hyoti
-
Compteur de contenus
2 506 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
10
7 abonnés







Visiteurs récents du profil





Récompenses de hyoti
")
Grand Master (14/14)
-
 Rare
Rare
-

-
 Rare
Rare
-
 Rare
Rare
-
 Rare
Rare
Badges récents
1,1k
Réputation sur la communauté
23
Sujets solutionnés !
-
Problème moteur E
hyoti en réponse au topic de uzi dans Entraide : Questions/Réponses sur l'impression 3D
@uzi Si j'ai bien compris, tu as changé ton extrudeur par un en métal ? (en plastique avant) ? il doit ressembler à la photo ci-dessous, peut-être en rouge. Quelques points à vérifier : Appuie sur le levier pour écarter les deux roues (la crantée et celle à gorge), celle à gorge doit pouvoir tourner librement avec un doigt autrement desserre la vis croix bleu, si cette roue est dure à bouger plus un filament bien serré, cela peut bloquer le moteur. Buse à température d'extrusion 185° C, en écartant les deux roues et sans filament tu peux vérifier que le moteur tourne ou pas ; si sans aucune pression la roue crantée laiton ne tourne pas lors d'une commande d'extrusion à chaud, cela ne vient pas de la partie haute de l'extrudeur. vérifier aussi que la vis croix rouge au serrage ne bloque pas le levier en tournant la vis de réglage verte, qui règle la pression sur le filament, si c'est trop serré tu peux bloquer le moteur. regarde aussi c'est le montage ressort et vis côté vert est comme sur la photo.
-
WEEDO TINA 2 3D le filament fait des tournicotis sans adhérer
hyoti en réponse au topic de Karine760 dans Entraide : Questions/Réponses sur l'impression 3D
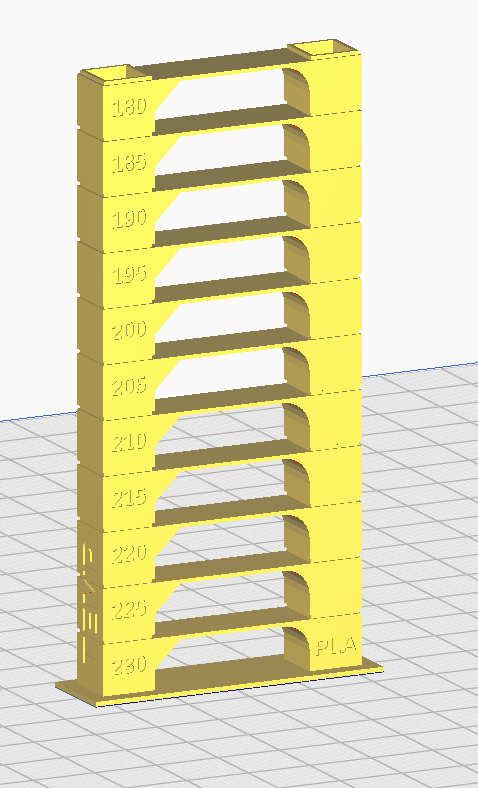
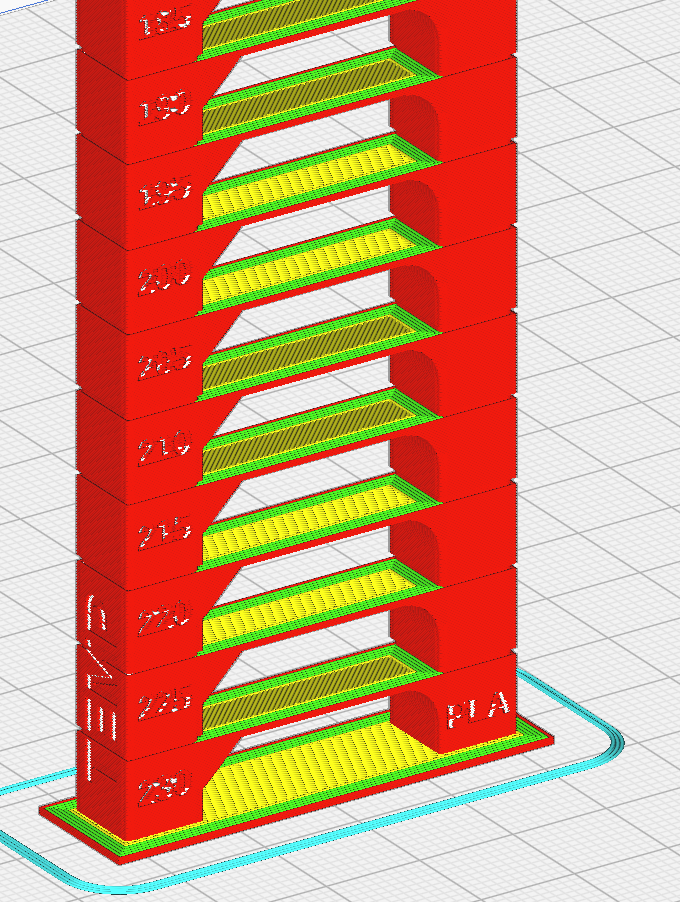
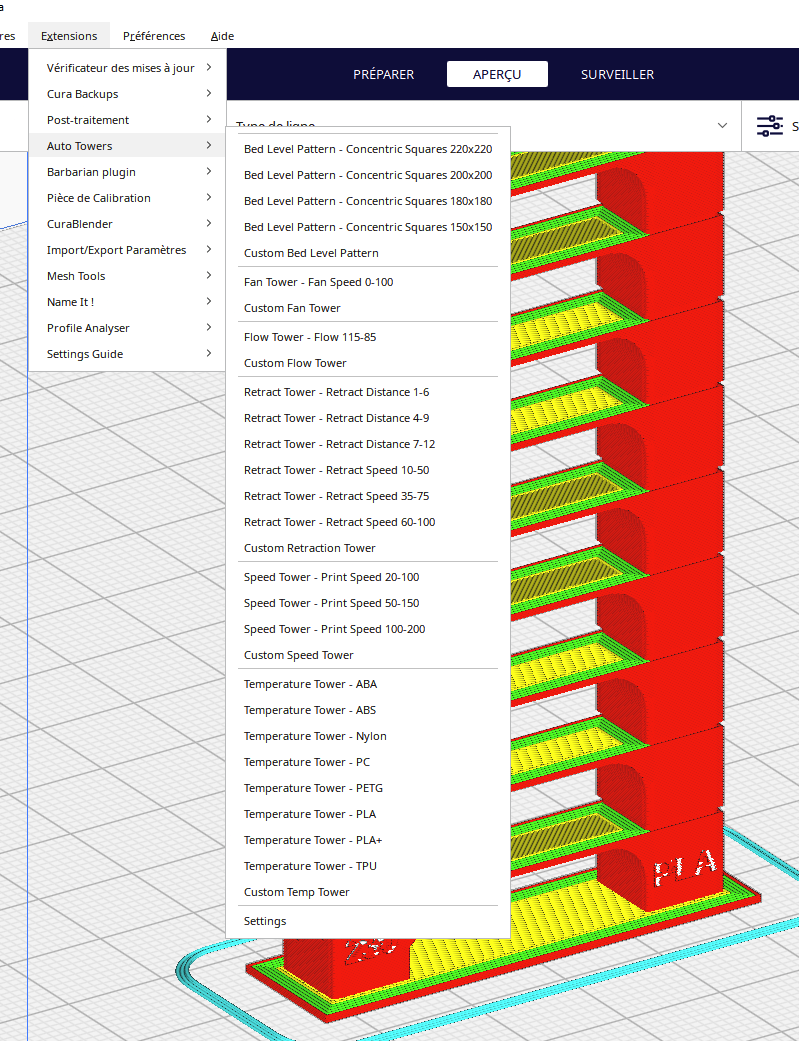
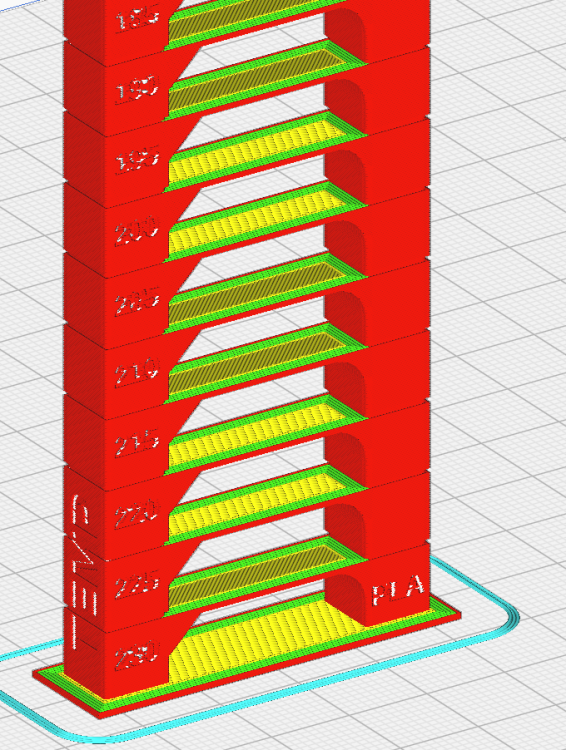
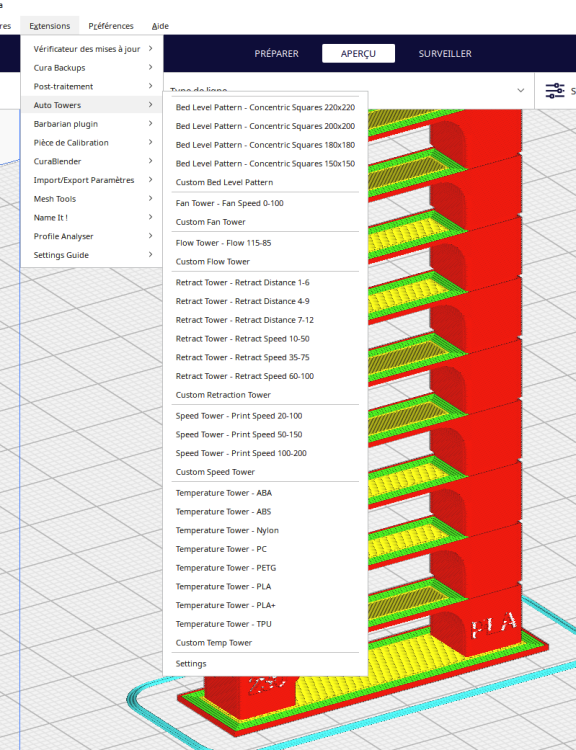
Par exemple, à faire pour le PLA une tour de température pour connaître une fois la tour faite quelle est la meilleure température pour avoir un bon résultat, Lors de l'impression il y a un changement de température à chaque zone. A voir entre le netteté des chiffres, le stringing et le pont. bien sûr il faut la slicer avec Cura. Il y a d'autres tours pour régler d'autres paramètres, dans les autotowers (les scripts sont inclus)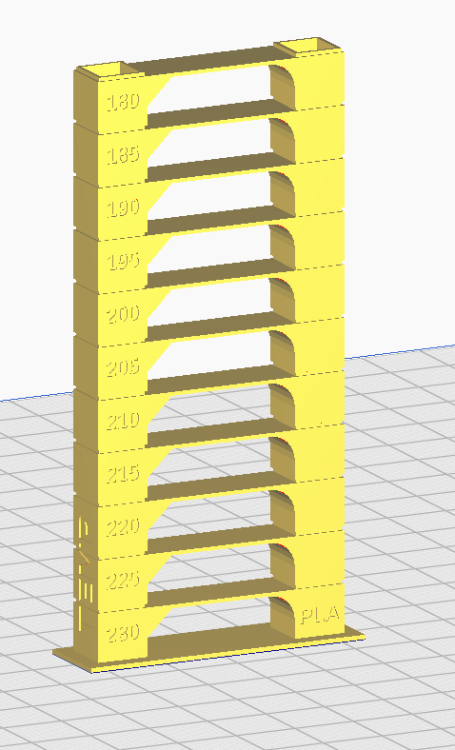
-
WEEDO TINA 2 3D le filament fait des tournicotis sans adhérer
hyoti en réponse au topic de Karine760 dans Entraide : Questions/Réponses sur l'impression 3D
@Karine760 Effectivement je ne trouve plus le plugin "calibration shapes sur le market" place, et pourtant il fonctionne toujours. Tu as celui-ci, si tu ne l'as pas déjà mis qui est utile : https://marketplace.ultimaker.com/app/cura/plugins/Kartchnb/AutoTowersGenerator Il apparaît sur github, mais après je ne sais pas comment le récupérer ? https://github.com/5axes/Calibration-Shapes/wiki -
Pour les cheveux d'anges, moins dangereux qu'un coupe-choux.
-
Les neuf barrés sont un bon test pour savoir quand repasser chez l’ophtalmologiste .
-
C'est quoi cette température de 108° C ? avec une charge faible en plus; c'est de l'overclocking ?
-
Pas la première, à 38%, cela devrait faire 93€ ou 92.99€ pour @divers
-
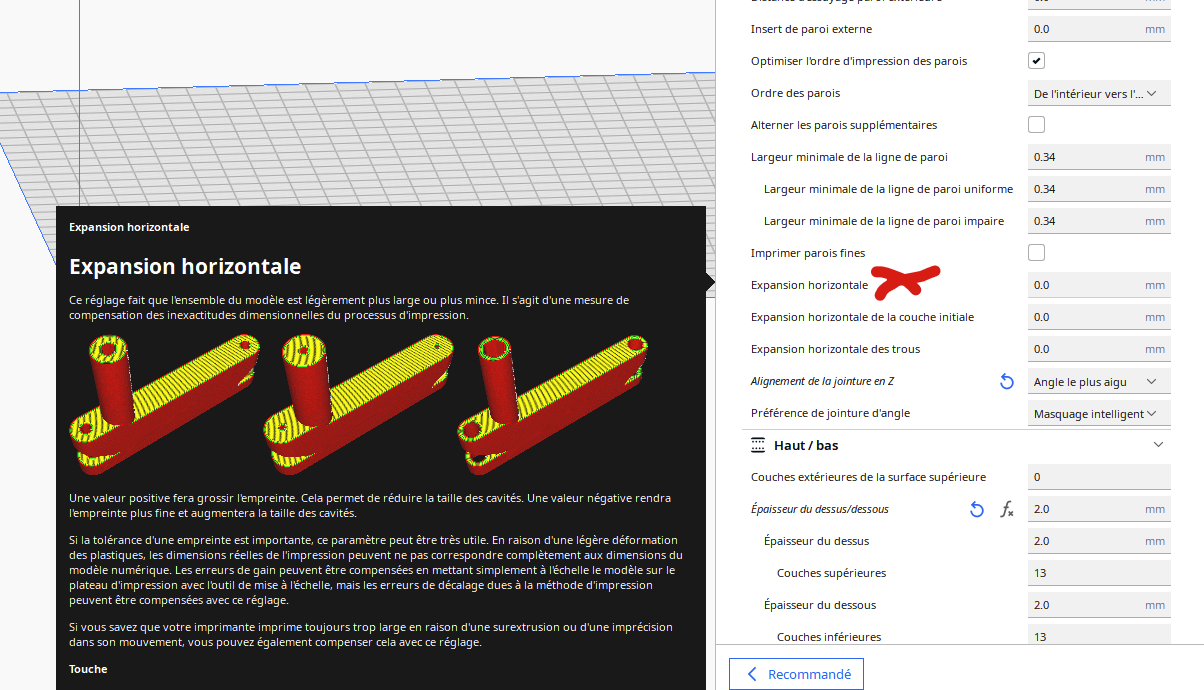
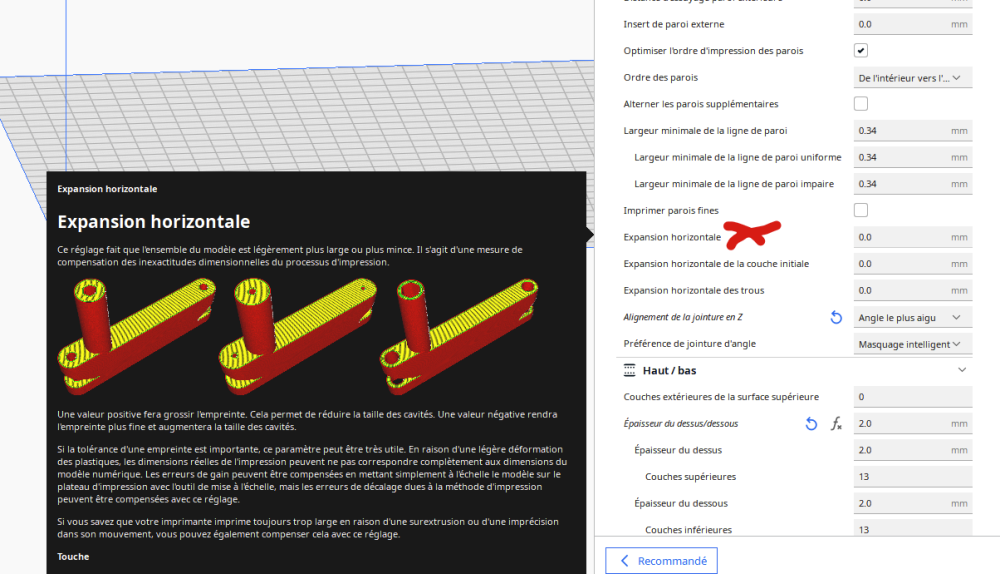
Bonsoir @Magnatdebon Comme ton post est récent, tu dois pouvoir le rééditer, les trois points en haut à droite du post et mettre TPU à la place de PLU. La ender3 V2 stock n'est l'idéal pour imprimer du TPU, un direct drive c'est mieux, mais dès fois cela passe. Pour ton problème de dimensions dans un STL de cylindre le cercle est fait par une succession de cordes, donc selon le nombre de facettes le diamètre sera un peu plus petit, pareil pour un trou cylindrique. Refaire le 3D plus large ou sous Cura en passant en mode expert ou All, tu peux paramétrer une expansion horizontale par exemple tester 0.4mm As-tu recalibré ton extrudeur (les steps/mm) avec le TPU, extruder 100mm de filament avec une marque à 120mm, les steps/mm sont souvent légèrement différents. Pense aussi à ne pas trop serrer le bras de l'extrudeur avec le TPU, moins que pour du PLA. Tu as une forme simple, donc pas beaucoup de rétractions à faire, ne met pas rétracter au changement de couche, le TPU n'aime pas beaucoup surtout en Bowden et un long tube de PTFE blanc.
-
PLA transparent premieres lignes ok mais apres ca zig zag
hyoti en réponse au topic de Carlito06 dans Entraide : Questions/Réponses sur l'impression 3D
Quelle épaisseur ta plaque ? la perte de transparence vers translucide est due en grande partie à la diffraction de la lumière par les lignes et les couches, un coup de fer à repasser (ou au four) comme l'indique @PPAC A voir ? -
PLA transparent premieres lignes ok mais apres ca zig zag
hyoti en réponse au topic de Carlito06 dans Entraide : Questions/Réponses sur l'impression 3D
Mais cinq ans entre deux briques cela me paraît un peu long ! Avec Le Pla (transparent) cela sera plutôt translucide, pas comme une plaque acrylique.
-
@jpm02 Normalement ce sont les mêmes câbles, les lettres c'est pour faciliter le repérage et éviter des interversions, par exemple brancher le X de la carte sur le moteur Y, Toutefois ils ne sont pas forcément de la même longueur selon les besoins et le positionnement. Vérifie tout de même en particulier sur celui de l'extrudeur que sur la prise côté moteur extrudeur que l'ordre soit le même qu'au départ, par exemple pour certain extrudeur (moteur) particulier, tu peux avoir des croisements de fils (pour des question de sens de rotation), mais cela serait étonnant Donc tu peux essayer de tester en prenant un autre câble si les longueurs te le permettent !
-
PLA & ABS
hyoti en réponse au topic de NoOne38 dans Entraide : Questions/Réponses sur l'impression 3D
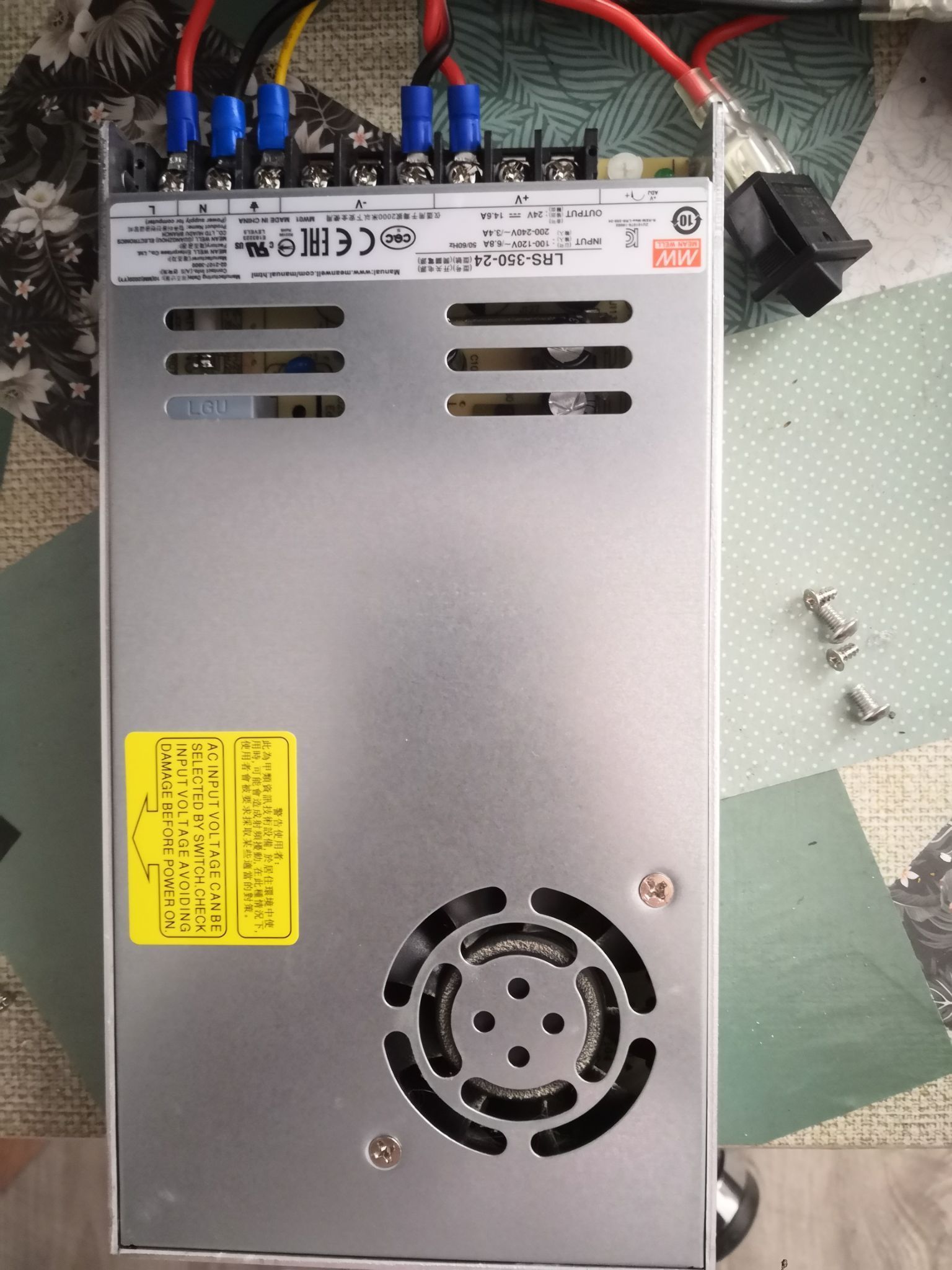
Pour l'alim, tu peux déjà vérifier sur la tôle, juste en soulevant l'imprimante, si en dehors des fentes au niveau du ventilateur tu as une (des) ouverture correspondante à la partie cerclée en rouge ou si la tôle est pleine. avec la deuxième ouverture faite, j'entends rarement le ventilo de l'alim se mettre en marche.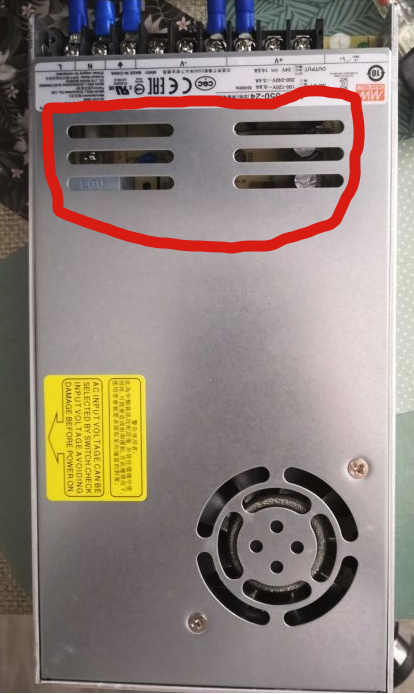
-
Filament ou acheter et quelle marque
hyoti en réponse au topic de MogCid dans Consommables (filaments, résines...)
Kingroon, jamais utilisé ! En PLA couleur semi transparent, en marque moins connue, j'ai été content de R3D. En semi transparent couleur, la marque Spectrum plus connue mais plus chère. -
Température Tina2
hyoti en réponse au topic de Nabucco dans Entraide : Questions/Réponses sur l'impression 3D
Bonsoir @missmarple14 Tu devrais créer un nouveau post et expliquer ton problème si tu souhaites de l'aide : @King1807 ne s'est pas connecté sur le site depuis plus de deux ans, tu as peu de chance qu'il te réponde. -
PLA & ABS
hyoti en réponse au topic de NoOne38 dans Entraide : Questions/Réponses sur l'impression 3D
@NoOne38 Si tu as une ender3 v2 custom avec un PTFE blanc, je te conseille de ne pas dépasser 235 °C, si tu l'as changé par un PTFE Capricorn (Bleu) 240°C passera mieux. Je n'ai jamais fait d'ABS, imprimante ouverte et pièce à vivre. Maintenant ton alimentation ressemble à cela : Sur la Ender 3 V2, elle est sous l'imprimante encastrée dans une tôle noire acier, Sur la mienne du moins, la partie basse où il y a le ventilateur, il y avait les découpes aération correspondantes, bon pas vraiment en face de celles de l'alim, Et les découpes du haut bien rien du tout fermées. Donc j'ai refait des découpes correspondantes dans la plaque de tôle, Pour ne pas t'enquiquiner, tu peux découper un grand rectangle. Je me suis aperçu de cet éventuel problème lorsque le ventilo de l'alim faisait un bruit de frottement d'axe (prêt à rendre l'âme comme sur un PC) Je l'ai remplacé par un sunon (ben oui, celui-là était en 12 V) N'empêche ABS ou pas, depuis les trous dans la plaque de tôle, le ventilo ne tourne pas souvent. il y a un capteur de température dans l'alim. Avec la tôle une entrée d'air ou sortie était bouchée. PS : J'ai un ancien collègue qui a dans le sud plutôt l'été, faisait de l'ABS sur une ender 3 et aussi pro sans enceinte dans un abri de jardin. attention aucun courant d'air !!! les impressions de la taille d'un boîtier pour Raspberry Pi 1 ou 2 passaient, pas plus grand (et pas toujours) A l'époque c'était des buildtak sur le plateau, il fallait pour que cela adhère bien pour l'ABS, passer au pinceau sur le plateau une couche de jus ABS dissout dans l'acétone ( en gros tu coupes des petits morceaux de filament ABS que tu mets dans de l'acétone) et après tu l'utilises sur le plateau comme une colle, je ne sais pas si nécessaire sur le plateau verre carborundum de la ender 3 v2 ?