-=biosuz=-
-
Compteur de contenus
261 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil





Récompenses de -=biosuz=-
")





-
désoler tous le monde mais c'est vendu et par le forum ! Merci
-
remise en main propre oui tjrs ds le 13 fdp ça depend
-
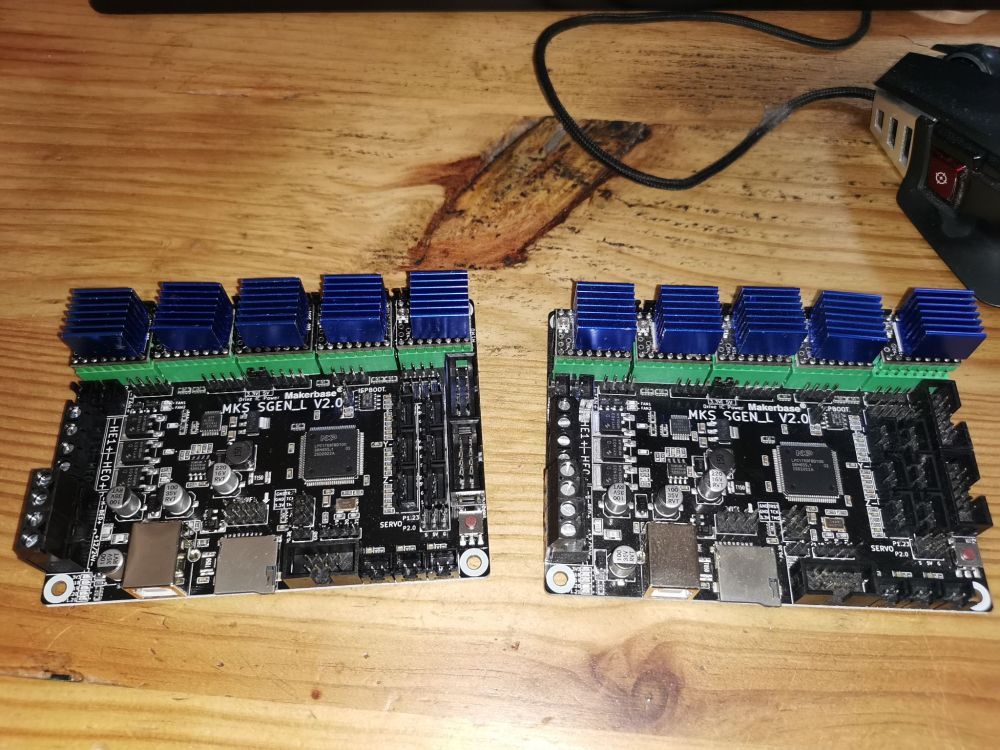
2 MKS Sgen V2.0 original avec 10 TMC 2225 le matos est neuf et na jamais servis je fais du vide dans mes tiroirs 45€
-

ICE PLA Gracious Green 1.75mm
-=biosuz=- en réponse au topic de -=biosuz=- dans Consommables (filaments, résines...)
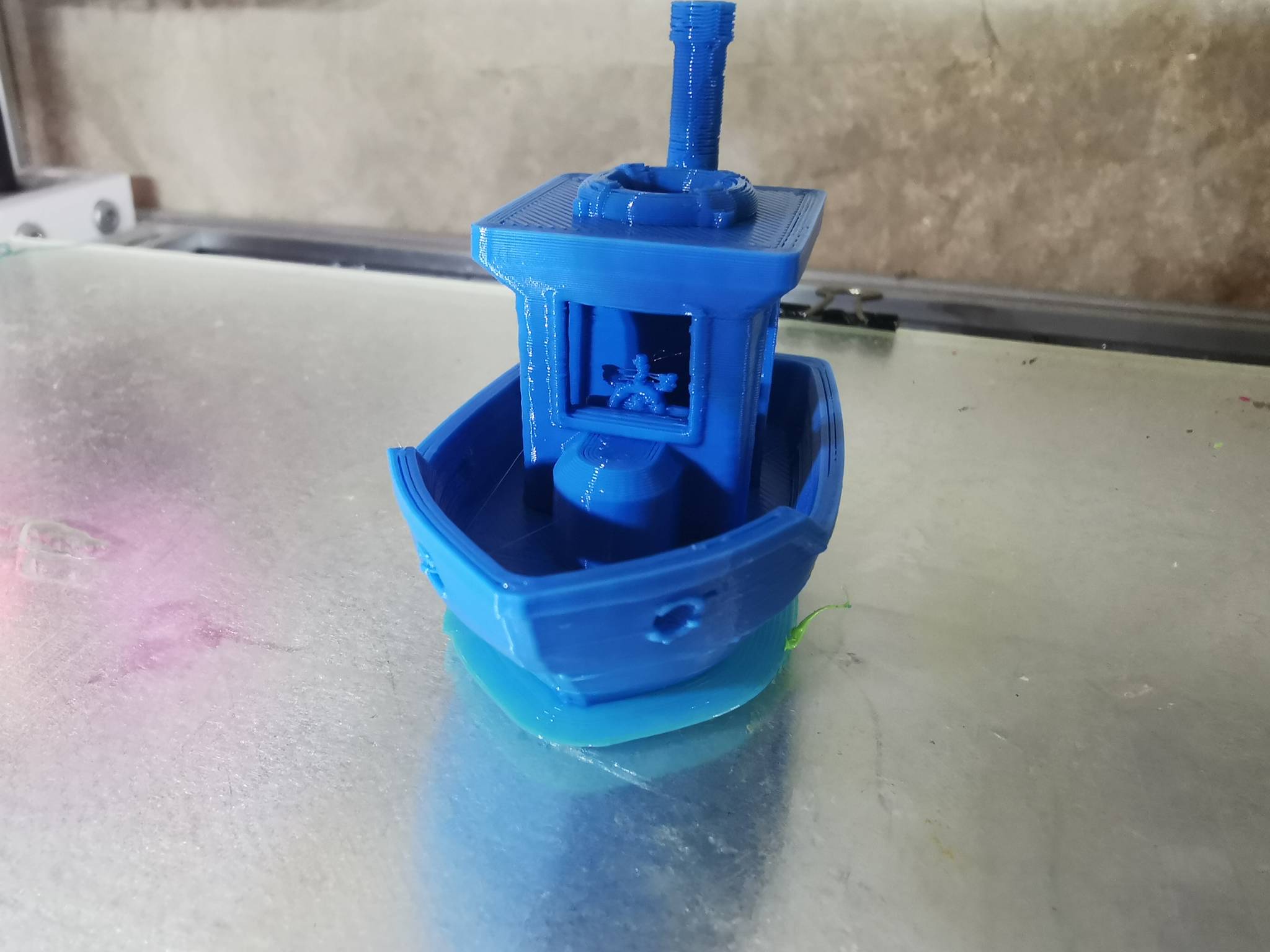
PLA Dayfil couleur Bleu vitesse 80mm/s température de buse 200° plateau 50° age du fil :1 an et demi et stocker sur un étagère il est pas parfait mais il est 100 fois mieux que l'autre donc je pense vraiment a un soucis de fil mon 1er essais avec ICE sera le dernier !!!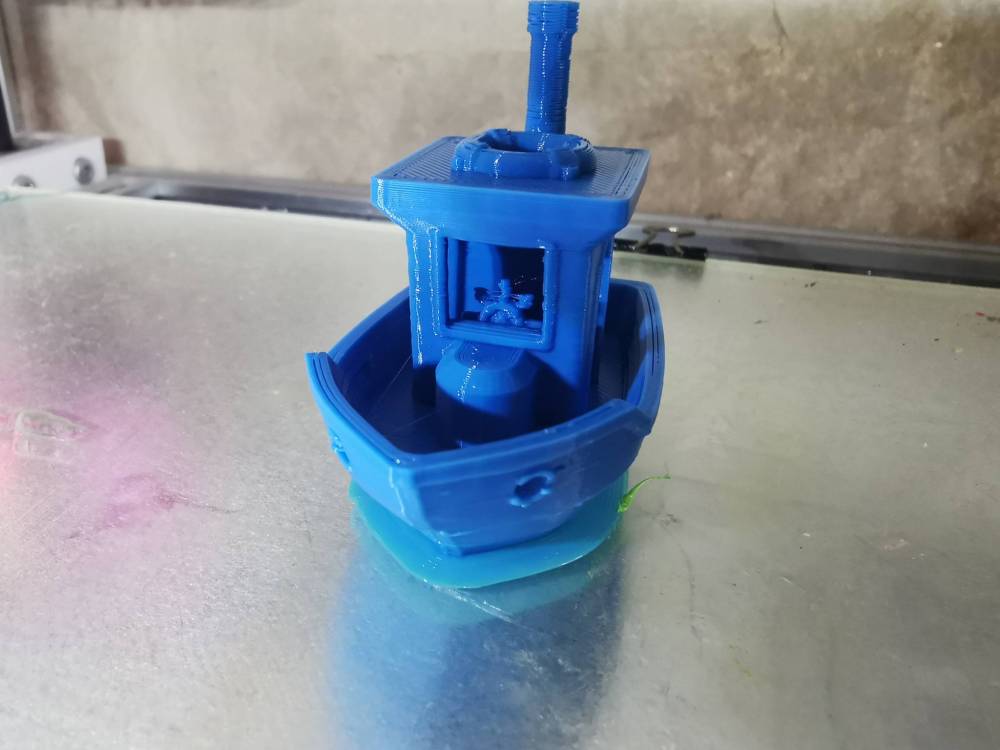

-
ICE PLA Gracious Green 1.75mm
-=biosuz=- en réponse au topic de -=biosuz=- dans Consommables (filaments, résines...)
demain mon four devrait être réparé, je vais essayer ! -
ICE PLA Gracious Green 1.75mm
-=biosuz=- en réponse au topic de -=biosuz=- dans Consommables (filaments, résines...)
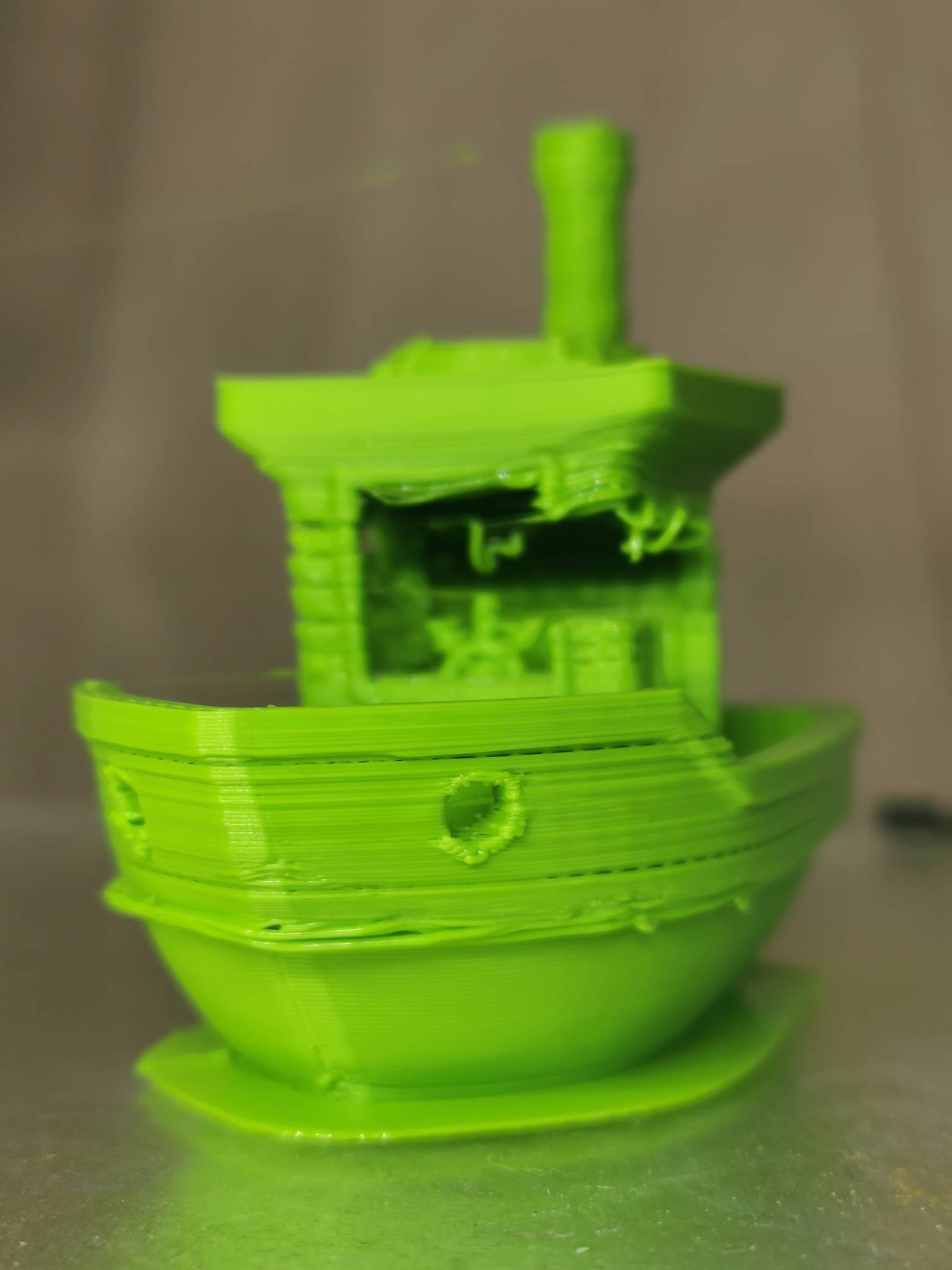
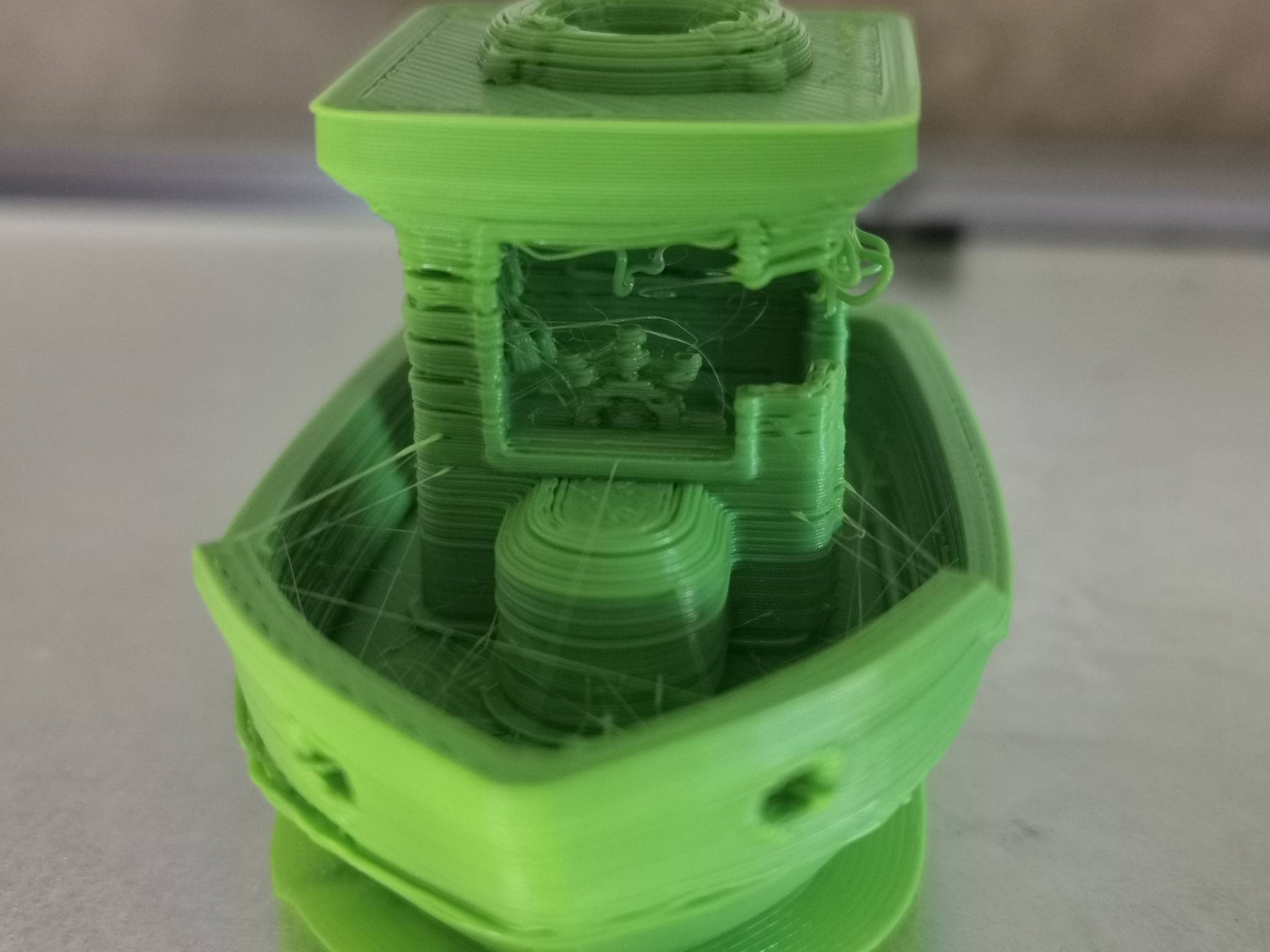
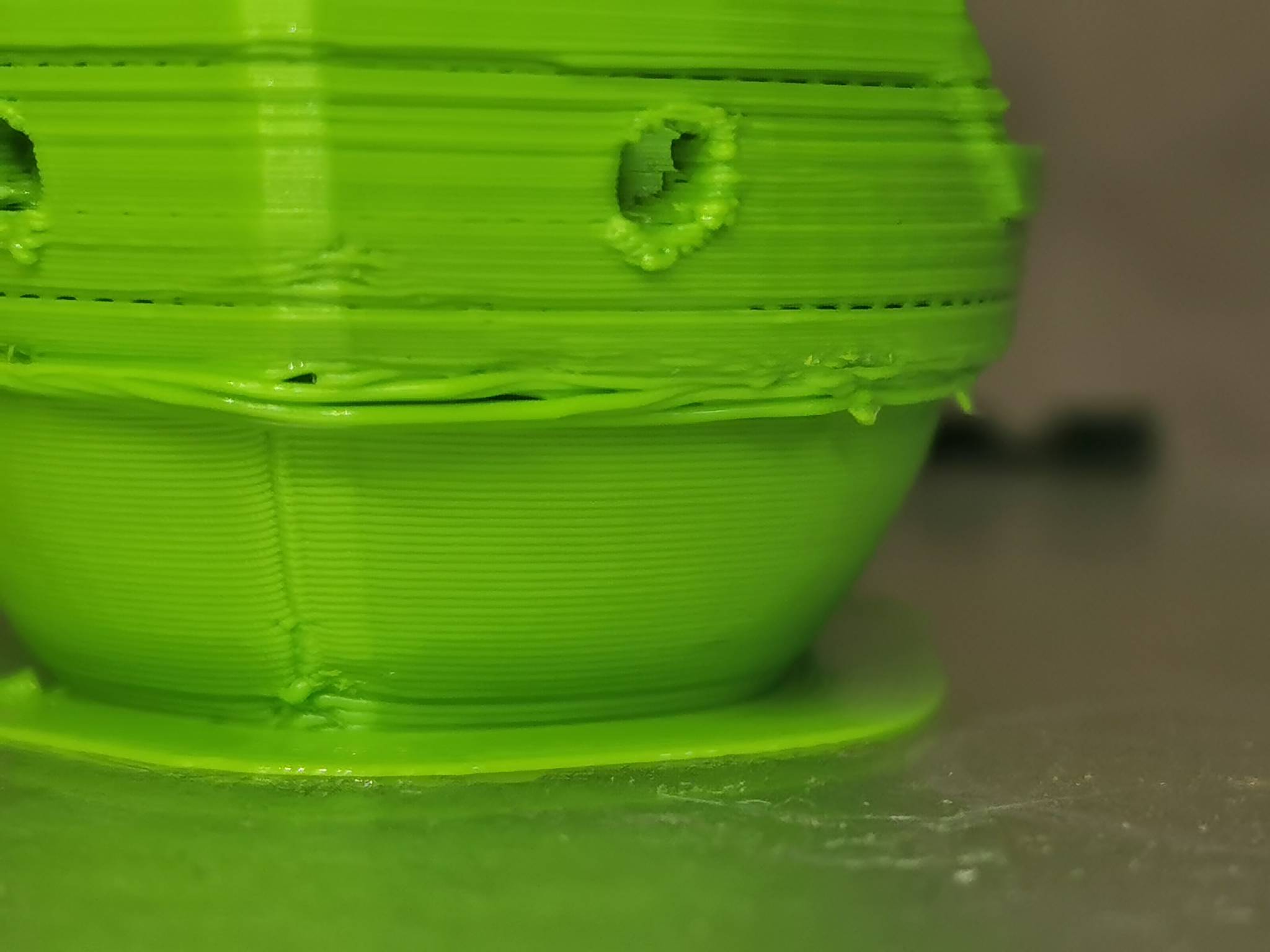
voila ma dernière impression encore coller au plateau, j'ai même essayer de supprimer la rétraction et c'est toujours pareille, je me suis dis chouette un filament a pas chers (17euro sur amazon) ben je regrette car du coup ça vas filer à la poubelle vitesse de 50mm Temp de buse 190° rétraction 4mm a 50MM/s adhérence au plateau parfaite , mais c'est tout !


-
bonjour, j'ai acheter une bobine de PLA de marque ICE pour faire des jouet a ma fille et je rencontre un soucis de buse boucher. j'ai un extruder BMG (original), une hotends AIO Evo, monter sur une D-bot tous cela tourne sous firmware KLIPPER avec octoprint mon soucis: j'imprime d’après les preco constructeur qui sont : Temp de buse 180° - 210 ° et Bed à 50° cela commence des la 1er couche qui sort un peu grasse, c'est a dire une légère sur-extrusion et au bout de 45-Minutes je passe un sous extrusion et même en buse boucher j'ai donc contrôler et nettoyer ma hotends, j'ai changer aussi sont ventilo de 25mm par un 30mm pour amélioré le refroidissement contrôler ma V-ref de mon drivers , contrôler toute ma ventilation , changer de buse, ré-graisser intégralement tout mes roulements je suis en Bowden donc j'ai aussi changer le Tube PTFE j'ai recalibre toute mon imprimantes et surtout mon extrusion j'ai tester de 180° a 250° , j'ai diminuer ma vitesse d'impression de 80mm a 45mm j'ai jouer avec la rétraction de 4,5mm à 100mm je suis passer à 1mm a 20MMs et je l'ai même supprimer j'ai démonter mon extrudeur BMG et nettoyer et graisser les roulements j'ai aussi une petite mousse qui nettoie le filaments bref ça fais 4 jours que j'imprime des benchy ou des cubes qui sont pas beau du tout avec de le sous extrusion et même des impression annuler normalement j'imprime beaucoup de TPU de marque Saintsmart et de PETG de différente marque et je n'ai aucun soucis. avec le confinement je me suis mis a imprimer des jouets pour ma fille et j'ai donc ressorties de vielles bobine de filament PLA DAYFILS (1 ans d'age et stocker a l’arrache) en rose et bleu et j'ai imprimer des rails pour le garage Vtecs sans soucis avec des impression de 4 a 6 heures à chaque fois alors est ce le filament qui est pourris ou j'ai rater un truc ? merci d'avance de votre aide, un Maker qui a bientôt plus de cheveux....
-
reconaitre un Buse AIO hotends.fr
-=biosuz=- en réponse au topic de -=biosuz=- dans Entraide : Questions/Réponses sur l'impression 3D
je viens d'avoir l'info de fourmiz pat tchat je cite : "Bonsoir, y a du 0.20 mm/ 0.40 mm et 0.80 mm 0.8 > 2 marques sur l'hexagone 0.4 > 1 marque 0.20 > aucune marque" c'est l'info que je chercher -
reconaitre un Buse AIO hotends.fr
-=biosuz=- en réponse au topic de -=biosuz=- dans Entraide : Questions/Réponses sur l'impression 3D
Lol Merci , c'est empirique mais si ça marche ... je pensais qu'il y avais un autre moyen ! -
reconaitre un Buse AIO hotends.fr
-=biosuz=- a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
bonjour, j'ai plusieurs buse pour une hotends All In One de hotends.fr j'arrive pas a reconnaitre la taille, y a t'il une astuce ?? car les 0,2 c'est facile , mais entre 0,6 et 0,4 c'est pas forcement evident Merci d'avance ! -
aide impression ABS sur FLSUN Prusa I3
-=biosuz=- en réponse au topic de -=biosuz=- dans Discussions sur les imprimantes 3D
salut, désolé du temps de réponse mais j'ai pas mal de taff en ce moment. j'ai changé l'extrudeur pour plus être embêter j'ai un BMG et j'en suis ravis , pareille pour les têtes d'impressions j'ai une AIO-Evo faite par fourmiz et j'ai même construis une nouvelle imprimante, une D-BOT et la j'ai la fiabilité que je souhaité pour résumé F-LSUN c'est très bien quand tu connais rien mais après faut passer a autre chose sinon tu vas la reconstruire entièrement, et jamais tu en finiras -
bonjour, pour info la commande est pas finis car il n'a pas fournis le filament a tous le monde pour ma part il a encaissé 160€ et je n'est plus de news je viens donc de lui renvoyer un mail pour avoir une réponse .... si j'ai pas de news je part faire un dépôt de plainte, il est au courant de la chose et a part m'insulter et ne pas me prendre au sérieux il na rien fait d'autre . donc si un de ses contact peut lui faire passer le message ce serait cool ! Merci Ps : je poste ici car je n'est pas trouver le fameux message de suivis de commande
-
hello, le réglage que tu montres dans catia et seulement graphique, juste pour l'affichage a l’écran et n'influe en rien sur ton STL tu joues avec ce réglage suivant la puissance de ta carte graphique, je bosse sous catia et il arrive souvent que mes assemblage comporte plusieurs milliers de pieces donc on diminue la qualité graphique pour arriver a garder un affichage plus fluide pour le réglage de la définitions des stl cela se passe ailleurs, il y a un ateliers dédier il me semble d'ailleurs .... je pense que ta solutions c'est la tension des courroies, j'ai deja eu le meme soucis et uns fois ça été le STL en basse résolutions donc avec facette ( non fais par moi ) et une autre fois c’était les courroies mais cool que ton soucis sois réglé
-
Trouver un plateau aluminium grand format?
-=biosuz=- en réponse au topic de Seccotine dans Discussions
hello, regarde du coté de https://www.john-steel.com/fr/ un peu plus chers mais c'est propre , moi je suis passer par un autre et j'ai de la tôle ondulé ..... regarde sur mon topic ou je construit ma D-Bot dans le coin des cubic y a des noms de fournisseur pour info j'ai un plateau de 200x300 avec pade silicone en 220V -
Quel logiciel spécialisé 3D et gratuit
-=biosuz=- en réponse au topic de Skinwalker dans Dessiner / modéliser en 3D
Hello, je bosse tous les jours sous catia et je suis asser ok avec @krockdur quand je passe sur solidwork je m'en sort mais c'est pas pour autant un clone de catia .... et pour quelqu'un qui début je conseillerais fusion 360 en licence étudiant ... faut aller voir les vidéo de heliox sur youtube elle explique comment l'installer et fais de petit tuto dessus par contre pour moi faut oublier sketchup qui est très différent des logiciel de CAO et qui génère pas mal de bug en rendus STL ....