fvuichard
-
Compteur de contenus
426 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
6
Tout ce qui a été posté par fvuichard
-

Sidewinder X2: le fil ne descend pas le moteur cri
fvuichard en réponse au topic de Mod77 dans Entraide : Questions/Réponses sur l'impression 3D
Hello! L'extrudeur crie t'il aussi quand il tourne sans filament chargé? Si oui, je pencherai pour un problème de moteur ou le serrage de l'extrudeur a revoir (il me semble que si l'on ressert trop fort lors l'extrudeur, celui-ci ne tourne pas bien). Si non, je regarderai plutôt du coté de la roue folle (roulement à changer ou serrage a revoir) -
@Shinichi Tu peux aussi imprimer l'image en couleur sur une feuille transparente et la coller derrière le litho.



-
Mon filament sort tardivement !
fvuichard en réponse au topic de bubus dans Entraide : Questions/Réponses sur l'impression 3D
@bubus Je te conseil d'ajouter une jupe de 2 ou 3 tours afin de bien amorcer le filament. -
SOS AVANT IMMOLATION ( CREATBOT DE PLUS )
fvuichard en réponse au topic de Johnny Dos Passos dans Entraide : Questions/Réponses sur l'impression 3D
Hello! La pointe du BLTouch n'est pas sortie.. Est-ce qu'elle sort bien pendant le test lors de la mise sous tension de l'imprimante? Des fois il faut le faire sortir a la main une ou deux fois si la tige est légèrement pliée ou qu'il y aie un peu de poussière dedans. -
Problème de surface supérieur
fvuichard en réponse au topic de Kyõsuke dans Entraide : Questions/Réponses sur l'impression 3D
Hello, Le TPU est assez limité en terme de débit, le fait d'augmenté la hauteur de couche augment celui-ci. Tu peux essayé d'imprimer plus lentement afin de garder un débit plus bas ou éventuellement essayer d'augmenté la température de la buse. -
Voilà ce que j'ai trouvé pour la ender 5+ Réglez les E-steps sur l'écran LCD de votre imprimante : Allez dans Contrôle > Mouvement > Pas d'extrusion/mm (ou E-steps/mm) A tester car je n'ai pas cette imprimante. Sur le net, on donne une valeur par défaut à 93 steps/mm. Pour rappel, mis a part la mesure du test des 100mm pour l'affinage de cette valeur, celle-ci valeur s'obtient par calcul est ne devrait pas différer pour un même modèle d'extrudeur. Si la nouvelle valeur diffère trop des valeurs de référence, il y a peut être un problème au niveau de l'extrudeur.
-
Le test des 100 mm fonctionnait avant?
-
Aide au réglage secteur Clermont Fd/Issoire
fvuichard en réponse au topic de floricou63 dans Entraide : Questions/Réponses sur l'impression 3D
To save time and machine wear, save your matrix to EEPROM with M500 and in your slicer’s “Starting G-code” replace G29 with M420 S1 to enable your last-saved matrix. Du coup, je ferais comme ça une fois le mesh sauvegardé: ; Ender 3 Custom Start G-code G92 E0 ; Reset Extruder M280 P0 S160 ; CR Touch alarm release G4 P100 ; delay for CR Touch G28 ; home M420 S1 Z10; set/report bed leveling state with fade on 10mm G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish -
Comment faire une piece lisse
fvuichard en réponse au topic de fredo333 dans Entraide : Questions/Réponses sur l'impression 3D
@fredo333 Tu peux aussi créer un mesh une fois ta pièce terminée. Atelier "Mesh Design": tu sélectionne ta pièce et sous le menu "Maillage" puis créer un maillage a partir d'une forme. Après tu as différente option. perso, j'utilise le mode "Standard" avec 0.1mm de déviation de surface et 1° de déviation angulaire. Cela donne de bon résultats, Sa rame aussi un peu en fonction de ta pièce, mais c'est uniquement pour la pièce final. Ensuite, pense bien a exporter le mesh en STL et non la pièce. -
décalage progressif (en y je dirais)
fvuichard en réponse au topic de MrPouet dans Entraide : Questions/Réponses sur l'impression 3D
Hello! Tu peux aussi vérifier que la roue dentée qui entraine la courroie n'a pas de jeux sur l'axe du moteur. -
print glue COMMENT REPARER UNE IMPRESSION PLA ? ( PRINT GLUE )
fvuichard en réponse au topic de Johnny Dos Passos dans La post-production
@Johnny Dos Passos Ce produit ressemble beaucoup a ce que l'on peut obtenir avec de l'acétone et de l'ABS. par contre, je ne saurais dire si sa colle bien sur du PLA. Sinon, j'utilise généralement du mastic pour se genre de travaux, ca a l'avantage de bien se poncer. -
Boursouflures PLA
fvuichard en réponse au topic de Tamerofdragons dans Entraide : Questions/Réponses sur l'impression 3D
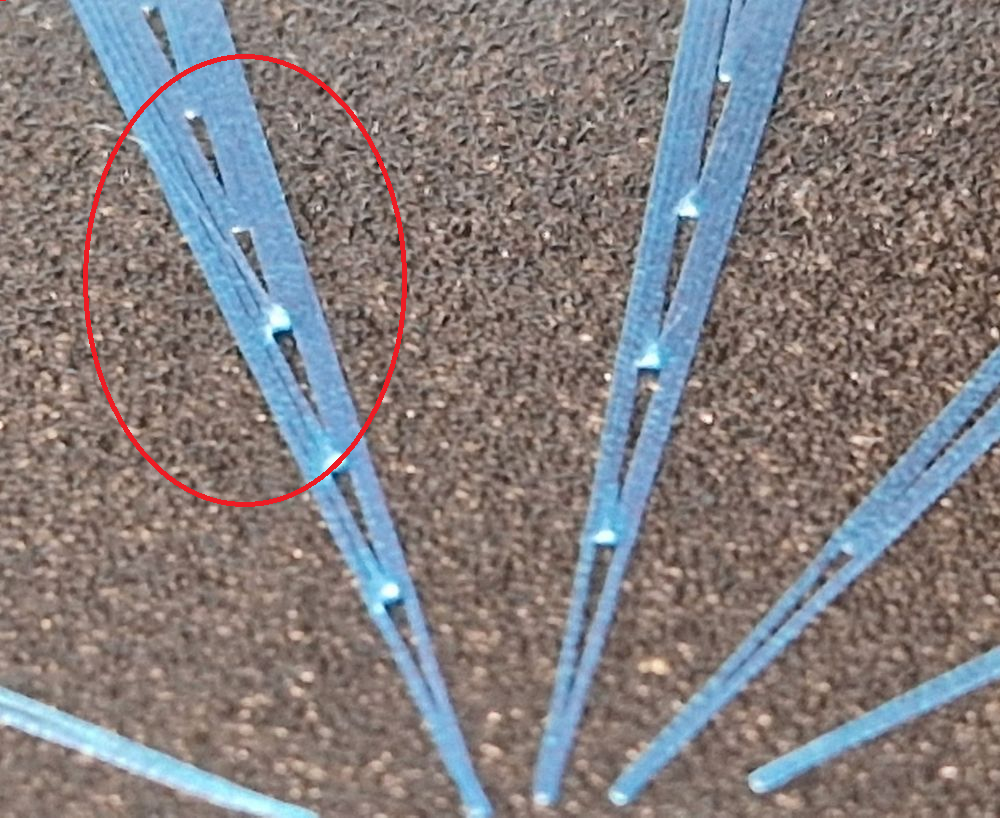
@Tamerofdragons Hello! Pour moi, il s'agit plutôt d'un problème de Z-Offset. On voit qu'à certains endroits, les lignes ne se touchent pas. Du coup, je pense que quand la buse repart en arrière une petite partie du filament se décolle du bed car pas assez écrasée sur celui-ci. J'essayerait de diminuer la valeur du z-offset de 0.05mm les plateaux texturé nécessitant d'avoir une première couche un peu plus écrasée.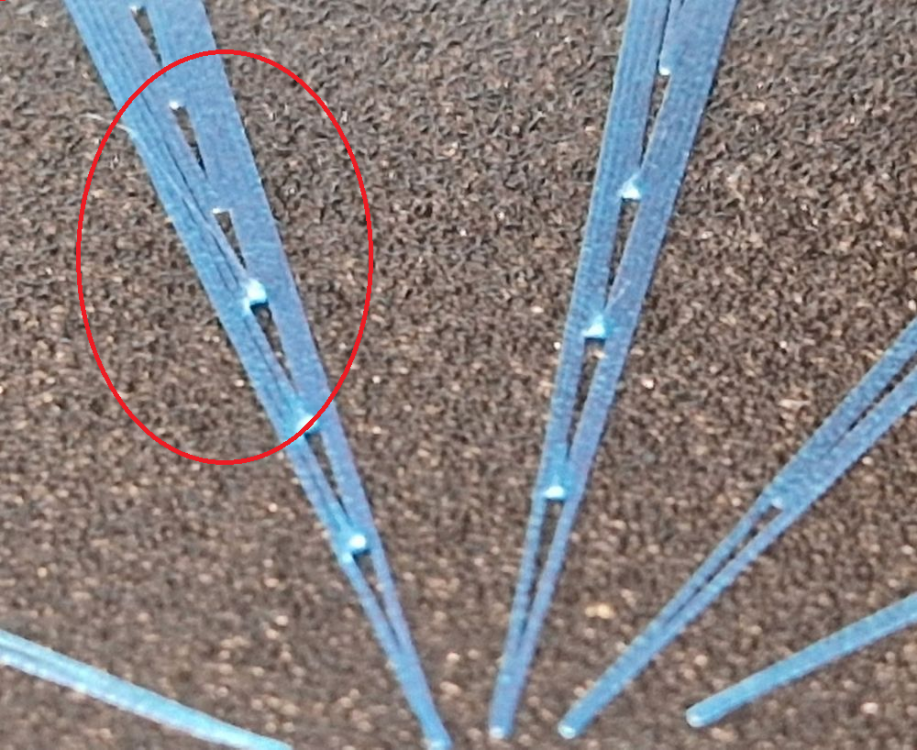
-
Aide impression modèle acheté sur cults3d
fvuichard en réponse au topic de Tamerofdragons dans Entraide : Questions/Réponses sur l'impression 3D
@Tamerofdragons Hello! Sinon, tu peux aussi coupé ta pièce dans la longueur (voir photo) comme cela, tu te retrouve avec deux parties plate (découpe) a déposer sur le plateau. Il ne te reste plus qu'a coller les deux pièces une fois terminé. Un petit coup de ponçage et de peinture et on ne verra plus rien.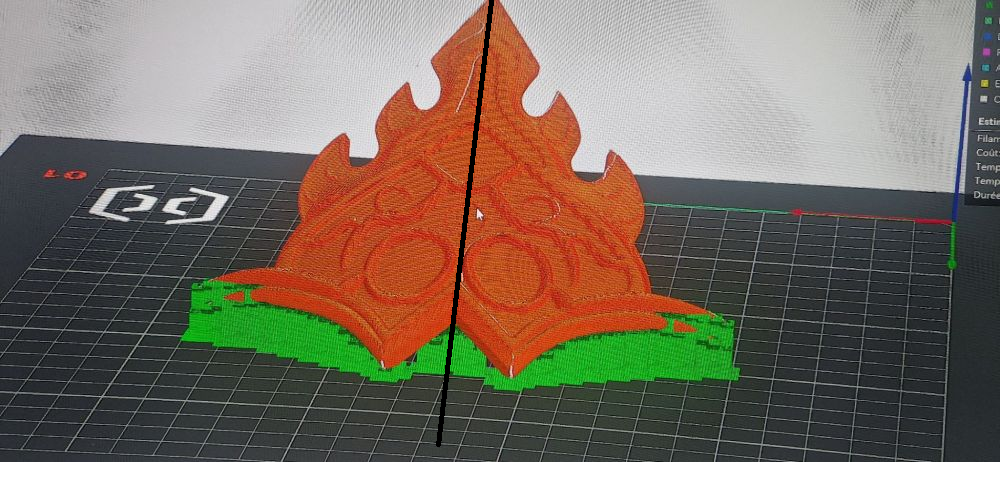
-
Flocage
fvuichard en réponse au topic de Lyvie dans Entraide : Questions/Réponses sur l'impression 3D
Hello @Lyvie pour moi, quand tu as ce genre de résidus brulé, il s'agit d'une fuite au niveau de la buse. Je pense qu'un démontage, nettoyage et remontage dans les règles (voir la fameuse Titi's procédure) devrait régler une partie du problème. -
Extrudeur "claque"
fvuichard en réponse au topic de NoOne38 dans Entraide : Questions/Réponses sur l'impression 3D
@NoOne38 Augmenter le Z-offset de 0.2 mm, c'est trop en une fois, il faut plutôt le faire par pas de 0.02 mm Voici une photo d'un print d'une seul couche ou le Z-Offset change de 0.02mm toute les 10 lignes environ. (ABS, Hauteur de couche 0.2 mm) La partie rouge est trop près du plateau (rugueuse au touché) La verte est OK (Lisse au touché) l'on voit que la valeur est correcte sur une petite zone ( Z-offset d'env. 0.05mm ) et la bleue est trop éloignée (elle se délamine) Sinon, entre ton premier et dernier print, il n'y a pas photo!
-
Sous extrusion TPU sur K1 MAX
fvuichard en réponse au topic de Juli1 dans Entraide : Questions/Réponses sur l'impression 3D
Quel est la dureté de ton TPU? Avec des TPU très flexible dureté shore <70 j'ai souvent des problèmes si je ne nettoies pas comme il se doit ma buse après du PLA. Remet du PLA dans ta buse Et pousse le a la main avec la température utilisée pour le TPU (230-240°C) ca devrait décrocher les petits reste de PLA coller dans celle-ci. Ensuite remets ton TPU (Attention aussi a ne pas trop serré l'extrudeur, sinon celui-ci écrase ton filament ce qui n'aide pas non plus). Tu peux aussi désactiver la rétractation pour les TPU élastique. -
Sur ma X2 j'arrive facilement a +/- 0.05mm. soit une différence de 0,1 se qui correspond à la moitié d'une hauteur de couche standard. Après je pense que la correction doit pouvoir gérer une différence plus grande, mais a plus de 0.2mm de différence, c'est les dimensions de la pièce final qui commence a en pâtir.
-
Hello @Vincent44 Tu peux essayé de pousser avec une clé allen taile 1.5 en utilisant la partie longue à la place d'un filament. normalement comme la tige et rigide elle rentre bien droit dans le tube en PTFE qui contient le vieux filament. Bien sur, ne pas oublier de chauffer la buse!
-
Alors si ce n'est pas ça... Je pense que c'est la couture.
-
Echec origine X
fvuichard en réponse au topic de Baco dans Entraide : Questions/Réponses sur l'impression 3D
Hello! je pense à un capteur défectueux. Tu doit pouvoir le tester avec le logiciel pronterface comme ci dessous. Sinon, il faudra surement le remplacer. -
Si ton filament (quel que soit la marque) est ouvert depuis un certain temps, il peut légèrement absorber l'humidité ambiante. Cette eau présente dans le filament se transforme en vapeur une fois dans la buse se qui peut générer des bulles ainsi que tout un tas d'autre défauts lors de l'impression. Quand je parle de qualité, je parle surtout d'un filament dont on est sur qu'il est bien sec (d'où le filament neuf) sinon, tu peux aussi tester de sécher ta bobine de filament en la passant au four durant env. 4 heures à 50°C. Attention à ne pas trop chauffer, car le filament pourrais fondre, les thermostat de four de cuisine ne sont pas forcément précis.
-
Hello @Giulian Carrot! Si c'est vraiment des bulles, alors elle viennent surement de ton filament. Suis les conseils de @PPAC et test avec un autre (si possible un neuf ou un dont tu est sur de la qualité).
-
Supports
fvuichard en réponse au topic de Lyvie dans Entraide : Questions/Réponses sur l'impression 3D
@Lyvie Pourrais tu nous mettre une image de ce a quoi devrait ressembler ta pièce terminée, car effectivement les photos ne permettent pas de déterminer la solution à ton problème. -
Quel est votre avis sur le sites 3DJake.fr (livraison, SAV, etc.) ?
fvuichard en réponse au topic de MarinaVinny dans Blabla
Reçu deux bouteilles d'1 litre de résine qui à fini par précipité en bouteille. Il ont reconnu avoir eu un problème de lot et m'on rembourser sans aucun soucis! -
@hyoti https://www.google.com/search?q=ipad+blend+it&oq=ipad+blend+it&gs_lcrp=EgRlZGdlKgYIABBFGDkyBggAEEUYOdIBCDc4MjFqMGoxqAIAsAIA&sourceid=chrome&ie=UTF-8#fpstate=ive&vld=cid:d2ed7182,vid:lAl28d6tbko,st:0