Jeff8
-
Compteur de contenus
52 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Jeff8
-
Tuto mise à jour FLSun V400
Jeff8 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
@Waachane Honnêtement j’ai refait la procédure complète il y a quelques jours car j’avais des soucis niveau Star Gcode sur Lychee et tout se passe parfaitement si tu suis bien chaque étapes. Il y a une seule erreur dans la procédure c’est au moment de désinstaller les builds Delete Flsun Builds Remove 9) [MJPG-Streamer] by typing 9 then Enter (you will need to enter the Root password). Remove 6) [KlipperScreen] by typing 6 then Enter Il faut bien évidemment adapter à ce que tu vois. A cette étape KIAUH est une version plus récente donc le menu est un peu différent…KlipperScreen est en 7em position et MJPG-Streamer est en 10 … l’ordre de désinstallation et d’installation sont très importants si vraiment ça bloque je te suggère de recommencer mais juste après l’étape Wifi change location tu fais directement une image/compilation d’un Robin_Nano avec les versions de base et tu mets à jour ta carte mère directement. Comme ça tes versions mcu et host sont alignées avant de continuer… -
Tuto mise à jour FLSun V400
Jeff8 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
Salut ! Faut aller au bout du Tuto … c’est après ces fichiers que la connexion a l’imprimante se fait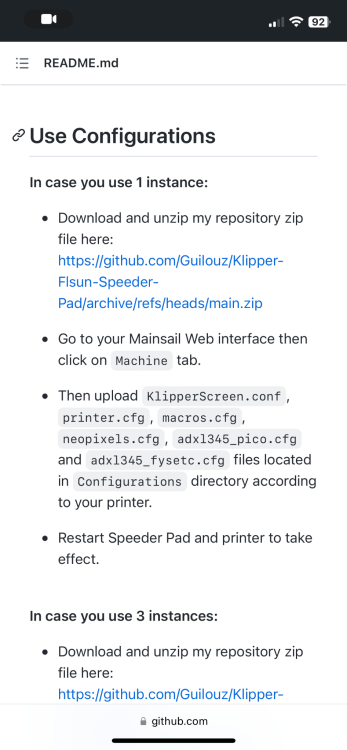
-
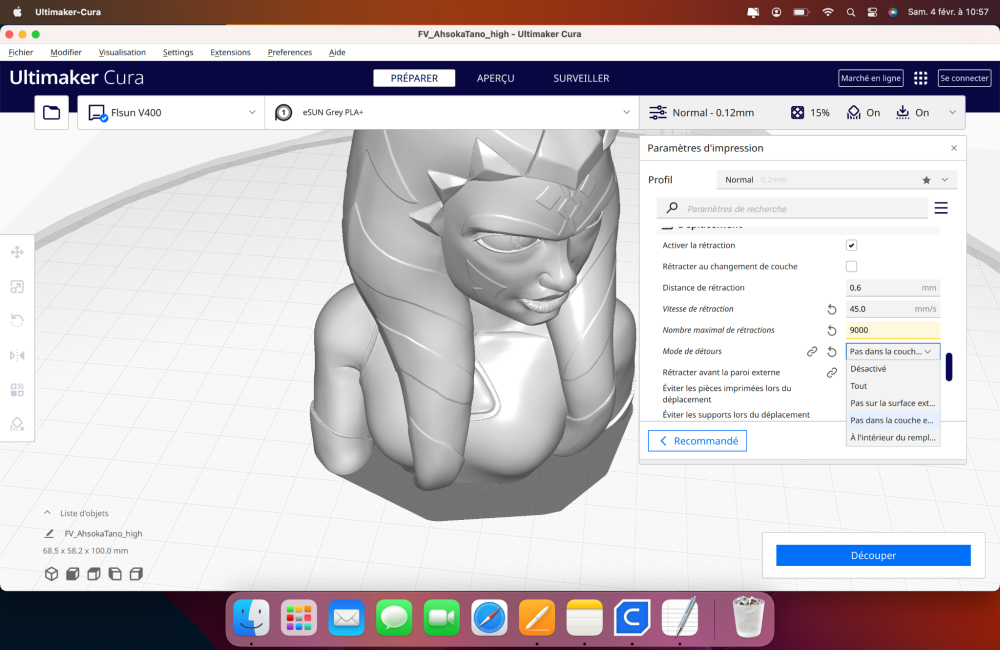
Bonjour à tous, J'ouvre ce sujet car je n'ai trouvé aucune solution à mon problème. Mes paramètres: Cura, couche en 0.2 215/65, ventilation 90%, vitesse inchangée du profil d'origine, PLA+ gris eSun . Mon extrudeur est bien réglé et mon débit est à 98% (parol bien à 0,4) J'ai une première couche immonde après un support. Pour régler le problème j'ai essayer 2 méthodes (issu de Tuto YouTube en anglais) : -l'activation de l'interface de support en jouant avec les paramètres -l'utilisation des plafonds et bas Peux-tu confirmerPeuavec distance Z bas et plafond, leurs motifs / densité / épaisseurs) Rien n'y fait cette première couche (sur les 3 couches en 0,2) est trèèèès moche et je comprends pas pourquoi. Une idée ?

-
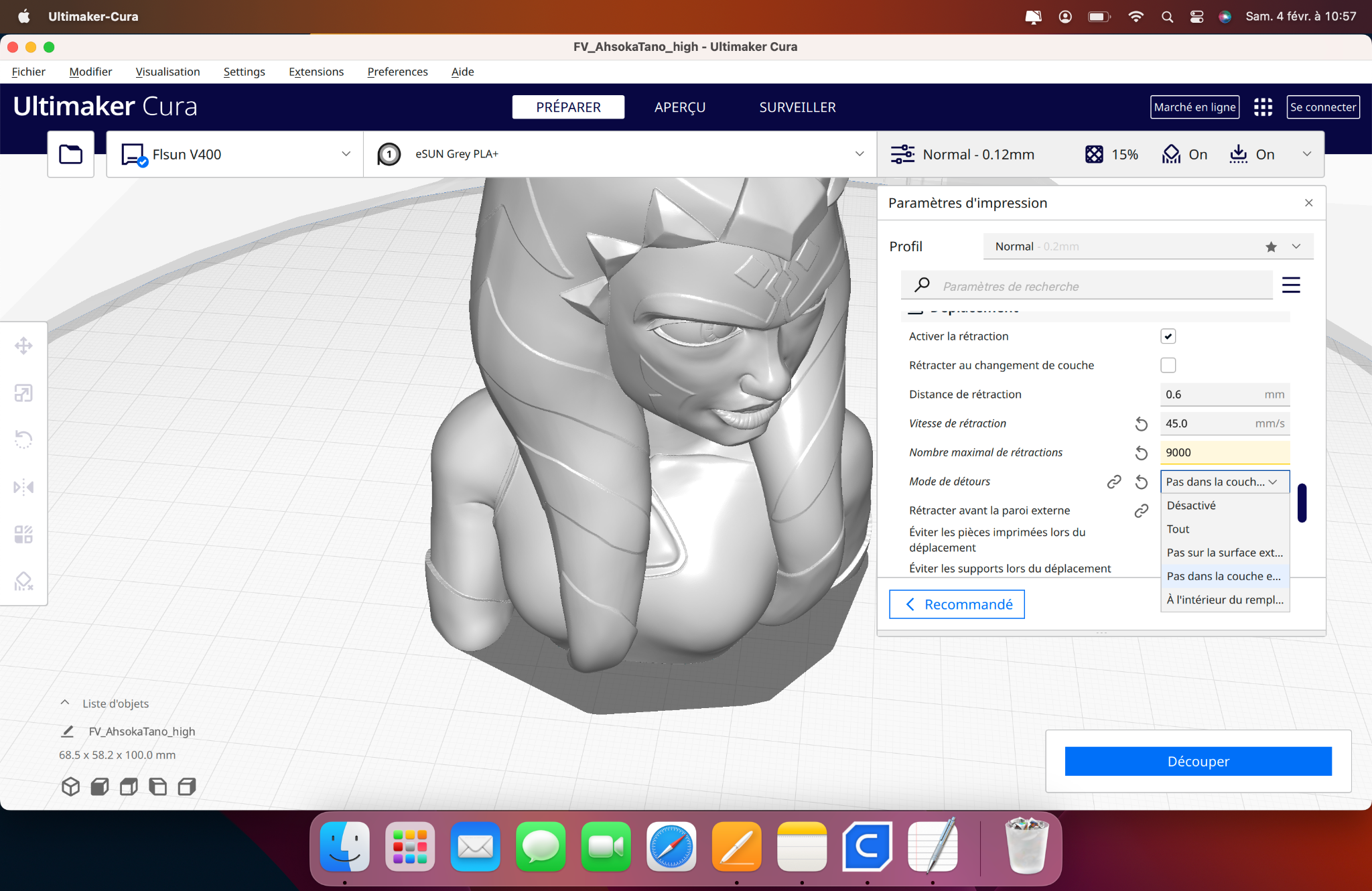
Je confirme, c'est la même chose sur cura 5.2.1 et je comprend pas pourquoi. A croire que le mode de détours ne fonctionne pas... Si je désactive ce mode, Cura indique bien que la buse ira au prochain point, en ligne droite avec rétraction... SI j'active (Tout, intérieur du remplissage etc), il faut indiquer la distance maximale de détour sans rétraction... j ai mis 5mm donc si le déplacement dépasse cette distance (en détour) alors on rétracte... ba ça n'apparait pas dans le GCode.... t'as pu tester @FuFur?
-
Salut @FuFur Pour l’instant oui , on peut toujours rattraper avec moins de remplissage ou en désactivant le zhop au changement de couche mais si ça se trouve le zhop est remis dans les options de détours de cura 5.2.x … je vérifie dès que j’ai un peu de temps
-
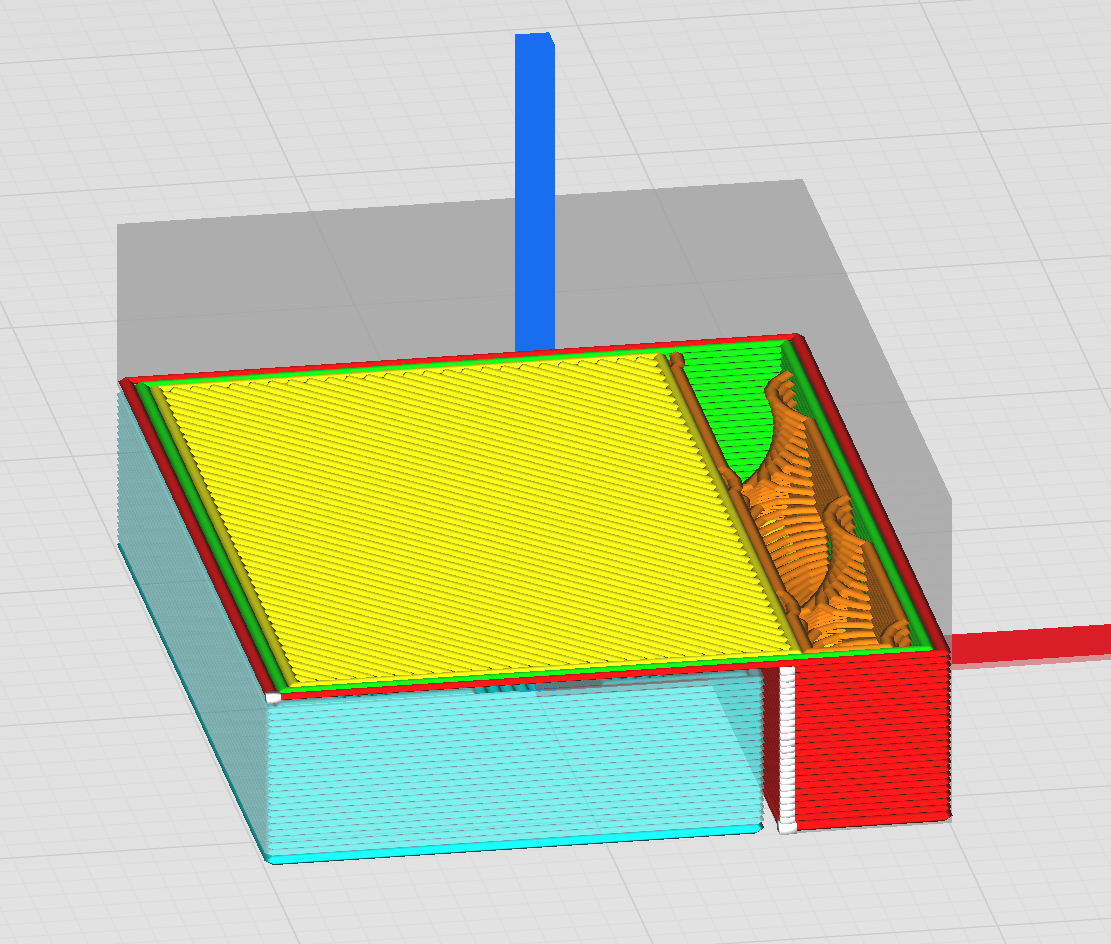
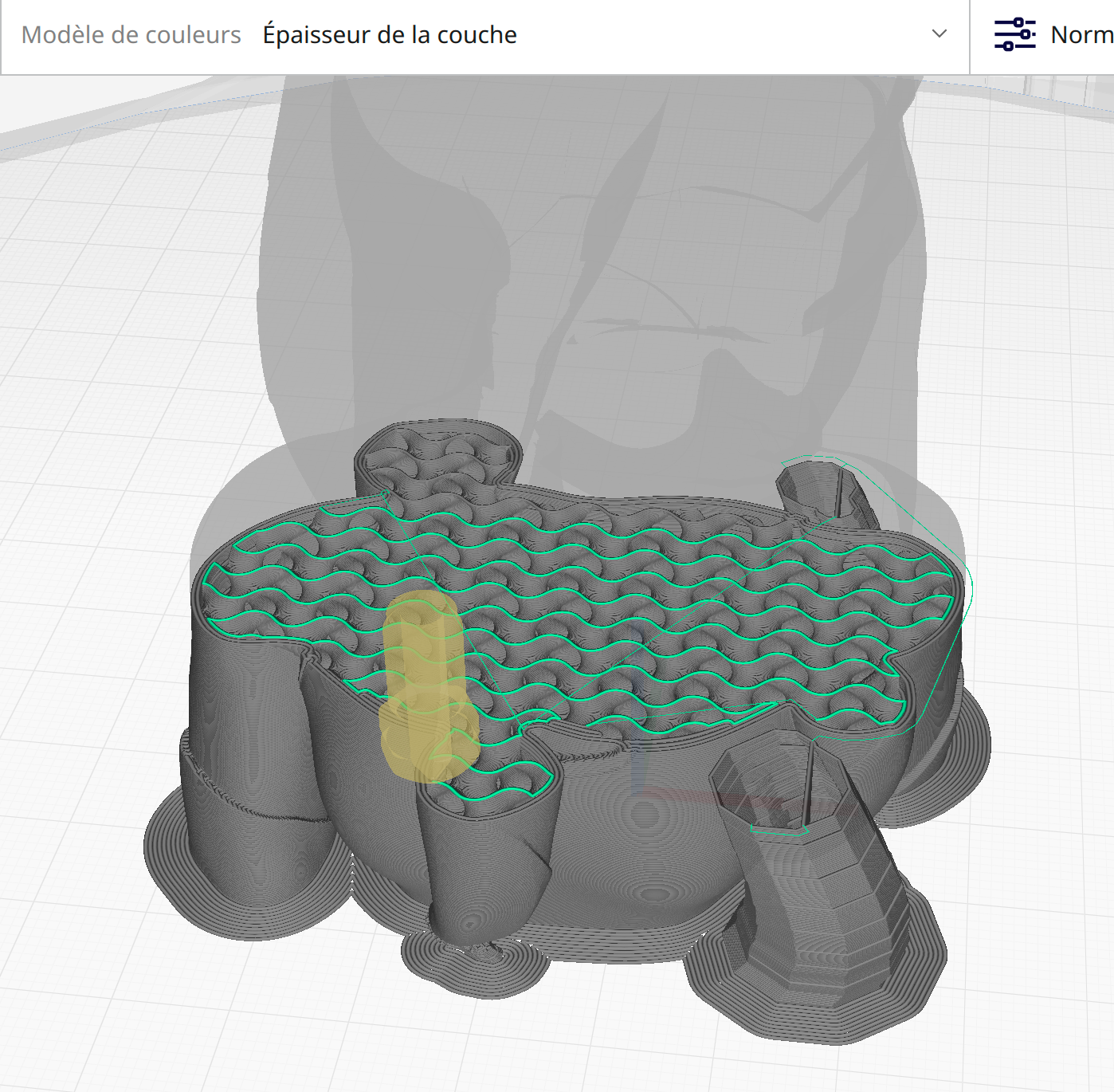
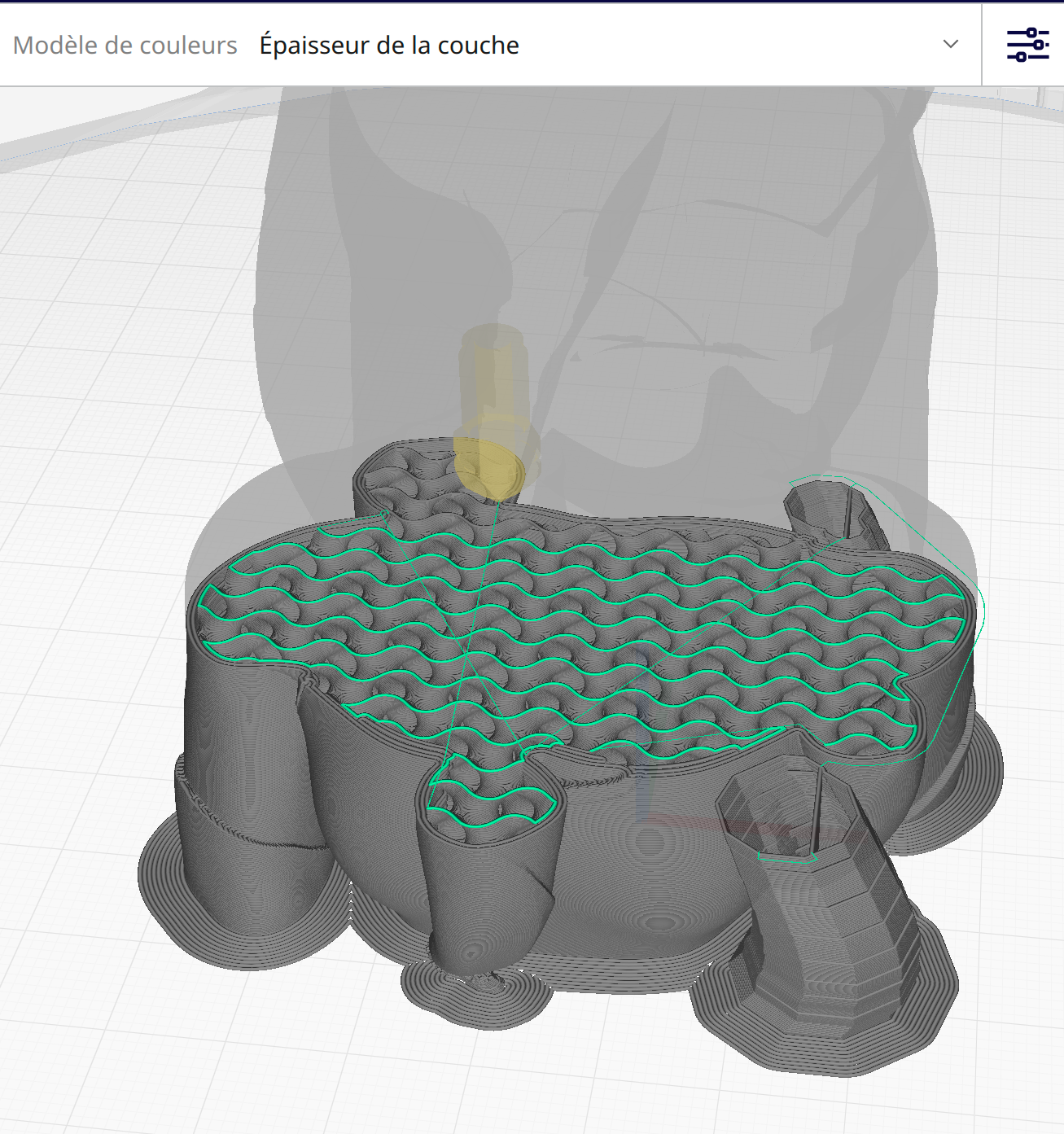
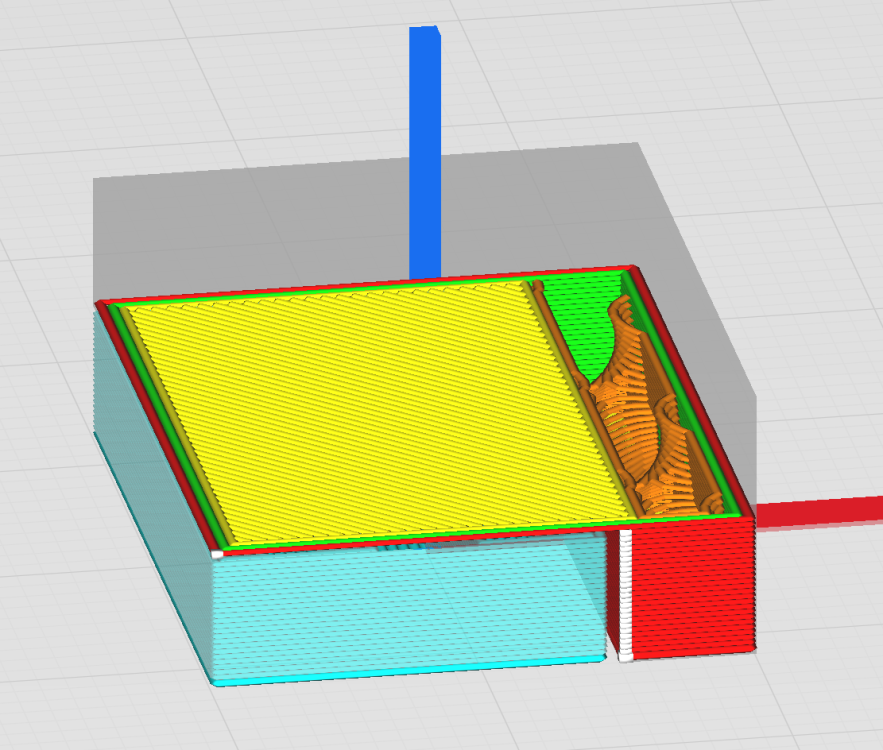
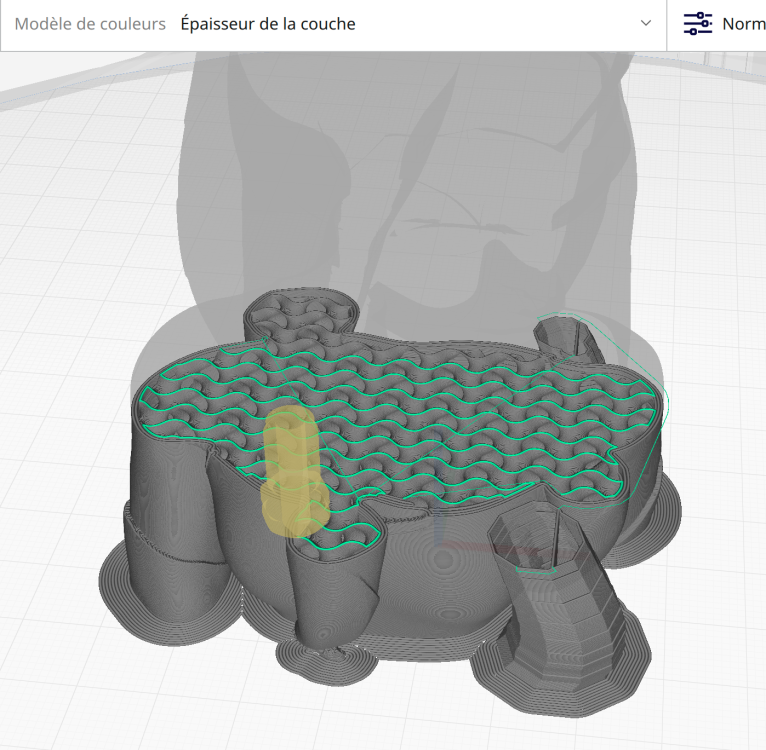
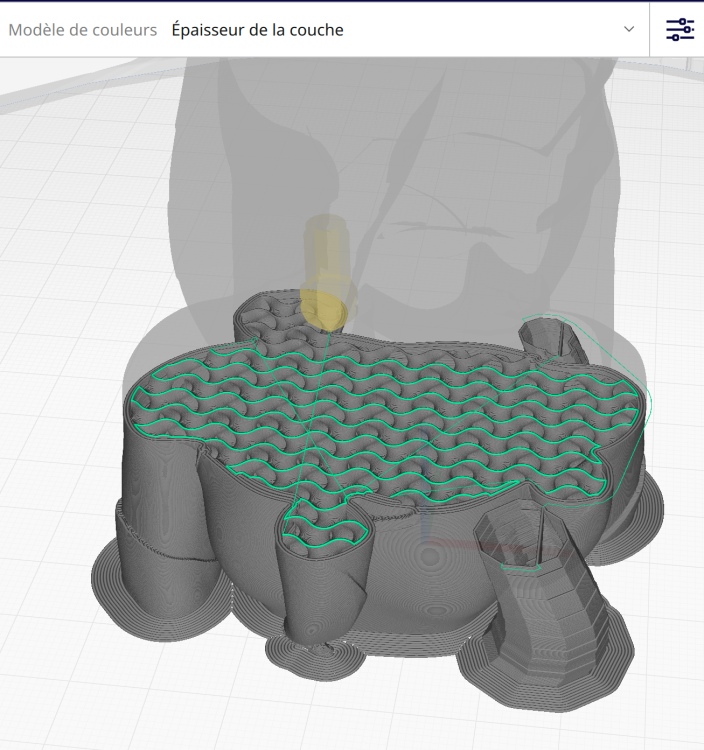
Bonjour à tous, Malgré de nombreux réglages ma buse frotte toujours sur le remplissage alors je me suis penché sur le moment exacte du frottement et voici ce que j’ai trouvé. Avant tout je suis sur Cura 5.0.0 avec buse ZODIAC V6 Volcano pro, 215deg/60g, esun PLA+, infill 90 et extruder réglé au poil de Wookie. La buse frotte uniquement quand il y a un déplacement d’une zone à une autre sur un même couche. J’ai regardé du côté du mode de détours C’est le même déplacement quel que soit le mode de détour On voit bien que la buse se déplace sur la même hauteur de couche pour aller finir le remplissage ailleurs (15% de remplissage pour l'exemple bien sur) J’ai alors vérifié la présence d’un décalage en Z (Z hop) dans le GCode selon les modes et surprise: Mode de détour Temps Impression Zhop dns le Code Désactivé 4h06 (246min) Z hop de 0,3 avant Déplacement Retour à la hauteur de couche initiale M204 S8000 M205 X100 Y100 G10 G1 F3000 Z21.48 G0 F24000 X-16.887 Y-15.422 Z21.48 M204 S6000 M205 X10 Y10 G1 F3000 Z21.18 G11 Pas sur la surface extérieure 2h53 (173min) Absent M204 S8000 M205 X100 Y100 G10 G0 F24000 X-5.662 Y-15.294 G0 X-16.887 Y-15.422 M204 S6000 M205 X10 Y10 G11 Pas dans la couche extérieur 2h55 (175min) Absent M204 S8000 M205 X100 Y100 G10 G0 F24000 X-1.827 Y-15.143 G0 X-4.82 Y-14.583 G0 X-16.777 Y-15.152 G11 G0 X-16.887 Y-15.422 M204 S6000 M205 X10 Y10 A l’intérieur du remplissage 2h55 (175min) Absent M204 S8000 M205 X100 Y100 G10 G0 F24000 X-1.827 Y-15.143 G0 X-4.82 Y-14.583 G0 X-16.777 Y-15.152 G11 G0 X-16.887 Y-15.422 M204 S6000 M205 X10 Y10 Tout 2h53 (173min) Absent M204 S8000 M205 X100 Y100 G10 G0 F24000 X-5.662 Y-15.294 G0 X-16.887 Y-15.422 M204 S6000 M205 X10 Y10 G11 En Moyenne 174min vs 246min … on perd 72min (1h12) soit 41% du temps pour un décalage en Z essentiel. Après plusieurs tests je vois que c’était bien le problème. J’espère que ça vous aidera Salutations à @Motard Geek et @Guilouz
-
La solution fonctionne.... c'était la tension des courroies ... c'était trop tendu Natasha
-
Tu peux essayer de demonter chaque axe de l’imprimante puis: - dévisser les 2 vis du support moteur noir qui fixent le support au rail - tu retournes le moteur (que tu ne pourra pas enlever complètement car la courroie est prise ) et là il y a 4 vis qui fixent le moteur au support moteur (entre les 2 il y a un joint blanc/ gris clair) et tu peux resserrer ces 4 vis chez moi elles étaient trop laches, j’avais des bruits de courroie, un décalage en impression sur les grandes pièces.
-
Tuto mise à jour FLSun V400
Jeff8 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
C’est une question de stabilité. Souvent les mise à jour klipper concernent des ajouts d’imprimantes et/ou des correctifs/ améliorations et il n’y a pas que klipper, il y a moonraker, mainsail etc…. Et le système sur lequel repose le tout. Sorti de la boîte j’avais des soucis, aujourd’hui tout se passe on ne peut mieux -
Tuto mise à jour FLSun V400
Jeff8 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
Tu as bien utilisé le raspberry pi imager ? Carte de 32G minimum en Fat32 4096octets en taille d’allocation ? -
Tuto mise à jour FLSun V400
Jeff8 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
Honnêtement si tu suis à la lettre ça ira tout seul… ça foie être effrayant mais c’est très bien expliqué et après tout se met a jour tout facilement -
Tuto mise à jour FLSun V400
Jeff8 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
Oui c’est pourquoi il faut le réinitialiser complètement avec une carte SD et faire une réinstallation complète -
Tuto mise à jour FLSun V400
Jeff8 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
Ça va être dur de lancer une impression effectivement… une mise à jour peut-être ? on est nombreux à avoir suivi la mise à jour from scratch : https://github.com/Guilouz/Klipper-Flsun-Speeder-Pad on est nombreux à l’avoir fait -
@Motard Geek Salut Tu pourrais poster le gcode du test https://realdeuce.github.io/Voron/PA/pressure_advance.html ? Je n’arrive pas à générer un gcode correcte avec le générateur. Je met le gcode de démarrage avec les températures 60/210, celui de fin, etc mais ça ne démarre pas… merci
-
Je la commande ce soir
-
Tu sors plus vite que ça Et c’est méthylène qu’il dit ça….
-
La mise a jour de klipper et mcu se passe à merveille en suivant le tuto de @Guilouz (merci beaucoup !) Je connais d’autre soucis mais j’ai l’impression que Cura y est pour quelque-chose… un décalage en plein milieu de l’impression sinon niveau calibration (avec le profil d’origine ) vous en pensez quoi ? je sais pas décrire ce qu’il se passe à gauche du X mais ça me plait pas trop @Motard Geek je peux te demander encore un de tes precieux conseils?


-
J’ai essayé des profils prusa trouvé sur différents forums mais j’en suis pas fou… je suis reparti sur CURA 5.0 et J’ai beau avoir baissé le flux infill à 95% en gyroide ça frotte toujours . Je crois que je vais recommencer tous les réglages de ton tuto @Motard Geek je suis pas dingue de la qualité en 0,2 (je trouve ça très strié) Je vais aussi passer klipper en une version supérieure à 455 Merci @fran6p @Krl @heriat et @Motard Geek

-
Ah … effectivement Je l’ai trouvé dans All settings Du coup je tente le 105 % ? je sais pas si il en fait plus ou moins je verrai demain … Merci @Motard Geek
-
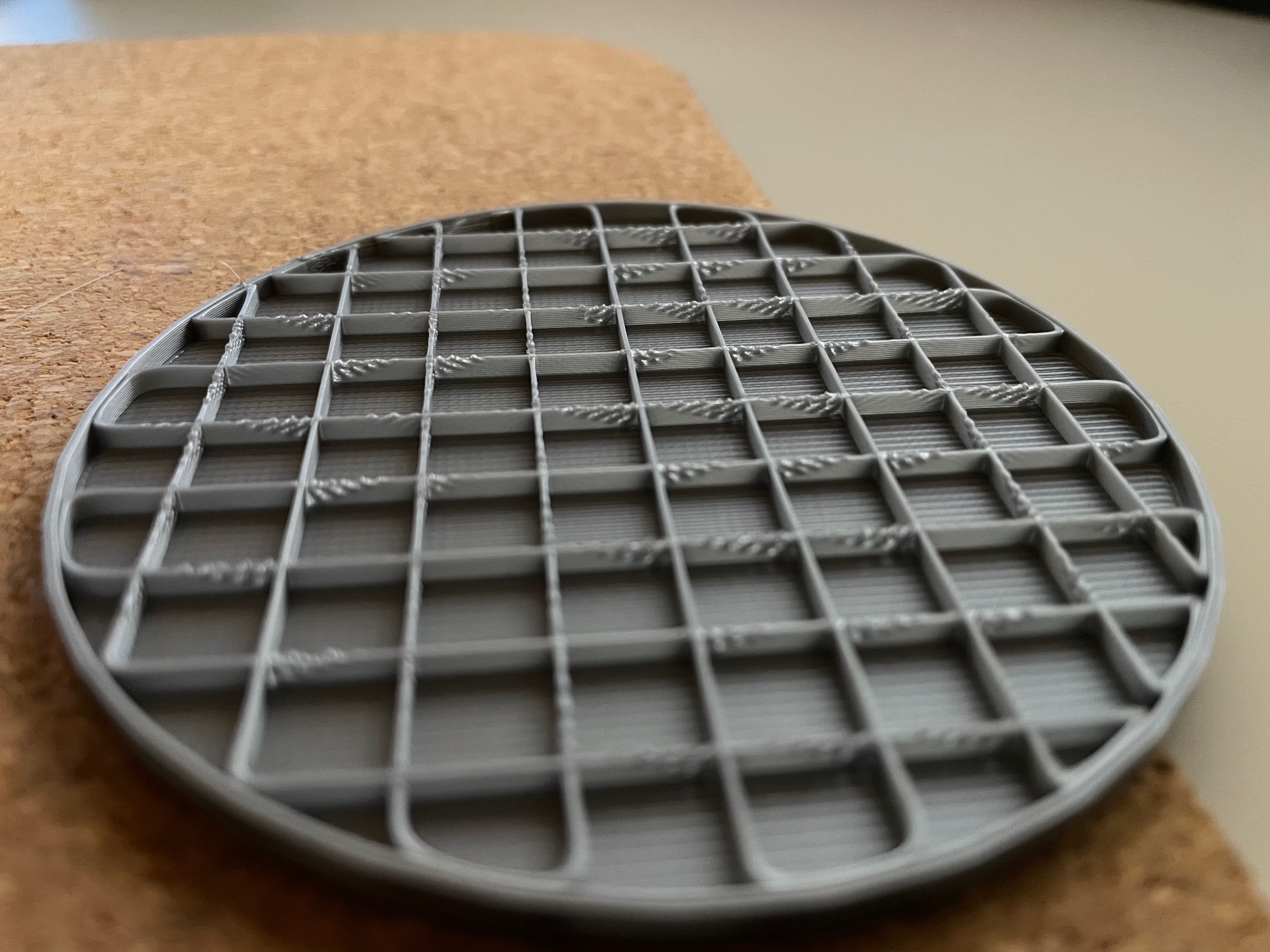
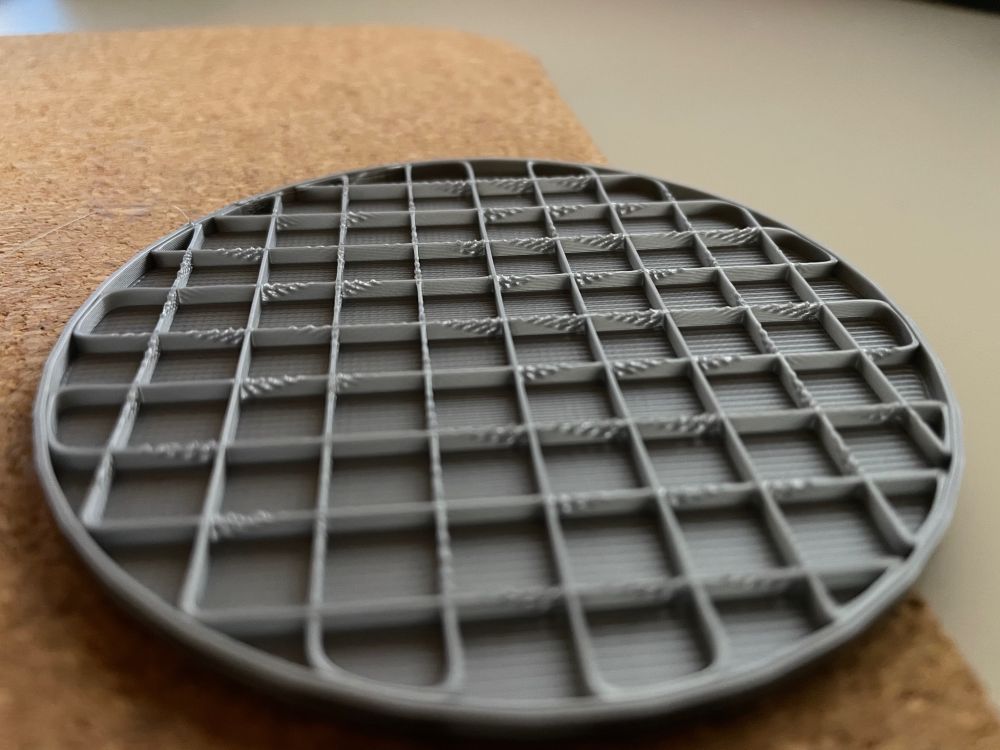
Salut à tous ! J’ai besoin d’aide sur mes impressions: j’utilise une FLSun V400 avec un profil d’origine et j’ai des soucis de remplissage sur tout mes prints … le remplissage est affreux même si je baisse la vitesse à 100-150mm/s .. que ce soir grille, ligne , zigzag, helicotruc J’ai voulu augmenter le flux du infill mais ça ne fonctionne pas par pourcentage dur Cura 5.0.0 … le problème est que des stries apparaissent très rapidement, ça frotte et ça devient moche voir ça décroche … quel que soit le motif.. @Motard Geek tu aurais une idée ?
-
Je croyais qu'en Bowden, l'extruder étant loin il fallait de longues distances et une vitesse haute car le PLA "nage un peu" dans le tube et meme si l'extruder tire il faut d'abord que le PLA "se tende " dans le sens de sa direction , et en plus il y a des frottements qui ralentissent forcement le tout Tandis qu'en direct drive on est juste au dessus et que c'est plus direct.. mais c'est vrai je suis surpris aussi de cette courte distance/vitesse
-
Je me méfie un peu des hautes vitesses, j'ai déjà marqué du PLA qui devient tout strié (marqué par l'engrenage) et voir effiloché à des vitesses trop importantes. La j'enchaine avec d'autres soucis: les courroies grincent et j'arrive pas à descendre ma hauteur de couche à 0,1mm... arrive toujours un moment ( sur des gros objets) où la buse frotte le remplissage et décroche le print ... mais peut-être ça impose l'utilisation d'une buse en 0.2 ? tu sais où je pourrais trouver l'info ? Je suis sous Cura 5.0.0 je suis pas sur de pas avoir des problème de slicer Merci
-
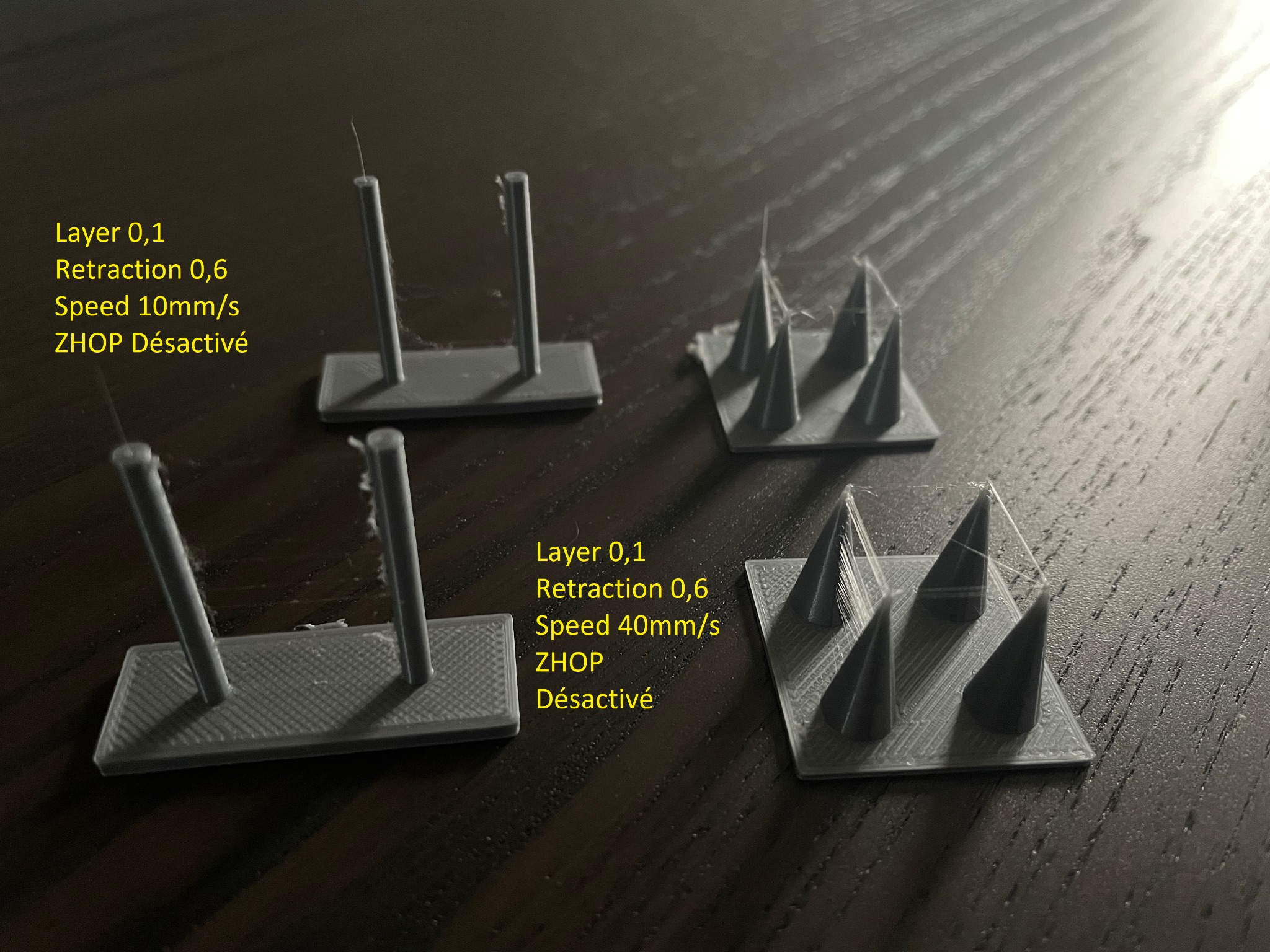
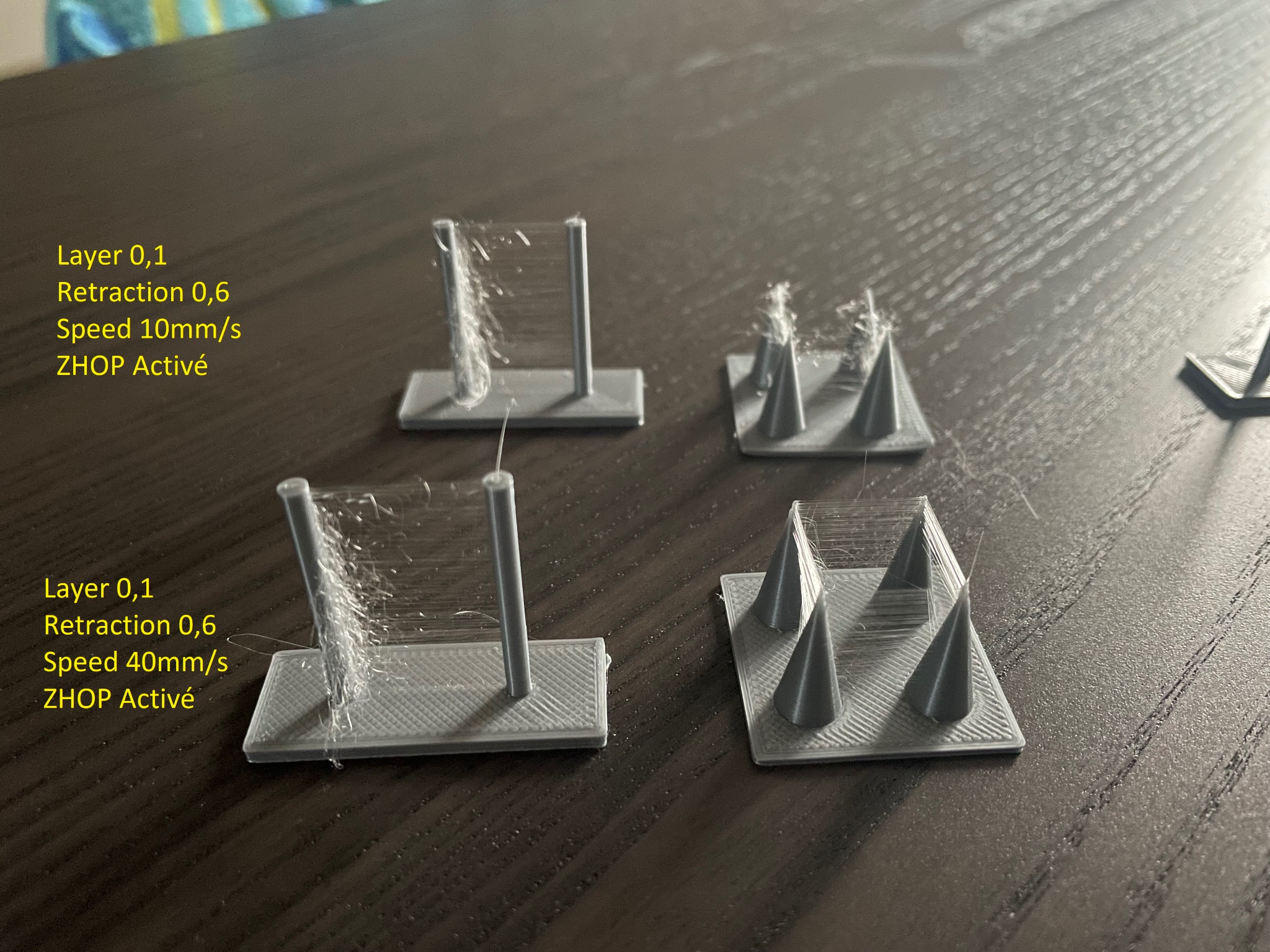
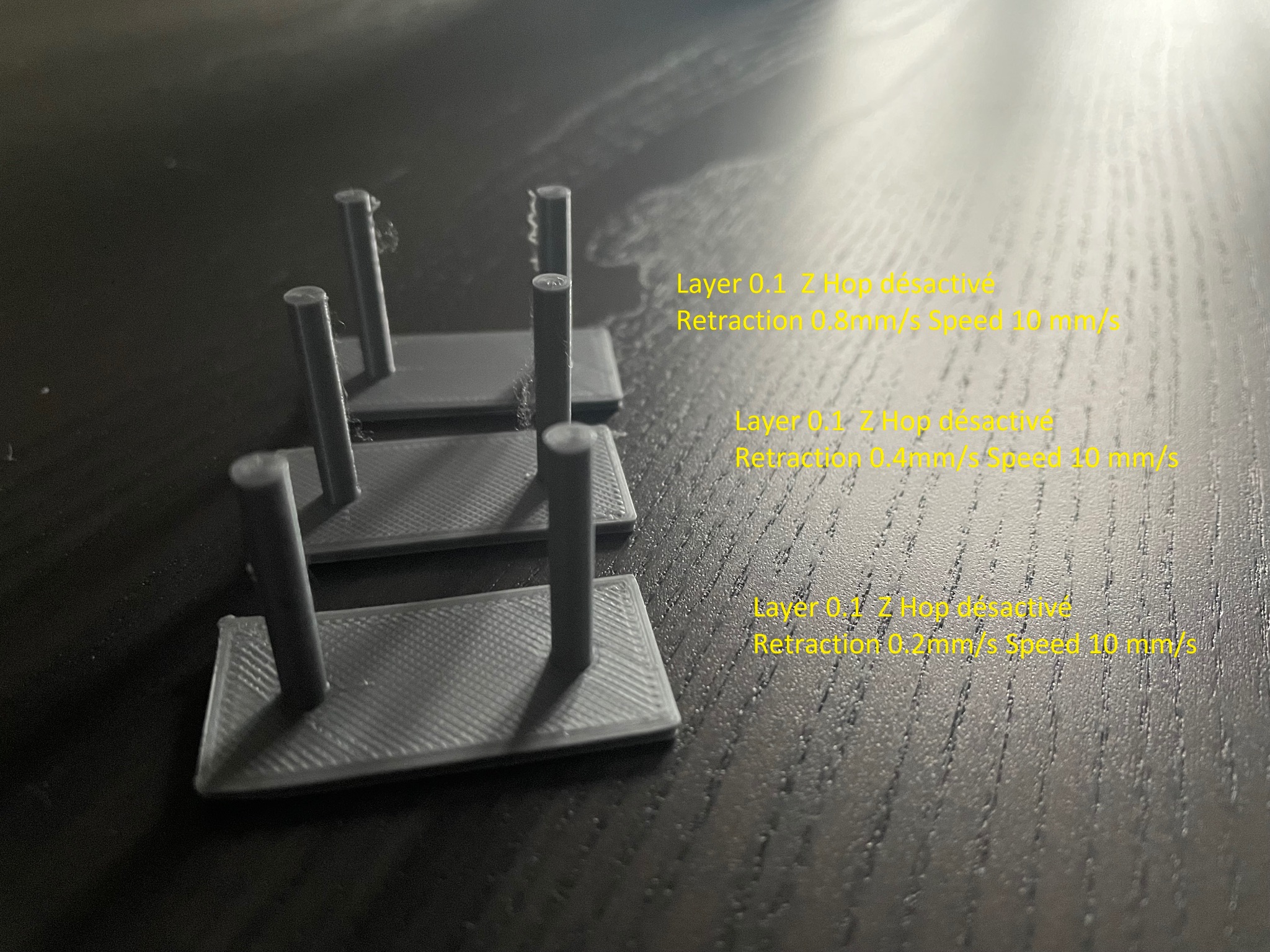
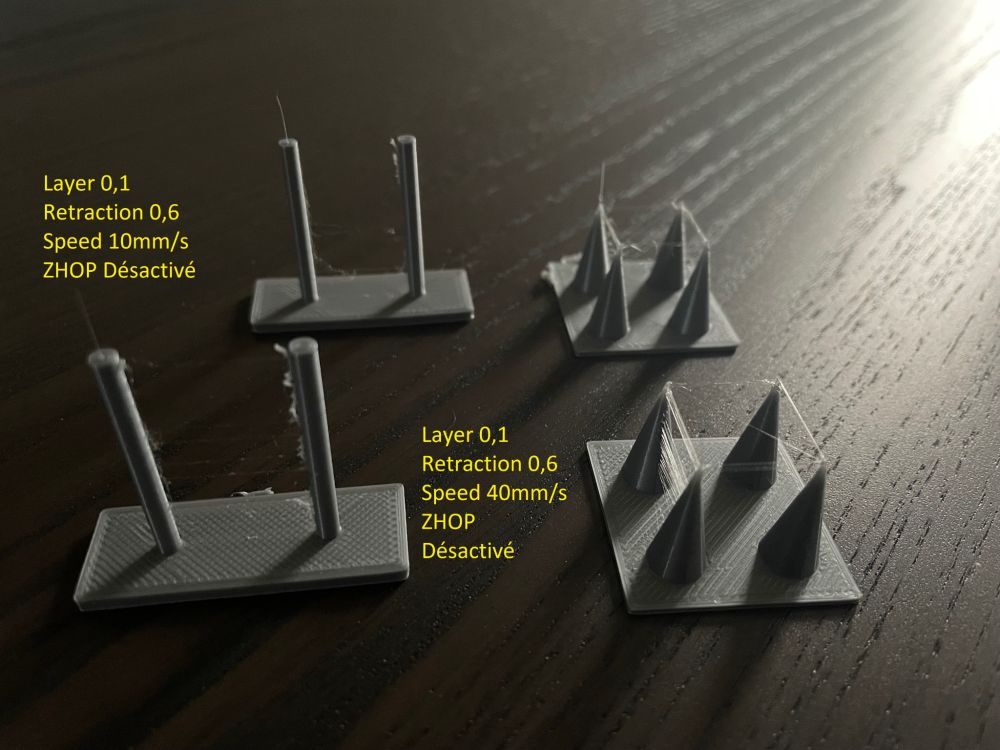
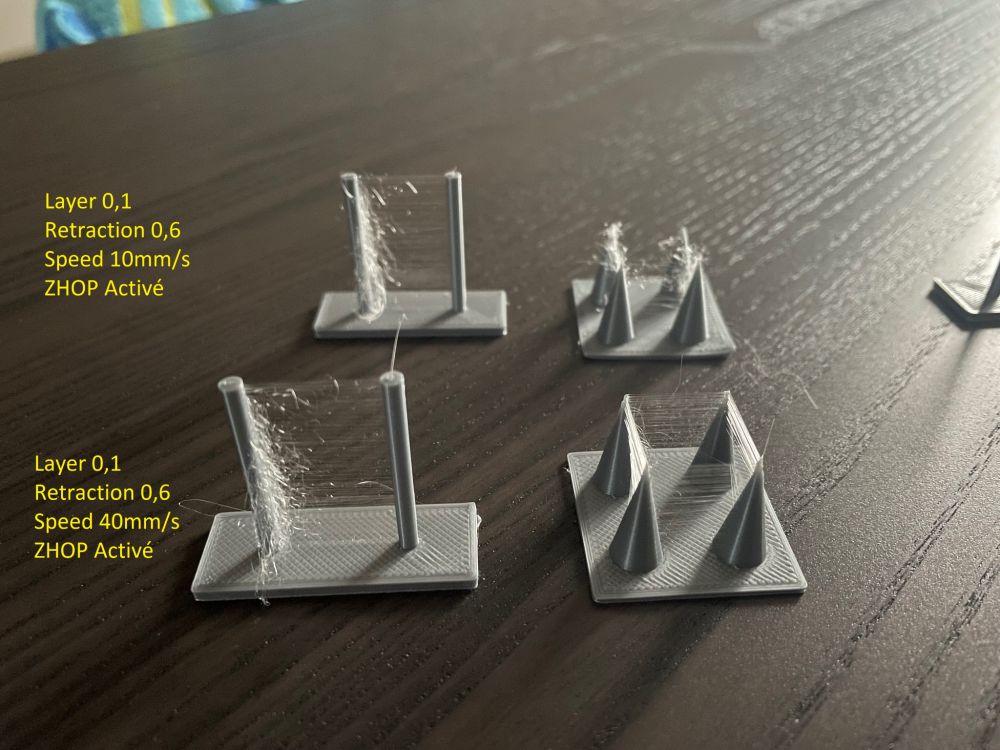
@NeoPolak @Motard Geek Salut Bon voici ce que j'obtiens en d'activant/désactivant le décalage en Z @Motard Geek @NeoPolak Résultat final je suis en distance de rétraction 0.2mm pour une vitesse 10mm/s sur des couches 0,1
-
Stringing que ce soit entre 2 cylindres ou le test des 4 cones avec les paramètres de base ... Je refait des tests ce matin je pense que c'est un problème de décalage Z et de température. Je refait des tests mais ca s'oriente vers température et décalage en Z. Tu es sur Cura 5.2 ? J'ai suivi les recommandations de Flsun en 5.0.0 avec les fichiers de la clé, j'ai fait une install en 5.2 et essayant de mettre les fichiers dans les bons répertoires (bien différents) mais ça plante l'appli t'as fait comment ?
-
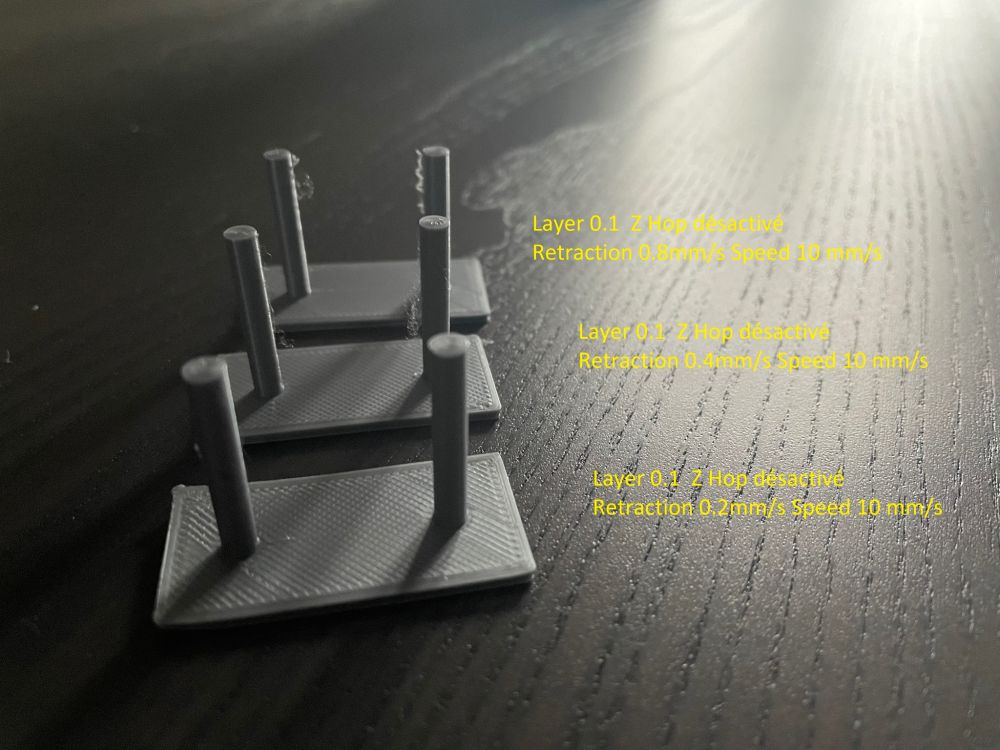
@Th1h4ck Oh top je vais essayer ça, je teste encore avec de simples tour depuis ce matin .. ça c'est du 0,8mm en 10mm/s.