patdam64
-
Compteur de contenus
69 -
Inscrit(e) le
-
Dernière visite
Récompenses de patdam64
")





-
C'est du déterrage mais ca peut servir a d'autres. J'ai eu ce problème récemment avec une ender5 pro. d'abord c'est vrai que le PLA+ SUNLU est tres sensible a l'humidité. l'adhérence de la première couche étais plus problématique avec une ancienne bobine que une neuve (méme si je les mets sous vide apres utilisation). J'ai modifié beaucoup de chose qui améliorais +- le probléme et que je vais pas détailler (il y en aurais pour des jours), Mais ce qui a été le plus probant au final à été de remplacer mon vieux plateaux souple (qui étais bien abimé) par un neuf rigide. Je pense pas qu'il y ai de solution miracle quand le fonctionnement se dégrade. Avec le recul, je pense que les imp 3D sont des machines tres sophistiqué, qui mettent à la porté de tous le monde une technologie de pointe. Elle peuvent fonctionner parfaitement (ou pas) a la mise en service (avec le filament, le slicer fournit). Mais avec le temps, les "upgrade" que l'on peut faire (materiel, appli). On fini par arriver à des problèmes qui semblent insoluble. Il faut beaucoup de temps, de test pour retrouver un "équilibre" dans les paramètres de fonctionnement qui donne un résultat satisfaisant. Faut en être conscient, faire avec, être patient et méthodique. Perso maintenant quand un problème apparaitra. Pour éviter de me perdre dans des réglages, je vais essayer le jouer le moins possible sur les paramètres soft et me concentrer sur le hard pour le solutionner.
-
Merci https://www.lesimprimantes3d.fr/forum/profile/54465-funboard29/ Tu parle de "vitesse ventilateur" ? je ne modifie que ca et le passe a 50% ? je ne touche pas à "Vitesse reguliere du ventilateur a la hauteur" ?
-
bonjour. j'ai passé mon ender 5 pro en direct drive. Ca m'a permis de réduire le retrait a 0.5, ce qui a solutionné le problème de blocage dans le hot bend que j'avais. Mais maintenant les pièces que je fais sont plus fragile, elle case facilement entre 2 couches et pour de grosse pièces, sur le haut, les couches se détache toutes seules. Comme j'ai aussi modifié le refroidissement avec un modèle trouvé en upgrade, je suppose que c'est de ce coté la qu'il faudrait que j'agisse en réduisant sa vitesse. Quelqu'un peut il me faire partager son expérience la dessus et me dire quel paramétré bouger et dans quelle proportions ? Je travaille aussi sur le PLA+ avec la façade du caisson ouverte. Quand j'avais mes problèmes de bouchage, j'avais eu l'impression que sa les réduisais. Mais peut etre que c'est plus judicieux maintenant ? ci joint mes réglages avec cura (colonne "direct drive", en rouge les motif que j'ai faite par rapport au valeurs par défauts) reglages.xlsx

-
On est tous enclin à se plaindre quand on est pas satisfait. Mais je pense que c'est bien aussi de partager quand une prestation (bonne) et particulièrement notable. Creality vient de me rembourser 1 ans apres un scanner 3D que je leurs avais retourné. Il ne sont en rien responsable de ce délais, C'est le temps qu'il m'a fallut pour aller au bout du processus mis en place par la poste pour une "réclamation" et ce n'est qu'en arrivant à la dernière étape (le conciliateur), qu'ils ont fournit la preuve de livraison que je leurs ai réclamé à de multiples reprise (ou à défaut de faire jouer l'assurance que j'avais prise). Vue le temps écoulé, créality aurais put facilement m'envoyer bouler ou m'ignorer, mais ils m'ont remboursé rapidement après quelques échanges pour clarifier l'histoire. bravo à eux
-
ender 5 pro. c'est ma 1er imp 3D. J'ai été surprit par la facilité d'utilisation des le départ. J'ai fait pas mal de modif tout de suite pour le plaisir de bricoler et par ce que cela me semblais judicieux (double axe Z, ecrans tactile, BL touch, etc..). Elle à parfaitement fonctionné plusieurs mois jusque à ce que je commence à avoir des bourrage insoluble (changé plusieurs fois: tube, téte, extrudeur, etc.). J'ai finit par la passer en direct drive (et réduire le retrait à 0.5). Depuis plus de problèmes, j'ai juste eu le BL touch qui n'a pas fonctionné un jour et à refonctionné le lendemain sans que je sache pourquoi ? Je suis tres satisfait de cette imprimante (pas de creality, mais ca c'est une autre histoire). Je pense que si on en entend peu parler, c'est par ce que les utilisateurs en sont satisfait ?
-
Frais d'achat à l'étranger sur le site officiel Creality !?
patdam64 en réponse au topic de MyrdhinBZH dans Creality
Je vais vous partager mon experience . ca évitera peut être a quelqu'un de se faire avoir comme moi. Sur une offre de creality EU (donc je pensais TTC et garanti assuré en europe) , j'achete une scanner 3D présenté avec ces accessories en le payant avec paypal. Je recois de chine un scanner sans les accessories, je contacte creality pour refuser l'article et me faire rembourser. Ils me dise que je dois le retourner a un centre logistique en republique tcheque par ce que les colis retourné en chine sont détruit, tout en me précisant que c'est à mes frais et en me listant plein de conditions qui ferais que je ne serais pas remboursé. j'ouvre un litige paypal et la creality me demande de le retourner en chine. Les transporteurs me demandent tous des documents que je n'ai pas pour la douane. j'essaye de recontacter creality via le litige paypal pour trouver une solution. Impossible, paypal n'accepte que les references du retour. Je contacte plusieurs fois paypal via messagerie et téléphone, ils me répondent à chaque fois "qu'ils comprennent le problème et vont me recontacter avec une solution". Qui ne vient jamais. pendant ce temps le délais pour que j'agisse court. Celui ci arrivent à échéance je retourne le scanner au centre logistique en république tchéque. paypal cloture le litige en ma défaveur par ce que je n'ai pas retourné le colis a l'adresse demandé. A chacun de mes appels pour contester, ils me répondent "qu'il comprenne le probléme et vont me recontacter etc..etc.." creality de son coté refuse de me rembourser au pretexte que le délais pour le retourner au centre logistique à été dépassé et qu'il n'ont pas de traces non plus qu'ils l'ont recus. Pour le moment, j'ai cloturé mon compte paypal qui n'offre plus de protection (et de nombreux témoignage le confirme) et je bataille depuis aout avec chronopost à qui j'ai demandé de me fournir une preuve de livraison avec le nom du réceptionnaire. Ils me réponde à chaque contacts "on a bien compris votre etc.. ETC.. ". Ils refusent de faire jouer l'assurance par ce que le colis est en statut livré et ne peuvent pas modifier ce statut si le transporteur ne répond pas à leurs demande de clarification. UBU c'etais un escroc ? Tous semblent avoir mis en place un systéme pour user le plaignent et qu'il lache l'affaire. Mais la poste c'est encore plus tordu, ils ont toute une procédure avec plein d'étapes (via le net,téléphone, puis un formulaire de réclamation à se procurer à la poste, puis un service dédié a contacter par courrier recommandé et un médiateur que vous ne pouvez pas saisir si vous n'avez pas passé chaque étape). Avec à chaque fois des délais sur lesquels ils s'engagent pour répondre, mais qui devienne que" indicatifs" quand ils sont atteint. Et on vous donne une autre procédure "upgradé" (j'en suis au 3em niveaux ) -
Peu de retour sur les ender5 pro. Je m'en suit préparé un (ensemble direct drive) mais je l'ai pas encore monté et donc testé. n'hésite pas à partager tes expériences
-
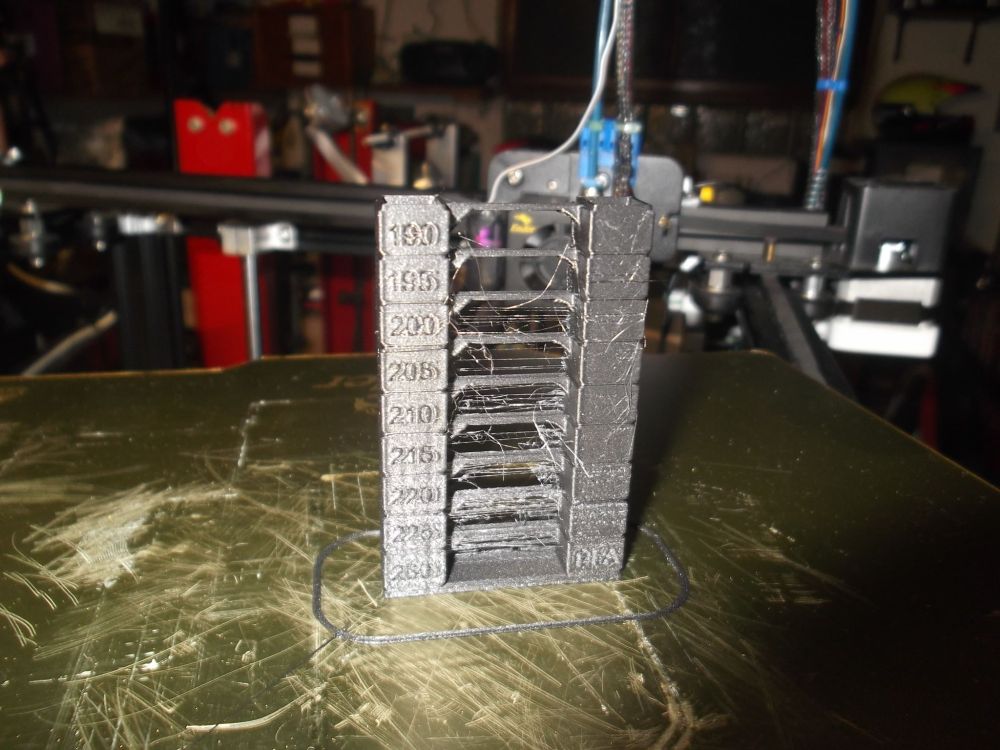
Ca n'aidera pas beaucoup ceux qui auront le méme probléme et consulteront ce sujet mais voici le retour de mes tests. pour la T, je suis revenu à celle préco par le vendeur du filament. 215° en dessous la liaison entre les couches n'etais pas assez solide, méme si sa fait des filament comme on le vois sur le pont de température. pour le bed je suis a 65 qui est la T minimale pour que sa accroche correctement, pour la vitesse je laisse les 80 du paramétrage par défaut du slicer je sus revenu à une qualité standard et suis allé au max à une densité de 50%, je laisse le caisson ouvert et j'utilise plus le prechaufage du filament dans la boite de chargement. Avec ca j'ai put imprimer ce que je voulais sans probléme en restant 2 jours à coté de l'imprimante. J'ai eu un bouchage, mais je n'etais pas à coté quand ca c'est produit ? j'ai facilement débouché sans avoir a tout démonter et relancé l'impression qui c'est faite correctement. l'apparence visuelle des pieces n'est pas top mais mécaniquement sa me convient voila
-
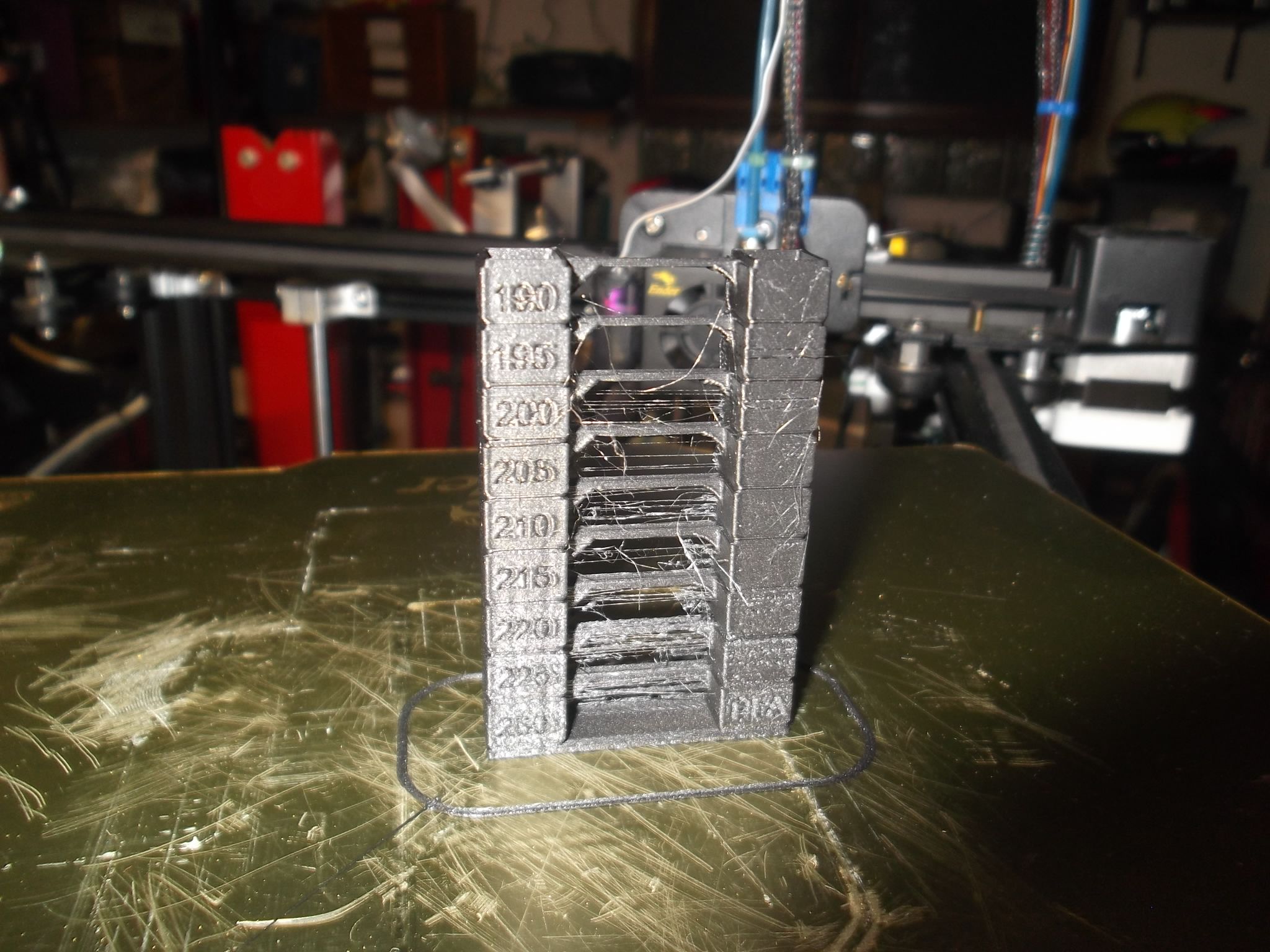
j'ai imprimé ma tour de temperature et j'ai du mal à interpreter le résultat. visuellement c'est mieux a 190°, mais j'arrive facilement a le casser, pareil en dessous de 220 il n'y a que entre 220 et 205 que sa resiste, j'ai reussi a le casser entre 210 et 215 mais en forcent plus. ca veut dire que la bonne temperature serais 210 ? il y a pas une grosse difference avec les 215 que j'utilisais et méme si j'ai pas eu de bouchage sur le pont je pense pas que 5° de moins suffisent à éviter que sa se reproduise. l'autre truc que j'ai changé aussi c'est que je l'ai fait tourner en dehors de son enceinte je vais essayer à 210 et avec un flux a 95% qualité standard et caisson ouvert.
-
Merci pour la proposition, mais je voudrais déjà essayer de refaire fonctionner l'imp comme elle à parfaitement fonctionné jusque la, avant de changer quoi que ce soit d'autre (c'est pourquoi j'ai toujours pas monté la direct drive), sinon je tourne en rond sans isoler d'où vient le problème. Mais c'est surement une histoire de température/débit, voire filament. J'ai démonté hier et le bouchon etais limité à l'extrémité du tube bowden, l'entré dans le heatbreak (bi matériel) étais nickel et aucune fuite autour. je corrige ce que j'ai dit précédemment, bien sur j'ai suivi la "titi procédure" pour les bouchon. C'étais la calibration de l'extrudeur que j'ai pas fait (toujours vue que sa fonctionnais avant)
-
j'ai cliqué sur ton site. respect. Merci de partager tes compétences et ton expérience. Effectivement si je faisais un test sur un petit truc j'éviterais déjà des nervous breakdown. Je vais laisser de coté les pieces que je veut imprimer et essayer (calmement) de résoudre ca pas à pas en commençant par imprimer une tour de température comme me l'a conseillé un collégue pour précisément determiner la bonne température à utiliser . C'est le premier truc qui m'a choqué quand j'ai regardé les paramètres de CURA, les température par défauts du PLA carbone sont bien en dessous de ceux recommandé par le fabriquent du fil. Je ferai un CR quand j'aurais fini.
-
Oui j'ai lue le sujet ou il est évoqué de baisser le flux (j'ai vue qu'il en avais a 70% ?) et j'ai prévu de tester. Ca à résolu le probléme pour toi ? quel filament ? quelle qualité d'impression ? quelle densité ? c'est les paramètres que j'ai changé entre "j'adore cette bécane" et "elle me gave cette machine" Faciliter le patinage de l'extrudeuse j'essaierai avec un ressort plus faible, mais si sa évitera d'abimer le filament sa débloqueras pas quand sa bouche (à moins que sa suffise à éviter qu'il se créé ?). Supprimer la rétractation pas sur que ca améliore aussi, de toute façons c'est nécessaire pour éviter que sa coule quand la téte bouge et n'imprime plus en continuité non ? J'étais étonné quand je lisais toutes les problèmes et bidouille mentionné sur l'impression 3D, alors que la mienne marchais nickel de base. J'ai commencé à douter quand j'ai vue la multitude de paramétrage de CURA et la j'y suis, j'ai du bouffer pas loin de 1kg de filament sans arriver à sortir ce que je voulais. Je lit beaucoup aussi de mise en cause de la qualité du filament, pas trop fait attention jusque la, mais quand on tourne en rond pour solutionner un probléme on fint par tout douter de tout
-
Bonjour. j'etais tres satisfait de mon ender 5 pro jusque la en utilisant du PLA+ et les paramétres par defaut du slicer créality. Mais depuis que je suis passé sur du PLA carbone (qui a bien fonctionné quand la densité étais a 20%), que j'ai mis a jour le slicer (CURA en fait) et modifié les paramétres pour avoir des pieces mécaniquement plus solide (densité supérieure a 70%). j'arrive plus a sortir de pieces si l'impression dure + d'une heure. le heatbreak fini par se boucher. j'ai lue plein de sujet la dessus, suivi les recommandations. j'ai pas encore fait la titi procédure pour calibrer l'extrudeur par ce que sa marchais tres bien jusque la et j'aimerais etre sur qu'il n'y à pas moyens de solutionner ca autrement que en rentrant dans les paramétres des fichiers d'impressions. j'ai nettoyé/remonté soigneusement, changé plein de trucs, tube capricorn, heatbreak bi materiaux, buse, filament (revenu au PLA +), sa fonctionne correctement sur 1 ou 2 impression mais sa finit toujours par se bloquer quand celle ci dure, il n'y à pas de fuite qui déborde, juste le filament qui finit par se bloquer dans le heatbreak et qui force quand je le retire dans le tube. je vais monter un direct drive et envisage de changer le ventilateur (si vous en avez un à conseiller ?). mais si quelq'un à déja eu se probléme et la solutionné définitivement, je suis toutes ouie.
-
cura reglage standard de CURA
patdam64 a posté un sujet dans Paramétrer et contrôler son imprimante 3D
je viens de passer du slicer creality basique fournit avec mon imprimante a cura, les paramétres ajustable sont multiples et je trouve les reglages par defaut tres éloigné de ce qui est recommandé avec le filament exemple pour de l'ASA c'est 200° qui est proposé pour la buse, alors que le fournisseur dis 245 et qu'on m'a conseillé 260. On trouve beaucoup de sujet pour des problémes spécifique, mais est ce qu'il existe un sujet ou un documents avec les paramétres "efficace" à utiliser ? les filament proposé ne proposent pas toutes les marques, SUNLU par exemple (dans la liste il y en à un equivalent ?) j'arrive à m'en sortir en tatonent et le resultat fina lme semble mieux (etat de surface) que avec mon precedent slicer, mais c'est frustrant de faire ca au pif -
ok merci a tous