Soul
-
Compteur de contenus
43 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Soul
-
Problème début impression ( SLA déformations et traces supports )
Soul en réponse au topic de patrouilleur1 dans Les imprimantes 3D SLA
c'est un truc payant non? -
Problème début impression ( SLA déformations et traces supports )
Soul en réponse au topic de patrouilleur1 dans Les imprimantes 3D SLA
Pour ton problème de déformation tout dépend, plusieurs facteur peuvent jouer : - vitesse de levé (arrachement trop brutal) - mauvais positionnement des support. En général quand je veux une pièce avec des lignes bien droite, je place mes support sur tous le long des surfaces à respecter. - Chaleur ambiante (donc texture de ta résine. plus c'est chaud plus ça foire) Voila en espérant t'avoir aidé. -
Problème début impression ( SLA déformations et traces supports )
Soul en réponse au topic de patrouilleur1 dans Les imprimantes 3D SLA
Bonjour, Sur lytchee, les supports avec boule au bout sont dans la version payante. Ce de base sont cassant et arrache de la matière. j'ai investie dans une pince de modélisme et je tente de couper les support en plusieurs fois afin d'éviter d'arracher et de faire des trous. je ramollie également la résine dans de l'eau chaude et j'ai l'impression que ça arrache moins de matière (mais c'est surtout de l'auto persuasion je pense...) dans tous les cas soit ça arrache et tu devra poncer pour effacer les troues, soit un bout du support reste sur la fig et tu devra poncer pour le retirer. Donc essaye toujours de mettre tes supports sur des faces qui ne serve pas à grand chose. (en général en dessous des fig.) -
Résine transparente Resione G217 - des conseils à donner?
Soul en réponse au topic de amundsen dans Les imprimantes 3D SLA
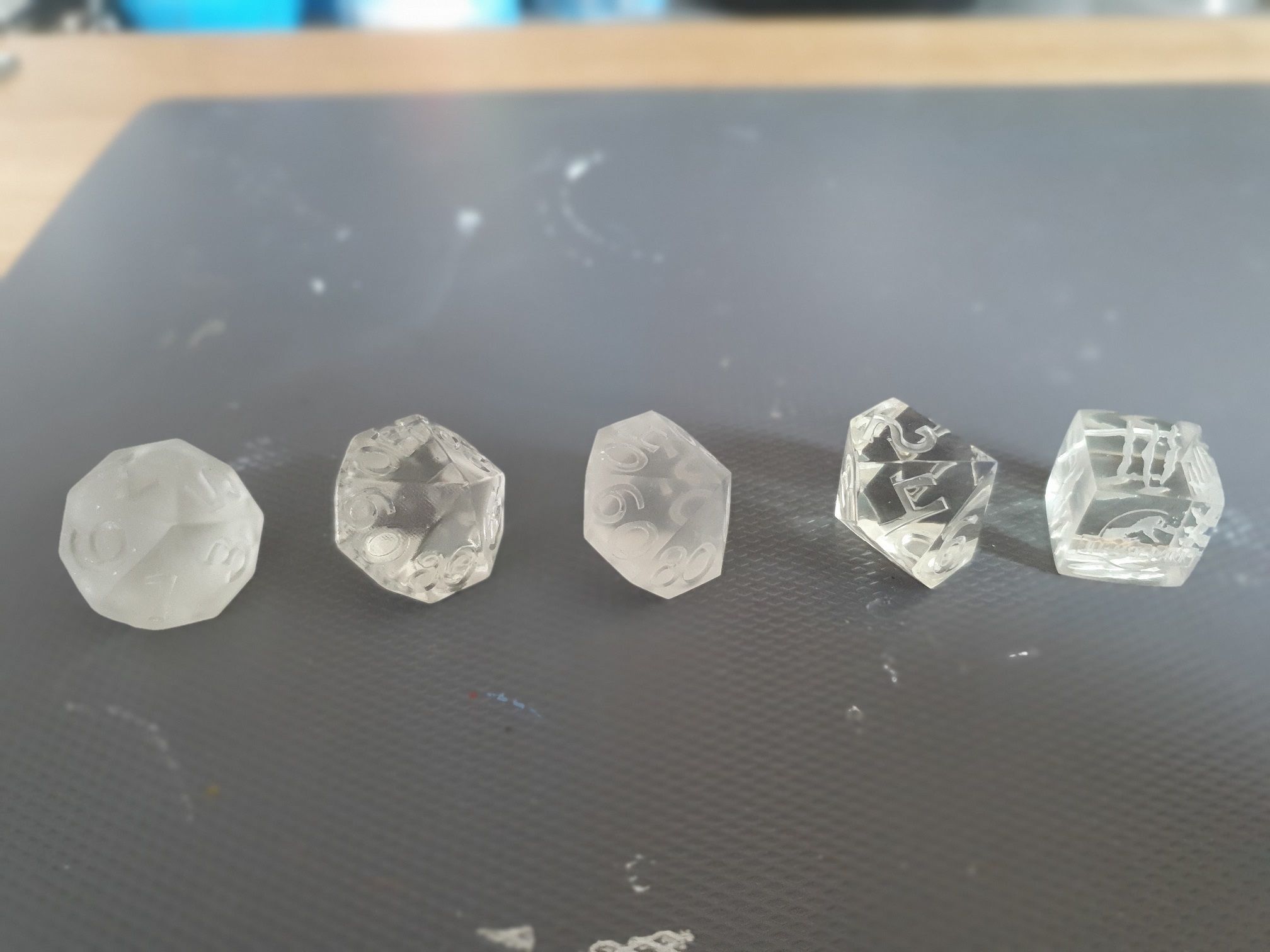
Bonjour, Perso j'utilise de la résine transparente de chez anycubic. il est compliqué d'obtenir un rendu cristal directement en sortie d'impression. le meilleur rendu que j'ai pu avoir est soit avec du vernis (en spray pour les pièces complexe) soit en polissage.) de gauche à droite : 1) brute d'impression, 2) Brute impression + vernis ,3) ponçage (jusqu’à 10000),4) ponçage + vernis,5) ponçage + polissage Au final l'essaye 4 et 5 sont très similaire. (la différence est que l'essaye 5 n'utilise pas de vernis)
-
Taille minimale des parois sur Anycubic Photon Mono 4K?
Soul en réponse au topic de amundsen dans Les imprimantes 3D SLA
Bonjour, Pour faire du vitrage je te conseil d'imprimer à la résine transparente sur une plus grosse épaisseur puis de poncer/polir D'expérience je n'ai jamais réussi à avoir une impression réellement transparente en sortie d'imprimante. (si tu as une solution je suis preneur.) J'ai réalisé des petites bulles avec une épaisseurs de 1mm et je n'ai jamais réussi à les rendre transparente (même avec une bonne couche de vernis. Le polissage d'une bulle est beaucoup trop galère) Le problème est que l’imprimante imprime en couche. Il faut donc polir au maximum pour avoir un effet transparent. (j'ai imprimé un Dé à 6 faces avec polissage, il est devenue transparent. sans polissage le résultat est mitigé.) Meilleur papier de polissage : https://www.amazon.fr/37-948-Micron-polissage-papiers-Asst/dp/B001BHGC7G/ref=sxts_rp_s_1_0?__mk_fr_FR=ÅMÅŽÕÑ&content-id=amzn1.sym.7b552004-2b77-4a9c-ac1e-921b50b376e2%3Aamzn1.sym.7b552004-2b77-4a9c-ac1e-921b50b376e2&crid=1P5M450U9HYY0&cv_ct_cx=zona&keywords=zona&pd_rd_i=B001BHGC7G&pd_rd_r=d32d02bc-9ab1-413b-9bea-e1c7abf50773&pd_rd_w=APHTD&pd_rd_wg=lbWX5&pf_rd_p=7b552004-2b77-4a9c-ac1e-921b50b376e2&pf_rd_r=VS3FCHKQKSPFSJMNY7H8&qid=1684256721&sbo=RZvfv%2F%2FHxDF%2BO5021pAnSA%3D%3D&sprefix=zona%2Caps%2C92&sr=1-1-1890b328-3a40-4864-baa0-a8eddba1bf6a -
https://www.amazon.fr/dp/B0B48ZLBF6/ref=syn_sd_onsite_desktop_154?ie=UTF8&psc=1&pd_rd_plhdr=t Bonjour, est ce que quelqu'un à déjà utilisé ce genre de résine?
-
Problème axe z
Soul en réponse au topic de Soul dans Entraide : Questions/Réponses sur l'impression 3D
CaleAnycubicPhoton4K.stl Voila la cale que j'ai rajouté, démonte ta buté(2 vis) puis insert la cale. il faut bien pensé à refaire la calibration. -
Problème axe z
Soul en réponse au topic de Soul dans Entraide : Questions/Réponses sur l'impression 3D
Salut, oui mon problème à bien été identifié. Une simple cale m'a permis de ne plus avoir de souci. Dans ton cas qu'elle est la température ambiante? (je me suis aperçue qu'en fonction de la température, la buté d'axe Z peut varier un peut.) Essaie de refaire une calibration axe Z voir si tu as encore le problème. Vérifie que ton axe Z est bien graissé. Tente d'ajouter une cale de 2mm sur la buté de l'axe Z. -
Sympa les modèles, par contre j'ai pas l'impression que le coté phospho soit fou.
-
GG content d'avoir aidé. Par contre je te conseil vraiment de faire des supports plutôt qu'un cercle d'accroche ou tu viendra ajouter ton modèle dessus. Pour la simple et bonne raison que les supports sont simple à enlever (juste a les mettre dans l'eau chaude avant CURE et tirer dessus). la ou le cercle il faudra le casser et limer les bouts qui seront mal cassés. Une fois que tu maitriseras la magie des supports tu pourra tout imprimer petit padawan!! (j'ai découvert que trop de support trop rapproché et une sur exposition entraine une fusion de tous les supports sous le modèle xD)
-
Essaye de mettre des supports ça permettra d'avoir une plus grande surface d'accroche.
-
Bonjour, Pour le test de la feuille, si ça passe en agrippant un peut ça devrait être bon. (par contre une feuille de papier de cigarette n'est elle pas trop fine par rapport à la feuille gabarie fournie par l’impriment? Perso sur du eleego ABS (je ne connais pas les autres résines) je met 8 couches sur exposées à 50s, 60mm/m de "lift speed" et 150mm/m de "retract speed" (l'impression prend sont temps mais je n'ai pas de problèmes d'accroche.) j'ai vue sur d'autres forum que le problème pouvait également venir d'un plateau trop lisse. Les mecs mettaient un petit coup de ponçage pour le rendre un peut plus rugueux. (n'ayant pas eu ce genre de problème je ne peux pas vraiment t'aider.) Mais comme dit PPAC check les points : 1 - init de l'axe Z. 2 - plateau pas droit. (en général regarder avec un réglet voir si le plateau est droit est assez simple a tester) 3 - Param du slicer 4 - Température de la pièce/résine Après dans les truc un peut plus foireux : 5 - vérifier avec les programmes de test de la machine que les temps d'allumages des led soit bon (10s pour à peut près 10s) 6 - Essaye avec une autre résine...
-
Bonjour, Test les deux et regarde ce que tu préfère, perso je suis sur lychee (j'aime beaucoup leurs interfaces) bruyante? Bof pas trop, émanation toxic? oui. Moi je l'ai mis sur mon balcon. j'ai pas de problème d'impression juste à faire attention à l'impression. (entre 14° et 30° ça passe :)) Pour débuter je te conseil : - Une pièce bien aéré (très important) - Gants jetable - Spatule pour aider a décoller les modèles une fois imprimé (généralement dispos avec l’impriment) - Spatule en plastique/silicone pour racler le font de ton bac (Surtout pas une spatule en métal!) - Un mini entonnoir (en silicone) et un filtre pour remettre ta résine dans la bouteille une fois l'impression fini. (il est important de la filtrer pour éviter d'avoir plein de bout lors de ta prochaine impression) - Un bac de nettoyage. (certain utilise de l’eau chaude et liquide vaisselle) perso j'utilise un bac d'IPA puis de l'eau chaude+liquide vaisselle. - un truc à UV pour cure tes modèle une fois imprimé. (pareil certain utilise des lamp uv pour ongle) perso j'ai opté (lors d'une promo) de la machine Wach&cure de anicubic (gain de temps, d'effort et de nettoyage :)). - Des Fep de rechange c'est pas du luxe... je suis un boulet et 4 jours après ma première utilisation j'ai explosé mon fep...
-
Dimensionnel des pièces en résines
Soul en réponse au topic de Deathaite dans Les imprimantes 3D SLA
Bonjour à toi, j'ai également un problème de dimension, en général je fais de la figurine plein pied donc 1mm de plus ne me dérange pas. En revanche lorsque j'ai imprimer deux pièces qui doivent s'emboiter l'une dans l'autre, je me retrouve avec des écart à récupérer avec du ponçage. Je me demande si cela ne viendrait pas du temps d'exposition ou d'un manque de support sur les bords du cylindre. -
Ho tu me dira si ça vaut le coup!
-
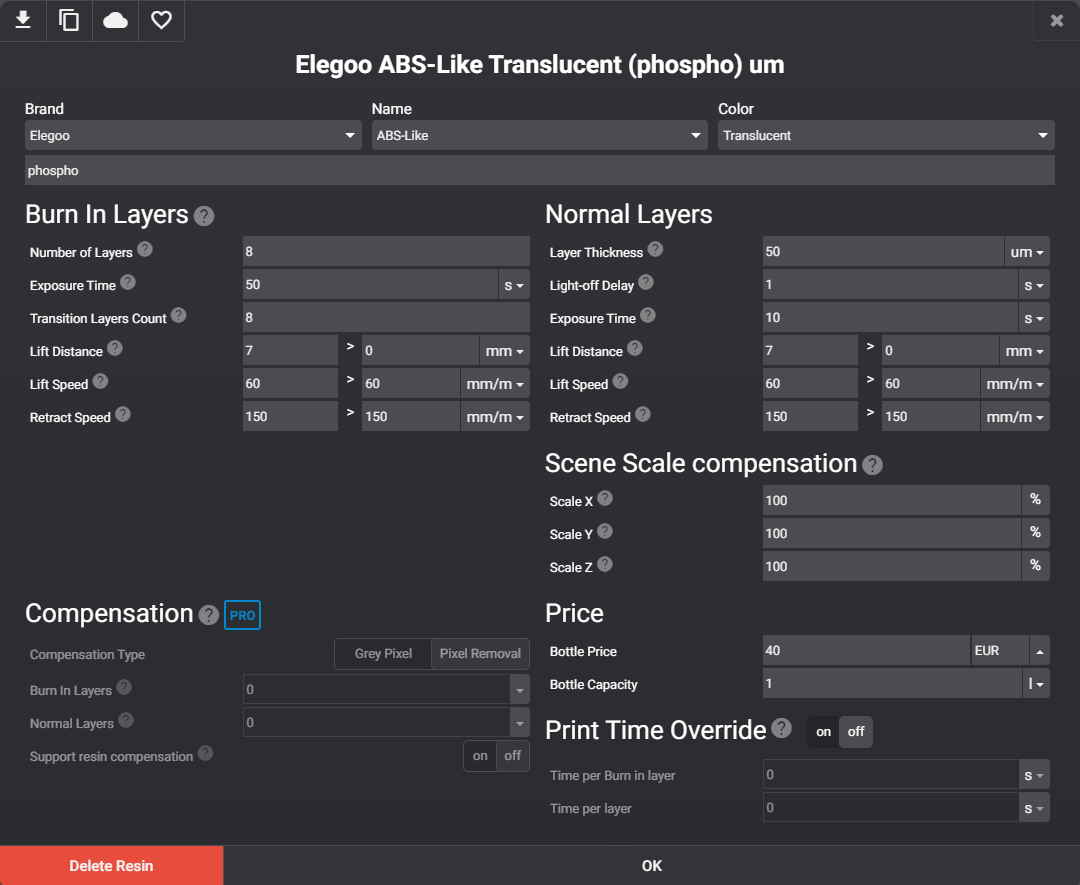
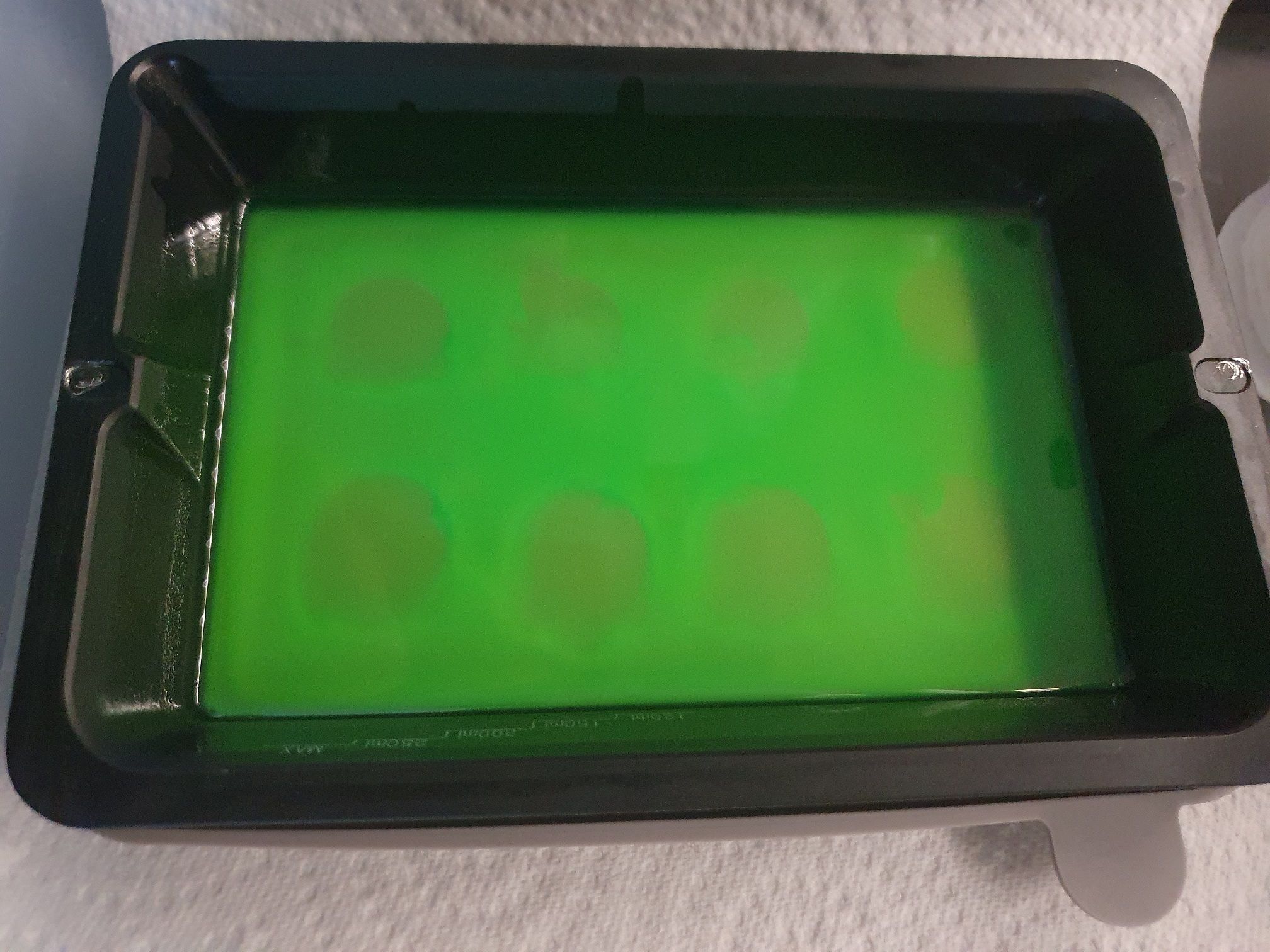
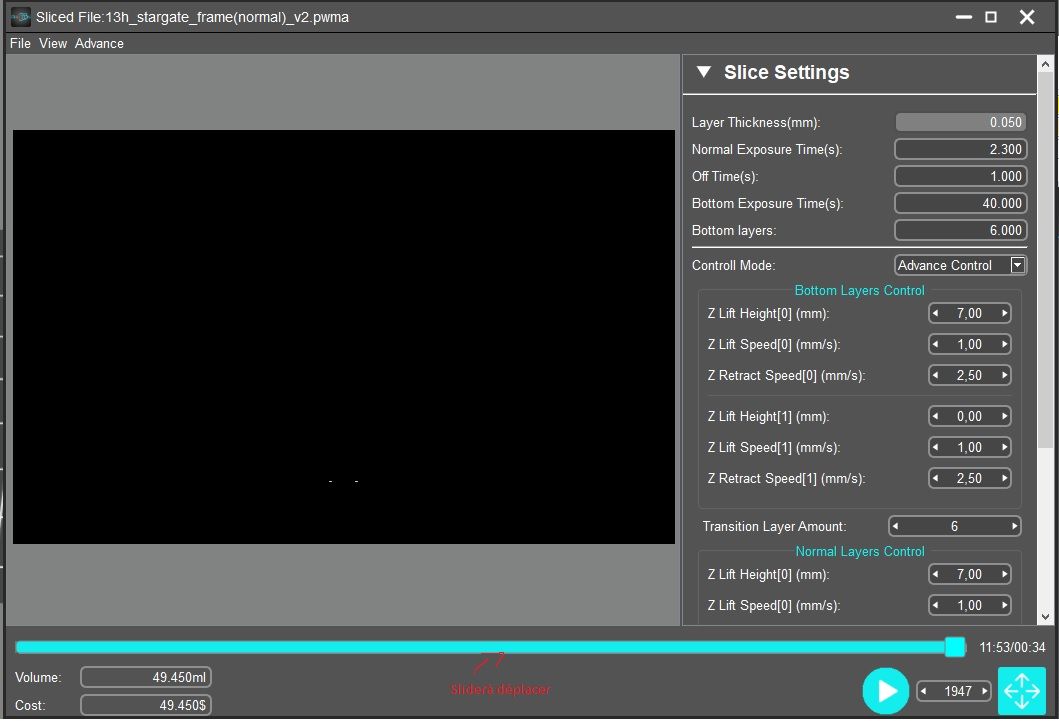
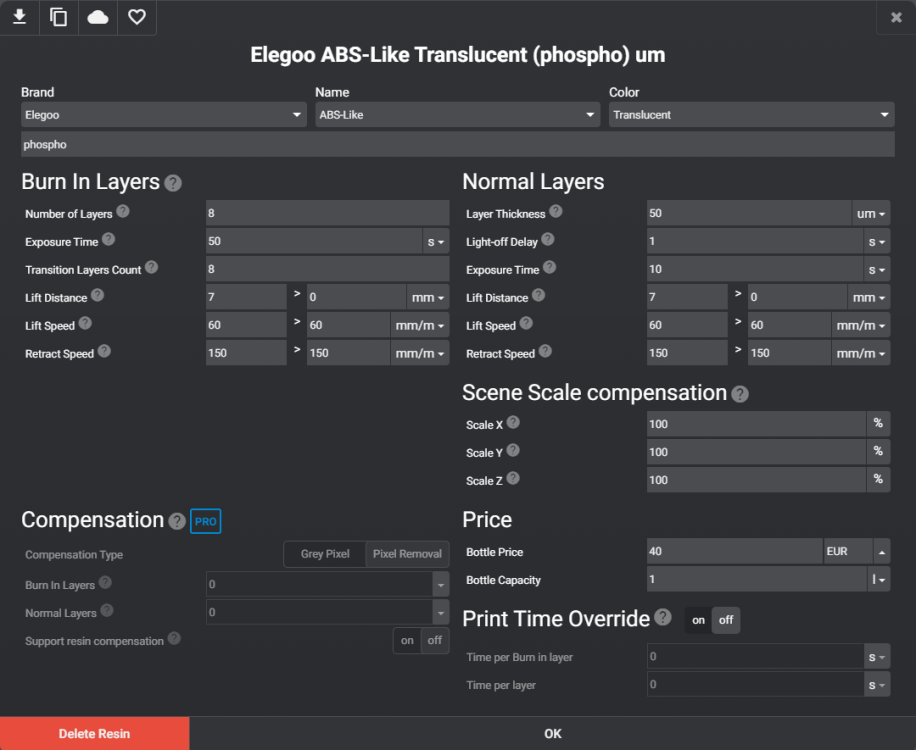
Bonjour a tous ! je reviens vers vous suite aux différents tests : - Utilisation de la poudre phosphorescente : https://www.amazon.fr/gp/product/B09GB74YDC/ref=ppx_yo_dt_b_asin_title_o01_s01?ie=UTF8&psc=1 - Utilisation d'une résine translucide Elegoo ABS-Like - Paramétrage : Résultat : C'est pas ouf. en gros le pigment rend une jolie couleurs verte et arrive à ce mélanger, la ou la poudre phospho tombe au font du bac.... Donc pas vraiment d'effet phospho en sortie d'impression. Bac après impression. Modèles chargés avec une lampe UV Modèles après CURE de 3min



-
je reçois des pigments phospho demain normalement on va voir ce que ça donne
-
merci je vais regarder dans ce sens. Et effectivement j'avais vue les résine a 180€... même pas la peine.
-
Bonjour, Je voudrais votre avis sur le faite d'ajouter de la poudre phosphorescente a une résine de type Clear. est ce que ça ne va pas changer les propriété de la résine? (mauvais durcissement?) Avez vous déjà essayé?
-
Bonjour, ayant tester les deux types d'imprimante pour des besoins différents, je ne peux pas recommander la résine pour des pièces techniques. Je pense qu'une pièce fine sera plus cassante. Un pièce épaisse sera plus solide (c'est que de la supposition) mais moins déformable. Perso je préfère faire des pièces qui ne vont pas subir de contrainte mais qui demande beaucoup de détaille en résine. Les autres en filament.
-
difference de temps d'impression importante entre chitubox et l'imprimante
Soul en réponse au topic de pascal91 dans Les imprimantes 3D SLA
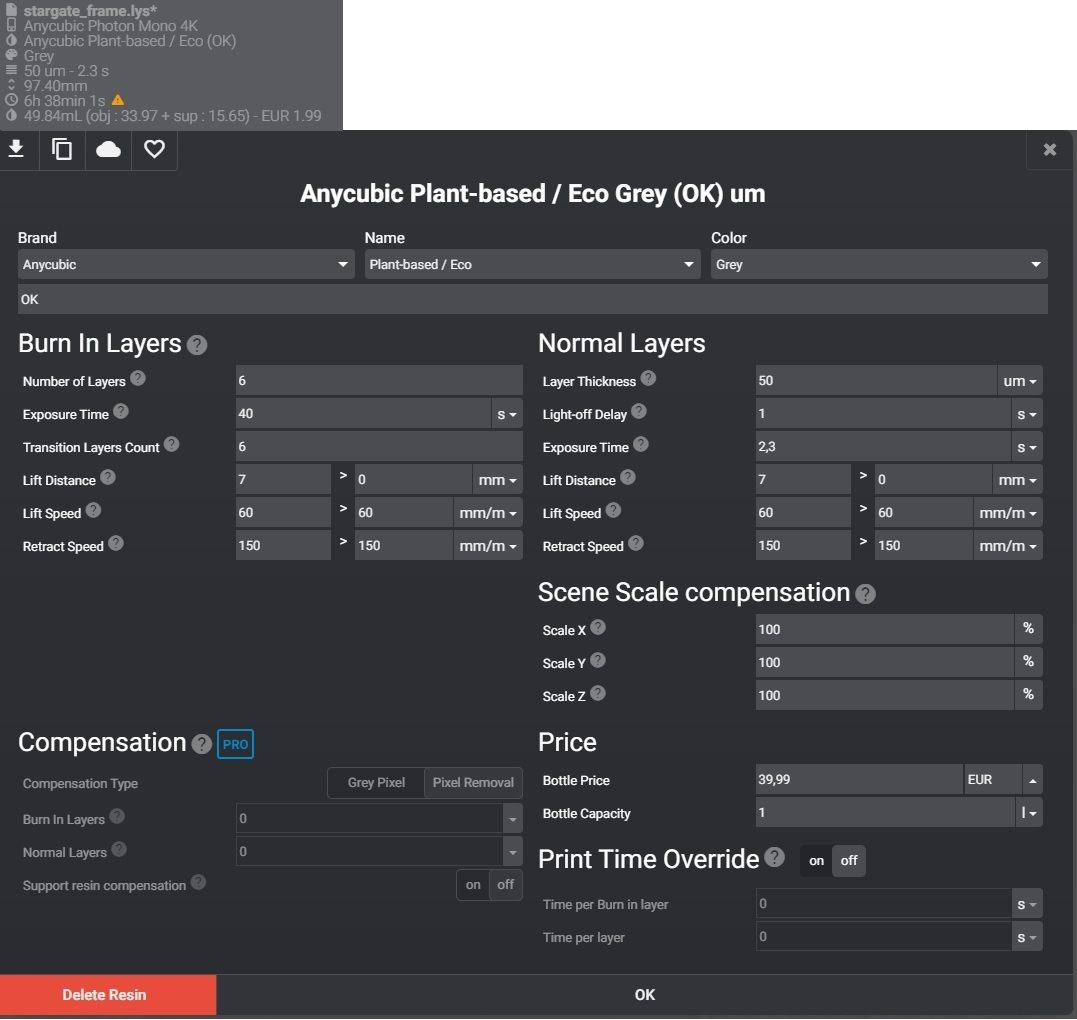
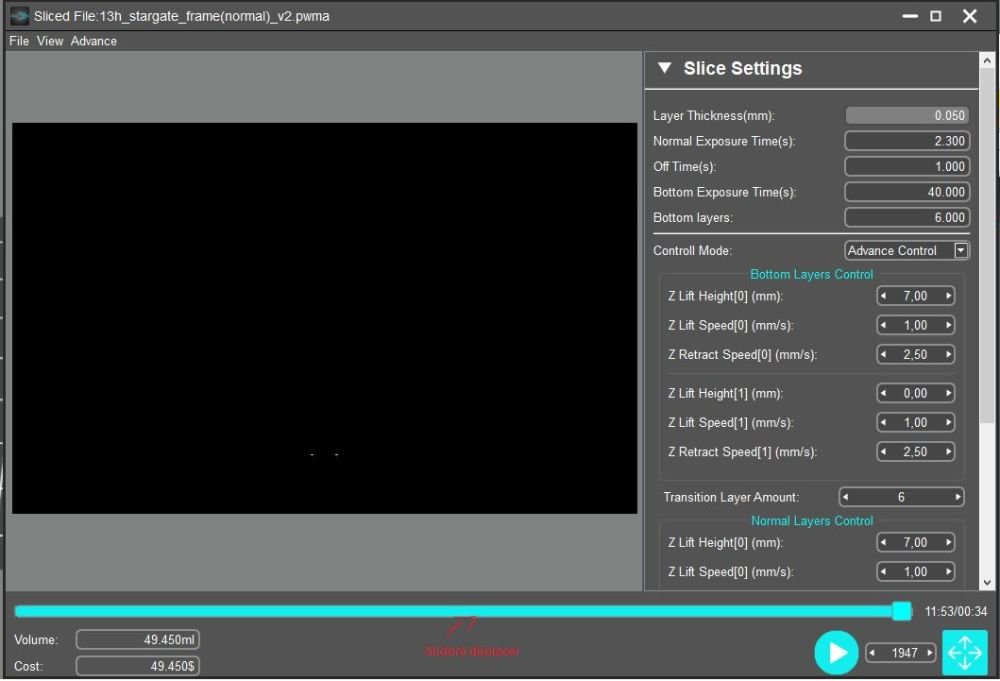
1) dans la capture 1 il y a le temps que j'ai sous lychee avec les params de config 2) sur la capture deux le temps retourne par photon ( il faut pousser le sliders à fond pour voir le temps total. (j'ai l'impression qu'il recalcule de temps après parcours du fichier)) 3) cette impression m'a prit entre 12h et 12h30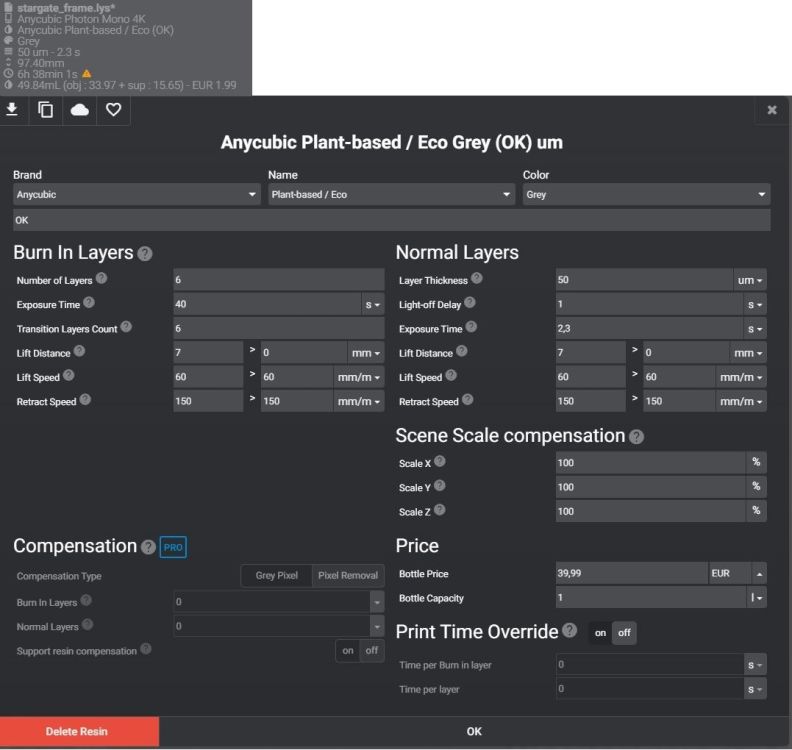
-
difference de temps d'impression importante entre chitubox et l'imprimante
Soul en réponse au topic de pascal91 dans Les imprimantes 3D SLA
Bonjour a tous, effectivement j'ai le même phénomène sur lychee slicer et d'après un dev il semblerait qu'ils manque de données propre au firmware afin de calculer correctement le temps d'impression. En ouvrant le fichier .pwma avec le logiciel constructeur "Photon Workshop 64", j'ai des temps beaucoup plus proche de la réalité. Ma procédure : Slicer le fichier, regarder le temps d'impression avec le logiciel constructeur, noter le temps directement dans le nom du fichier en ajoutant 30min :) -
[Anycubix mono X 4K] [Lychee] pièces détachée des support et collées au FEP
Soul en réponse au topic de ormaa dans Les imprimantes 3D SLA
Bonjour, j'ai eu également pas mal de problème avec les supports light. Pour ma part j'ai fais deux chose : 1) Passer a du médium (mais effectivement il y a des traces et je ne sais pas encore comment les faire disparaitre complètement sur des surfaces complexes. Sur des plats, je ponce.) 2) j'ai diminuer la vitesse de remonter à 1mm/s. ça prend beaucoup plus de temps mais ça a le mérite de moins forcer sur les supports. -
[Anycubic mono X 4K] impression avec un socle sur les premiers layers
Soul en réponse au topic de ormaa dans Les imprimantes 3D SLA
Bonjour, Perso je n'utilise que Lychee en version gratos. - la configuration de l'imprimante est automatique (taille bac, élévation, résolution.) Juste à choisir son imprimante - les fonctions gratuites ne sont pas indispensable. le Hollow "standard" est disponible, la gestion des supports et la détection des iles aussi. - l'interface est vraiment sympa et intuitif. (la ou chitubox me pique les yeux....) - Possibilité d'avoir une vue de référence. (via un modèle échèle 1:1 d'une canette) - accès à la configuration résine d'autre utilisateur (perso je l'utilise beaucoup pour trouver la bonne conf pour de nouvelles résine) Pour les options payante : - Optimisation de la forme des supports. - Hollow 3D (qui est une version amélioré du Hollow de base) - détection avancé des iles (perso je ne vois pas la différences... car je vérifie toujours a la main les supports) - enlever les 20 pub lors de la génération du fichier slice - et tout un tas d'autre truc que je ne me sert pas. -
Bonjour, Pour ma part je nettoie le bac après chaque utilisation (mon installation me l'oblige.). Pour ce faire comme dit Ironblue, je vide le reste de résine dans la bouteille en utilisant un entonnoir et un filtre. (soit ce fournie avec l'imprimante, soit https://www.amazon.fr/gp/product/B0922B5J3G/ref=ppx_yo_dt_b_asin_title_o06_s00?ie=UTF8&psc=1) Le faite de suspendre ton bac pendant plusieurs minutes permet de faire couler l'ensemble de la résine. (il ne reste que quelques gouttelette ensuite. que j’essuie avec un cotopat)