Ellïa
-
Compteur de contenus
102 -
Inscrit(e) le
-
Dernière visite
Récompenses de Ellïa
")





-
Super, merci beaucoup pour ton retour simple et concis. Je vais écouter la voix de la raison et commander dans un premier temps 6kg de Sunlu. Au bout de ces 6kg, si je suis plus à l'aise avec mon imprimante résine j'essaierai sans doute la Jamg he et tenterai de voir par moi même si la différence est significatif pour moi
-
Bonjour, Bon j'imagine que ce genre de question à du être posé mainte fois je m'en excuse donc mais je n'ai pas trouvé tant de post que ça qui m'aide vraiment. J'ai une Mars 4 ultra et j'aimerai choisir une résine sur vos conseils, j'aimerai si possible (comme beaucoup) trouver un bon rapport qualité/prix et ne plus en changer car je n'ai pas la motivation, ni l'expérience (et je n'imprime pas assez) pour en essayer plusieurs et tenter de les comparer, de devoir refaire mes réglages etc .... Idéalement je voudrais quelque chose en dessous de 25€/litre sachant que je peux commander de grosses quantités, cela ne me pose pas de problème. J'ai commencé avec la résine 8k d'Eleego. Je pensais en soit repartir la dessus (de façon totalement arbitraire) mais sur un des rares post que j'ai pu trouvé un utilisateur vanté les mérites de celle ci : https://lesresines3d.fr/fr/accueil/161-261-resine-10k-standard-plus-jamg-he.html#/2-couleur-gris/22-poids-1_kg Qui reste dans mon budget mais qui m'est inconnu au niveau de la marque. Elle est 10k donc ca parait super sur le papier mais est ce que cela à vraiment un impact ou c'est surtout marketing d'afficher des résines avec de super résolution ? A l'inverse, la résine standard v2.0 d'Elegoo est moins chère mais est ce une bêtise d'utiliser une résine non estampillé 8k ou plus pour mon imprimante du coup ? Donc si quelqu'un à pu essayé plusieurs produits et à su voir des différences de part son expérience entre les différentes résine je suis tout ouïe pour m'aider à en choisir une. En vous remerciant
-
Impression résine au fond du bac
Ellïa en réponse au topic de Ellïa dans Entraide : Questions/Réponses sur l'impression 3D
Alors j'ai refait un réglage plateau (avec le même procédé en soit) et l'impression s'est bien déroulé. Vu que le plateau était neuf (j'avais juste retiré le film de protection) peut être que les résidus de colle du film plastique aurait réduit l'adhérence car le plateau à été nettoyé à l'alcool iso avant la deuxième impression. Bon en tout cas tout va bien pour le moment Merci -
Impression résine au fond du bac
Ellïa a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Je viens d'installer un Mars4 ultra (première imprimante résine) et après un réglage du plateau et Z=0 j'ai tenté d'imprimer la pièce de test fourni par Elegoo. J'ai arrêté l'impression en cours car aucune pièce n'était sur le plateau. Après avoir vidé le bac celle ci était présente dedans (pas spécialement collé au FEP (film ACF d'ailleurs si je ne me trompe pas) et plusieurs couches on était imprimé car la pièce faisait bien 1cm de hauteur. Sachant que la pièce de test fourni par les constructeur sont déjà slicé et doivent nécessité peu de réglage de la part de l'utilisateur pour être imprimé je me demande à quoi peut être du ce problème. J'ai pas mal lu qu'a la fin de chaque couche l'on devait entendre un léger "clac" provenant de la pièce qui se décolle du film à chaque couche, personnellement je n'arrive pas à percevoir celui ci. En vous remerciant, Cordialement -
Ghosting (je crois) sonic pad
Ellïa en réponse au topic de Ellïa dans Entraide : Questions/Réponses sur l'impression 3D
Et le coupable est ..... (roulement de tambour) : "Distance de détour max. sans rétraction" Ce paramètre était à 0 sur mon profil, je pense que cela correspond à ce qu'il soit désactivé (sinon j'ai rien compris....). Sur ton profil il était à 30mm. La longueur de ma paroi présentant les défaut faisant plus de 30mm il l'active donc bien ce qui évite une sous extrusion du à l'impression des paroi interne sans rétraction. La conséquence est que sa fait énormément de string mais bon la je doit tout simplement affiner mes paramètres de rétraction avec des test d'impression fait pour cela, chose que je n'ai pas encore fait donc rien d'affolant et vu que ce genre de défaut part tout seul en frottant juste au doigt ca ne m'inquiète pas trop. Merci pour avoir testé l'impression de la pièce chez toi et le partage de ton profil du coup -
Ghosting (je crois) sonic pad
Ellïa en réponse au topic de Ellïa dans Entraide : Questions/Réponses sur l'impression 3D
Merci, Je me suis déjà débrouillé avec le HTML et je n'ai plus le défaut effectivement en ayant passé à la volé les paramètre qui pouvais être responsable. Je vais les changer un par un maintenant pour trouver le coupable. Par contre il me serait utile de savoir si tu est sous klipper ou pas. C'est notamment pour le contrôle de l'accélération qui est activé chez toi que j'aimerai savoir. -
Ghosting (je crois) sonic pad
Ellïa en réponse au topic de Ellïa dans Entraide : Questions/Réponses sur l'impression 3D
Merci je vais essayer, mais il m'est impossible d'importer le profil html ou j'ai loupé un truc -
Ghosting (je crois) sonic pad
Ellïa en réponse au topic de Ellïa dans Entraide : Questions/Réponses sur l'impression 3D
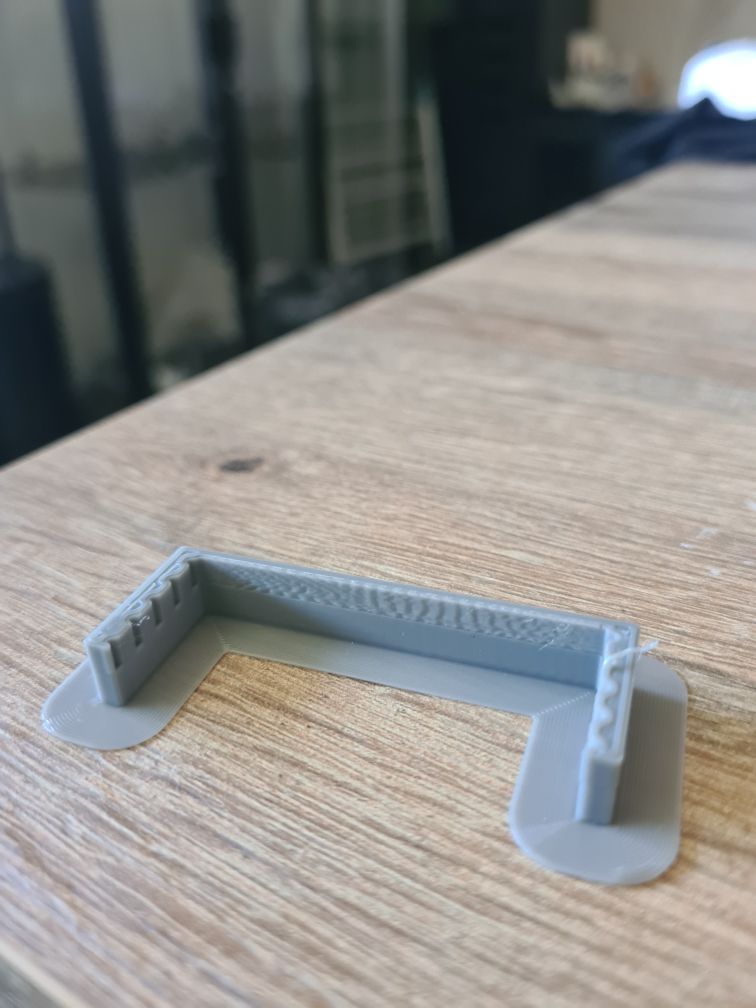
Remplissage puis paroi extérieur, prusa fait visiblement comme cura à ce niveau la. Je vais faire le test que tu me dit mais en restant dans le même sujet voici les épaisseurs de ligne de Cura et celle de Prusa. On voit une différence de la gestion de celle ci entre les deux à l'endroit même ou est présent le défaut. J La largeur de ligne minimal ne change rien en revanche la largeur de ligne en général oui. Je commence à avoir un résultat acceptable à 0.3mm mais c'est peu quand même ... j'ai toujours entendu dire qu'il fallait éviter d'imprimer un cordon moins large que le diamètre de la buse. En plus de cela un cordon de cette largeur me rajoute énormément de ligne et de temps d'impression bien que ce ne soit pas le sujet ici. En soit je ne comprend quand même pas trop car dans Prusa j'ai bien renseigné un cordon de 0.4 (même si il me fait 2 cordons de 0.37 pour la paroi extérieur et 2 cordon de 0.446 pour l'intérieur) pour le test et cela allais bien (plus jolie même que ce que j'ai eu de mieux sous cura avec 0.3mm) Avec un cordon plus large on voit même le défaut qui apparait dans les première couche, une hauteur ou mes encoches ne sont pas présentes. On remarques aussi quelques ligne qui sont propre parmi toutes les mauvaise, le tout deviens très irrégulier donc mais j'ai vérifié Cura me fait les mêmes largeur de ligne sur toute la hauteur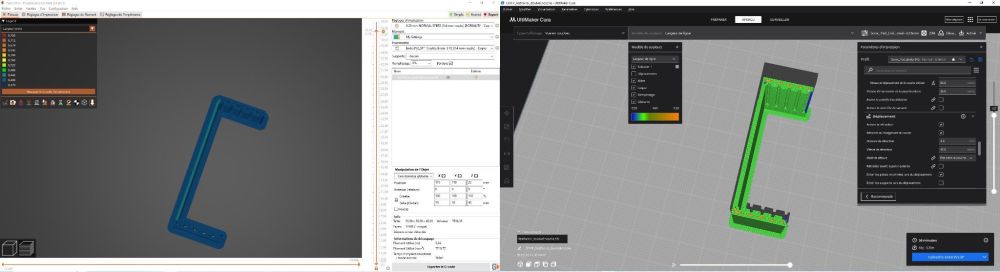


-
Ghosting (je crois) sonic pad
Ellïa en réponse au topic de Ellïa dans Entraide : Questions/Réponses sur l'impression 3D
Voici les nouvelles pour le moins étrange ... Cura 4.2 ou 3.4 aucune différence en revanche, avec une pièce qui comporte les encoches à droite seulement pas de soucis. A gauche seulement pas de soucis non plus, même pas un début qui s'atténuerai. Je me répète mais si j'imprime la pièce avec une rotation de 90° sur l'axe Z pas de soucis non plus. Et si je tranche avec Prussa (avec les même paramètres, du moins les classiques : Vitesse, hauteur de couche, largeur cordon, flux) pas de soucis non plus. Je pencherai donc sur un paramètre de cura mais lequel .... Connaissant très peu Prussa slicer j'ai pas trop de facilité à comparer chaque paramètres 1 à 1 par rapport à cura pour essayer de creuser celui qui n'irai pas. Je pourrai essayer mais si quelqu'un à une piste ca m'arrangerai Edit : J'ai également imprimé avec les deux paroi comportant les encoches mais sur une très grande longueur pour la paroi qui présente le défaut et le soucis est bien uniforme tout le long, aucune atténuation
-
Ghosting (je crois) sonic pad
Ellïa en réponse au topic de Ellïa dans Entraide : Questions/Réponses sur l'impression 3D
Pas bête ça j'ai changé de version aujourd'hui en plus .... Je vais essayer ca demain et je te fait un retour -
Ghosting (je crois) sonic pad
Ellïa en réponse au topic de Ellïa dans Entraide : Questions/Réponses sur l'impression 3D
Voici le STL et le G-code. J'ai lancé un impression avec plus de flux avant de voir ta réponse et cela arrange le soucis mais c'est une fausse solution je pense car je doit pour cela augmenter le flux à 120-130% environ ce qui est anormalement élevé à mon sens et de plus, évidement, avec un tel flux mon épaisseur fini fait 2.1mm alors que je l'ai dessinée pour qu'elle fasse 1.6mm TestParroiV2.gcode TestParroiV2.STL -
Ghosting (je crois) sonic pad
Ellïa en réponse au topic de Ellïa dans Entraide : Questions/Réponses sur l'impression 3D
Je trouve que ca ressemble beaucoup à ta photo quand même ce qui me faisait penser au ghosting c'est que si j'imprime la même pièce sans les fente j'ai pas de soucis, et quand je regarde ma pièce d'en haut, mon défaut est exactement de la même épaisseur que l'épaisseur de mes fentes. De plus si j'imprime ma paroi présentant le soucis le long de l'axe Y (au lieu de X) pas de soucis comme si j'avais vraiment un problème mécanique quelque par sur un axe. Mais je peut essayer d'augmenter mon extrusion et je te dit ce que ca donne. La ventilation j'ai essayé toutes les plages de valeurs cela ne change rien -
Ghosting (je crois) sonic pad
Ellïa a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, J'ai un défaut d'impression qui me semble être du ghosting que je tente de résoudre mais j'aimerai être sur des pistes à explorer pour cela. Premièrement j'ai un Sonic pad et j'ai fait l'input shapping mais j'ai un petit doute quand même. J'ai tout réalisé via le menu du sonic pad ce qui fait qu'il lance des test, ensuite j'enregistre et je redémarre klipper et c'est tout ! Est ce que via le sonic pad tout est bien automatisé à ce niveau la ou il y à plus à faire ? Car j'ai pu voir que sous klipper sans Sonic pad ce réglage est un peu plus délicat que cela. Ensuite je tente tente de jouer sur la tension de mes courroies et le serrage de mes excentriques mais pour le moment rien n'y fait. Auriez vous d'autre pistes ? D'ailleurs la paroi qui présente le défaut est le long de l'axe X cela signifie bien que c'est bien sur l'axe X que j'ai un soucis mécanique ? En vous remerciant. Edit : en imprimant la pièce avec une rotation de 90 degrés je n'ai pas me soucis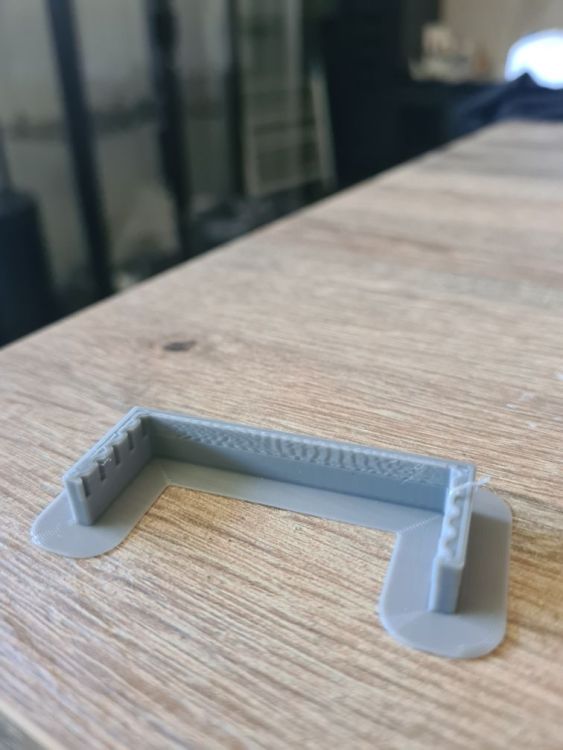
-
Importance longueur tube PTFE ?
Ellïa en réponse au topic de @hotpiaf dans Entraide : Questions/Réponses sur l'impression 3D
A peu près 31cm par défaut -
Importance longueur tube PTFE ?
Ellïa en réponse au topic de @hotpiaf dans Entraide : Questions/Réponses sur l'impression 3D
J'avais fait comme toi avant de changer carrément mon extrudeur. Jouer sur la tension de roue (de très serré en changeant même le ressort à très peu serré, j'ai changé ma roue denté pour une neuve, essayé des températures élevées pour que le filament ne force pas au niveau de la buse, des vitesses d'impression très faible pour que l'extrusion se fasse en douceur mais vraiment rien n'y faisait, je ne sais pas à quoi ressemble l'extrudeur que tu as par défaut sur ton imprimante mais vraiment j'ai vu une sacré différence au niveau de la précision de l'extrusion en changeant le mien en plus de résoudre ce soucis (et c'est moins chère qu'une bobine de pla). edit : Ah oui ce que j'ai fait aussi c'est de mettre un support de bobine sur roulement à bille ce qui à grandement diminué la force requise par l'extrudeur pour tirer le filament pour éviter que la roue denté glisse dessus. Donc finalement je ne sais pas si c'est cela ou le changement de mon extrudeur qui à résolu le soucis ou bien la combinaison des deux.