Krl
-
Compteur de contenus
575 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
9
2 abonnés


Visiteurs récents du profil
2 713 visualisations du profil





Récompenses de Krl
")
Experienced (11/14)
-
 Rare
Rare
-

-
 Rare
Rare
-
 Rare
Rare
-

Badges récents
325
Réputation sur la communauté
4
Sujets solutionnés !
-
C'est tout à fait possible... Les temps d'impressions estimés sont souvent FAUX ou très FAUX Normalement tu as un couvercle antiUV donc tu peux aller jeter un coup d'oeil et même enlever le capot quelques minutes pour regarder ce qui sort du Bac 3 cas de figure: 1/* rien n'est collé au plateau qui monte -> Problème d'accroche plateau 2/* c'est collé mais il y a des déformations, des trous ou autres problèmes -> Problème de réglage d'impression Dans les 2 cas tu peux STOPPER l'impression 3/* l'impression sort apparemment proprement sans défauts -> Vérifie le niveau de résine encore présent dans le bac !!! SI BESOIN RAJOUTES EN DELICATEMENT pendant l'impression -> Referme le couvercle et laisse finir l'impression
-

Orientation de la pièce à imprimer sur le plateau
Krl en réponse au topic de Pierre35800 dans Les imprimantes 3D SLA
des photos PLS, c'est trop difficile à comprendre -
il y a plusieurs techniques, une infinité en fait ^^ Perso je suis passé à la résine PLANTBASE et un alcool à 90% (bidon 5L dispo en grande surface) En principe je racle au maximum le Plateau avec une spatule souple de cuisine pour que la résine retombe direct dans le bac. Ensuite je sort le plateau et je le nettoie un peu avec une feuille de sopalin (que je ferais sécher au soleil lorsque le sceau, dédié, sera plein de sopalin) puis je mets le plateau avec l'impression dans le wash remplit d'alcool 90%. De temps en temps ,lorsque cela fait plusieurs jours que je n'ai pas imprimé, je transvase délicatement les 5L d'alcool du wash (qui à eu le temps de décanter) dans un sceau, j’arrête de transvaser lorsque je vois arriver la couche opaque de résine au fond. Je vide alors ce fond de liquide dans une bouteille vide de Résine. Je laisse décanter dans la bouteille 1 semaine et je récupère encore l'alcool en suivant le même principe. Lorsque j'ai une bouteille pleine de résine/alcool déjà décanter plusieurs fois, je la stock pour une futur voyage à la déchèterie. Je remet les, un peu moins de 5L, d'alcool depuis le sceau dans le wash. Je rajoute le manque l'alcool "neuf" pour avoir 5L dans le wash.
-
Elegoo Mars qui désaxe les pièces au fur et à mesure
Krl en réponse au topic de koubor dans Discussions sur les imprimantes 3D
es-tu sur que ton model est bien paramétré?? Faire voir une photo de ton objet 3D -
Maquette HO d'un Hangar agricole
-
-
et j'imagine que les fameuses "couches fantômes" n’apparaisse pas dans Lychee au moment du slice?
-
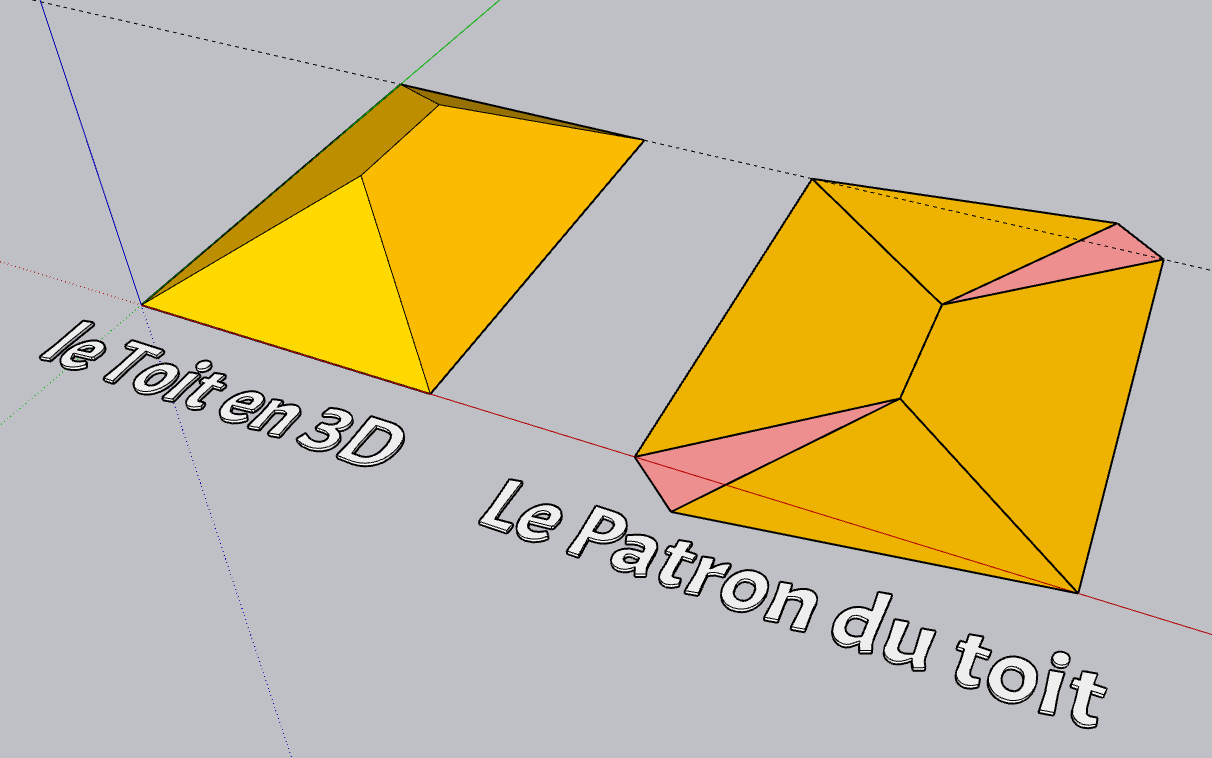
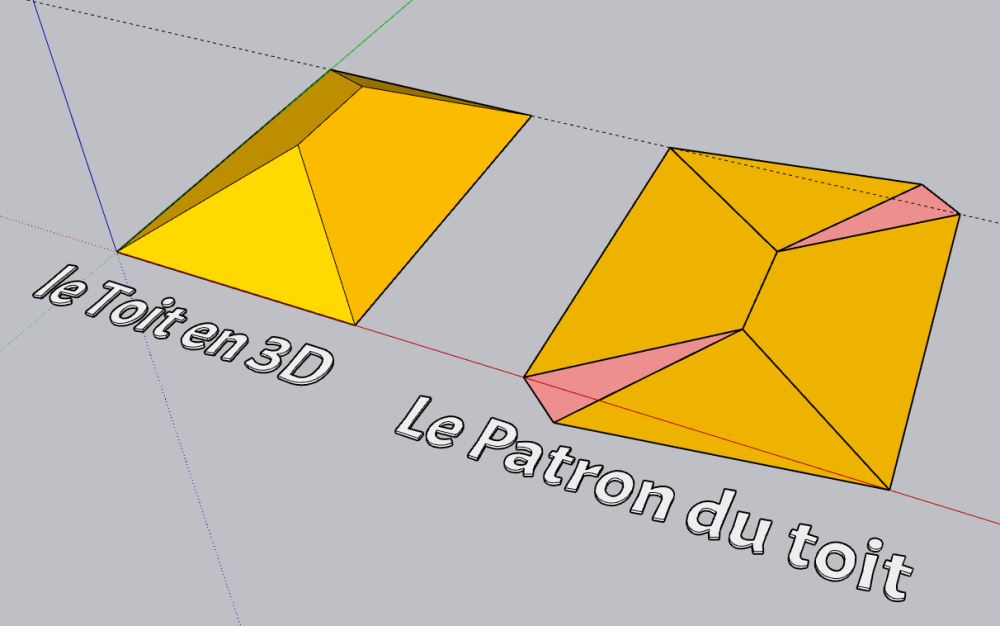
salut donc tu veux faire des toits somme sur ta photo mais en mieux? si tu veux que le sous toit soit vide il faut faire un patron si tu veux qu'il soit plein, il vaut mieux l'imprimer en rouge les zones à coller
-
freecad Comment modéliser des cut cakes
Krl en réponse au topic de Ludo6840 dans Dessiner / modéliser en 3D
et tu veux savoir quoi exactement? https://cults3d.com/en/3d-model/home/dinosaur-triceratops-cookie-cutter https://makerworld.com/en/models/125520 -
Transformer un modele 3D (sketchfab) en stl exploitable
Krl en réponse au topic de I_Phil_Good dans Dessiner / modéliser en 3D
https://www.myminifactory.com/fr/category/scan-the-world regarde par là peut être https://www.myminifactory.com/object/3d-print-bust-of-nefertiti-at-the-egyptian-museum-berlin-2951 https://www.myminifactory.com/object/3d-print-nefertiti-with-body-20293 -
bienvenue !
-
Pour toutes questions ou problèmes non couvert dans ce manuel, veuillez nous contacter directement via notre adresse e-mail de support client: 3dp@elegoo.com. L’équipe ELEGOO est toujours prête à vous fournir un service de qualité. peut être que @luc71160 peut te faire une copie?
-
Problème d'impression d'un côté du plateau
Krl en réponse au topic de Soonex dans Les imprimantes 3D SLA
-
Soin apporté au renfort intérieur pour les filaments transparents
Krl en réponse au topic de geoff440 dans Projets et impressions 3D
de droite ^^ -
Soin apporté au renfort intérieur pour les filaments transparents
Krl en réponse au topic de geoff440 dans Projets et impressions 3D
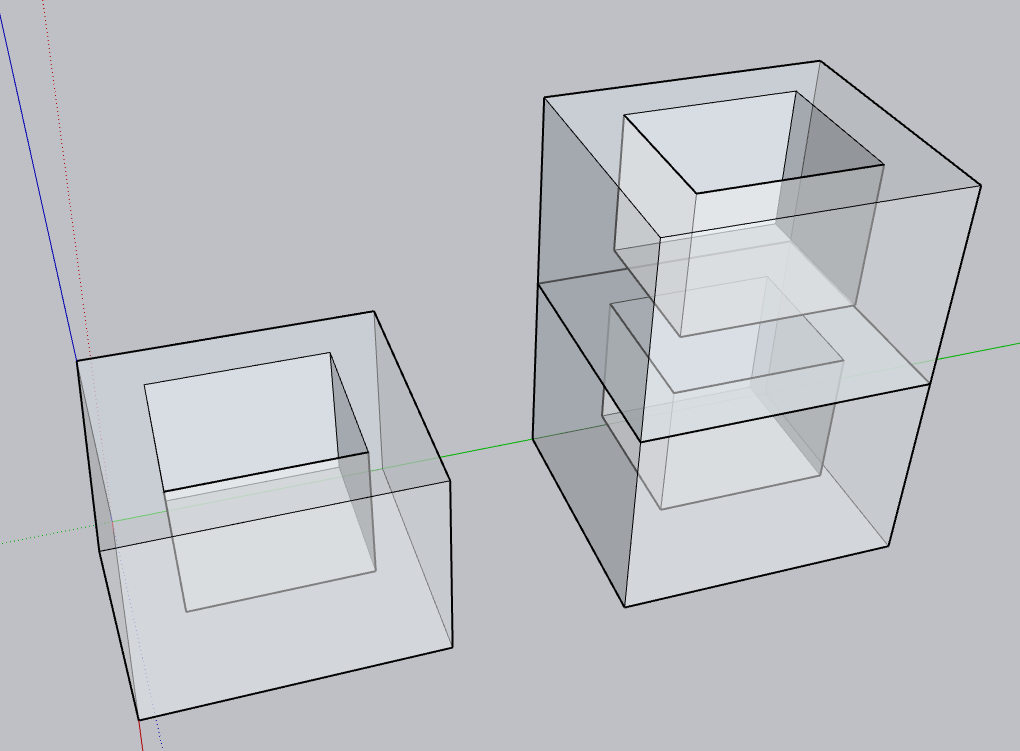
Prenons un bac (gauche) le vide au milieu du bac est un vide, donc aucun moyen de le remplir avec le slicer. Si on met deux bacs l'un sur l'autre (droite) alors on se retrouve avec un vide "piégé" dans la matière. ok ? et bien il n'y aura toujours aucun moyen de le remplir avec le slicer. ! ! Et que ce soit deux objets empilés ou un objet qui fusionne ces deux objets, c'est pareil. je l'ai coupé pour voir l'intérieur mais elle bien fermée au-dessus comme celle de gauche ;D ici le cube de gauche n'est pas imprimable car les parois n'ont pas d'épaisseur, donc certain slicer vont détecter une erreur et parfois vont l'interpréter comme un cube plein dont il manquait la face du haut. Alors que le cube de gauche peut être imprimé tel quel et donc il ne sera pas interprété comme un cube plein mais bien comme un bac au parois fines..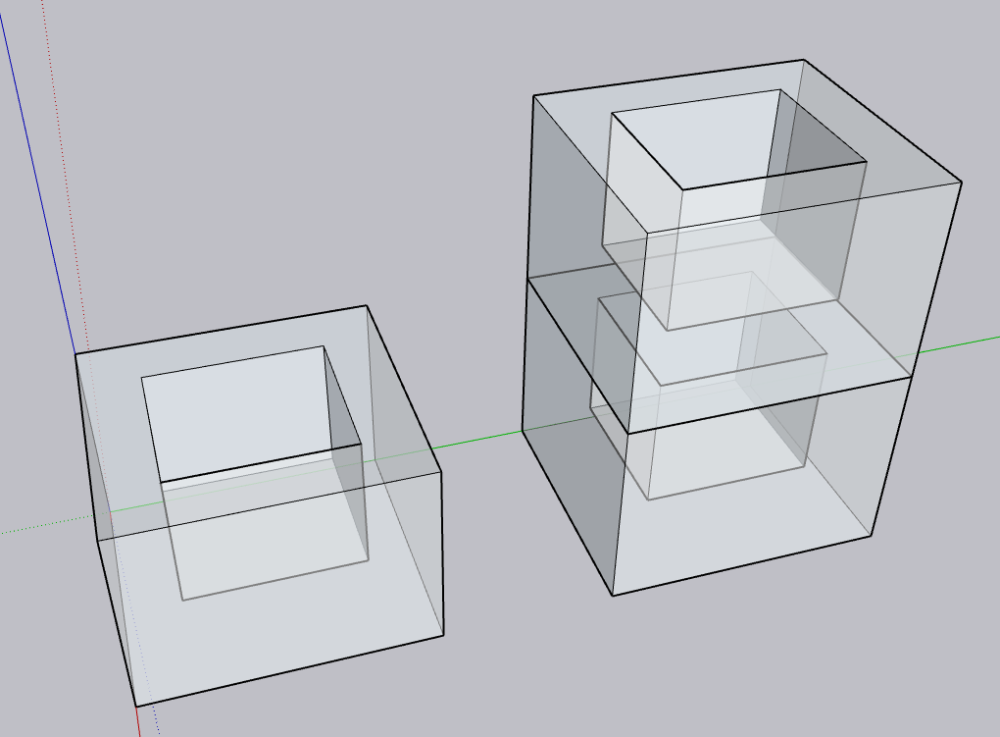
-
Soin apporté au renfort intérieur pour les filaments transparents
Krl en réponse au topic de geoff440 dans Projets et impressions 3D
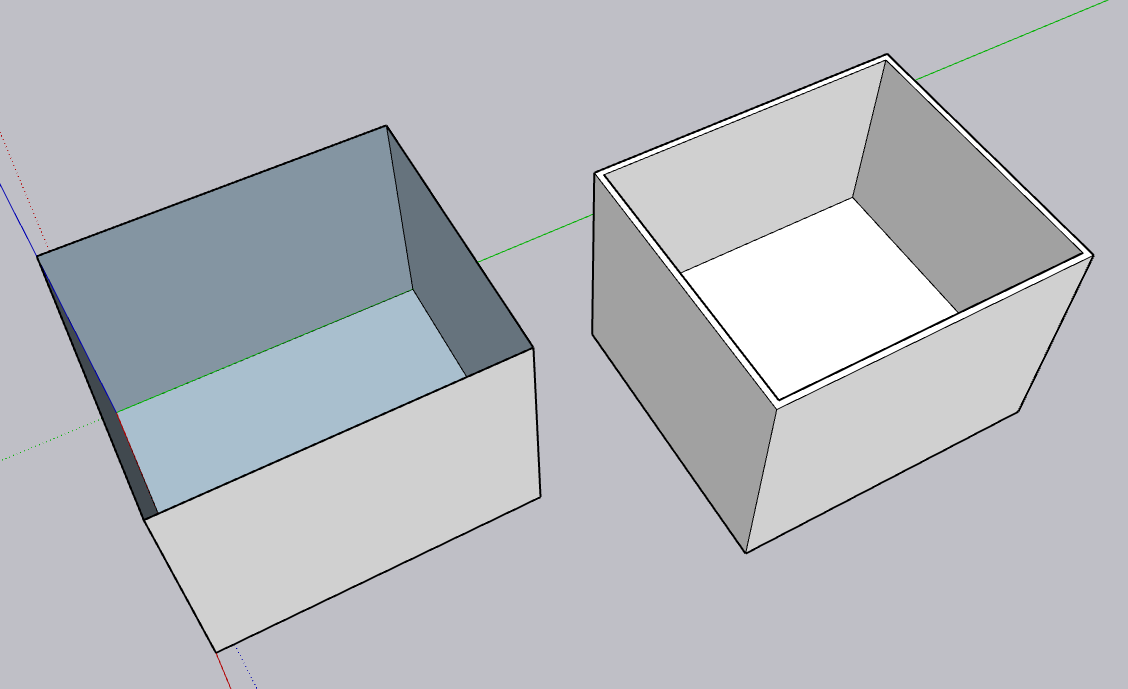
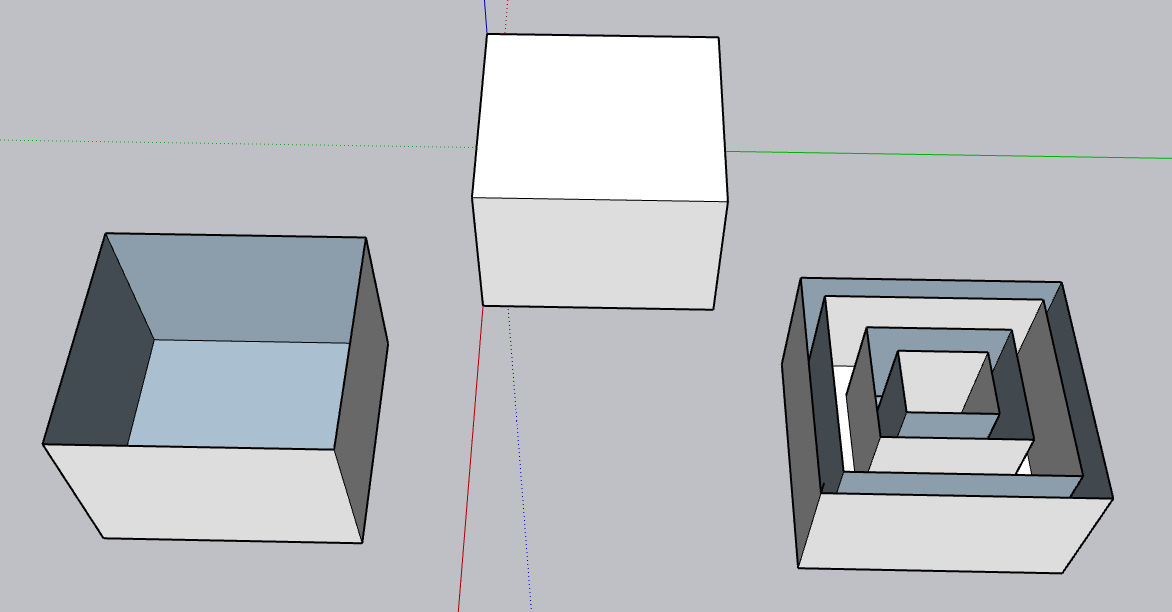
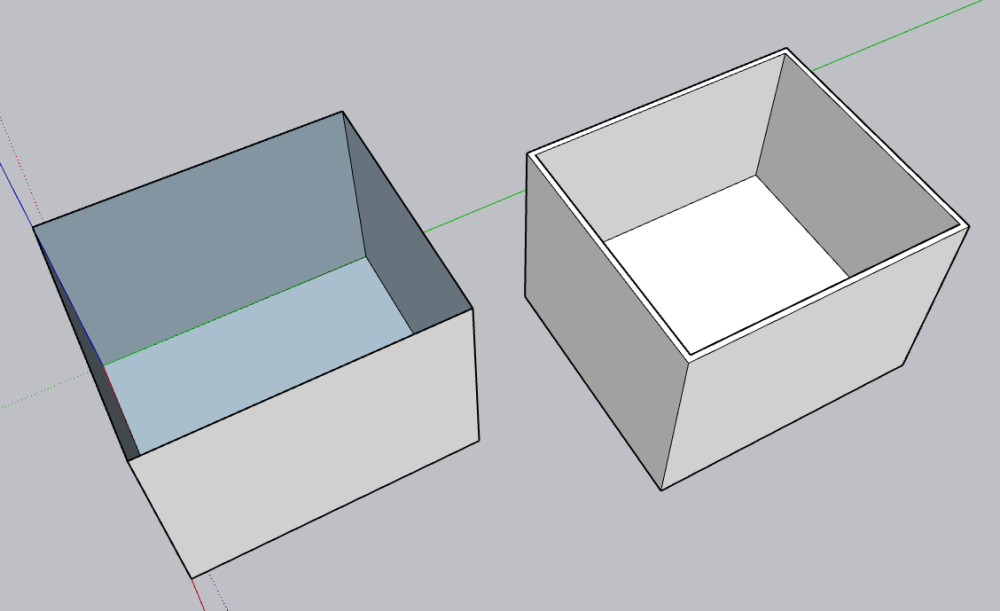
bien sur si tu modélises l'intérieur de ton objet, Par exemple ci dessous tu as un cube plein blanc mais à l'intérieur tu peux avoir soit un "vide" (à gauche) soit un autre volume (à droite) A gauche le vide sera remplit par le remplissage du slicer, à droite seul les zones "vide" ( volumes entre les surfaces bleu) seront remplit par le remplissage du slicer, mais pas le volume entre les surfaces blanches.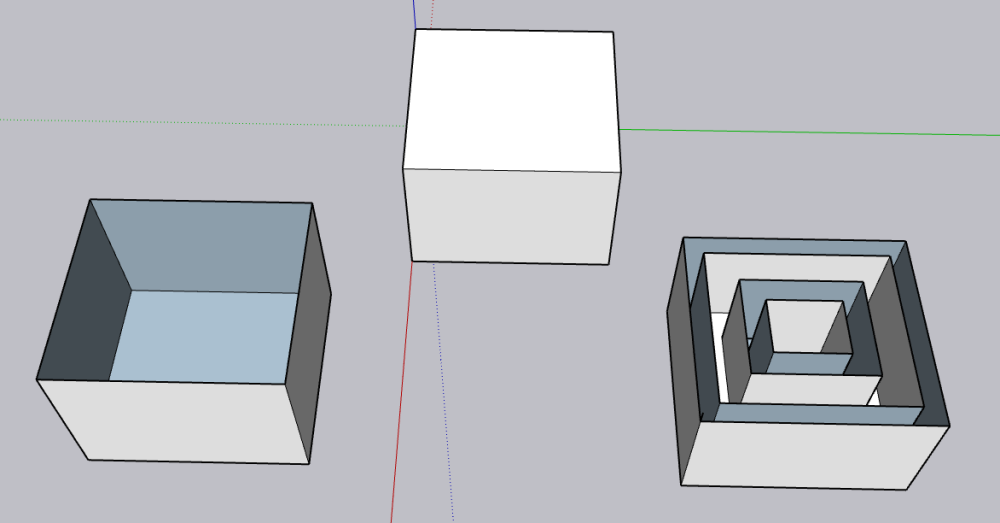


.jpg.e51bf7fa3730d8f27bf4af2888181bb6.jpg)
.jpg.88c37308a8ac46ac30c1528732927c7e.jpg)
.jpg.d0108571c623b12b27173ecc80534a21.jpg)
.jpg.4d8da56ba9737c42fc86edde7d382008.jpg)
.jpg.51acf35a3af8dc03eddb5af30caf6eaf.jpg)
.jpg.2850aeebbd41c71ebbdbd095f0a950c7.jpg)
.jpg.47855cec09d73d6e040124412c511a90.jpg)
.jpg.cbf82a953d7e61777e5f60e2c93c10da.jpg)
.jpg.dbe6d28c0a746a9768f923b00f555955.jpg)
.jpg.ada1e5ff0c09a03e78caaf2eefe75064.jpg)
.jpg.70f254722aa5b0f4302895d188860f14.jpg)
.jpg.6de4dc1eb5bdc30fca62b514c8b77a00.jpg)
.jpg.76166a5e63f8030185477dee30a03eb3.jpg)
.jpg.effd6659460018ca20a26367bc941ee5.jpg)
.jpg.c72fdb1932fcb390dca3b9c9871aeda0.jpg)
.jpg.6184ef941a1004009d73d237a449040d.jpg)
.jpg.d866857c33e793e290752c6203372f7b.jpg)
.jpg.3f17cedcfcfd589167a9e803c3723676.jpg)