


pommeverte
-
Compteur de contenus
6 822 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
32
Visiteurs récents du profil
8 193 visualisations du profil





Récompenses de pommeverte
")
Grand Master (14/14)
-

-
 Rare
Rare
-
 Rare
Rare
-
 Rare
Rare
-

Badges récents
1,8k
Réputation sur la communauté
71
Sujets solutionnés !
-
Salut et bienvenue sur le forum, N'hésite pas à ajouter le nom de tes imprimantes dans ton profil (voir ce message pour plus d'explications)
-
 Salut ... et bonnes vacances ( 2 mois, et ben mon cochon, je sens que tu vas bien en profiter! )
Salut ... et bonnes vacances ( 2 mois, et ben mon cochon, je sens que tu vas bien en profiter! ) -
flashforge 5M - problème changement de buse
pommeverte en réponse au topic de vthaler dans FlashForge
Salut, Normalement, oui. N'oublie pas les photos de la buse de Ø0.25 -
[Problème] Alfawise U30 avec SKR mini E3 V3
pommeverte en réponse au topic de Melman dans Entraide : Questions/Réponses sur l'impression 3D
Salut, tu as oublié le "!" devant la broche Enable: Bizarre, la valeur du paramètre "rotation_distance" est pourtant correcte (autour de 40). Si tu déplaces la buse de 100 vers la droite, est-ce que la distance est correcte (idem en Y). Remarque: théoriquement, la course en X est de 220mm, tout comme en Y la définition des broches de la section [heater_bed] n'est pas correcte. Tu devrais avoir: PS: n'hésite pas à ajouter le nom de ton imprimante (en précisant que tu as installé une SKR E3 mini V3 sous Klipper) dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications) -
Honnêtement, j'ai du mal à te suivre . Tu es en train de développer un firmware que tu seras le seul à utiliser et avec du matériel que tu seras le seul à posséder. <mode chambrage > Donc à moins que vous soyez plusieurs dans ta tête et que vous ne vous parliez pas , je ne vois pas vraiment les risques. </mode chambrage> Comme je l'ai écrit, le risque de se tromper dans l'utilisation du Gcode M42 peut être limité avec l'emploi de scripts.
-
flashforge 5M - problème changement de buse
pommeverte en réponse au topic de vthaler dans FlashForge
Perso, je trouve que ça manque de photos, voire d'une vidéo postée sur Youtube, Viméo,... de ta machine pour mieux comprendre. une photo comme ci-dessous nous permettrait de savoir si l'ensemble est correctement fixé: ou une vidéo pour entendre le "clac" de verrouillage. une photo de l'ensemble radiateur-corps de chauffe nous permettrait peut-être de voir un défaut qui empêche l'ensemble de se clipper correctement. pas forcément. Si tu arrives à fixer l'ensemble, tu n'auras qu'à mettre en chauffe la buse et extruder du filament en faisant tourner l'extrudeur via l'écran. Il faut donc trouver pourquoi l'ensemble ne tient pas en place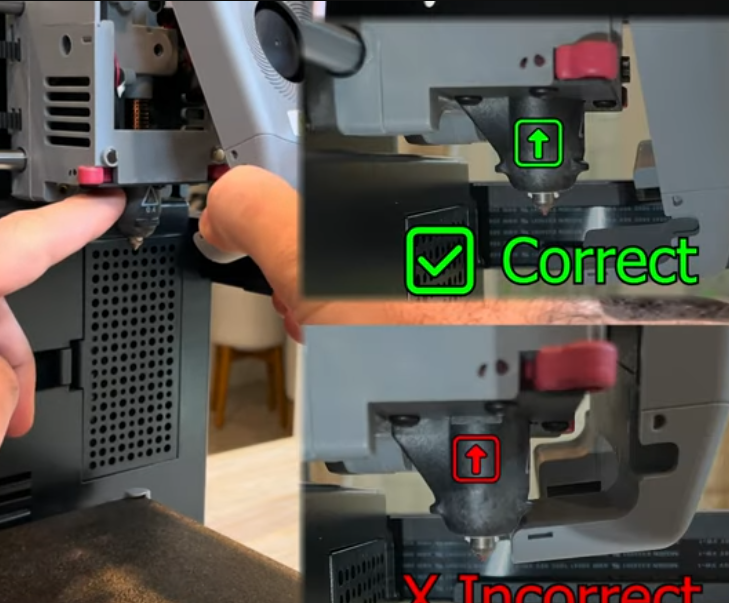
-
Salut, Je pense que le Gcode M42 (change l'état d'une sortie) répond à toutes tes questions. Pour arrêter l'imprimante, tu pourrais avoir à la fin du Gcode de fin: M104 R50; attend que la température de la buse soit à 50°C M42 Pxx S0 ; mets la sortie xx à 0 Pour ce qui est de l'alerte, tu montes une sortie qui sera mise à 0 via l'action de l'opérateur sur l'écran. Pour que ce soit plus convivial pour l'opérateur, tu peux ajouter un script post-production qui génère automatiquement les séquences précédentes
-
Problème de décalage de l'axe Y après un gros bourrage
pommeverte en réponse au topic de Papaz79 dans Artillery
Pour savoir si la courroie est suffisamment tendue, il suffit d'imprimer un cylindre de quelques millimètres de haut. Si il est bien circulaire, c'est que la tension de la courroie est correcte. -
et sinon, est-ce que tu as réussi à régler mécaniquement le plateau (4 coins). Si oui, alors tu devrais être prêt pour une 1ère impression, non? Pour info, il est trèèèèèèèèès vivement déconseillé d'imprimer via la liaison USB (problème d'interruption de communication sous Windows qui se conclue pas une impression ratée ). Donc au final, ce n'est pas très important si la communication ne s'établit pas
-
flashforge 5M - problème changement de buse
pommeverte en réponse au topic de vthaler dans FlashForge
Salut, Est-ce que tu entends le "clac" lorsque tu clipses l'ensemble buse/radiateur, comme dans cette vidéo? Est-ce que tu as vérifié que l'ensemble est à la bonne hauteur, comme sur la photo: Est-ce que tu as modifié le diamètre de buse dans le trancheur (OrcaSlicer?) D'après les photos de cette discussion, tu n'as pas le choix, le connecteur (JST PH2 ?) a un détrompeur mécanique
-
Problème de décalage de l'axe Y après un gros bourrage
pommeverte en réponse au topic de Papaz79 dans Artillery
Salut, Ca sent le pilote / Driver du moteur Y qui merdouille quand il est chaud. Tu pourrais essayer d'inverser les axes Y et Z puisque ce dernier doit moins chauffer. Il faudra inverser les câbles au niveau de la carte-mère et modifier le fichier printer.cfg. J'ai juste un doute sur la faisabilité au niveau de la prise d'origine sans capteur (broche DIAG du pilote Z ?) Est-ce que la ventilation de la carte-mère est efficace / améliorable , surtout avec la canicule actuelle? -
Salut, Sinon, tu as réussi à déterminer le Zoffset du 3DTouch via l'écran?
-
Salut, sérieux? Pourtant il suffit d'aller dans "Fichier -> Enregistrer sous" et de choisir le type STL PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)
-
Salut, En effet, le Gcode M92 définit les pas/mm des moteurs. Lorsque tu demandes un déplacement de 50mm vers le haut, est-ce que tu mesures bien un mouvement de 50mm? Par contre, la course maximale dans les 3 axes ne peut être modifiée que dans les sources du firmware. Tu peux supprimer les butées logiciels en envoyant un M211 S0 mais c'est risqué puisqu'il n'y a plus cette sécurité.
-
Salut, Est-ce que tu peux compiler un firmware en modifiant la ligne suivante du fichier configuration.h: #define SERIAL_PORT 3 devient #define SERIAL_PORT -1