
JoOj
-
Compteur de contenus
890 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
6
Visiteurs récents du profil
1 172 visualisations du profil





Récompenses de JoOj
")
Experienced (11/14)
-
 Rare
Rare
-
 Rare
Rare
-

-
 Rare
Rare
-

Badges récents
392
Réputation sur la communauté
5
Sujets solutionnés !
-
Y a moyen d'épingler le sujet sur le forum ? Histoire de pas avoir besoin de le faire remonter trop souvent
-

Les sécheurs de Filaments
JoOj en réponse au topic de pjtlivjy dans Consommables (filaments, résines...)
C'est la réflexion que je me suis fait y a quelques jours. En tout cas je teste ça pour mes quelques bobines de petg entamées. J'ai mis quelques grammes de silica dedans, on verra si ça change de couleur -
Tutoiement Impératif neutre. "fait ceci, fait cela"
-
Hello, A quelle température se fait le thermoformage des gouttières ?
-
On n'a aujourd'hui aucune certitude sur le fait que la fiabilité sera un jour au rendez-vous. Les erreurs grotesques liées au démarrage de l'informatique étaient des erreurs humaines (de programmation) ou de hardware (composants qui grillent, cartes mal perforées, etc.). Les erreurs actuelles sont intrinsèques à la technologie car le texte produit par la bête est produit sur une base statistique. Vous n'avez aucune garantie que 2 input identiques donneront 2 sorties identiques (Lecture passionnante 1 , Lecture passionnante 2 ) Mais ne nous trompons pas de débat. Je suis assez technophile pour trouver cette technologie incroyable. J'ai eu un enseignant, chercheur sur les sujets de la traduction automatique, qui aurait rêvé de voir cette techno de son vivant. J'en vois les limites limites techniques, je m'en sers ponctuellement pour des besoin spécifiques sur lesquels je sais que je vais pouvoir gagner du temps. Y a des gens qui font de la merde avec, aveuglés par les promesses, et d'autres qui vont juste suivre l'évolution. Tout ca n'ôte rien au fait que, contrairement à d'autres technologies, l'IA porte des dangers qu'aucun d'entre nous n'est prêt à affronter. Si il vous reste plus de 5 ou 10 ans à faire sur le marché du travail, vous allez forcément être percutés de plein fouet par cette révolution. Et on en revient à ce que j'exposais plus haut : bien ou pas bien, le fait est que ca va manifestement trop vite pour permettre à la société de s'adapter.
-
Les sécheurs de Filaments
JoOj en réponse au topic de pjtlivjy dans Consommables (filaments, résines...)
Question connexe : - peut on sécher le filaments autant de fois qu'on le souhaite ou bien il se dégrade chaque fois un peu plus ? -
Tout est si facile
-
C'est un peu trop réducteur pour être juste. Un LLM ne fera certes pas de faute de grammaire ou d'orthographe, mais un Humain de bonne foi n'inventera pas des faits. La situation est très différente entre les PC et les LLM. Je crois que j'en parlais plus haut : un LLM est un système stochastique dont le processus de production de texte est invérifiable. Il y a des équipes entières de chercheurs qui travaillent sur ce sujet depuis que les premiers algo de machine Learning ont commencé à être utilisés. Un PC est à l'inverse déterministe. Même en décomposant les tâches dans des structures agentiques, on estime que 85% de fiabilité est aujourd'hui un score élevé pour une "IA". Or il y a beaucoup de cas d'application où 85% de fiabilité, c'est juste une catastrophe. La difficulté actuelle est que les erreurs commises par les LLM ne sont plus les erreurs commises par les humains. Les processus de contrôle doivent changer en conséquence mais, au moins pour un temps, ils deviennent bien plus chronophage qu'ils n'étaient par le passé. Et il n'y a pas aujourd'hui de certitudes qu'il sera possible d'obtenir des résultats fiables à 100%. Pour l'illustrer, prenons une chaîne de fabrication boîtes en plastique. Un contrôle qualité habituel portera probablement sur un % de boîtes dont on va vérifier manuellement régulièrement les dimensions principales, car on sait que la précision des machines, ou une erreur de paramétrage, peuvent entraîner des dérives dimensionnelle. Et la plupart du temps on saura exactement d'où ça vient sinon trouve une erreur. Remplacez cette chaîne par une "IA" et on se rendra compte que, une fois de temps en temps, elle sortira une boîte d'une forme totalement différente. Ça impose de mettre en place un contrôle qualité très différent, et on n'aura aucun moyen (pour l'instant) de savoir pourquoi elle a produit une boîte ronde alors qu'on la voulait carrée. Si on rapporte ça à de la production documentaire : j'ai des collaborateurs qui doivent produire de la documentation scientifique et technique sur la base de documents source et d'entretien techniques. Là où je faisais une relecture de cohérence qui me prenait environ 1h, je dois désormais réouvrir tous les documents pour vérifier que l'IA n'en a pas ignoré un, voir inventé un. On est sur une base de 2 à 3h de temps de relecture désormais. Pas de chance pour notre process, mes 2h heures perdues coûtent plus cher que les 3h gagnées par le rédacteur technique. C'est extrêmement simple de détecter les erreurs d'un humain de bonne foi. C'est beaucoup plus complexe (pour l'instant en tout cas) de détecter celles des LLM
-
C'est pas cher. C'est intraçable. Vous pouvez donc vous en procurez une même si vous faites partie des rares personnes à ne pas avoir le droit d'en détenir une. Vous n'avez plus que quelques pièces critiques à récupérer en métal pour avoir une arme fiable (enfin, de ce que j'en comprends). Par contre, au fond, ce que nous dit ce projet de loi peut soulever d'autres questions. Pour faire simple : est ce que à un moment Disney, ou Nintendo, ou autres grands propriétaires de droits, vont commencer à demander de brider nos machines qui copient si bien leurs figurines vendues hors de prix ? Ca doit être nettement moins difficile d'insérer un algo qui bloque l'impression d'un Mickey par rapport à une arme. Et tout en disant ca, je suis prêt à parier qu'on retrouverait alors tout une offre de cartes alternatives BTT prêtes à faire tourner des Klipper tout propres, et sans aucun bridage, sur nos machines
-
On notera que ca manque encore un peu de compréhension dans le milieu, ou alors j'ai raté la révolution de l'injection carbone FDM ? Le 13 février 2024, à 06H00 du matin, les enquêteurs perquisitionnent. Ils tombent alors sur un « atelier de production en plein coeur de la cité phocéenne ». Les trois imprimantes « tournaient à bloc », raconte le douanier. Elles étaient capables de « réaliser des injections carbone, plus résistantes que le polymère ». Parmi les pièces fabriquées figure la classique arme « FGC-9 » pour « Fuck Gun Control ». Le suspect en avait terminé « neuf », de « très bonne qualité » et « quasiment tout en 3D » sauf le canon, « réusiné ». https://lessor.org/societe/ces-armes-en-3d-expediees-comme-une-lettre-a-la-poste/
-
fusion 360 Realiser un texte sans "relief"
JoOj en réponse au topic de Doberman dans Dessiner / modéliser en 3D
Et bien me voilà ravi, parce que ma mémoire n'est définitivement pas ce qu'il y a de plus fiable depuis quelques années -
J'ai pas trop le matos pour jouer
-
J'adore ! Après, forcément, l'illusion ne pourra jamais fonctionner qu'en regardant la pièce dans le bon axe (en tout cas jamais sur z)
-
fusion 360 Realiser un texte sans "relief"
JoOj en réponse au topic de Doberman dans Dessiner / modéliser en 3D
Dans Fusion, j'ai un peu la flemme de le lancer , je vais la tenter de mémoire en appliquant ce que pense que PPAC proposait. Quand tu vas utiliser l'outil qui te propose de créer des lettres, au lieu d'extruder, tu vas d'abord "couper". Ça va creuser d'autant ton sous verre . Puis avec la même esquisse, tu vas à nouveau extruder, mais en sélectionnant "nouveau corps". Normalement, tu devrais donc avoir 2 pièces distinctes, bien que imbriquées (c'est ça que j'ai jamais trop testé une fois exporté en stl ou stp en l'occurrence) Quand tu vas l'importer dans le slicer, il devrait te demander si tu veux l'importer comme une seule géométrie ou comme plusieurs (j'ai plus trop le message en tête ). Choisi la version scindée. Alors tu pourras les colorer indistinctement dans le slicer, toujours dans le même menu que ce que je te montrais. -
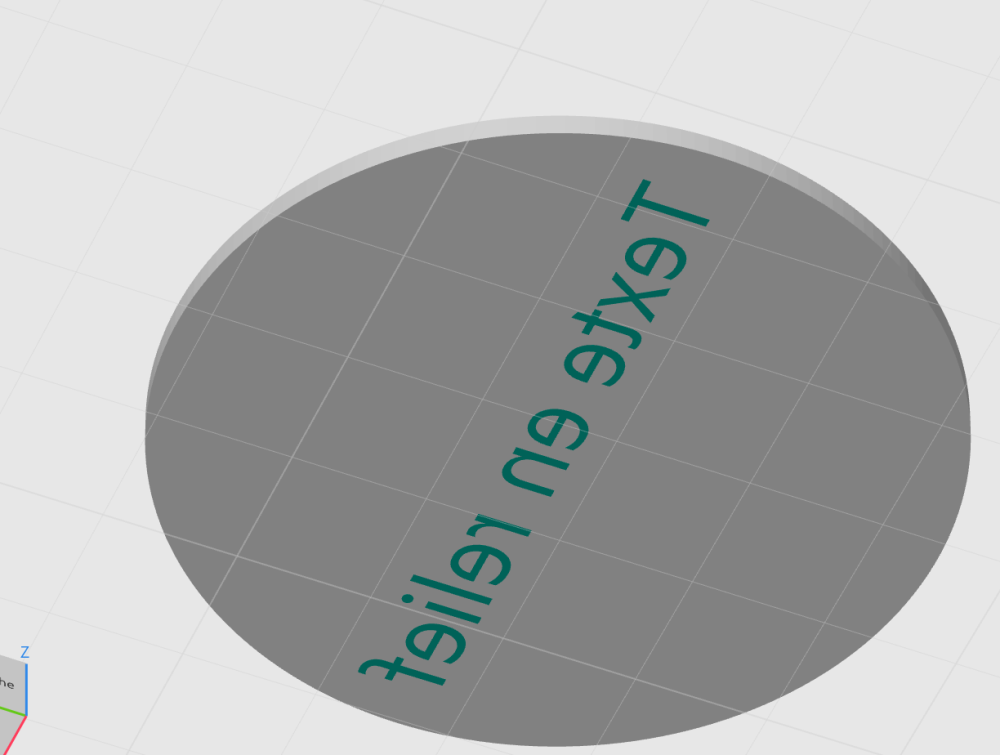
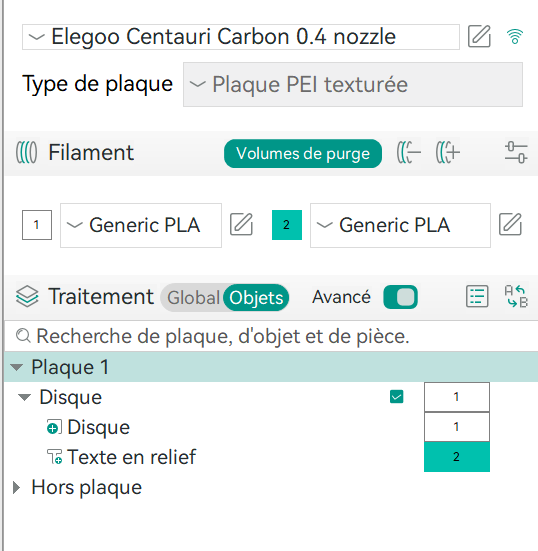
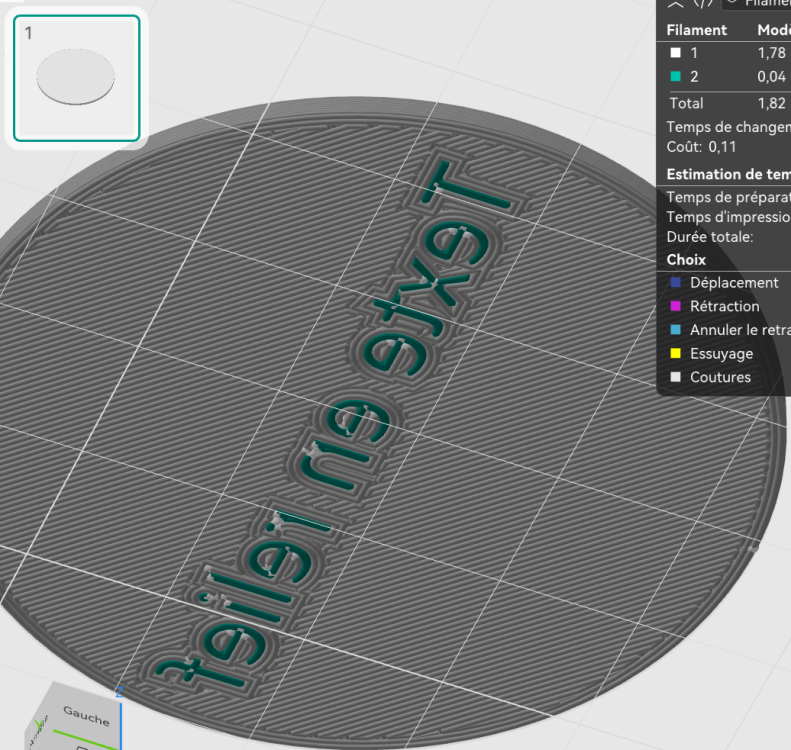
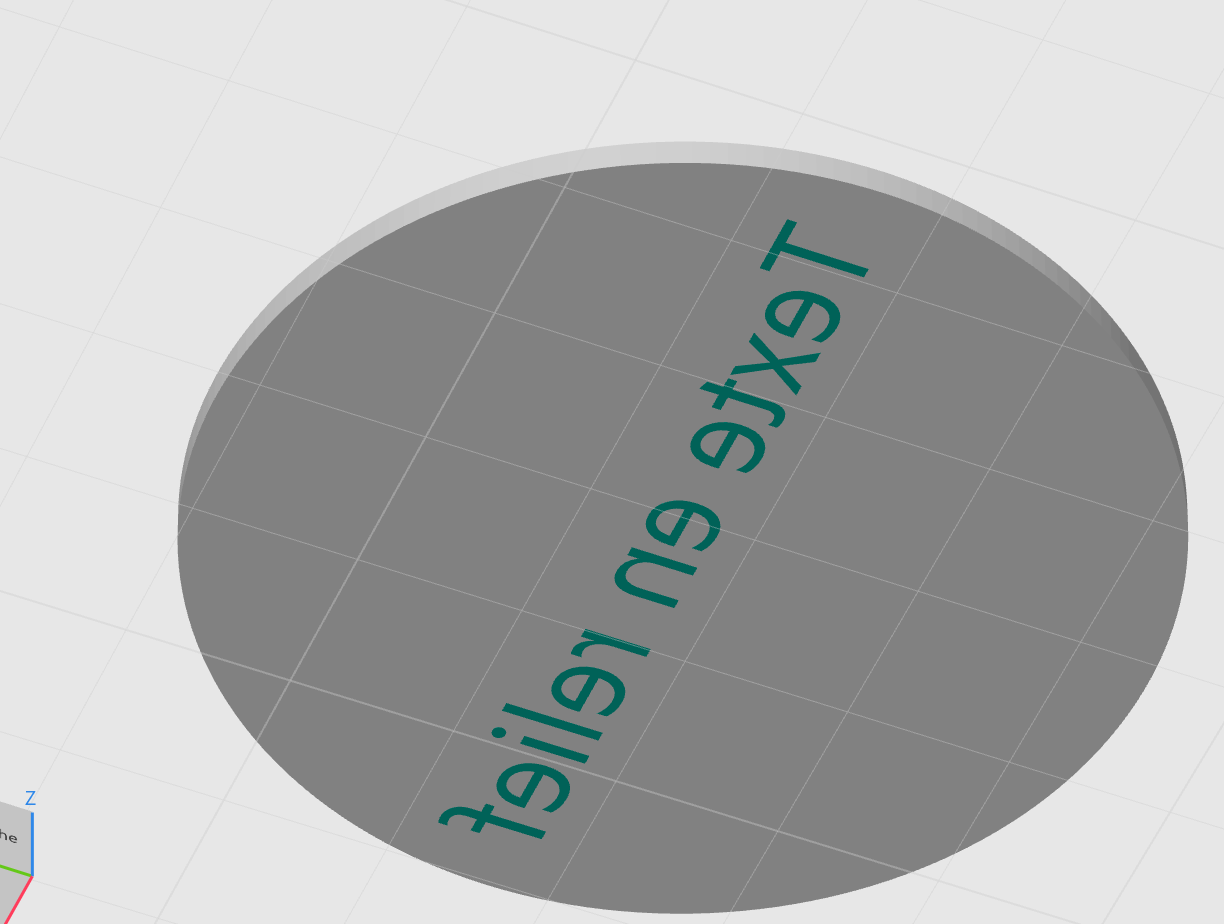
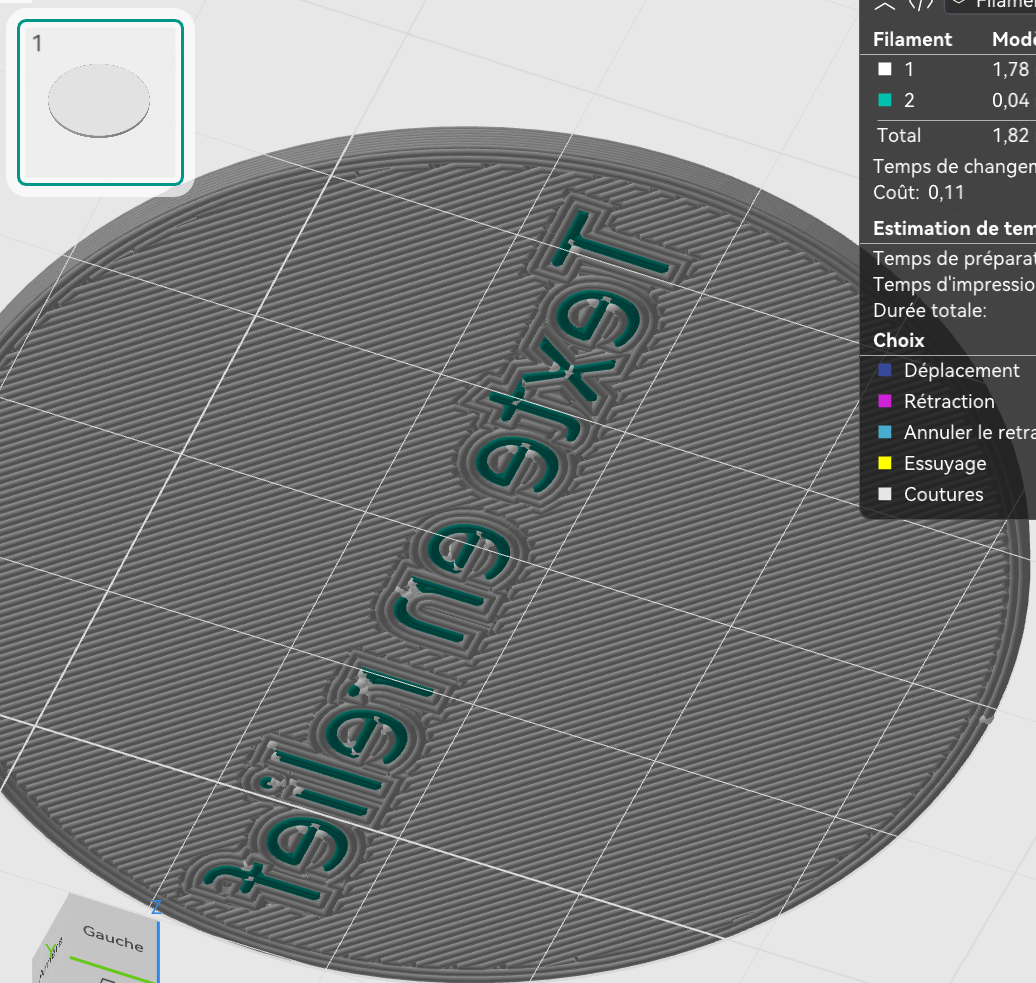
fusion 360 Realiser un texte sans "relief"
JoOj en réponse au topic de Doberman dans Dessiner / modéliser en 3D
(j'ai pas résisté, j'ai récupéré Orca portable sur le PC du boulot) : Je crois que j'ai une autre proposition. Si on garde l'exemple du sous verre. Idéalement le texte en couleur on le met face contre le plateau. Dans Orcaslicer, j'ai créé un disque. Puis clic droit sur la face supérieure, ajouter une pièce, texte Je fais mon texte, je le positionne sur x et y. Puis je le déplace en z pour que mon extrusion soit plus basse que le Z=0 et qu'elle ne soit plus apparente sur la face supérieure En pratique, le slicer va ignorer tout ce qui se passe en dessous de 0, la partie qui "dépasse" va être supprimée. Par contre, pas besoin de passer par l'outil de peinture pour gérer la couleur, tu peux passer directement par le mode "objets" et sélectionner la couleur Et une fois que tu as slicé, le résultat est celui attendu : La méthode que te propose @PPAC est bien plus propre, puisqu'elle consiste à concevoir d'emblée ton texte et ton sous verre comme deux pièces distinctes, ce qui te permets ensuite d'en gérer les couleurs. Elle te permettra notamment de faire ce que tu souhaites sur tout type de surface (alors que ma bidouille ne fonctionnera que pour la face contre le plateau)