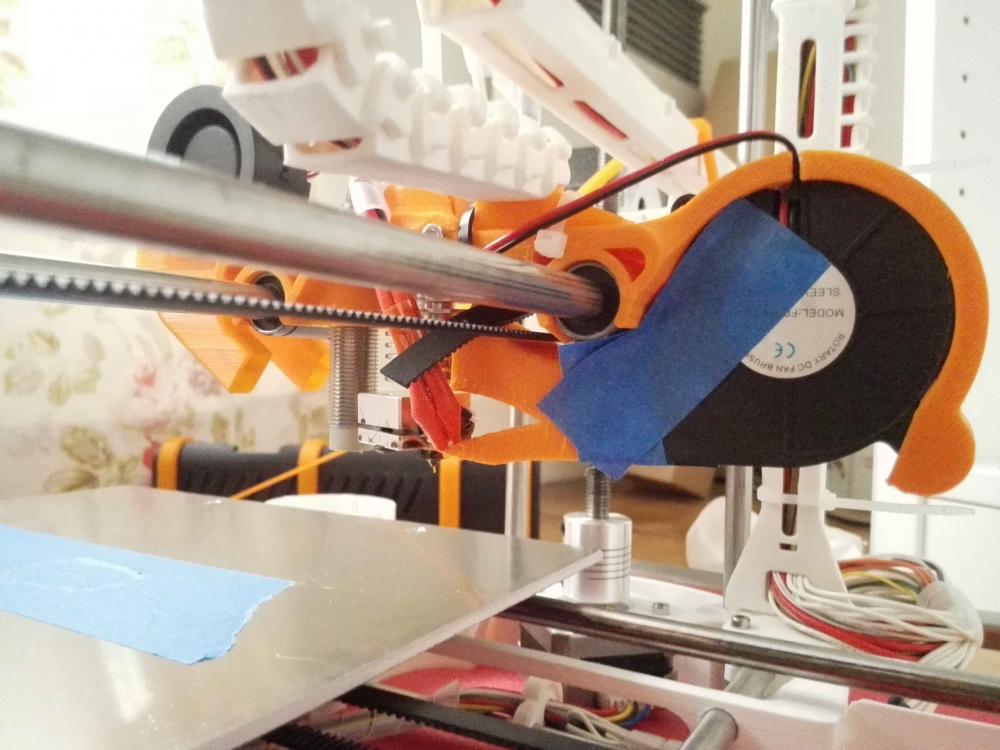
salut, j'avais pas vu la photo sur mon téléphone, ça me fait pensé à un truc simple aussi. a cause du montage de la tête, ils ont du crée un espace entre le ventilateur et le guide. Comme ça chauffé un peu dans le bas de ma coldend, j'ai ajouté le scotch, (vu sur un autre post). j'ai fait une photo pour expliquer, le souffle du ventilo sera plus efficace et la coldend sera plus efficace. (Est-ce que les refroidisseurs du bas sont bien froid?) on a souvent tendance à toucher le haut qui est plus accessible en fait) oui c'est moche, j'ai pas eu le temps de dessiner la pièce had-oc... o.o, ça ne risque pas de résoudre tout les problème mais à ce niveau, on est plus a ça prés. tu devrais quand même essayer une autre bobine quand même (et pas de l'octo) a+
-
10s, on avance... :-) parce que c'est les vacances et qu'il n'y a pas beaucoup de monde de dispo pour le sav. je n'utilise pas de pièces libres. je n'imprime que mes pièces que je dessine moi même, ce qui évite d'avoir des surprises de conception qui font que effectivement, le stl étant foireux, certain slicer galere, laisse passer et ensuite ça déconne. j'ai déjà essayé et c'est foireux une fois sur deux. et puis je suis un puriste lego, moi monsieur! imprimer des pièces custom c'est de la triche... tu pourrais faire une ou deux photos de ta tête d'impression pour voir. (nettes)
-
ha oui, moi je suis fair-play car je l'ai assemblée moi-même ,alors bon, je leur laisse le bénéfice du doute... mais là... tu aurais du l'acheter en septembre, ils auraient sans doute été plus réactifs. (c'est bon à savoir)
-
perso je n'utilise pas la méthode de dagoma car sur une buse chaude mettre le fil en premier c'est pas top pour moi, je retire le fil pour le laisser à fleur du tube, j'enfonce le tube ET ensuite je déverrouille l'extrudeur et pousse le fil jusqu’à ce que le fil fondu sorte, avant de démarrer je relâche une dernière fois l'extrudeur afin de libérer la pression du fil dans la tête pour ne pas avoir de bavure lors d' autobedlevelling. cette méthode évite de créer un bourrelet en début de tube ptfe au montage. c'est normal que ça ne change rien car je n'ai pas changer les caractéristique du mode octofiber par rapport à l'original (moi cest Filo3d), et au début il n'y a pas de retract je pense. sinon une decalibration du step/mm de l'extrudeur, faut voir, réduit le flow à 80% dans ton cas il faut explorer les solutions extrêmes pour en dégager une nouvelle piste. sinon essai avec le mode filo3D orange et le filo3D blanc. "si t'as pas trouvé c'est que t'as pas cherché assez loin" petit point technique. mais une chose est certaine, scientifiquement parlant quand on expérimente on essai de figer le maximum de paramètres, faire des test avec un logiciel X (prontface, que je ne connais pas) ensuite faire des tests manuels, pour finir par lancer un programme autonome Y (impression) de mon point de vue ce n'est pas forcement des conditions idéales d’expérimentation. je sais que ça risque de te décourager mais fixe toi une méthode (CDB ou Cura) et test, mais pour moi tester des choses dans des conditions variables, autant ne pas faire de test. pour ma part et mes test je me suis fixé comme moyens uniquement CDB : modification du XML au coup par coup sur la même pièce si possible. petit exemple sur un point très sensible, le flow. dans le cas de cura le paramètre de flow n'est pas en dur il est recrée dans le gcode par la consigne E(extrudeur) de chaque ligne G1 qui assigne une longueur de fil à chaque mouvement. donc si par exemple ton step/mm est décalé (comme souvent du fait de la pénétration variable (ressort) du pignon dans le fil qui réduit le diamètre moyen d’engrènement) le test (que je n'ai jamais fait pour ma part) qui consiste à recalibrer l'extrudeur en faisant avec prontface sortir 10cm et mesurer pourrai peut être t'aider. sinon on a peu être des habitués de l'octofiber dans l'assistance?
-
rien ne sort, ça c'est pas courant quand même. dans CDB passe l'offset première couche à 1mm pour voir, (buse en l'air, si ça sort c'est que ta buse est plaqué trop bas sur le plateau et donc qu'elle est bouchée par le plateau. essai par exemple de lancer une impression SANS fil (juste les 30 première secondes, si il y a une trace de buse sur le scotch c'est que c'est trop bas) (j'ai eu le cas après le montage de mon ventilateur frontal qui est clippé sur le capteur inductif, je l'ai fait pivoté et donc remonté, ce qui m'a décalé de qq 1/10 la hauteur de la buse suite à l'autobedlevelling. et ma buse raclais sur le plateau, j'ai du corriger l'offset en attendant de repositionner correctement le capteur) le delta vertical entre la cote de détection du capteur (donnée constructeur) et le bout de la buse soit être entrée quelque part dans le marlin par dagoma (montage mécanique) donc je pense que ça à une incidence quand on bouge le capteur. Quelqu'un peut-il me confirmer cela? merci a+ vyt est sur la même piste... ^^'
-
humm ? dis moi, quelle gueule à ta première couche? (elle est transparente et difficile à retirer du scotch?) petite manip de verif : lance l'impression, ça claque au démarrage pour la première couche, soulève légèrement le coté droit du chariot (avec la tête) pour monter la tête exagérément par rapport au plateau. et attend, ce devrait normalement ne plus claquer vu que c'est dans le vide. si c'est le cas, c'est ton offset de premier couche qui est trop bas. (passe à -0.5 et teste en diminuant de 0.1 à chaque fois (moi c'est -0.2). sinon check list : - le tube ptfe est-il bien coupé net? - est-il bien enfoncé dans le raccord (tire la partie plastique vers le haut en tenant le tube ptfe vers le bas) quand tu tire sur le tube il ne doit pas y avoir de jeu - je nettoie la buse à chaque impression (tuto de dagoma avec des bout de fil directement dans la buse) - je ne ventile pas trop la zone de l'imprimante au démarrage, j'ai remarqué que la buse n’était pas forcement chaude dans des conditions optimale au départ des impressions, mais chauffe trop ensuite sur des pièces longues (d’où le ventilo additionnel - tu peux mettre un ventilo de maison directement en face de la machine déjà, cette semaine) - as tu fait une tour de température pour ta bobine (on est sur des matériaux et process soumis à aléas et beaucoup de variabilité au niveau des condition (machine) et matière (fil). sinon j'ai commencé par faire des carré de 10x10x1mm (1min d'impression) et je changais la T°C à chaque fois, je pense que tu peux monter à l'aise jusqu’à 220°) - bonne idée de repartir sur CBD, avec mon XML "brut" ça doit forcement passer sinon tu prend le paramètre filo-3d orange (218° et 102% de flow) sinon tu modifie avec notepad la ligne <filament-flow> et tu diminue de 2% a chaque fois sur la partie PLA Octofiber. -méfie toi des température, elle sont modifiée selon la vitesse (ep. des couches) d'impression, plus c'est rapide plus c'est chaud (delta de 25° parfois) pour fluidifier le plastique lors des vitesse élevée.
-
iiiiiiiiil est des noooootre, il va péter son câble comme les auuuutres... bienvenue dans la team dagoma!! (Team warriors qui lâche rien) mais c'est formateur, j'ai une imprimante que depuis 3 mois... (merci à tous pour la lecture de ce post inutile à la résolution du problème en cours.)
-
attention, je n'utilise jusqu'à présent QUE du filo3d (blanc, orange et noir) ces réglages n'ont pas subi d'essai sur d'autre matières de plus ma disco travail au sol (pas de caisson) dans une pièce de 6m2 a 22-25°C en ce moment. j'ai ajouté un ventillo radial 40mm à l'avant (et ça claque si je l'active des le debut, a froid) donc je ne le branche qu'a mi parcours sur les longues pièces en rapides (la pièce chauffe en fait). j'ai aussi remarqué qu'a la longue du débobinage, le fil a tendance a se vriller un tour pour deux tour de bobine, donc je passe régulièrement pour le "devriller" a la longue je fil vrille dans l'extrudeur et mécaniquement c'est pas bon je pense car a l'endroit de la zone fondu et non fondu le fil encore solide doit tourner dans la hotend et donc générer des blocages.. (mais je pense que ça viens des bobine cartons et de la méthode d'enroullage des bobines chez dagoma...) a surveiller.
-
Salut kitekat : oui c'est ça si ta pièce est une plaque avec 3 piliers, il fera minimum 2 retract par couche (dans les faits c'est plus car il commence par les contours et ensuite rempli, mais ps de façon optimisé généralement donc ça fait bien plus au final) Oracid : voila mon XML c'est plus simple. La base de ce XML viens du SAV de dagoma. je le change quasi tout les jours pour l'optimiser. (notamment les mode structurel) tu sauv l'ancien ailleurs (au cas ou) et tu remplace dans le chemin : C:\Program Files (x86)\Cura-by-Dagoma\resources\XML CBD a cet avantage d'être simple d'utilisation et les paramètres sont dans le XML (une fois modifié ça bouge plus). je n'ai pas modifié la vitesse, je n'en suis pas encore arrivé à toucher à ce paramètre, je suis encore en recherche du hop -saut verticale- lors des saut en G0 sinon c'est 50mm/s Définition de la rétraction et de la première couche ;_______________________________________________________________________________________________________________________________________________________ <Config_Adv> <retraction_speed>50</retraction_speed> <retraction_amount>2</retraction_amount> <bottom_thickness>0.26</bottom_thickness> <layer0_width_factor>100</layer0_width_factor> <object_sink>0</object_sink> <cool_min_layer_time>8</cool_min_layer_time> <fan_enabled>True</fan_enabled> </Config_Adv> petit truc en plus, pour le filo3d orange qui est translucide au lieu du beau orange des pièces de la dago, c'est l'ép. des paroi qui est trop faible, une pièce creuse en 1.2mm d'ép. redeviens opaque... xml_config.xml
-
quand tu imprime deux pièces séparé la buse arrêté de sortir du plastique quand elle saute d'une pièce a l'autre (ou d'une zone a l'autre). donc l'imprimante tire en arrière le fil de 4mm (standard dagoma) c'est le retract : action de retirer le fil pour que ça ne sorte plus. dans le XML tu peux configurer la longueur et la vitesse. en plus tu peux regler aussi une cote de remonter pour ne pas faire trainer la buse chaude la surface fraichement imprimé et laisser une belle trace perpendiculaire (généralement) a la fin. dans le cas d'un grand retract (4mm) alors que la spécification de la buse conseil max 3... la partie fondue du fil peut remonter dans la cold-end et faire un bourrelet et se coincé dans l'interstice laissé par le raccord pneumatique entre la buse et le tube ptfe lors de la traction du fil (qui entraine le guide ptfe donc).
-
hello, je suis dubitatif. lisse ou pas, la force de poussée du ressort sur le galet qui plaque le fil contre le pignon d'entrainement, marque "profondément" le filament, l'etat de surface du filament d'avant l'extrudeur ne rentre pas en compte à ce niveau. De mon point de vue : et après 1,5 mois de galère..:( du fait du ralentissement (perte de charge) du fil dans la buse a cause d'une vitesse trop rapide ou d'un bouchage... c'est un phénomène de stick-slip (Google est votre ami) qui produit ce claquement. le fil est bloqué ailleurs (la tête, au hasard ) ou ralenti par rapport a la vitesse de l'extrudeur et le fil se comprime dans le tube ptfe jusqu'à atteindre la limite de coef de friction de l'entrainement du pignon contre le ressort de pression. le fil recule et le pignon continuant de tourner recommence a augmenter la tension dans le guide ptfe, et ainsi de suite. ceci ne résolvant pas la problème, j'entends bien .. le phénomène (perte de charge) est très dépendant aussi de la pièce et l'environnement (T°C ambiante,vitesse, fréquence et nombre des retracts, mauvaise qualité de la cold-end ou de la hot-end) dans mes conditions n'importe quelle pièce inférieure a 20min ne posait pas de problème, une pièce avec retract de 30min claquais, une pièce sans retract de 3h fonctionnait nickel. certaine config de finition claquais (rapide, lent) mais ça c'était avant.. comme dit dans d'autre sujets, de mon côté j'ai réduit le retract (2mm) et augmenté la T°C tout en ne dépassant pas les 100mm/s. jusqu'ici tout va bien (filo3d). je crains le pire quand je passerai sur le chromatik.. wait & see. pour info les buses sont "généralement" vendue avec une caractéristique de vitesse max (liée à la perte de charge et à la viscosité minimum du fil fondu), pour les fil aussi d'ailleurs. jdcjdr ;-) astalavistabyebye!
-
moi je nettoie avant chaque impression... et depuis longtemps... pas toi?
-
je pense que la descente en température est plus lente que la montée. si ça monte et que la tête doit refroidir vite, c'est risqué. quelques fois, le ventilo de la tête s'emballe sur la mienne, sûrement un échauffement trop important qui régule en descente mais la dissipation thermique est lente donc ça bloque... une fois j'ai mis un ventillo (de maison) devant l'imprimante (au sol), ça a aidé et le ventillo a cessé de faire du bruit. peut être aussi une piste.
-
je suis preneur pour te la racheter pour pièce..
-
je vois, mais je ne suis pas dans cette config du coup car je dessine mes pièces moi même et elle sont systématiquement creuse (0%) mais je la dessine de manière à positionner les renforts ou je le souhaite et je joue sur l'ep. des parois. Je pense que si j'imprime mes pièces sans support (le cas général) et vide, je ne claque plus. mais ça veux dire que je suis quand même limité à des pièces de 3h, ce qui est critique et donc un plateau de 200x200x200 est inutile car je ne peux pas l'exploiter totalement. pas glop! la pièce qui à re-claqué (4h) faisait 190x80x12... (c’était une coque)
-
oui je sais, j'ai rien contre payer le juste prix français (taxes,impôts, TVA, csg, rds, taxe carbone et eco participation, j'mengage même a porter a la déchèterie dans des sacs séparé triés par couleur mes chutes et fe-support, mais faut pas non plus exagérer.. ils margent bien je pense) c'était mon 1/4 d'heure CGT. merci. sur ce, bonne nuit. (et 1 page de HS, désolé, je valide l'effacage, mosieu l'modo)
-
Rahhh les... b.. Malins.. bon bah j'aurais pas de scrupule a changer du coup... et du coup sans bobine c'est moins cher? car le filo 3d est pas donné non plus... on le trouve où?