vodka90
-
Compteur de contenus
13 -
Inscrit(e) le
-
Dernière visite
Récompenses de vodka90
")





-
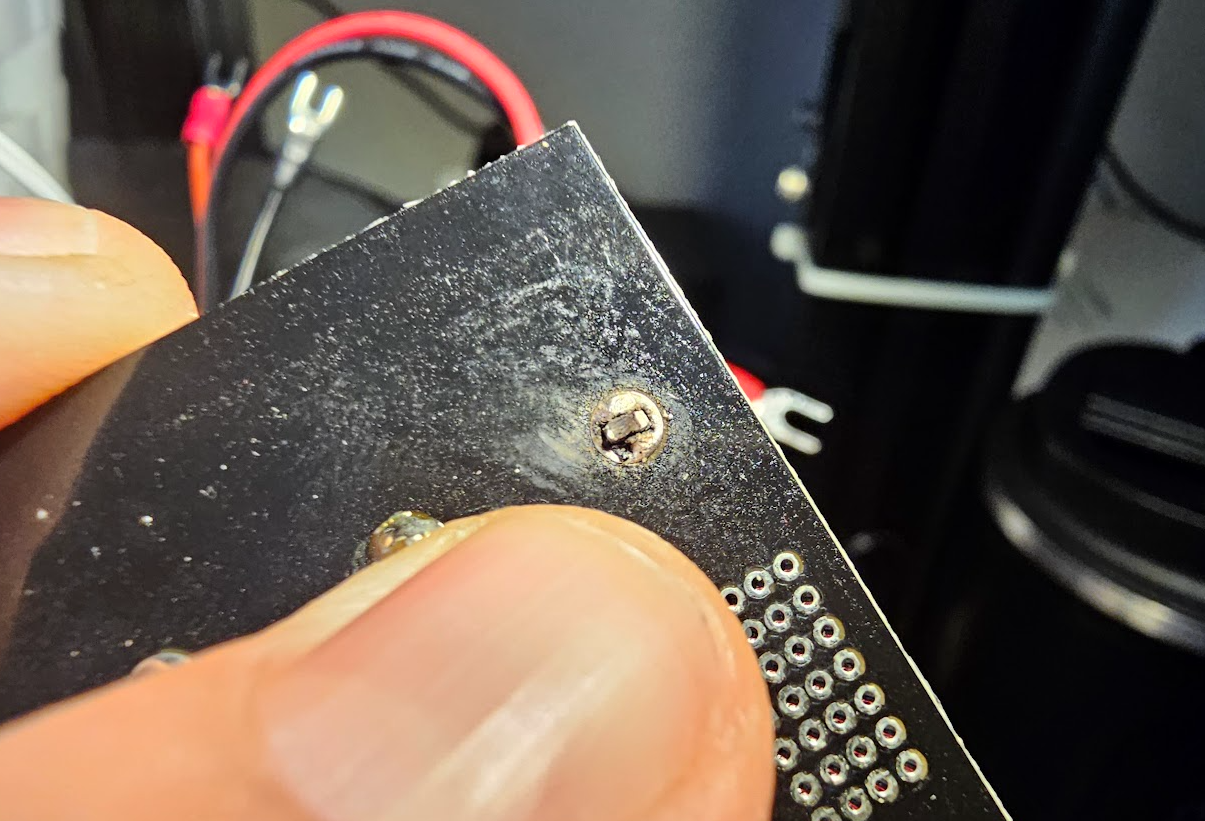
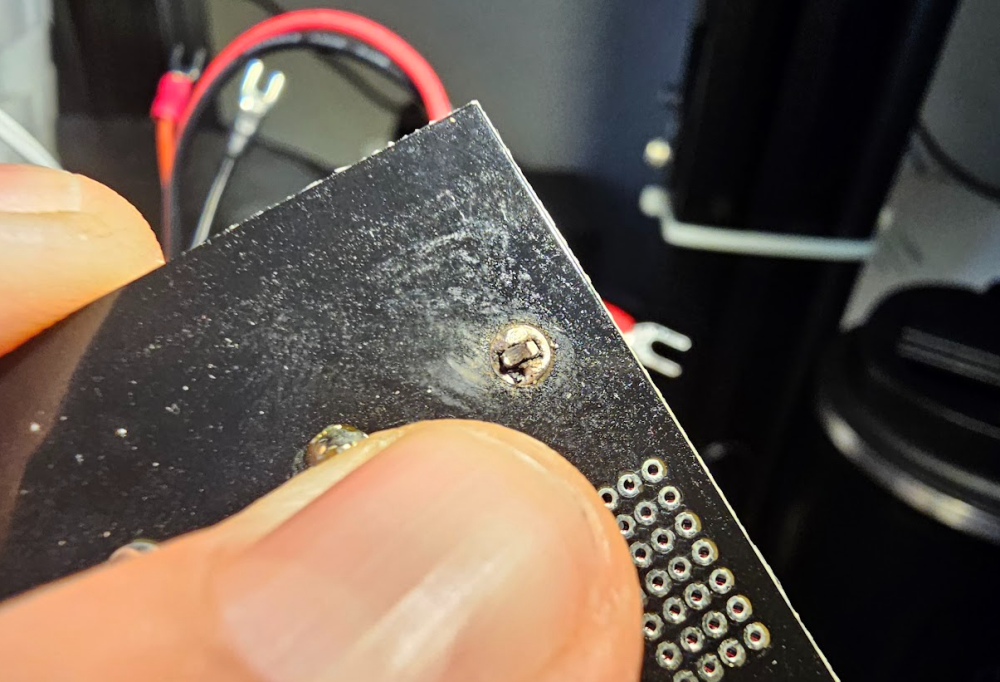
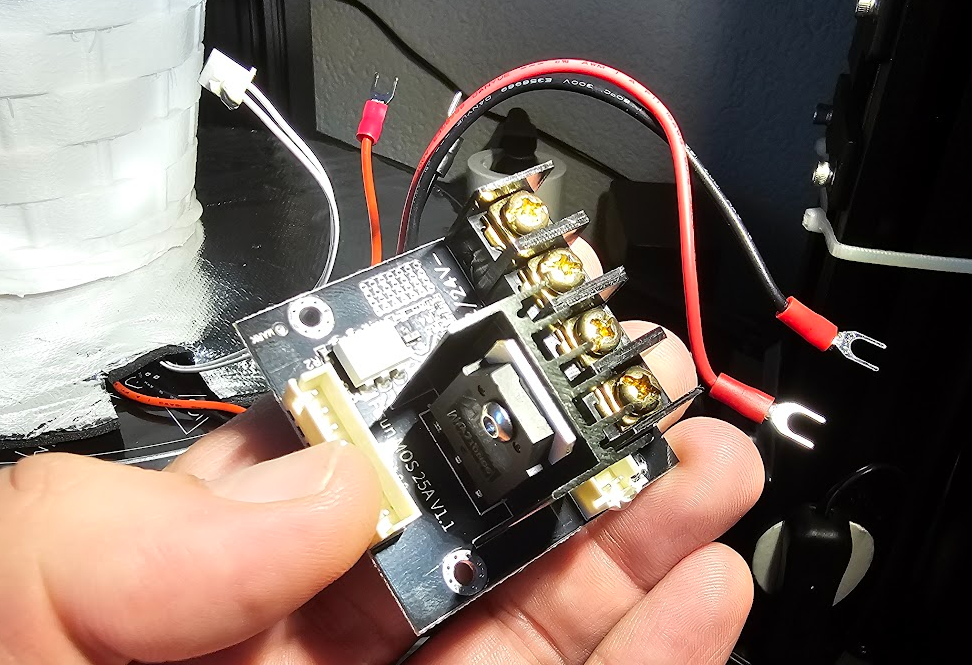
Bonjour, Je possède une FLSUN V400 depuis maintenant 8 mois. Hier, en cours d'impression, la buse est restée figée avec un message sur le Speeder Pd indiquant qu'elle avait rebooté. Surtout il y avait une odeur de circuit imprimé brulé ... Bref rien de bon. Apres une nouvelle tentative d'impression, l'imprimante a de suite rebooté et n'a plus jamais redémarrée. J'ai donc démonté les 8 vis du plateau chauffant et grâce a l'odeur j'ai trouvé l'origine de la panne qui se situe sur une petite plaquette électronique du coté droit. Il s'agit d'une plaquette reliant l'alimentation avec le plateau et la carte mère. Sur celle-ci comme vous pouvez le voir, j'ai trouvé une mauvaise soudure ! Je l'ai donc refait et l'imprimante est repartie.... Toutefois il reste un defaut sur la plaquette car il n'y a pas assez de surface de contact. Et je pense que cela va recommencer dans quelques temps. J'ai ouvert un SAV sur le site ou je l'ai achetée dans l'espoir de faire fonctionner la garantie... Mais voila, c'est un petit post pour donner un peu d'info si un jour, une personne se trouve dans la meme situation. Merci à tous.
-
Bonjour, Pour info, je me suis retrouvé a avoir un pb sur la première couche. Cela faisait des paquets ou cela gondolait, et pas a tous les endroits du plateau, comme si il ne prenait pas en compte la mise a niveau que j'avais du effectué 10x.... J'ai donc changé de tête d'impression, sans succès, essayé aussi différents fils, la tension des courroies, changé mes paramètres dans les différents slicers.... tj sans succès. Au final, je commençais a entendre un bruit étrange de résonnance lors de mes tentatives. Il s'avère en fait que les moteurs n'étaient plus serrés correctement ! Je ne sais pas pourquoi, mais il semble que ceux-ci ne soient vraiment pas serrés a l'usine. De ce fait, il faut démonter les pieds l'un après l'autre, vous aurez donc accès aux 2 vis qui tiennent le support moteur. La déjà il y a du jeu, mais il faut les retirées, et a l'arrière, il y a 4 autres vis pour maintenir le moteur sur son support. Idem toutes desserrées. Après avoir resserré ca, les impressions sont tout de suite nickel, comme au premier jour. Voila, si cela peu aider....
-
Effectivement, il est possible que cela provienne de la . Il est possible de le voir juste avec le nom. Quand tu le branche sur ton raspberry il est detecté comment ? Si il y a bien ecrit rp2040, c'est qu'il est bien a jour et donc utilisable. Si ce n'est pas le cas, il faut suivre la methode du tutoriel . Measure resonances with Fysetc Portable Input Shaper · Guilouz/Klipper-Flsun-Speeder-Pad Wiki · GitHub Attention, tu ne pourras pas le faire avec ton speedpad si il est deja en 1.4. Soit tu le repasses sur l'ancienne version, soit tu utilises un raspberry....
-
Ce qui est étonnant, c'est que je ne vois pas le répertoire, pourtant, moi il etait déja présent. Il faut vraiment bien aller mettre le fichier que tu as créer dans ce répertoire. Donc n'hésites pas a le créer si il n'y est pas. Donc si je reprends : 1 : Creation du repertoire /adxl3245 dans le repertoire /config . Ce qui doit donner en chemin /config/adxl345 2 : Creation du fichier sur ton PC que tu nommes "ADXL345.cfg" (attention a bien vérifier l'extension genre ADXL345.cfg.txt) 3 : Dans le fichier, tu copies l'intégralité de ce que j'ai mis plus haut dans le poste, en prenant bien soin de changer les infos de la ligne serial. (cela doit refléter ta machine) > Du coup cela ne fonctionnera pas pour ceux qui viennent d'acheter leurs FYSTECH car il faut deja le flasher. La nous partons du principe qu'il etait deja fonctionnel avant la MAJ et que cela a déja été fait. 4: Une fois le fichier complété avec les bonnes infos, tu le copie depuis l'interface web de l'imp dans le dossier /config/adxl345/ 5: ensuite, il faut venir décommenter (retirer le # devant la ligne "[include ADXL345.cfg]") du fichier printer.cfg 6: un reboot et il doit fonctionner
-
Bonjour, Attention a votre version de module. Avez vous un vrai ADXL ou un FYSTECH ? Si vous avez ce dernier, il faut prendre le contenu que je vous ai mis plus haut dans mon message et donc remplacé celui qu'il y a d'origine dedans. Pour le copier, j'ai créer un fichier sur mon pc, puis je l'ai uploadé dans le répertoire ADXL345
-
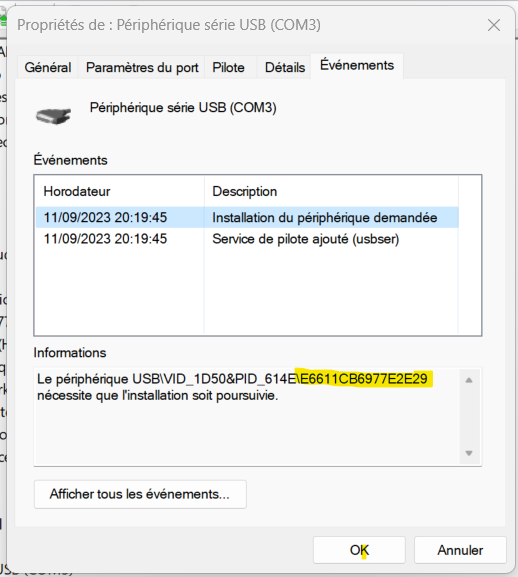
Bonjour, Le problème avec cette nouvelle version, c'est que nous n'avons plus la main sur un compte Sudo et il est impossible de se connecter en SSH. Le mot de passe flsun ne fonctionne plus Je suis preneur si vous avez des solutions .... ----------------------------------------------------------------------------------------------- Du coup je me répond tout seul. Je voulais avoir le compte sudo afin de pouvoir mettre a jour les fichiers ADXL pour faire fonctionner mon Fystech et donc l'input Shaper. Mais j'ai trouvé une solution. - Alors il faut déjà brancher son Fystech sur un pc windows, la vous aurez un nouveau périphérique en port serial. Il suffit de noter l'ID de ce périphérique (voir capture) - Ensuite créer un nouveau fichier appelé ADXL345.cfg (Attention les majuscules sont importantes) dans le répertoire ADXL345, avec ce contenu, en remplacant les XXXX par le numero ID pris juste avant. # _ _ ____ _ _ _____ # /\ | | | |___ \| || | | ____| # / \ __| |_ _| | __) | || |_| |__ # / /\ \ / _` \ \/ / ||__ <|__ _|___ \ # / ____ \ (_| |> <| |___) | | | ___) | # /_/ \_\__,_/_/\_\_|____/ |_| |____/ # # ADXL345 Configurations - Flsun Speeder Pad # # Guislain Cyril [mcu PIS] serial: /dev/serial/by-id/usb-Klipper_rp2040_XXXXXXXXXXXXXXXX-if00 restart_method: command [adxl345] cs_pin: PIS:gpio13 spi_software_sclk_pin: PIS:gpio10 spi_software_mosi_pin: PIS:gpio11 spi_software_miso_pin: PIS:gpio12 axes_map: x,-z,y [resonance_tester] accel_chip: adxl345 min_freq: 1 max_freq: 133 accel_per_hz: 100 max_smoothing: 0.5 probe_points: 0, 0, 25 Pour le reste c'est comme d'habitude, il suffit de décommenter la ligne ADXL du fichier printer.cfg. Voila J'espère que cela pourra vous aider.

-
Bonjour, Je vends mon Sonic PAD creality. Initialement connecté a mon ENDER 3 V2 Neo, il fonctionne avec tout modèle d'imprimante, meme d'une autre marque grâce a Klipper. Il a une valeur neuve de 179 Euros et il est vendu 100 €uros. Il a fonctionné environ 1 mois avant que je passe a la FLSUN V400. Entièrement fonctionnel et sans rayure, il est vendu dans sa boite d'origine et avec sa facture. Il est donc encore garanti puisque acheté en Mai 2023.

-
Bonjour, Je confirme, j'ai eu le meme probleme et j'ai augmenté un peu le Z et réduit la vitesse qui etait a 70 pour la premiere couche. La je suis en 60 et c'est nickel. Pour ce qui est du plateau, je suis passé a 65 avec du PLA pour que cela accroche bien avec cette hauteur de Z un peu plus haute. PS : regarde aussi le chevauchement et le flow qui pourrait etre un peu trop prononcé. J'espere que ses quelques pistes t'aiderons Nico
-
Bon ben ce n'est pas un succès, c'est même étrange Avec cette suppression, apres avoir fait sont demi cercle de vidage, il n'imprime rien ! La tete fonctionne a vide sur les contours... Il n'y a que lorsqu'il arrive a du remplissage que la ca fonctionne J'ai remis la ligne et la ca refonctionne comme avant. Bon toujours avec ce manque au debut...
-
Super, Je vais tester cela de suite et te tiens informé Merci beaucoup
-
Effectivement Le voici : [gcode_macro START_PRINT] description: Start G-Code gcode: {% set BED_TEMP = params.BED_TEMP|default(60)|float %} {% set EXTRUDER_TEMP = params.EXTRUDER_TEMP|default(210)|float %} LED_HOTEND_ON G21 G90 M82 {% if printer.extruder.target != 0 %} M104 S{EXTRUDER_TEMP} {% else %} M104 S150 {% endif %} M140 S{BED_TEMP} {% if printer.toolhead.homed_axes != "xyz" %} G28 {% endif %} G1 Z370 F3000 G1 X-150 F3000 M190 S{BED_TEMP} M109 S{EXTRUDER_TEMP} G1 Z1 F3000 G1 X-150 Y0 Z0.4 G92 E0 G3 X0 Y-130 I150 J1 Z0.3 E30 F2000 G92 E0 G1 E-1 F2100
-
Bonjour, Oui c'est celui du tuto qui fait appel a la macro : M140 S0 M104 S0 START_PRINT BED_TEMP=[bed_temperature_initial_layer_single] EXTRUDER_TEMP=[nozzle_temperature_initial_layer] ; generated by SuperSlicer 1.5.0 on 2023-04-21 at 13:13:47 J'ai testé sur Orcaslicer et sur Cura, et le pb est présent et identique sur chacun des slicers..... d'ou que j'ai pensé a un paramètre dans un fichier de conf de klipper....
-
Bonjour, Je suis un nouveau sur le forum et déja je voudrais vous remercier pour toutes les informations et les tutos ! Sans vous, je n'aurais jamais reussi a faire fonctionner mon imprimante comme cela. Je possède depuis peu une flsun V400 et j'en suis plutôt satisfait. Il me reste 2 PB a résoudre et je n'arrive pas a trouver les infos. 1er. A chaque début d'impression, une fois qu'elle a fait son arc de cercle, la tete se déplace pour commencer son travail et on peu voir qu'il manque tj 1 ou 2 cm de filament. C'est comme si il rétractait trop le fil et le ramenait pas assez vite au moment du print.... > j'ai bien sur essayé de changer les valeurs de rétractation sans succès... Idem j'ai testé avec du PLA+, PETG et meme du META... 2eme, c'est moins problématique, c'est au sujet de la camera. Celle-ci fonctionne....quand elle a envie. En gros je modifie le fichier de conf (je rajoute un espace...) et hop elle fonctionne. Je reboot et c'est de nouveau KO. Depuis aujourd'hui, meme en modifiant le fichier, ca fonctionne pas..... Voila, si vous avez des idées, je vous en remercie d'avance. Nicolas FLSUN V400 Klipper modifié avec tuto Motard Geek