tuxstang
-
Compteur de contenus
152 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par tuxstang
-
Désolé, ça fait un moment que je n'étais pas passé ... Il m'arrive parfois d'utiliser le PETG en interface de support avec du PLA, jamais eu de soucis avec les paramètres de purge d'origine. Bien sur du coup, il y a du déchet et les temps rallongent, mais c'est un compromis avec la qualité de surface. Par contre l'inverse, utiliser le PLA en interface de support avec du PETG, il faut impérativement revoir les paramètres de purges, le ratio d'origine est souvent trop juste et conduit, pour moi en tous cas, à des bouchages de la buse et/ou de l'extrudeur ... pas glop ... mais j'ai rarement besoin dans cette configuration du coup je n'ai pas été plus loin dans mes essais.
-
J'utilise le même re-bobineur, très efficace, jamais eu de soucis ... mes bobines se vident trop vite pour que le filament ait le temps de prendre l'humidité à ce point
-
Un set de chenilles pour la neige ... malheureusement pas très épaisse et déjà quasiment fondue ... mais l'hivers n'en est qu'à son début après tout, il y aura d'autres occasions.
-
J'ai bouché la nouvelle buse hier soir ... surement mon ABS qui aurait besoin de passer au four, depuis que je suis passé sur la bobine d'ASA, plus de soucis, les impressions s'enchainent. Pas très ergonomique pour déboucher une buse sur cette imprimante ... il faut pousser le filament par le haut tout en appuyant sur l'écran pour faire avancer le filament dans l'extrudeur pendant qu'on regarde ce qui sort de la buse, un levier pour bypasser le ressort de l'extrudeur simplifierait l'opération. Enfin ce n'est pas souvent alors on peux souffrir un peu une fois de temps en temps
-
Finalement c'était plus con que ça, c'était simplement la buse qui était bouchée ... en 7 mois j'avais oublié que ça pouvait arriver, c'est ma première sur cette imprimante
-
Autant c'est dommage de ne plus pouvoir rooter, autant ils laissent une porte ouverte d'une certaine manière ... mais au final, on a tous acheté une imprimante fermée en parfaite connaissance de cause ... sauf a arriver à prouver qu'ils ont détourné du code source libre, rien ne les oblige a ouvrir leur firmware et nous n'avons pas notre mot à dire la dessus. Cette nuit j'ai eu ma première panne en 1400h d'impressions ... le 1er feeder de mon AMS donnait quelques signes inquiétants ces derniers jours avec des difficultés à la rétraction sur les changements de couleurs et je comptais regarder ça ce week-end ... il n'aura pas tenu jusque la, plus de 9h d'une impression qui aura échouée sur les toutes dernières couches. L'imprimante n'a rien détecté, pas plus que l'AMS ... le témoin du feeder est toujours blanc mais plus de mouvements et aucun bruit, et l'imprimante ne se rends pas compte qu'aucun filament ne circule.

-
Les améliorations à imprimer pour les Bambu
tuxstang en réponse au topic de SR-G dans Tutoriels et améliorations pour Bambu Lab
Ou imprimes-le en PLA, avec les paramètres par défaut, les tolérances sont meilleures ... pas besoin de PETG pour cette pièce. Connecter/déconnecter le PTFE de l'imprimante finira par te poser des problèmes sur le long terme. -
Les améliorations à imprimer pour les Bambu
tuxstang en réponse au topic de SR-G dans Tutoriels et améliorations pour Bambu Lab
C'est normal que les trous soient plus gros en entrée, c'est pour guider le filament en sortie du raccord pneumatique. En sortie, il faut que le filament sorte le plus centré possible pour bien s'insérer dans le tube PTFE (que tu peux chanfreiner pour aider) donc du moment que ton filament n'est pas bloqué, pas besoin d'y toucher ... sinon au pire, tu peux donner un coup de queue de rat pour faciliter le passage du filament, mais léger, juste ce qu'il faut. -
[X1/X1C] Les firmwares (nouveautés des mises à jour)
tuxstang en réponse au topic de Motard Geek dans Bambu Lab
Sacrée différence de niveau sonore, et même si je m'en sert rarement, la réactivité de l'écran est très appréciable. -
Pas d'expérience dans l'ASA de 3DJake mais j'ai utilisé avec grosso-modo le même succés du Winkle, du FormFutura et du Eryone ... quelques optimisations selon le plateau utilisé (meilleurs résultats avec le high-temperature) et les risques de déformation de la pièce imprimée mais jamais de fails définitifs ou chiants à régler.
-
Oui mais ça on le fait déjà, pour ça pas besoin de l'interlock, bien au contraire ... le filament interface, on veut le retirer, pas l'intégrer à demeure dans la pièce. Le but de l'interlock, c'est de pouvoir intégrer 2 matériaux dans une même pièce ... comme faire une jonction flexible en TPU sur une pièce en PLA par ex.
-
C'est jouable mais j'ai du mal à saisir l'intérêt de combiner ces 2 matières ... sauf peut être éventuellement pour une fonction coulissante puisque ces 2 matières n'adhèrent pas.
-
Quelques améliorations bienvenues quand même ... les profils de filaments personnalisés, les connecteurs, l'Organic Tree ... par contre j'ai du mal à comprendre l'intérêt de l'interlock en multicouleur, à la base cette fonction a surtout été créé pour associer 2 matériaux différents, un souple et un rigide (articulation TPU dans une pièce PLA par ex) ... en multicouleur, on est sur un même matériau donc pas de problème de liaison, et à la limite, la fonction de purge dans le infill fait déjà la même chose, en un peu moins propre c'est tout.
-
Sinon il y a toujours la faute à pas de chance si c'est sur une seule et même bobine d'une marque qui n'a jamais eu de soucis ... on n'est jamais à l'abris, mauvaise série, mauvaise manutention à l'usine, etc ... Tu l'as passée au déshumidificateur pour voir si ça arrange les choses ?
-
Mauvais stockage du filament ... on mentionne souvent l'humidité comme cause de dégradation des filaments, mais on néglige l'impact de la lumière naturelle et ses UVs. Je suis presque à 1000h d'impressions sans avoir jamais eu le moindre bout de filament coincé où que ce soit, mes bobines courantes qui ne servent pas ne sont jamais directement exposées à la lumière, elles sont sous la table de l'imprimante (l'étagère d'une Lack, la version large), et les plus fragiles ou couteux sont stockés dans un sachet sous-vide dans un tiroir. Pas d'exposition en rang d'oignons sur une étagère comme on le voit souvent ... c'est à réserver aux pièces aveugles et aux studios d'influenceurs.
-
J'ai vu cette vidéo et elle est très intéressante, même si elle a un coté très Normand qui ne quantifie rien et qu'elle enfonce beaucoup de portes ouvertes.
-
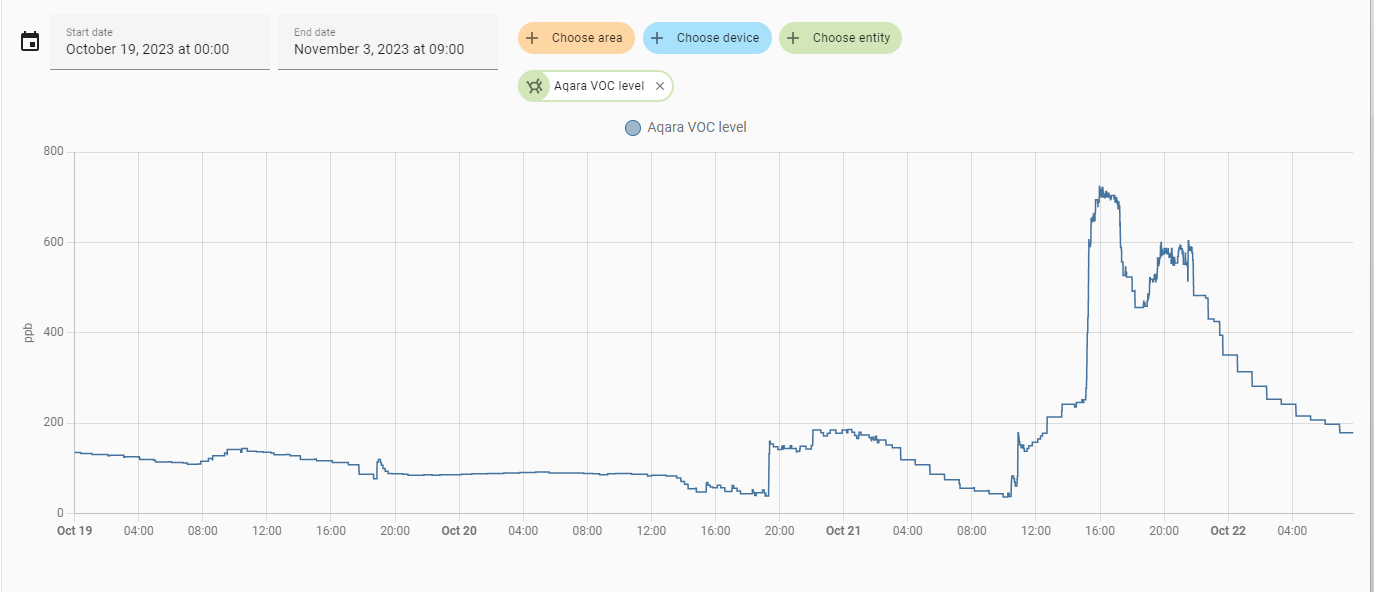
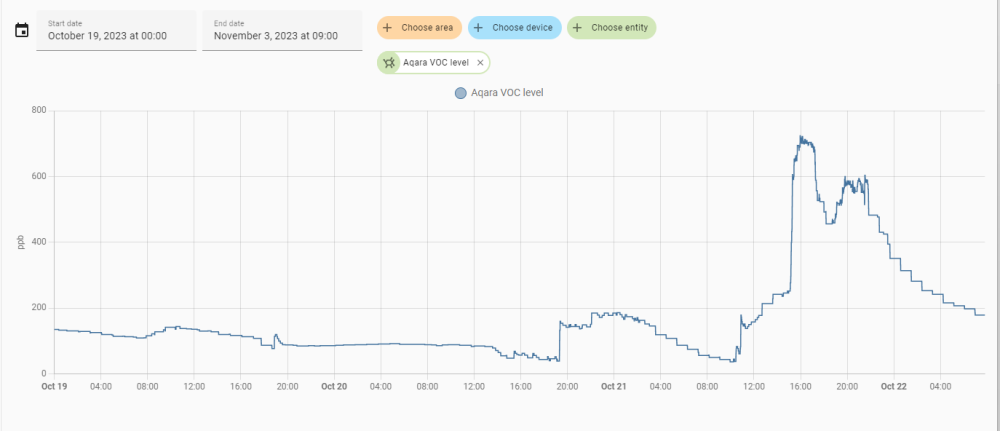
Par curiosité et pour raisons de santé, je me suis installé un capteur de VOC sur mon Home Assistant ... et c'est assez intéressant ... Le capteur a d'abord été installé en extérieur, sur le plateau au dessus de la porte de l'imprimante. Le 19, j'étais en présentiel. donc pas d'impression, le 20, j'étais en télétravail, j'ai imprimé toute la journée du PLA sur une alternance de Cool Plate et plaque texturée ... sans surprise, les VOC ne bougent pas ... et je n'avais pas encore ajouté les filtres HEPA en sortie de la ventilation du caisson (c'était une des impressions de la journée d'ailleurs). En fin de journée, j'ai installé le capteur dans le bas du caisson et j'ai lancé une impression rapide, toujours du PLA mais uniquement sur Cool Plate ... on voit bien la montée rapide des VOC dés l'installation du capteur, puis une petite marche pour l'impression suivante suivit d'une baisse lente et progressive dans la nuit. Hier, le 21 donc, j'ai imprimé toute la journée à partir du milieu de la matinée ... et on voit que les VOC montent d'abord progressivement à chaque impression, puis explosent. A ce moment, j'avais lancé une impression avec un autre set de bobines PLA (différentes couleurs mais même marque) sur plaque texturée ... suivit d'une pause de 2 bonnes heures, puis nouvelle impression, toujours sur plaque texturée, qui fait remonter les VOC, qui baissent ensuite progressivement dans la nuit. On dirait que quand on utilise la plaque texturée, l'activation de la ventilation du caisson remets en suspension toutes les micro-particules à l'intérieur du caisson. Pour info, on considère que jusqu'à 220ppb, l'air est bon, de 221 à 660ppb, ça passe encore mais l'aération de la pièce ne ferait pas de mal, et au delà, c'est pas bon. A l'occasion je prendrais des mesures dans et hors boitier pendant des impressions en ASA et Nylon pour voir ... avec et sans BenToBox active quand le capteur sera dans le boitier pour voir s'il est utile ou pas.
-
C'est l'idée ... mais il va falloir que je réhausse le plateau du garage r/c, sur certaines impressions, la tête valse tellement qu'elle vient taper dessous
-
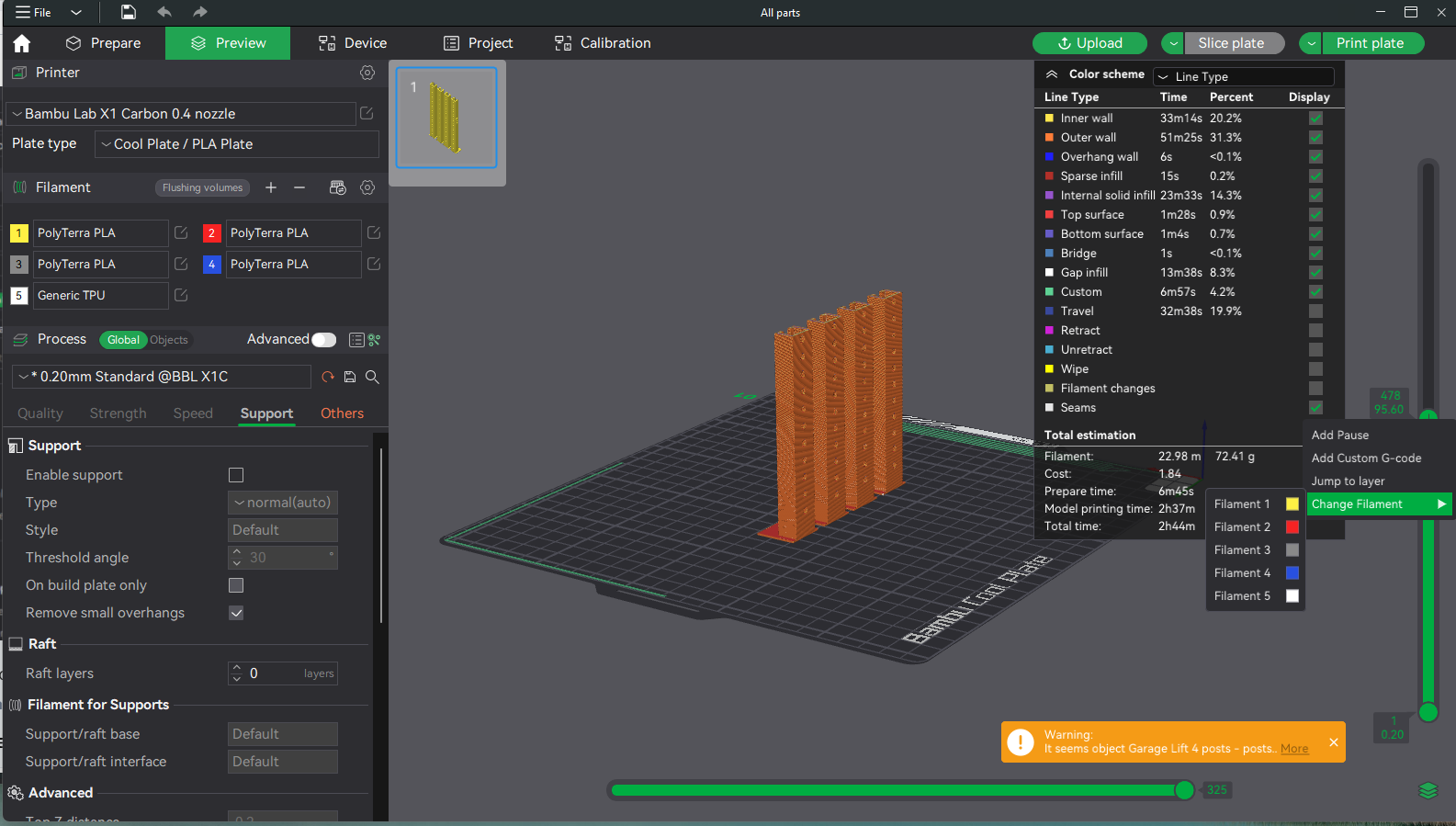
Bien vu ... ça m'apprendra à jamais lire les manuels La vache ... quand on vient de Cura, ça fait bizarre d'aller chercher la ... en même temps, c'est pas forcément illogique, il s'agit d'insérer du G-Code pour réaliser une action dans un objet tranché, ici changer de bobine de l'AMS.
-
Tu t'es bien exprimé, c'est juste que Studio ne permet pas de définir avec précision le numéro de la couche à partir de laquelle tu vas peindre, il permet au mieux de définir une épaisseur de peinture en nombre de couches. Ex. tu sais qu'à partir de la 12ème couche tu vas peindre 20 couches en bleue puis 25 couches en rouge ... tu prépares l'outil de peinture sur le bleue pour 20 couches et tu comptes les couches manuellement, en espérant ne pas en rater une, avant d'appliquer le bleue ... puis rebelotte pour le rouge, tu prépares les 25 couches et tu essaies de viser juste pour faire une transition directe après les couches bleues. Pas pratique pour 2 sous ...
-
C'est couillon mais il y a un gadget qui me manquait sur la Bambu, celui de la pièce ou figurine qu'on ajoute sur l'extrudeur pour le voir fonctionner ... à défaut de pouvoir en faire autant, ce gadget compense sans problème A la base il est prévu pour l'AMS mais il fonctionne très bien sur la vitre supérieure de la X1C. https://www.printables.com/model/414562-bobblehead-mount-for-bambu-ams
-
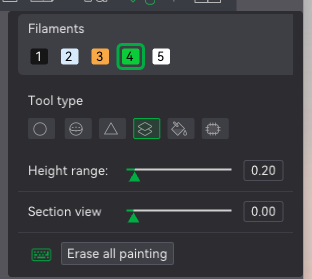
Dans l'outil de peinture, tu sélectionnes le 4ème mode de peinture en partant de la gauche. Par défaut il est réglé pour peindre sur l'épaisseur d'une couche de 0,2, indépendamment de la hauteur de couche sélectionnée pour l'impression ... tu peux ajuster en calculant le nombre de couches que tu veux peindre d'un coup ... mais ça reste moins pratique que la solution du changement de couleur à partir d'une couche précise.
-
J'avais d'abord imprimé ce modèle ... sur le papier il était sympa mais a l'usage il a plein de zones de fragilités et des tolérances trop lâches par endroits. trop serrées à d'autres ... j'ai du imprimer plusieurs remix pour qu'il fonctionne à peu prés correctement, mais au bout de la 5ème bobine, j'ai laissé tomber, j'avais déjà du coller les roulements à la cyano pour qu'ils tiennent au moins le temps d'un rebobinage complet, ré-imprimer le support principal en PETG avec plus de périmètres, les pinions en ASA, et la manivelle avait déclarée forfait depuis longtemps. En plus, il prends une place monstre et nécessite un support pour fixer les 2 moitiés, sinon ça part dans tous les sens (j'avais recyclé 2 profilés 2020 pour ça). J'ai transféré 2 bobines cet aprem' avec le nouveau, il aurait juste besoin d'un autre clip de maintien d'axe pour quand les bobines sont quasi vide, mais c'est peut être parce que je ne rebobine pas à la perceuse ... sinon c'est du beurre, il est naturellement stable (pas besoin de fixer les 2 supports sur quelque chose) et facilement démontable pour être rangé dans un tiroir. Et pas le moindre signe de faiblesse ou d'amorce de craquelures ni de fonte de dentition pour l'instant, même en ayant tout imprimé en PLA ... même la manivelle est toujours opérationnelle. J'ai utilisé uniquement ces sources : Le pastamatic lui-même : https://www.printables.com/model/466883-pastamatic-filament-spool-winder-for-bambu-lab-x1c La manivelle (je préfère à la perceuse, c'est plus soft, ça détends) : https://www.printables.com/model/593493-rotary-handle-for-pastamatic-filament-winder Le clip pour le coté avec engrenage : https://www.printables.com/model/503775-retention-clip-for-pastamatic-spool-winder-driven- et les clips que je suis en train d'imprimer pour maintenir les axes (3 ouvrants, la version fermée est trop libre à mon goût) : https://www.printables.com/model/499110-pastamatic-retrofit-for-better-target-spindle-rete Il faudrait éventuellement voir à imprimer ces supports de "balais" à la place de ceux d'origine ... j'ai un peu galéré à installer les miens : https://www.printables.com/model/532736-pastamatic-extra-clearance-wiper-mounts
-
C'est surement pour ça qu'elle s'appelle X1E et pas X1F ...