MrMagounet
-
Compteur de contenus
9 857 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
52











Récompenses de MrMagounet
")





-

imprimante 3D SLA pour réaliser des petits moules à silicone.
MrMagounet en réponse au topic de tortuegéniale dans Bien choisir son imprimante 3D
Salut @tortuegéniale perso je ne connais pas bien les principe du moulage et autre donc je ne saurais te dire ce qui est le plus adapter. Pour ce qui est etape de surface lisse touts imprimantes SLA et MSLA récente d'au moins 4k franchement on un rendu de surface souvent largement suffisant. Ce que je peux te dire c'est que si tu es dans un garage en effet l'hiver il est préférable d'avoir une machine intégrant une chauffe dans mon cas sur la Saturn 4 j'ai modéliser un support pour une PTC de 70w controler par un boitier externe qui inclus une alim et un controleur sa fait bien le taf pour 35€ de matos et un peu de modésilation et bricolage, mais il y a des machine qui intègre des bac chauffé en effet. Pour le Capot bien filtrant les UV c'est plus dur, Elegoo et Anycubic ont des capot assez décevant sur les machines actuels, après tu peux aussi te tourné vers de la bonne occasion comme par exemple un uniformation GK3 vendu ici par le copain Thierry. Cette machine a une bonne filtration et une ecran chauffant, le plus absolue pour moi un capot a charniere. Pour tes moules en silicone regarde du côté des résine dites castable elles sont a base cire et fonde rapidement a la chauleur ce qui permet de concevoir des moules détaillés que l'on vide facilement ou que l'on peux remplir de matériaux chaud qui evacue cette cire, mais c'est pas dit que ce soit utile dans ton cas. -
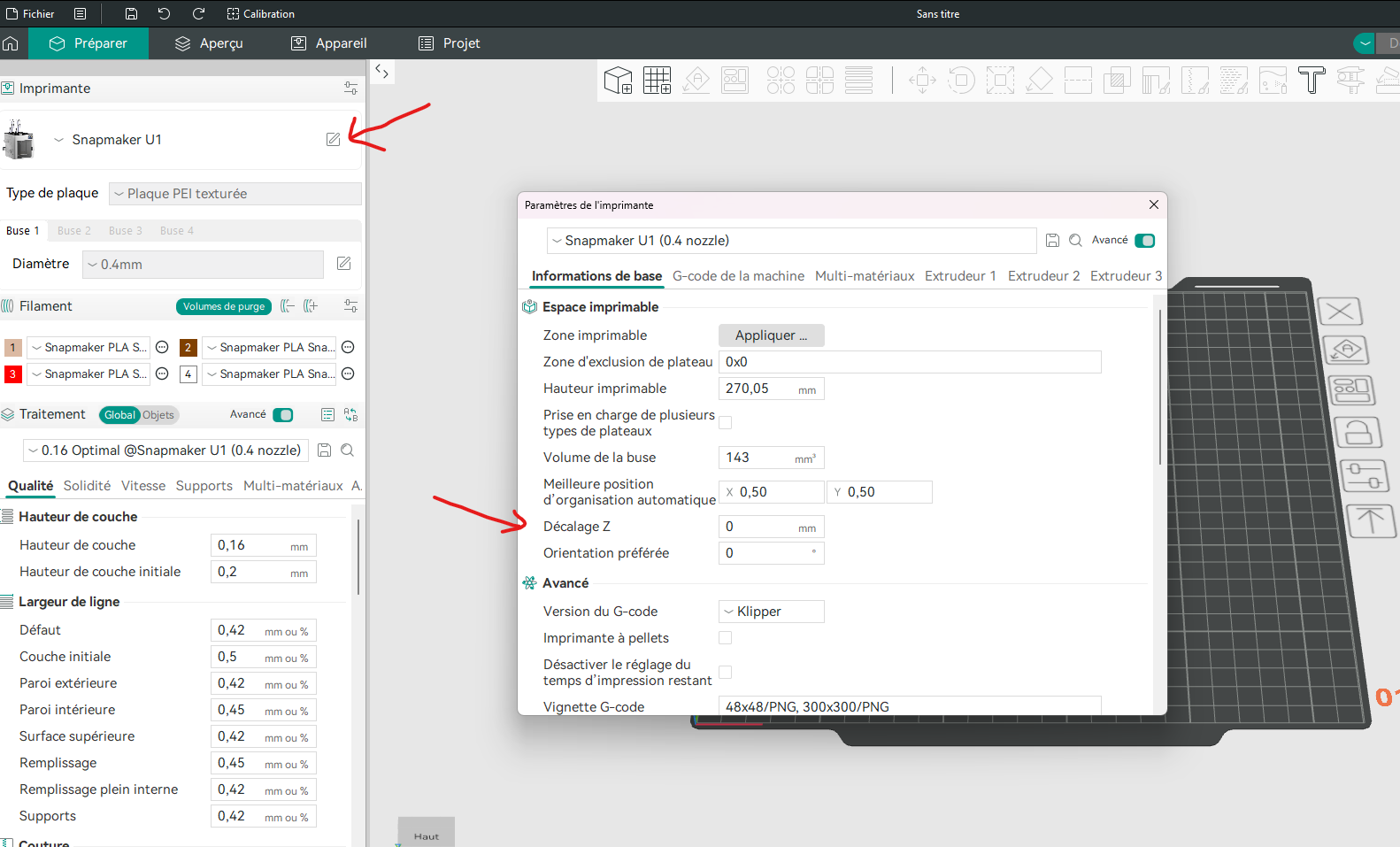
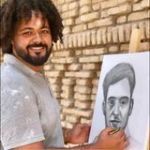
Alors c'est assez simple, sur tous les slicer Orca Bambustudio ou dérivé fork comme Snorca tu as ici le champs Décalage Z Si tu met de dans -0.005 par exemple il viendra descendre ta première couche de -0.005mm par rapport a Z offset de ta machine, et bien sur toutes les couches suivantes seront aussi descendu de -0.005mm pour que cela reste parfaitement cohérent sur l'ensemble de l'impression. C'est une méthode rapide simple pour ajuster ta première couche sans avoir a revoir manuellement ton Z-offset sous Fluidd et de sauvegarder la valeur pour qu'elle reste en mémoire, et a avoir a intégré un ajuster dans ton start Gcode qui souvent est executé par une macro dans ton printer.cfg. C'est donc plus simple et éfficace et a la porté de tous sans bidouille
-
Pour le fichier printer.cfg de la U1 non pour le moment je me suis pas mis dessus a l'étudié j'avais pas assez de temps en ce moment pour m'y mettre vraimeent je m'y attaquerais a partir d'avril j'aurais un peu plus de temps de dispo. Par contre tu peux ajuster ta valeur de Z-Offset sur Snorca ou Orca, tu peux ajouter un valeur aditionnel a ton Z-offset dans les parametrages machine. Pour ce qui est de ton expérience avec une bobine de filament Silk, perso sur la U1 j'ai enchainé envirions 150h d'impression de pièce en filament Silk de Marque Ziro et Kexcelled et un peu de Silk Eryone en parallèle, j'ai pas eu un seule soucis d'adhérence au PEI texturé. Comme la dit @loick2000 il est pas impossible d'avoir une bobine avec un additif mal dosé qui pose souci, d'expérience j'ai déjà eu un déconvenue avec 2 bobine Sunlu Silk en Gold & Silver l'adhésion intercouche etait totalement pourrie quand j'imprimais j'avais une impression propre en apparence pas de sous extrusion ni rien mais juste a retirer l'impression du plateau suffisant a briser l'impression comme si les couches de filament etait a peine tenue par de la colle UHU . J'avais testé sur plusieurs machines et plusieurs parametres toujours pareil un vraie cata ce filament. Perso j'ai souvent rencontré des comportements différents sur une même gamme de filament Sunlu d'un batch a l'autre, c'est pour cela que j'ai utilise presque plus perso.
-
nouvelle recherche d'imprimante.
MrMagounet en réponse au topic de Lubox40 dans Bien choisir son imprimante 3D
@Lubox40 ravis de voir qu'elle te plait cette machine -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
MrMagounet en réponse au topic de MrMagounet dans Artillery
@babz Sa vient pas de carte mère déjà c'est une bonne news, donc oui les pistes probables carte de la hotend ou la nappe qui va a la tête. -
Mon Projet d'imprimante The100
MrMagounet en réponse au topic de MrMagounet dans Le coin des Cubiques
Dans le cas de l'orbiter il reste très leger et le moteur Nema 14 moons est l'un des plus léger, mais faudrait faire des test. Je ferais possiblement une version bowden en debut et voir si je fait pas des proto DD en parallele. -
Tiens généralement pour le l'impression dentaire on par toujours sur le l'impression SLA / MSLA (de la résine quoi), en effet peux tu nous donner plus d'infos sur les condition du thermoformage cela permettra de comprend quels filament sera necessaire et donc quelques type de machine.
-
Aide choix imprimante capable impression continue Flex
MrMagounet en réponse au topic de ASP68 dans Bien choisir son imprimante 3D
Perso Il m'est en effet aussi arrive d'avoir un bed trop petit pour certaines impression rare et spécifique même avec ma K2 Plus et ces 350x350 après y a des soft comme Split3r et luban pour sont pratique pour la découpe de gros projet parfois . (Perso j'ai la chance d'avoir eu un licence a vie de Split3r) -
Choix d'une nouvelle imprimante 3d "filaments techniques"
MrMagounet en réponse au topic de Ptilou dans Bien choisir son imprimante 3D
tu nous fera ton petit retour -
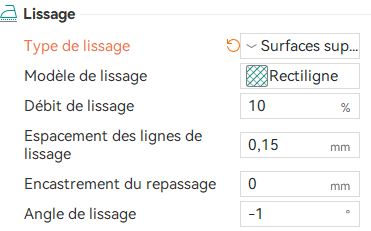
Sur la U1 non j'ai jamais fait de lissage dessus mais sur d'autre machine j'ai eu des résultat parfois cauchemardesque quand mal ajuster. Sur Orca tu n'ajuste pas la hauteur de lissage il faut donc essayé de joué sur le débit de lissage si tu as des zone non lissé ou ou rugueuse essaie de l'augmenter tu peux tenter aussi de passer d'un motif de lissage rectiligne a zigzag parfois.
-
Choix d'une nouvelle imprimante 3d "filaments techniques"
MrMagounet en réponse au topic de Ptilou dans Bien choisir son imprimante 3D
@Ptilou de ce que je sais les soucis expliqué par la cave au chat sur les défaut de jeunesse ont tous été corriger en soit par Qidi. La K2 Plus et la Qidi on tous un port USB qui permet de lancer manuellement ces fichiers slicer, la K2 Plus permet d'ailleurs par l'utilisation de cette USB de faire les MaJ en Offline, pour la Qidi sa je ne saurais te le dire mais je pense qui c'est aussi le cas. ABS, ASA, PA, PC et version chargé pas de soucis sur la K2 Plus et la Plus 4, la K2 Plus permet un accès ultra rapide et demontage de l'extrudeur si besoin, par contre pour tout ce qui est TPU la K2 Plus est capricieuse a cause du cheminement du filament le mieux restant de retirer le capot du dessus et alimenté en direct la tête en filament TPU, pour la Qidi je ne saurais te dire. Pour la K2 Plus perso y a 3 choses que j'ai réaliser : une modification du bout chemin de câble fixer sur la tête pour apporter une courbure au PTFE meilleur et obtenir un meilleur maintient de ce dernier. l'ajout d'un riser sur le dessus qui evite au PTFE de froter et taper sur la vitre du dessus. et l'ajout de filtre Hepa12 devant les éléments de filtration filtre a charbon dans la machine. Pour avoir les bobine par le dessus ces possibles mais demandera une adaptation un PTFE avec un courbure adapter pour aller jusque l'entre du filament. Pour Simplify 3D y devrait toujours être possible de créer un manuellement les profiles des machines mais la je peux pas t'aider ce doit être le seule trancheur FDM que j'ai jamais utilisé. -
Perso j'utilise rarement le lissage et je crois pas l'avoir utiliser sur la U1, mais sur tes images on vois que le lissage semble présent sur les angles mais pas sur les centre des axes X et Y comme si la buse etait plus haute que sur le reste de l'impression, j'esserais d'ajuster les paramètres de lissage de baisse d'un cheveux la buse lors du lissage pour voir mais pas trop sinon tu aura des sillons
-
Mon Projet d'imprimante The100
MrMagounet en réponse au topic de MrMagounet dans Le coin des Cubiques
@Nossolov je te dirais ce que j'en serait au test mais c'est pas encore pour demain hein , j'ai vue sur cults tes modif pour tes T100 pas mal de recup mais bien pensé la prochaine fois que j'ai un PC qui par a la benne si l'alim fait au moins 350w je penserais a la gardé. La aujourd'hui je réfléchissait a la tête d'impression soit je laisse en Bowden avec la tête de Matt j'ai juste a modéliser un support pour Orbiter en bowden ce sera facile soit j'ai vue une chose qui m'a interpeller en Direct Drive sauf que que ici lui semble utiliser un 4010 turbine et j'ai de gros doute sur l'efficacité en ventilation je partirais plus sur un 5015 moi dans ce cas. -
Nouvelle FlashForge en approche : la Creator 5 Pro (C5)
MrMagounet en réponse au topic de MrMagounet dans FlashForge
@medmed oui mon copain thierry nous a mis une petite vidéo qui me fait salivé , je trouve aussi que le placement des tête permet une alimentation plus simple via dryer et le fait de proposer un dryer 4 bobines 2 zone c'est très bien et mieux que le système proposer par Snapmaker, c'est pour cela que j'ai choisi de partir sur une chitu E1 perso et pas leur dryer de chez polymaker. Perso la même mais avec 6 à 8 têtes INDX (car plus compact et le volume de la U1) serait parfaite mais déjà si ce qui est annoncé est bien la et bien fait la U1 a une sacré concurrente qui arrive. -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
MrMagounet en réponse au topic de MrMagounet dans Artillery
si la thermistor est bonne tu peux le savoir déjà avec ohm mètre tu dois avoir 100k a environs 28°c, vue que tu dis avoir tester plusieurs le soucis est pas lié a cela ce qui implique que soit tu la carte de tête qui a eux un court circuit et un composant a cramer qui gère le passage de la lecture de la sonde soit la carte mère est le problème soit tu as un soucis avec le connecteur ou cable entre la tête et la carte mère. Je testerais de brancher une sonde directement sur le carte mère voir tu as résultat déja cela permettra de l'enlevé de l'equation et et regarder uniquement sur le carte de la tête le connecter ou le cable