cmassare
-
Compteur de contenus
18 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par cmassare
-
Bonjour, l'un d'entre vous a t il essayé de monter une tête e3d v6 sur une i3 metal motion ? si oui, avez-vous un tuto ? Cordialement
-
Bonjour à tous, sur mon i3 metal motion j'ai essayé à plusieurs reprises, en vain, de monter une nouvelle buse (essai avec une 0.4mm et une 0.5mm). Je suis le mode d'emploi fourni par emotion tech, en chauffant la tête avec un pistolet à air chaud. A chaque essais réalisés, j'avais des fuites de filament en imprimant. J'ai pourtant monté la température du bloc de chauffe à 350° environ (mais je suis obligé d'arrêter l'exposition au pistolet à air chaud lors du serrage, et la température du bloc de chauffe descend rapidement, le problème vient il de là ?)... L'un d'entre vous a t il réussi à faire ce type de montage sans fuite de filament ensuite ? Cordialement
-
🎁 Concours de Noël 🎅🌲 Gagnez un graveur laser Longer RAY5 ! 🎁
cmassare en réponse au topic de LesImprimantes3D.fr dans Actualité et nouveautés du forum
Bonjour, la première fonctionnalité que je testerais serait la gravure sur bois, pour des objets décoratifs. Bonnes fêtes de fin d'année -
Bonjour, une autre piste pour Nilsaero, la ventilation du radiateur de la tête hexagon. Si cette ventilation est insuffisante, la température au niveau de ce radiateur peut être trop élevée, le filament se ramollie trop tôt dans la tête et est beaucoup difficile à pousser par l'extrudeur. J'ai eu le problème sur ma i3mm, le ventilateur d'origine ne soufflait plus assez, la température mesurée en bas du radiateur (en extérieur de celui-ci) était supérieure à 130°. L'extrusion de ne se faisait plus sur la plupart de mes impressions, après quelques couches imprimées. Après remplacement du ventilateur, plus de problèmes, la température mesurée en bas du radiateur est de l'ordre de 35°. Et accessoirement le nouveau ventilateur (le 30mm 24V vendu par emotion tech) est nettement plus silencieux que celui d'origine.
-
Bonjour, tes fichiers fonctionnent effectivement sur Cura Windows. Beau travail. cmassare
-
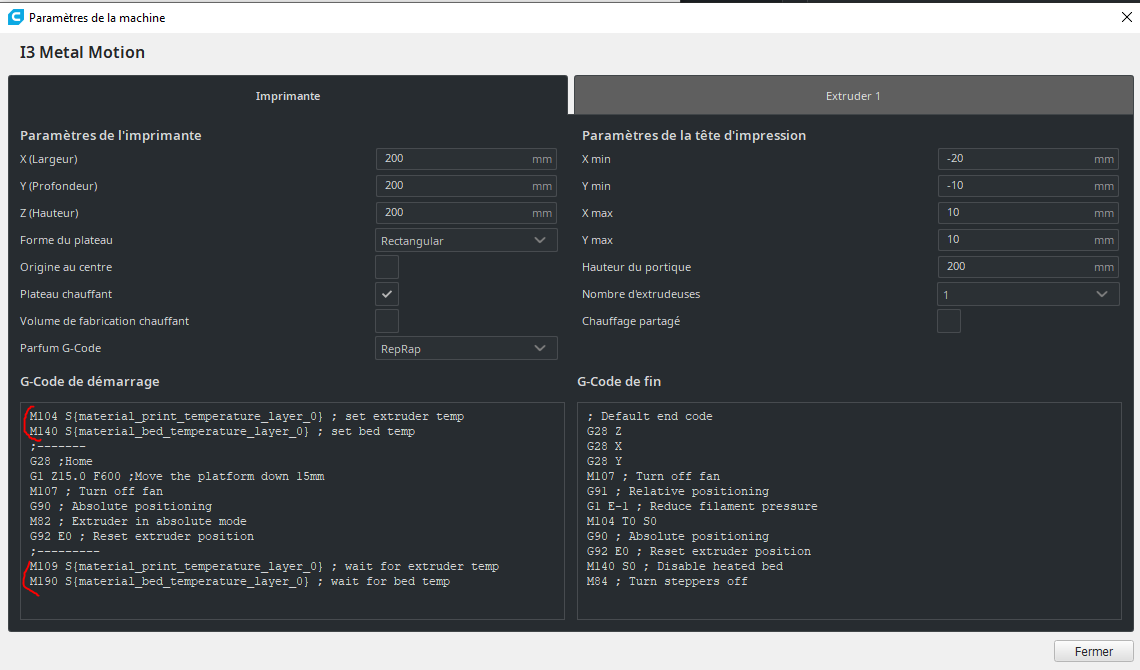
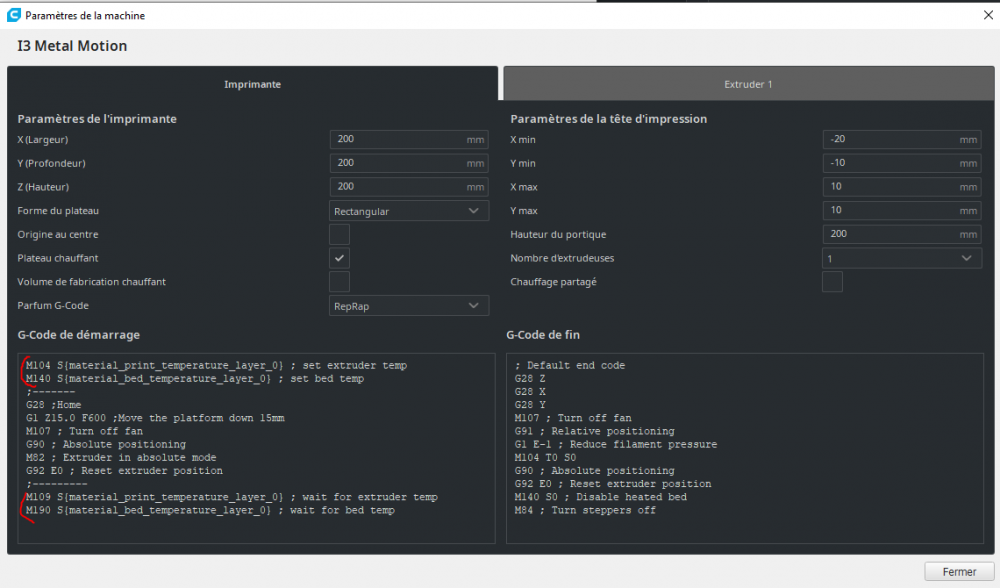
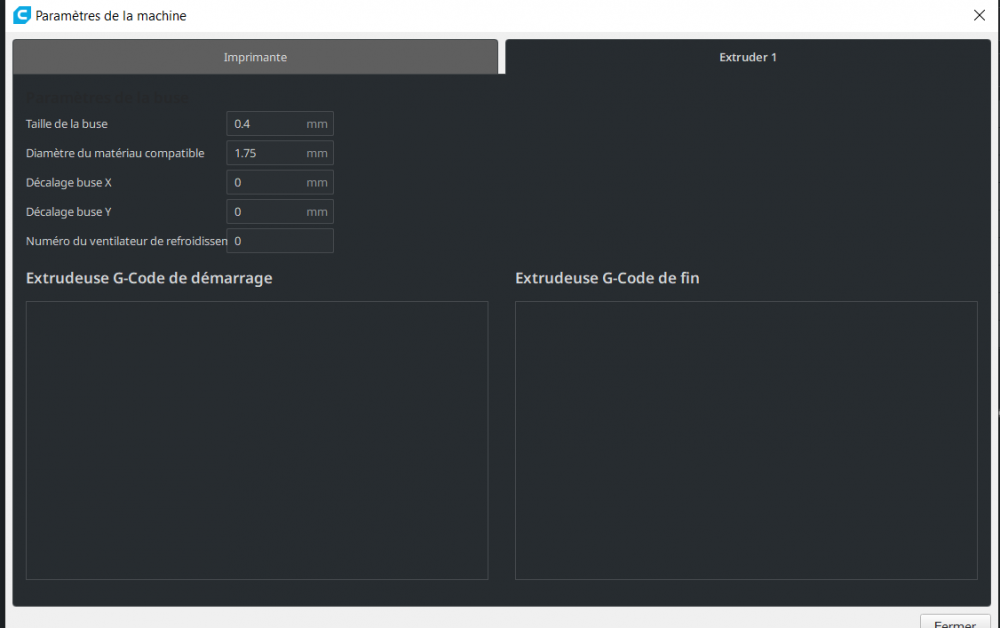
pfelecan, je confirme que cette syntaxe, avec variables, fonctionne. Ci-dessous mon nouveau paramétrage pour la i3mm. Et je confirme avoir supprimé le script python de post-traitement. Merci pour cette info.
-
pfelecan, Je verrai si je peux reproduire effectivement les bonnes séquences de démarrage et d'arrêt grâce à ces gcodes (je ne connaissais pas la syntaxe pour utiliser des variables dans ces codes). Je te tiens au courant du résultat.
-
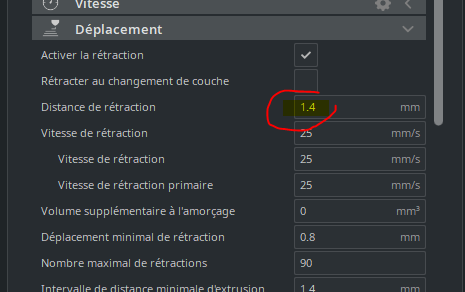
Bonjour, lorsque j'ai commencé à répondre à Monfred sur le sujet, j'utilisais une distance de rétraction de 2mm (légèrement supérieur à la valeur par défaut des paramétrages fournis pour la i3mm, pour éviter des phénomènes de stringing). La capture d'écran du post précédent a été faite sur un paramétrage découvert ensuite pour le filament Emotion Tech PLA (paramétrage inclu depuis la version 4.3 de Cura il me semble). Et cette valeur fonctionne bien pour la majorité de mes filements. C'est de toute façon un des paramètres à affiner en fonction de tes résultats (stringing, sous-extrusion, ...).
-
Bonjour, ce paramètre se règle dans ton profil de tranchage, dans la section déplacement
-
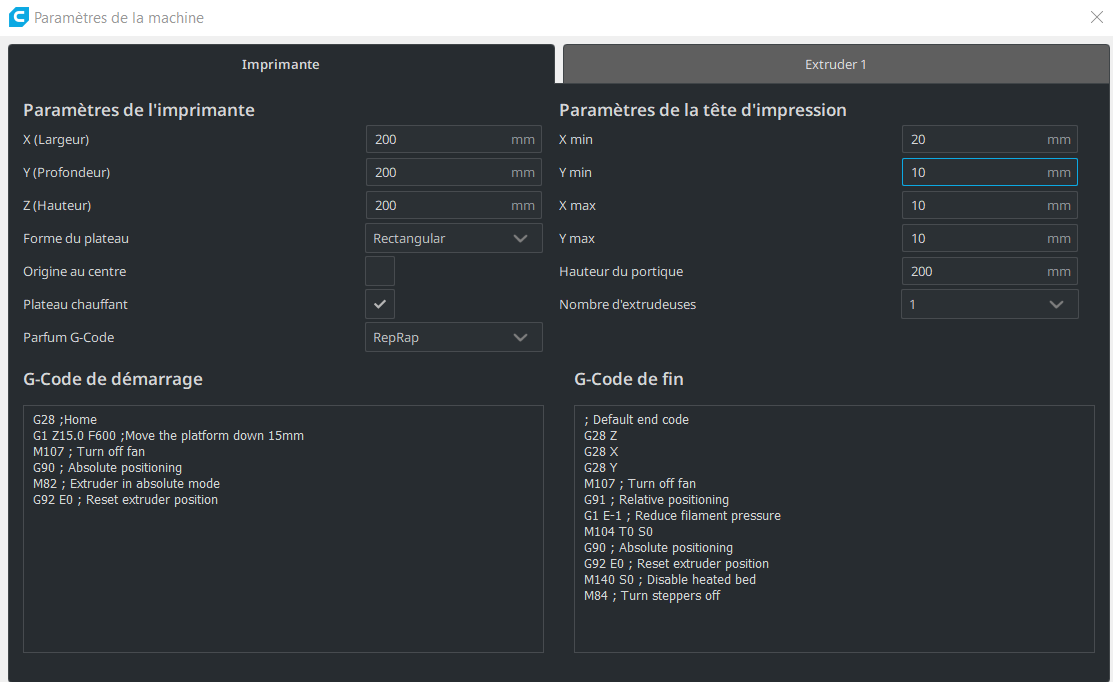
Bonjour pfelecan, tout est dans mon post précédent Je n'ai pas renseigné d'autres paramètres. Attention: il faut bien ajouter le script python qui adapte les commandes de chauffe, car avec les commandes par défaut de Cura, l'imprimante ne réagit pas comme il faut. J'utilise Cura sur windows, j'essaierai ultérieurement de l'installer sur Debian pour voir son comportement. Cordialement
-
Bonjour, merci pour tes conseils. J'ai effectivement procédé ainsi au montage (serrage après avoir déplacé plusieurs fois le chariot), mais cela a peut-être bougé et il faudrait surement que je refasse un réglage. Je vais m'y atteler la semaine à venir. Cordialement
-
Bonsoir papigeek73, peux tu me préciser ce que tu utilises pour graisser ou lubrifier les tiges (principalement X et Y) ? Sur ma i3mm j'utilise la graisse lithium fournie avec l'imprimante mais je trouve que les paliers linéaires glissent mal sur les tige. ils font en particulier beaucoup de bruit sur l'axe des Y. Mon imprimante a à peine plus d'un an, j'ai régulièrement regraisser mais ce n'est pas satisfaisant. A part ce point, je suis entièrement satisfait de cette imprimante. Je ne l'ai pas encore customisé comme tu l'as fait, j'ai travaillé plus sur l'environnement : fabrication d'un caisson régulé en température, avec pilotage de l'imprimante par octoprint sur un raspberry. Cordialement cmassare
-
Bonjour Monfred, pour ton pb de filament qui ne sort plus, tu as peut-être un morceau de filament cassé à l'intérieur de l'extrudeur. Cela m'est arrivé cette semaine. Il faut démonter l'extrudeur, retirer le bout de filament en chauffant la buse et remonter l'extrudeur. Cela a été pour moi d'ailleurs l'occasion de le nettoyer et de le régler. Pour ton pb avec repetier, je ne peux malheureusement pas d'aider car ma i3mm est utilisée via octoprint et depuis cura...
-
Bonjour Monfred, c'était juste une info. la strateo 3d n'a pas les mêmes caractéristiques que la i3metal. Bonne journée
-
Bonsoir Monfred, en complément du message précédent, les profils des PLA emotiontech sont maintenant dans Cura (ils ont aussi ajouté l'imprimante pro Strateo3D) J'ai essayé et adopté ces profils qui règlent notamment température et rétractation avec des valeurs bien adaptées. cmassare
-
Bonjour Monfred, j'utilise Cura (dernière version 4.3 installée ce jour) avec ma I3mm. Pour le paramétrage de l'imprimante, je n'ai pas trouvé de possibilité d'export et import de configuration mais il n'y a pas beaucoup de paramètres à renseigner. sur captures d'écran jointes mes réglages (il y a peut-être mieux) J'ai du aussi ajouter un script python de post traitement qui permet de paramétrer les commandes de chauffe telles que sur les slicers livrés avec l'imprimante. Le script en P.J. à ajouter dans le sous-répertoire "C:\Program Files\Ultimaker Cura 4.3\plugins\PostProcessingPlugin" Et ensuite il faut adapter les profils d'impression en fonction de tes besoins. A noter que la longueur de rétractation par défaut de Cura est trop longue, il faut la réduire (je paramètre 2mm généralement) Bons paramétrages cmassare changeHeatGcode.py

-
Bonjour, le symptôme décrit (première couches OK, puis extrudeur qui claque) me font penser à un problème de ventilation. Sur la discoeasy, le ventilateur arrière sert à refroidir le filament extrudé en sortie de buse. Le sclicer (Cbd ou autre) ne place la commande d'activation de ce ventilateur qu'après quelques couches, dans le gcode. Il place ensuite des commandes pour augmenter progressivement la vitesse de ce ventilateur. Si le filament est un peu ancien il peut se refroidir trop vite et commencer à boucher la buse, d'où claquages de l'extrudeur. J'avais des gros soucis avec le filament acheté avec l'imprimante, qui provoquait systématiquement un claquage de l'extrudeur au delà de quelques couches. j'ai résolu mon problème en diminuant fortement ou annulant la ventilation arrière. Soit en live durant l'impression avec l'écran dagoma, soit en utilisant Cura 15 et en décochant l'utilisation du ventilateur dans les paramètres. A noter que cela peut ne pas suffire pour éviter les claquements et il y a peut-être lieu d'augmenter la température de la buse (par pas de 5° par exemple) au cours de l'impression (avec l'écran de contrôle ou un pc raccordé et pronterface).
-
Bonjour à tous, heureux possesseur d'une discoeasy200, achetée en 02/2017 et montée par mes soins. Après quelques mois de galère pour l'utilisation du fil chromatics acheté avec l'imprimante, j'arrive maintenant à imprimer sans trop de problèmes (en maîtrisant mieux les différents paramètres de l'imprimante). Je me suis inscris pour aider au mieux les utilisateurs qui rencontrent les difficultés que j'ai eu ...