



Argar
-
Compteur de contenus
347 -
Inscrit(e) le
-
Dernière visite
Récompenses de Argar
")





-
J'ai hâte d'avoir la réponse du SAV vous me donner envie avec vos A10. Je pense aussi à prendre un 3Dtouch. C'est pré-câblé sur la machine du coup c'est ultra tentant! Perso l'extrudeur j'ai le orange! Sur une proB et la A10. Il tourne du tonnerre et la roue dentée est de qualité. J'ai lu que quelqu'un à changé le tube PTFE, on sent une net différence avec la capricorn ou un autre par rapport à l'origine?
-
Ouai je l'écrase même un peu plus que de raison. Mais c'est peut être mon filament qui accroche mal. Soucis récurant en ce moment sur les Ice filament. Quand je fini la bobine j'utilise le Geeetech. Pour la A10 je me bat avec le SAV. Ne l'ayant pas acheté direct dans leur boutique ou sur amazone. Ils te renvoient vers le revendeur qui te renvois plus tard vers un technicien spécifique. Assez courtois, mais ils finissent le vendredi 12h (sans te le dire!) On dirait que la CM a pris une claque.
-
Tu as toujours l'extruder d'origine en plastique? perso direct passé à un métal car je l'ai reçus cassé... Mais souvent la patinage du filament c'est un manque de pression. Soucis réglé avec l'extrudeur alu orange sur Mamazone. Roue dentée de meilleur qualitée (nécessite moins de pression sur le filament pour un meilleur entrainement). Extrudeur très solide et avec la vis tu peux régler la pression. Et le passage du filament est comme l'origine en arrière de la vis trapézoidale de l'axe Z. https://www.amazon.fr/gp/product/B06XPH9PR2/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&psc=1
-
6 driver pour la GT V3. (faut faire gaffe à l'achat au ventilateur sur l'extrudeur, si il est en façade c'est une V3 normalement) Pareil sa vidéo ma convaincu. Mais j'ai eu des galères la première semaine. Le plateau a une accroche de merde. Elle répond comme une .... à S3D obligé de passer par Cura. Faut le laquer chez moi pour avoir de l'accroche. Pas très plane non plus le superplate. Sinon bonne qualité général. Elle a tournée rond deux semaine et puis boum panne.
-
J'ai un soucis similaire, mais je vois nettement l'extrudeur claquer. Je vais tester le jerck il est à 20 de base il me semble sur le 1.1.9.
-
J'ai la même avec carte V3. Une vrai calamité! à tourné deux semaines puis ne veux plus rien savoir! L'extrudeur claque! Le moteur saute des pas. Pourtant j'ai bien débouché et même changé la buse, le PTFE. J'ai changé la roue dentée d'origine par une meilleur pour diminuer la pression ressort (extrudeur cassé d'origine passé sur un métal). Le fait qu'il est moins de pression aide bien. J'ai du baissé le taux d'extrusion aussi augmenté la température d'impression de 20°. Mais rien à faire, il saute des pas. Moteur et driver changé testé à divers tension. Je suis en attente de réponse du SAV. Outre le fait qu'elle m'est lâché en deux semaines! La machine, je te rejoint, propre pleins de petite options possible facilement ou intégré. Belle finition. Qualité d'impression satisfaisante à souhait! Simple de montage. Marlin 1.1.9 nikel. Une belle machine mais j'ai eu la poisse avec! Pareil acheté sur ebay reçus en 3/4jours max pour un bon prix.
-
Je dirais sous extrusion ou buse bouchée. Tu as fait le test pour savoir si les step de l’extrudeur était bien calibré? Si il délivre bien le bon nombre de millimètres. -Vérifies la taille du fils déclarer dans le slicer 1.75mm -Vérifies la taille de buse 0.4 d'origine -Vérifies ton coef d'extrusion (entre 0.9 et 1 selon les fils pour donner une bonne fourchette). Normalement il est à 1 d'origine. Est ce que l'extrudeur claque? Regardes si le fil glisse pas, des fois la roue dentée glisse sur le fil et ceci peut expliquer ce résultat. Si çà glisse retends le ressort de l'extrudeur pour mettre plus de pression. Si l'extrudeur claque possible que ton driver soit pas assez fort (réglage à faire) ou alors tu as déjà une tension de bourrin.
-
J'en suis là avec la miennes. Qualité de merde et décalage de couche en Y (elle la faite juste après la vidéo). https://www.facebook.com/azarkiel.rius/videos/10218617882578657/
-
Perso de base les calibration était impec. Si ton extru a pas claqué ou glissé c'est qu'il est pas bouché. Ha celle là elle me donne du mal car elle veux rien savoir sur slicer ou simplify. Obligé de passer sous cura. Mais j'ai des décalages, certainement dut au tension de courroies... Mais alors leurs tendeurs...
-
Hello, Je suis aussi en galère avec la A10! Perso l'accroche, je lui est fait la peau a grand coup de scotch et laque. Car en effet le super plate heu, est super nul dans mon cas! En plus il est carrément pas plane. Pour le coup de tas buse. Hésites pas à retirer le filament démonter le tube ptfe qui guide le fil. Tu fais chauffer tas buse et tu pousses le filament avec l'écouvillon fourni. Quelques coups avec le gros diamètres puis ensuite avec le petit (très important car le gros seul cré des bouchons. Test d'extruder genre 50mm dans le vide voir si çà cafouille pas pour être sur que çà sort bien. Regardes bien ton extrudeur voir si il patine pas. Celui d’origine était cassé dans mon cas. Perso sur slicer et simplify elle donne que dal. Cura carrément mieux, mais je "patauge" complet avec ce logiciel.
-

solidworks Effet mirroir sur un fichier .STL
Argar en réponse au topic de chamyl2000 dans Dessiner / modéliser en 3D
No soucis! Tant que çà peut aider! -
Hello, Justement je ne sais même pas où l'ont voit la version du Marlin. Je n'ai pas de version dans mes noms de divers pages et dans les entêtes de chacune je ne voit pas non plus un endroit où une version est indiqué. Mais il date ce marlin. En gros 2015 si je me fie à la date de création des fichiers.
-
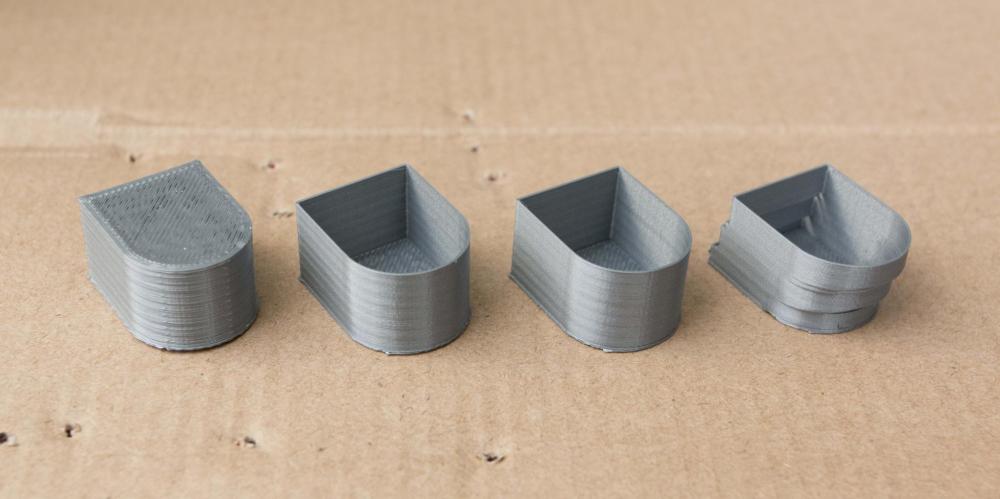
Hello, Je sèche complet et l'imprimante me sort par les yeux. Elle va finir par la fenêtre... Je ne trouve pas la raison de pourquoi çà imprime aussi dégueu. A droite, courroie Y trop tendu = pas assez de couple (driver réglé) donc çà saute car le moteur tourne plus (vraiment bien tendu hein). Je détend un peu et çà passe. Avec une Buse de 0.3 j'obtiens 0.4 d’épais en mode vase. Trop ou pas (3.3 normalement non)? Car le soucis, c'est comme vous le voyez à gauche les surfaces sont pas assez rempli! Et pourtant on dirait que çà sur extrude! En plus j'ai les problèmes de goute que je n'ai pas sur le mode vase... PLA Ice filament 200° buse 0.3 Il y a un léger wobble, mais il est vraiment mineur à peine 1/10 au pied à coulisse. XYZ calibré à moins 1/10 d'erreur dans les cottes. Jerck xy 20 comme d'origine, j'étais monté à 25, les angles était un peu mieux mais la machine secouait de trop on entendait que c'était un peu violent. Mon gros soucis c'est que: Elle ferme pas bien les couches supérieurs. Si je monte le coef elle ferme mieux, mais du coup elle sur-extrude le reste. J'ai mis le out overlap à 22% mais clairement c'est pas çà. De plus comme ici. On voit qu'elle ferme pas bien les surface interne. Cause, au lieu de 13mm j'ai 12.5mm. Du coup même avec l'overlap ba çà corrige pas 5/10. Mais les diamètres extérieur de la pièce sont nikel... Je ne vois pas quel paramètre changer! Je sèche complet et je trouve rien pour m'expliquer çà. Pour les goutes çà fait bien plus de 1ans que j’essaie de les virer, c'est apparu d'un coup et quelques soit le trancheur!

-
la 1.6.7 peut être installé en double no soucis? Il va falloir que je test çà alors!
-
Hello cela faisait vraiment longtemps que je n'étais pas passé sur le fofo. Donc bonjour à tous! Je suis passé sous Arduino 1.8.8, car en ce moment, je l'utilise avec une Arduino UNO pour programmer des projets après impression. Et voilà, je voulais retoucher le marlin... Et ha ba zut il est sur la platine UNO. Mais il fallait une certaine version d'Arduino avant, hm toujours valable? Aucun moyen de faire reconnaitre l'imprimante à la version 1.8.8? Question annexe, car je n'ai pas trop suivit les news. Il y a un nouveau Marlin pour les Geetech pro B? Une maj quelconque? Parce que là il date le prog de base dedans et j'ai quelques misère avec mes impressions. Merci

