Kerr_Haggan
-
Compteur de contenus
51 -
Inscrit(e) le
-
Dernière visite
Récompenses de Kerr_Haggan
")





-
Calibration Input Shaping avec Marlin 2.1.2
Kerr_Haggan en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
Ok, mais si on fait un reset de l'eeprom il faut le réinjecter non ? -
Calibration Input Shaping avec Marlin 2.1.2
Kerr_Haggan en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
Bonjour à tous, Est-ce qu'on peut l'intégrer la fonction M593 au gcode de démarrage de l'imprimante et éviter de passer par pronterface ? -
openscad : générer plusieurs STL a partir d'un seul fichier scad ?
Kerr_Haggan en réponse au topic de Grumly dans Discussion sur les logiciels 3D
Bonjour, Je débute aussi sur Openscad, mais comme je suis développeur informatique par ailleurs, ça aide un peu. Le plus simple : _currentPart=A //A or B //Mettre ici les paramètres de la pièces modifiables do(); module do(){ if (_currentPart==A){ moduleA(); }else if(_currentPart==B){ moduleB(); } } En complément, j'ai vu qu'on pouvait lancer openscad en ligne de commande et inclure l'export dans la liste des arguments. Je ne me suis pas encore penché sur la question, mais ça permettrait de faire un script de deux lignes avec les paramètres des pièces, et un export pour chaque pièce. -
Représentation graphique du bed avec BL Touch
Kerr_Haggan en réponse au topic de Kerr_Haggan dans Paramétrer et contrôler son imprimante 3D
Oh purée, j'avais pas vu le connecteur sur le côté !!! Judicieusement placé à l'opposée de tous les autres Merci, effectivement c'est pas un mâle-mâle, mais un USB B et, ça j'ai ! -
Représentation graphique du bed avec BL Touch
Kerr_Haggan en réponse au topic de Kerr_Haggan dans Paramétrer et contrôler son imprimante 3D
Merci ! Me reste plus qu'à trouver un câble USB mâle mâle -
Bonjour la communauté, Pour ma X2, je cherche à visualiser graphiquement la surface de mon bed suite à un auto levelling avec le BL Touch, quel moyen/logiciel faut-il utiliser ? Il me semblait avoir vu quelque part que c'était possible avec Repetier ou Pronterface , mais je n'arrive pas à trouver de tutos... J'ai le firmware de Mr Magounet d'installé, possibilité de contrôler l'imprimante en USB via mon PC, mais n'ai pas de moyen externe style octoprint de commander l'imprimante.
-
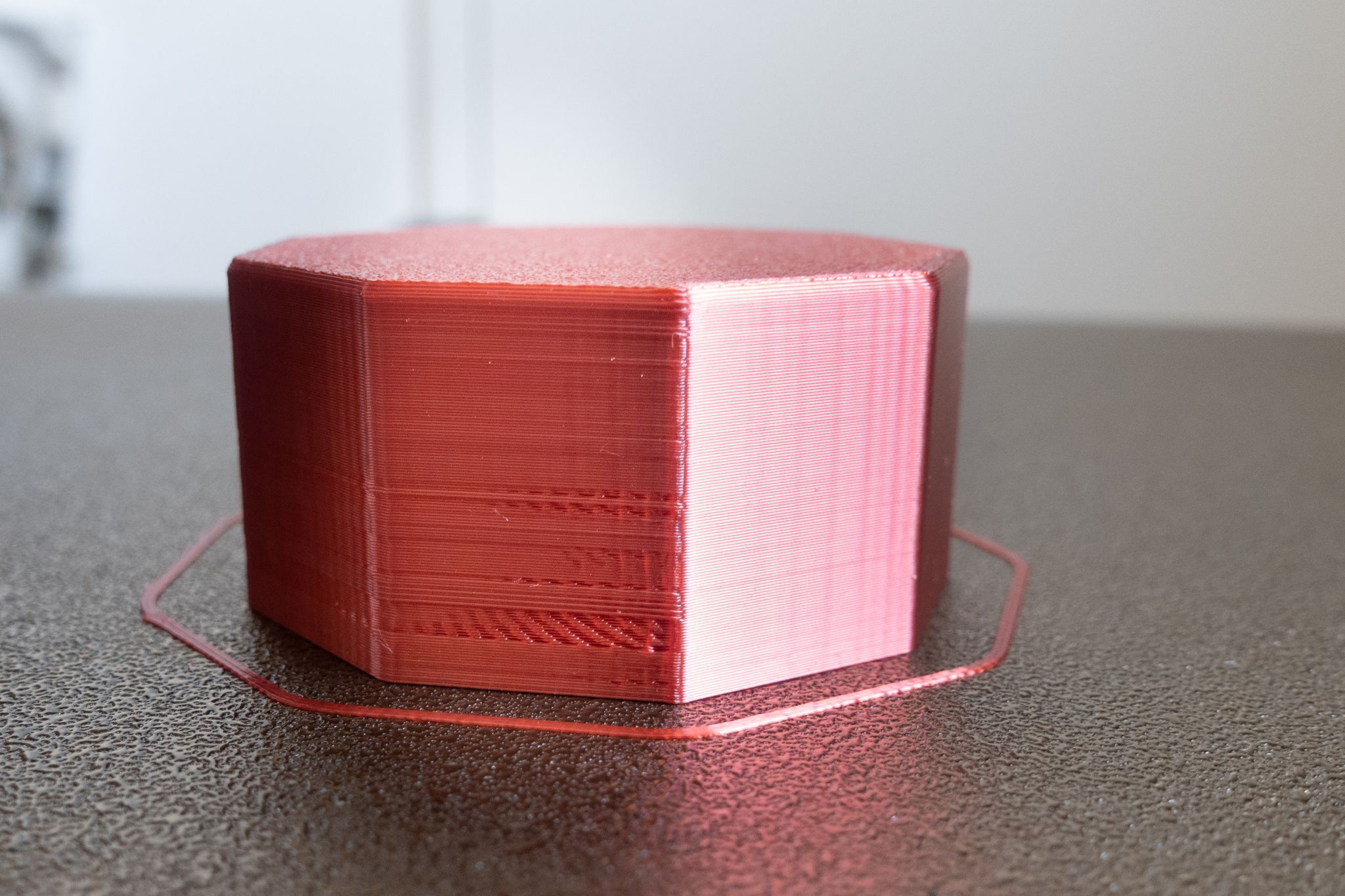
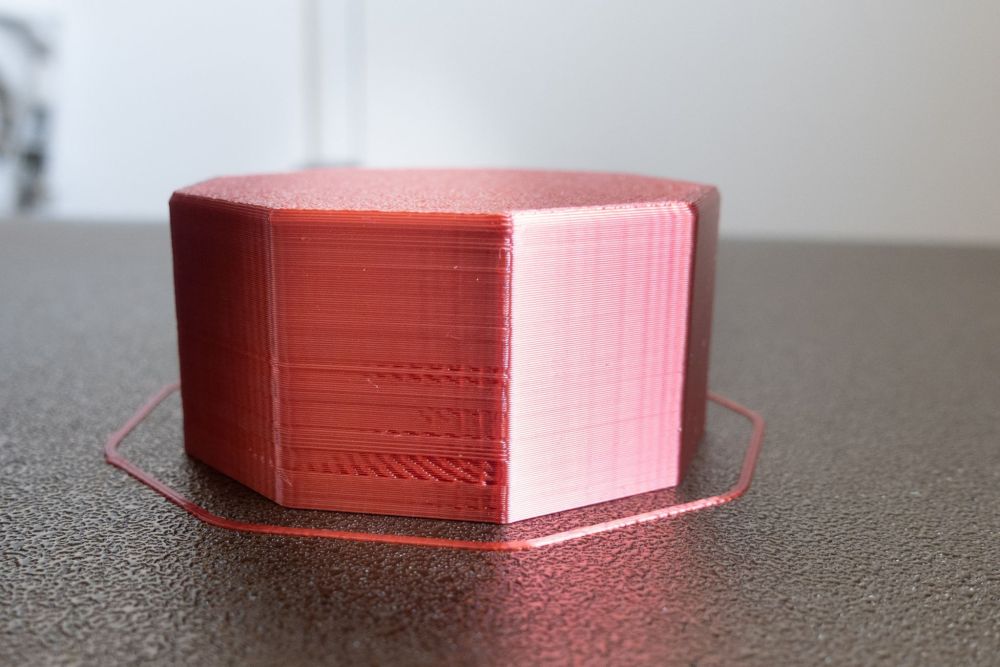
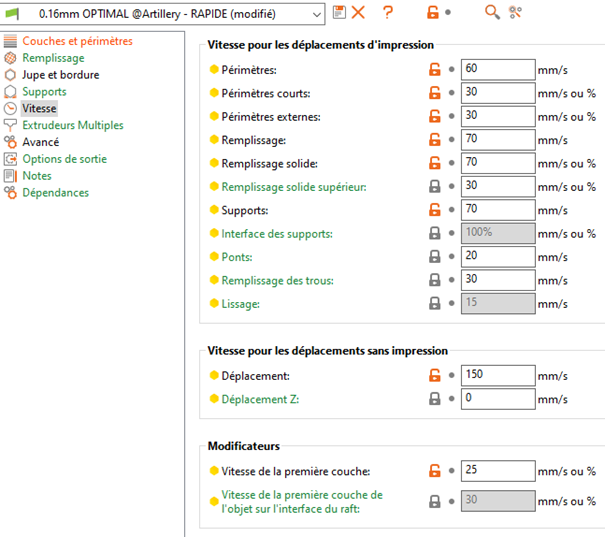
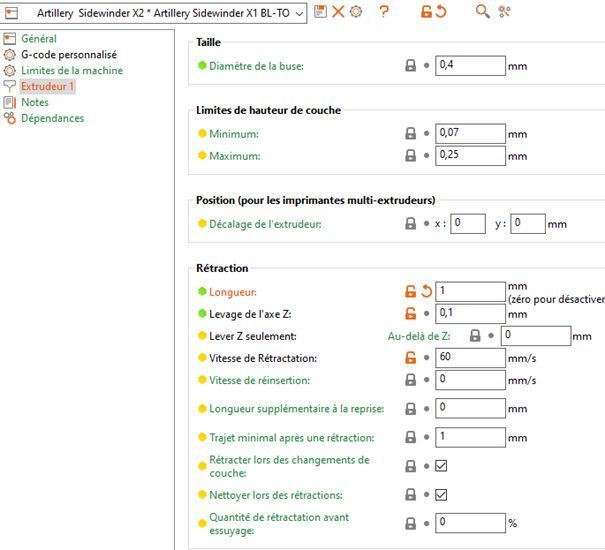
Bonjour, J'ai eu un soucis d'impression sur la face qui correspond à la couture (la couture est sur l'angle au premier plan). J'ai l'impression qu'il y a un problème de sous extrusion au début de la couche. Toutes les autres couches sont quasi parfaites. Pouvez-vous me dire de quoi cela provient ? Sidewinder X2 Filament : Grossiste 3D silk Slicer Prusaslicer 2.4.2 Hauteur de couches 0.16, buse 0.4mm, jointure arrière, vitesses augmentées (voir photos jointes) Température : bed 50°, buse 190°C Rétractation : 1mm, voir photos jointes Edit : Je viens d'imprimer une seconde pièce avec 45mm/s de vitesse de rétractation et 50mm/s de vitesse de réinsertion, les mêmes couches sont imprimées avec les mêmes défauts !
-
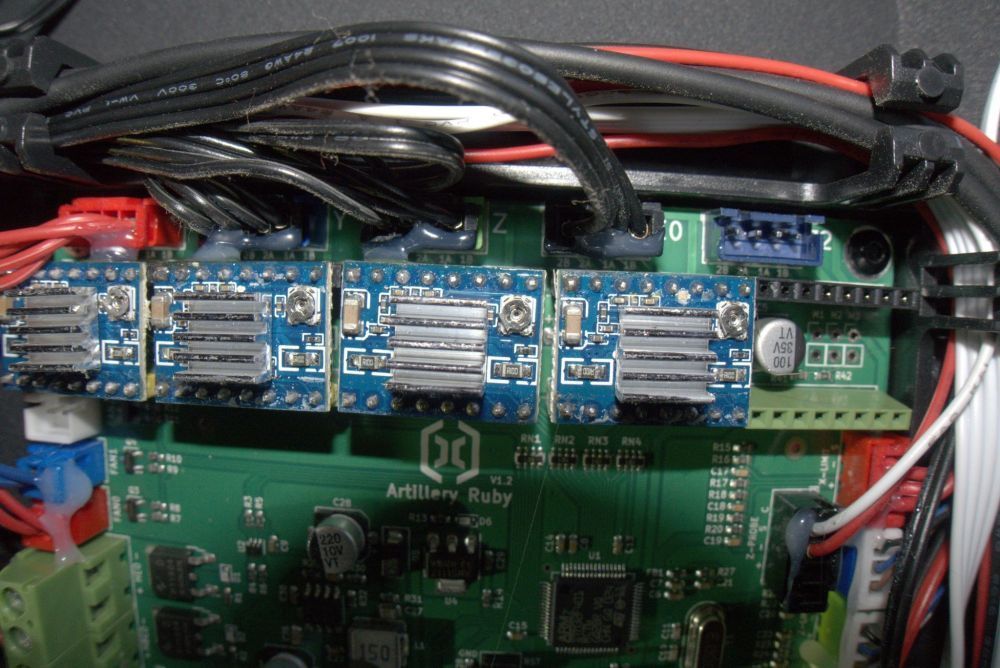
Effectivement il semble y avoir un emplacement libre à droite des drivers existants. Je vais étudier le truc. @pommeverte j'ai déjà mis des coupleurs araignée pour limiter les contraintes, mais celles que je voulais éviter c'était libérer aussi l'axe qui est contraint en trois points ce qui n'est pas une très bonne chose non plus.
-
Salut et merci ! Dommage, bon, je vais devoir encore bosser pour redresser les tiges filetées
-
Bonjour, Je me pose une question, sur la X2 avec une carte Ruby 32 bits, est-ce qu'il y a un deux drivers pour les deux moteurs des axes Z ou un seul ? Parce que dans cette vidéo réalisée sur une Genius à partir de 5:01mm il parle d'une fonction Marlin z stepper auto aligment qui permet en automatique de régler l'horizontalité de l'axe X, mais que pour cela il faut impérativement que les moteurs soient pilotés par deux drivers différents (logique). Et de fait dans la vidéo les deux moteurs sont désolidarisés. Est-ce que c'est aussi le cas de la X2 ? J'ai trouvé deux infos contradictoires en parcourant le net, du coup je ne sais qui croire... J'ai eu des problèmes de réglage de l'axe X suite au démontage par l'ancien propriétaire et il a aussi tordu les vis filetées des axes Z... donc pour l'instant tout au moins j'ai supprimé la courroie de synchro qui est à mon sens inutile puisque deux moteurs pas à pas qui forceraient en cas de désynchro...
-
Merci @MrMagounet, ben justement je trouvais ça plutôt cohérent comme enchainement. G29 pour faire un bed leveling sur les pièces où je ne suis pas pressé (je le commente sur les petites pièces) M500 pour sauvegarder l'info et me permettre de ne pas faire un G29 sur tous les prints (d'ailleurs j'ai cherché une option dans prusaslicer pour inclure le G29 ou non, j'ai pas trouvé, ce serait une bonne amélioration, mais peut-être qu'il faut que je creuse un peu plus), je le commente aussi pour les petites pièces. Et le M420 pour définir de rattraper les défauts sur les 5 premiers millimètres dans tous les cas et recharger les valeurs si les deux précédents sont commentés. Je ne sais pas si je peux faire un script ou autre sur prusaslicer pour basculer d'une config à l'autre.
-
Impec ! Enfin tu vas pouvoir commencer à t'amuser
-
Merci pour ta réponse ! Est-ce que pour Prusaslicer cela pourrait donner ceci ? EDIT : ah, elle n'aime pas le #1=130... apparemment, on ne peut pas utiliser de variables locales dans le gcode ? EDIT 2 : Celui-ci a fonctionné, merci ! ; Initial setups G90 ; use absolute coordinates M83 ; extruder relative mode M900 K0.12 ; K factor M900 W[extrusion_width] H[layer_height] D[filament_diameter] M200 D0 ; disable volumetric e M220 S100 ; reset speed factor to 100% M221 S100 ; reset extrusion rate to 100% ; Set the heating M190 S[first_layer_bed_temperature] ; wait for bed to heat up ; Set the nozzle temperature to 130°C before ABL to avoid beaded shit M104 S130 ; start nozzle heating but don't wait ; Home G1 Z3 F3000 ; move z up little to prevent scratching of surface G28 ; home all axes G1 X3 Y3 F5000 ; move to corner of the bed to avoid ooze over centre ; Wait for intermediate nozzle temperature M109 S130 ; wait for the nozzle to heat up ; Wait for final bed heating M190 S[first_layer_bed_temperature] ; wait for the bed to heat up ;Auto bed Leveling G29 ; ABL T M500 ; save the ABL value to the EEPROM M420 S1 Z5 ; reload and fade mesh bed leveling until it reach 5mm Z ; Return to prime position G1 Z3 F3000 ; move z up little to prevent scratching of surface G1 X10 Y.5 Z0.25 F5000.0 ; Move to start position ; Wait for final heating M109 S[first_layer_temperature] ; wait for the nozzle to heat up ; Prime line routine G92 E0 ; Reset Extruder G1 X100 Y.5 Z0.25 F1500.0 E15 ; Draw the first line G1 X100 Y.2 Z0.25 F5000.0 ; Move to side a little G1 X10 Y.2 Z0.25 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder M221 S{if layer_height<0.075}100{else}95{endif}
-
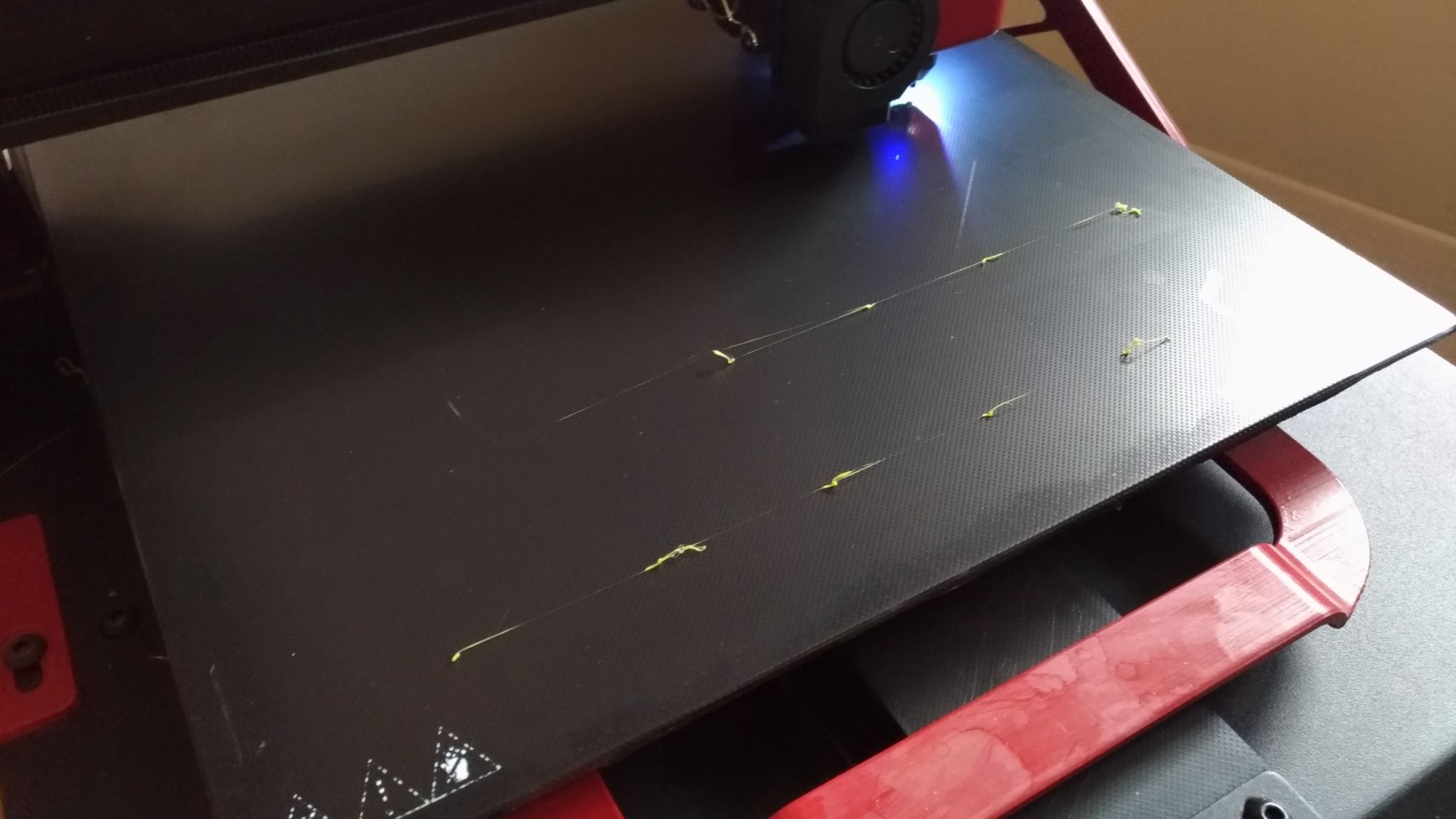
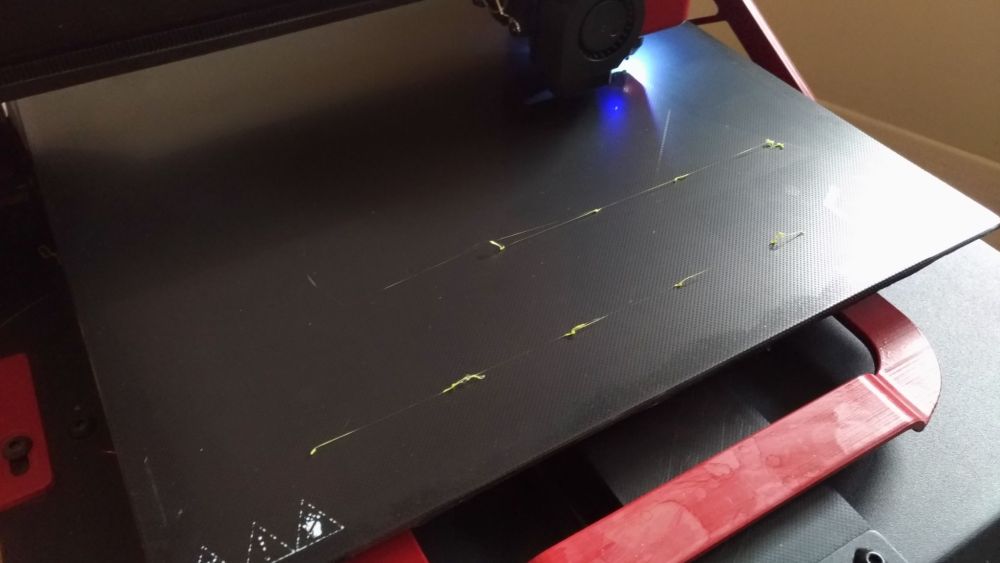
Salut à toutes et tous, Voilà ma X2 qui est pourtant assez grande n'est pas propre... elle fait ses besoins un peu partout lors du bed levelling en début de print ce qui m'oblige à la surveiller et à nettoyer ses cochonneries avant que l'impression ne commence. J'ai essayé plusieurs marques de filament PLA, c'est toujours présent. Avez-vous une idée, une astuce ? J'ai essayé de la mettre au coin et de lui nettoyer la buse avant le début du print, mais elle n'y met pas de la bonne volonté.
-
Franchement le résultat est bluffant, bien joué ! J'ai fait pas mal de parties de space crusade dans ma jeunesse, ça me donne envie de m'y replonger... mais en 3D !