Liartes
-
Compteur de contenus
28 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Liartes
-
Les mods qui ont vraiment amélioré ma DE200
Liartes en réponse au topic de Liartes dans Mise à jour et/ou amélioration
@Antares91 merci ! @Bakatora La polémique du Made in France contre les marques chinoises nous guette. Sans rentrer la dedans, la DE200 est obsolète et ne sera plus vendue par Dagoma une fois les stocks restant écoulés. 3 ans d'innovations séparent cette machine des productions actuelles à un prix équivalent (je vois que tu as l'Alphawise U30 par exemple). On verra passer plus d'utilisateurs qui auront fait une bonne affaire d'occasion et qui essaieront d'en tirer quelque chose, que de débutants avec un kit neuf à mon avis. -
Les mods qui ont vraiment amélioré ma DE200
Liartes a posté un sujet dans Mise à jour et/ou amélioration
Bonjour à tous, Dans quelques jours je vais réceptionner une Prusa I3 MK3S, et je laisserai je pense Dagoma derrière moi. Cela fait plus de 3 ans maintenant que je vis une étrange relation amour-haine avec ma DiscoEasy200 et si j'ai sauté le pas et décidé de monter en gamme, c'est grâce à toutes les expériences que j'ai vécu avec elle. Je voulais avant de la remiser, partager avec vous les modifications qui ont, pour moi, vraiment changé la donne. Et aussi quelques avertissements. La DE200 se négocie d'occasion aux alentours des 100€, généralement auprès d'utilisateurs qui auront rapidement lâché l'affaire donc en très bon état général. Elle reste une bonne imprimante pour débuter pour peu qu'on lui accorde un peu (beaucoup) de temps et quelques investissements supplémentaires. Ce qu'il faut prévoir pour profiter longtemps de votre DE200 Imprimez des pièces d'avance ! J 'ai demandé une fois un devis à Dagoma et c'est hors de prix. Les pièces qui s'usent le plus rapidement sont : - La tête d'impression au niveau des roulements. elle finira par avoir du jeu. Il existe des modèles sur Thingiverse avec un emplacement fermé. C'est plus chiant à entretenir car il faut démonter l'imprimante, mais cela résiste bien mieux dans le temps. - Le support plateau long qui sert à coincer la courroie. j'ai du en faire au moins une dizaine de ces trucs là, et si vous n'en avez pas d'avance c'est foutu. Anecdote : Dagoma m'a proposé un devis à 27€ pour cette pièce. J'ai bricolé avec des pinces pour tenir la courroie le temps d'imprimer la pièce de rechange... - Les pièces plastiques de l'extrudeur. - Les faces avant et arrière qui se déforment sous la tension de la courroie. On trouve sur Thingiverse des faces avant/arrière renforcées qui tiennent vraiment plus longtemps. Avec un remplissage à 50%, toutes vos pièces de rechange dureront plus longtemps. Utilisez le radeau (raft) pour faire des pièces correctes car entre le palpeur qui fait n'importe quoi et le plateau qui n'est pas forcément droit, vous allez imprimez des pièces en forme de bananes. Et votre imprimante fabriquée avec des bananes, vous en serez très vite dégoûté. Les investissements qui ont vraiment fait la différence pour moi - Des paliers IGUS céramique. J'en ai mis partout, et c'était une mauvaise idée. Ne refaites pas mon erreur ! il vous en faut seulement 4, pour le plateau. Cela fera une énorme différence de bruit, car le plateau avec les roulements d'origine fait un boucan de tous les diables. - Une grosse et lourde plaque de medium ou matériau équivalent pour fixer votre imprimante dessus. Cela aide à absorber et dissiper les vibrations, et stabilise l'imprimante. avec les faces avant/arrière renforcées qui disposent de trous prévus à cet effet, c'est super simple à faire et fait une énorme différence à l'usage. - Ultimod de Bezain... Oui et non en fait. Avant l'apparition des faces avant/arrière renforcés, ce mod m'a été très utile. Mais une fois mon imprimante fixée solidement sur ma plaque de medium, je me suis rendu compte que ce mod ne m'apportait plus grand chose. Je ne remettrai pas tout le temps et l'argent nécessaire aujourd'hui. - Un plateau chauffant. Evidemment. fini le warping et les jupes sur toutes vos impressions. et vous aurez rapidement envie d'essayer autre chose que le PLA. - L'extrudeur+ de Dagoma. Pour le coup il fonctionne vraiment mieux que celui d'origine. Le mien couinait affreusement, je l'ai ré-imprimé et il marche nickel. - Un BlTouch/3DTouch. Débarrassez-vous de ce palpeur de m*****. C'est le point qui me met toujours en colère contre Dagoma aujourd'hui. J'imprime actuellement des visières pour aider le personnel hospitalier de ma ville, J'en suis à ma 25ème impression réussie d'affilé. Combien de DE200 avec palpeur peuvent faire une telle série d'impressions réussies ? Très peu, pour rester correcte. Pour ma part, je me limitai dans la taille des impressions et je devais au moins réessayer 2 à 3 fois à chaque fois. Cet accessoire là à rendu ma DE200 fiable. Wahou. J'insiste, faites cette modification ! - Un caisson. Pour protéger les enfants, les chats, lutter contre la poussière et enfin atténuer le bruit. Voila, j'espère que cela pourra être utile à quelqu'un qui souhaitera tenter l'expérience un jour. Pour ma part, je vais continuer d'imprimer avec autant que possible, et à la prochaine panne elle retournera dans son carton ou chez un nouveau propriétaire. Merci pour tout Dagoma, peut-être qu'on se croisera à nouveau un jour... -
Extrudeur+ qui couine/grince
Liartes en réponse au topic de Liartes dans Mise à jour et/ou amélioration
Simple et efficace ! j'ai démonté la roue, mis de l'huile, remonté en serrant un peu moins la pièce. Et c'est le silence... joie ! EDIT : Ah bah non, ca couine à nouveau -
Bonjour à tous, j'ai installé l'add-on Extrudeur+ sur la DE200 et j'en suis plutôt satisfait, le TPU passe nickel. Par contre j'ai remarqué un couinement/grincement lorsque le print en cours utilise de la rétractation. Je reproduis un peu ce bruit génant en faisant faire des va-et-viens au filament via les boutons de commande de l'extrudeur sur octoprint. C'est très génant, impossible de faire tourner mon imprimante plusieurs heures d'affilés avec ces "SQUIIIK SQUIIIK" incessants. Quelqu'un a rencontré ce problème avec l'extrudeur+ ? avez-vous des conseils à me donner pour résoudre le problème ? merci !
-
fichier STL de la tête DE200 pack expert
Liartes en réponse au topic de Liartes dans Mise à jour et/ou amélioration
OK je comprends, que ce soit d'un côté ou de l'autre, il faut forcément modifier au moins un chariot X pour fournir un retrait et permettre d'utiliser la tête en minimisant la perte de volume d'impression. Je n'avais pas vu que tu avais également réalisé les chariots version tige fileté ! C'est très intéressant tout cela, je pense imprimer le tout pour tester également. -
fichier STL de la tête DE200 pack expert
Liartes en réponse au topic de Liartes dans Mise à jour et/ou amélioration
@Emap54 tu as choisi d'élargir l'arrière sur le côté gauche (côté butée X), qu'est-ce qui empêche de faire le même travail mais côté droit afin de l'utiliser avec les supports X standards ? -
fichier STL de la tête DE200 pack expert
Liartes en réponse au topic de Liartes dans Mise à jour et/ou amélioration
Bonjour @Emap54 merci de partager ton travail les axes X version trapézoïdale ne m'intéressent pas pour le moment, donc si la tête est fonctionnelle ce sera très bien ! Pour info, j'ai demandé les fichiers à Dagoma il y a une semaine et j'ai été redirigé vers la page de téléchargement des fichiers d'origine de la DE200, qui ne contient pas (pour le moment?) la version "expert" de la tête d'impression. -
fichier STL de la tête DE200 pack expert
Liartes en réponse au topic de Liartes dans Mise à jour et/ou amélioration
Bonjour @van den bliek, tu les as demandé mais est-ce que tu les as reçu ? -
fichier STL de la tête DE200 pack expert
Liartes a posté un sujet dans Mise à jour et/ou amélioration
Bonjour à tous, J'aurai bien remplacé ma tête d'impression d'origine par la nouvelle version du pack expert avec logement de paliers fermés, mais impossible de mettre la main sur le STL. Est-ce qu'une bonne âme aurait ca sous la main ? -
@pascal_lb en fait si, ce probleme était lié aux axes Z de ma DE 200 qui etaient trop contraints. En retirant la structure haute de la DE 200, le problème était résolu. Par contre @Guillaume3D tu as un autre modèle d'imprimante, cette solution ne fera peut être pas l'affaire pour toi. @pascal_lb t'a donné plein de pistes, y'a plus qu'à faire des expériences
-
Avis sur les paliers autolubrifants (laiton)
Liartes en réponse au topic de Mayo dans Discussions sur les imprimantes 3D
Bonjour, J'ai monté des paliers laiton auto lubrifié sur ma discoeasy il y a 3-4 mois déjà en remplacement de igus qui étaient trop lâches dans mes pièces en PLA. J'en suis très content, mais comparé à des igus : Le graphite, c'est crado. J'en mets partout dès qu'il y a une manip d'entretien. L'usure effectivement, semble assez rapide. Au niveau du plateau, ça coulisse moins bien qu'après la première semaine de rodage. Je le constate aux faux ronds de plus en plus marqués. A l'avenir, je remettrais des igus avec des pièces en PLA redessiné pour avoir un logement de pallier clos. -
Salut, j'ai suivi en partie vos conseils @chikungunya et @rmlc460 et je me suis équipé en heatbreak ptfe chez Arianeplast. L'opération de remplacement sur la tête d'origine Dagoma est plutôt simple. J'ai un print qui tourne là et aucun bouchon pour le moment. Merci pour l'astuce !
-
OK donc si je comprends bien @rmlc460 tu me conseilles de revoir toute la partie mécanique plutôt que de bidouiller mon slicer. Je comprends à peu près tout ce que tu proposes, sauf la partie espace entre buse et corps de chauffe de 2mm. C'est à dire que tu laisses dépasser 2mm de filetage de la buse ? Sur le montage d'origine de Dagoma, le ventilateur souffle sur le radiateur, tu proposes de l'inverser pour passer en extraction ?
-
Salut @chikungunya, je ne sais pas te dire pour le heatbreak ptfe, j'ai une tête d'origine DE200. Comme je n'ai pas (encore) les clés nécessaires pour la démonter sans me brûler, je préfère ne pas y toucher tant que ce n'est pas absolument nécessaire Je partage la config qui marche le mieux sur ma DE200, si cela peut aider quelqu'un : Rétractation : 2,0 mm Vitesse de rétractation : 30 mm/s J'ai enfin réussi à sortir la pièce que je voulais, finalement en jouant sur d'autres paramètres. J'ai repassé ma vitesse d'impression de 50 mm/s à 60 mm/s et la vitesse de déplacement à vide de 80 mm/s à 120 mm/s.

-
Je reviens vers vous après de nouvelles expériences. Sur des pièces avec de long ponts, j'ai des bouchons aussi quand je slice avec Cura by Dagoma. Quand je dégage le filament, il y a une belle tension dans le tube PTFE donc je ne pense pas que l'extrudeur soit en cause. côté buse sur le filament que je sors j'ai une portion de 3-5mm de long qui a grossi de diamètre et qui ne descend plus. Si je coupe cette portion, que je replace mon fil, l'extrusion reprend normalement... jusqu'au prochain bouchon. Je ne passe que du PLA "normal" pour éviter tous les problèmes de buse endommagée par la matière, mais est-ce qu'elle pourrait être usée tout de même ? Après 5 mois d'utilisation, ca me parait rapide...
-
Salut, Tu parles de l'axe Y puis tu parles de tiges filetés, Y c'est le plateau qui avance et recule, Z c'est le chariot qui monte et descend sur les tiges filetées. J'ai une routine pour démarrer une impression sur ma DE200 qui me permet de résoudre ce problème d'axe Z qui varie : je démarre toujours une impression 2 fois. La première fois, c'est systématiquement trop haut, la première couche ne colle pas bien. Je stop l'impression, je monte la tête d'un "cran" sur l'écran de contrôle (10mm), puis je recommence. La seconde fois, la première couche est parfaite.
-
Hello, j'ai essayé ta configuration mais ça ne donne rien de bien chez moi : bouchon et extrudeur qui claque dès les premières rétraction. Merci quand même
-
Bonjour à tous, Je me suis offert une licence Simplify3D et je suis globalement content du logiciel. Par contre impossible d'imprimer une pièce avec de nombreux ponts sans dépôts de matière : ma buse d'impression se bouche systématiquement ! Je bidouille les réglages de rétractation depuis plusieurs jours mais rien à faire. Une pièce slicée avec Cura by Dagoma va allez jusqu'au bout sans claquement, et la même pièce slicée avec S3D va entrainer un bouchon dans la buse dès les premières rétractation. J'ai voulu copier le réglage de CbD, mais je ne comprends pas quel fichier de profil est effectivement utilisé car l'interface cache toutes ces informations. Si quelqu'un peut me partager ses règlages de rétractation S3D pour une DiscoEasy200 ou me donner une piste pour sortir cette info de CbD, je lui en serais très reconnaissant
-
Bonjour ! Merci pour le concours et félicitations
-
Dykes: dagoma discoeasy ou anet A8
Liartes en réponse au topic de Catchy dans Bien choisir son imprimante 3D
Bonjour, J'ai reçu un kit Anet A8 et je suis bien content d'avoir commencé par la Discoeasy 200 : je ne connaissais rien à l'impression 3D et en une après-midi de montage et deux heures de réglages divers, la DE200 m'a permis de sortir des choses qui m'ont encouragé à poursuivre. J'ai cassé une butée, la pièce était disponible dans l'après-midi en retrait à Roubaix. Mon lecteur de carte SD était défectueux, j'ai reçu la pièce de rechange dans la foulée. Le slicer Cura by Dagoma permet de sortir très vite quelque chose de correct. A l'inverse, le kit Anet A8 est plus aride et les échanges avec le SAV si besoin de pièces seront plus longs. Il y a une grosse communauté sur internet c'est vrai, et un forum dédié ici, mais tu n'auras pas le contact SAV facile et rapide (quoique débordé) de Dagoma et tu devras te documenter beaucoup plus en amont avant d'avoir un résultat décent. Par contre il faut reconnaitre que pour 300 euro de prix d'entrée, la DE200 va vite manquer d'un plateau chauffant au minimum. Je commence à être très satisfait de la mienne, mais à ce stade j'ai plutôt investi 400 euro (kit plateau chauffant + roulements plus silencieux). Pour un bon bricoleur comme toi, peut-être que la A8 sera mieux, avec un joli budget restant pour les consommables et les upgrades. Si tu te démotives facilement, la DE200 aura une courbe d'apprentissage plus douce. -
Bonjour, J'ai déjà eu un effet similaire sur des impressions et dans mon cas cela était dû aux frottements sur l'axe Z : le chariot ne suivait pas les mouvements de descente de l'auto nivellement, avec pour résultat des couches imprimées plus ou moins "en l'air". J'ai résolu mon problème en retirant les supports supérieurs de l'axe Z et j'imprime maintenant avec les tiges de guidage Z nues.
-
Hello, J'ai trouvé par hasard la cause de mon problème ! En testant la montée/descente de l'axe Z après mise en place de nouveaux écrous, j'ai remarqué que j'ai un mouvement fluide en montée et en descente du côté droit lorsque je ne mets pas les supports haut. Si je les emboite, le côté droit du chariot saute et tape en descente contre l'anti-wobble. Plus vicieux, lors des ajustements de hauteur, le côté droit ne suit pas les ajustements en Z, ce qui entraine le défaut d'adhésion entre les couches. Ci-dessous 2 anti-wobble imprimés sans les supports hauts. Le PLA premium argenté de e-motion tech à un marquage des couches très visible habituellement, et là c'est nickel ! D'après vous, je peux laisser tourner sans les supports hauts de l'imprimante ? Comment rattraper le coup ? Car là, ça se promène de tous les côtés, inutile d'espérer faire des pièces en hauteur.
-
Bonjour, Ma DE200 me fait un caprice depuis une semaine et je n'arrive pas à identifier la cause du problème, j'espère que vous pourrez m'aiguiller : Après 4 print de cube infini brisé net entre 2 couches exactement au même endroit, je suis repassé au cube de calibration ! Les cubes de gauche sont avant modification des réglages. On voit le défaut sur les couches du bas, et c'est à peu près a ce niveau là que ça se décolle. Le cube du milieu, le plus réussi, c'est après démontage des tiges filetés, nettoyage à la brosse et à l'alcool, remontage. mais toujours ce défaut en bas. Les 2 derniers à droite, c'est après avoir remis ma tige fileté à droite du chariot A L'ENVERS par rapport aux autres prints. Encore une fois, le défaut des premières couches est visible. Avec en bonus, un gros problème de décollement mais je pense que cette partie dépend uniquement du montage de mon écrou+anti-wobble, qui est trop lâche. Est-ce que le défaut apparent sur tous mes prints sur les premières couches vous rappelle un problème déjà vu ? Je n'ai rien trouvé sur le sujet... D'avance merci pour les tuyaux !

-
DiscoEasy 200 "construction revue et corrigée"
Liartes en réponse au topic de remix dans Mise à jour et/ou amélioration
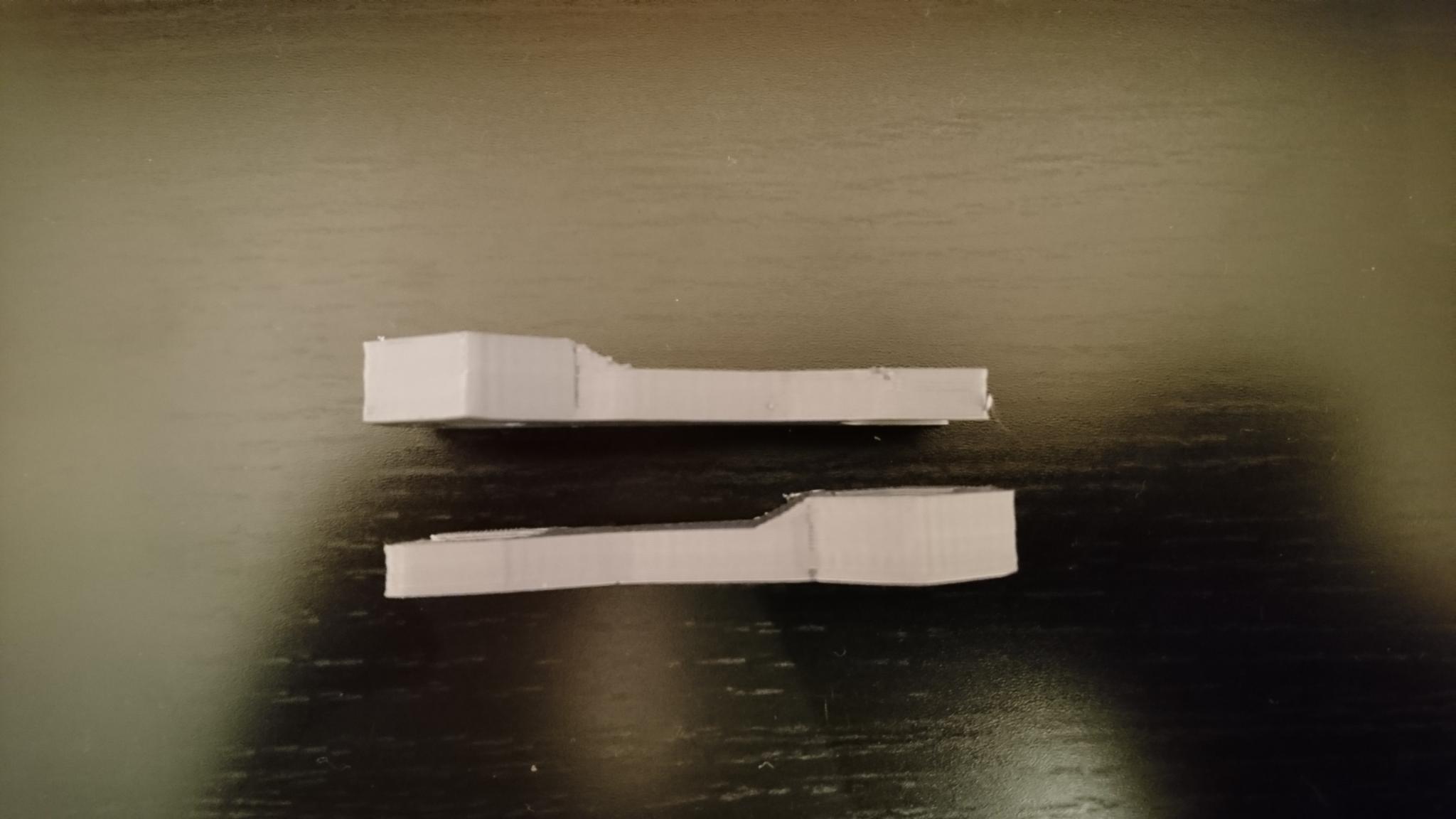
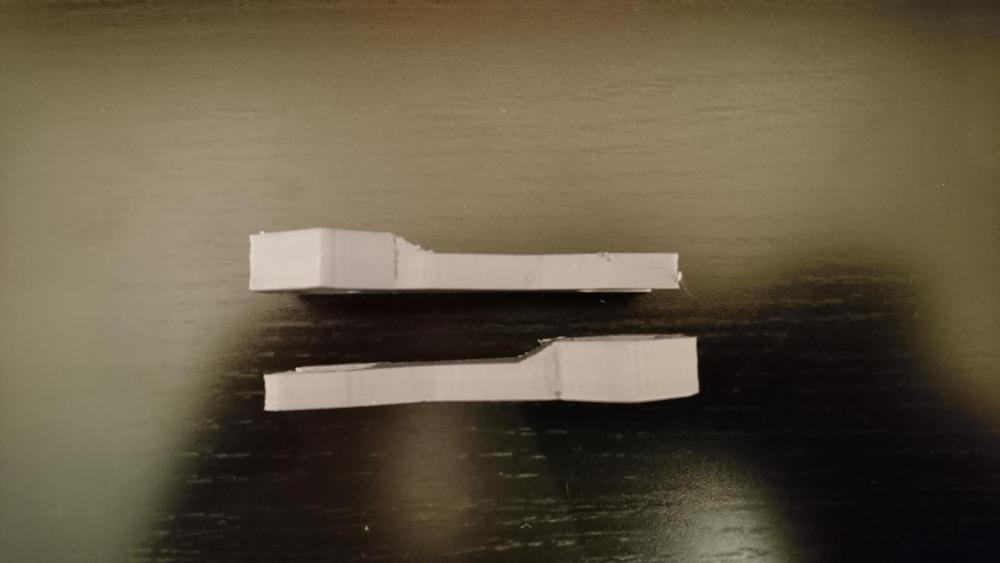
Bonjour Remix, Ci-dessous les mesures prises sur ma pièce, au dixième de millimètre près. La côte de 5.9 au lieu de 6.1 montre que la pièce est bien écrasée en comparaison de sa représentation 3D. En gagnant accès à une plus grande aire du plateau, je me suis rendu compte que ce dernier était légèrement concave, la première couche est plus écrasée au bord. J'ai imprimé ces pièces en les serrant le plus possible au bord du plateau, je ne suis pas étonné que votre hypothèse de l'écrasement se vérifie. La pièce chariot gauche a subi les mêmes déformations, dans des proportions similaires pour le logement du noyau (~0.2mm). Le noyau est mesuré après ponçage, ce sont donc les côtes avec lesquels j'obtiens un parallèlisme satisfaisant sur ma Dagoma.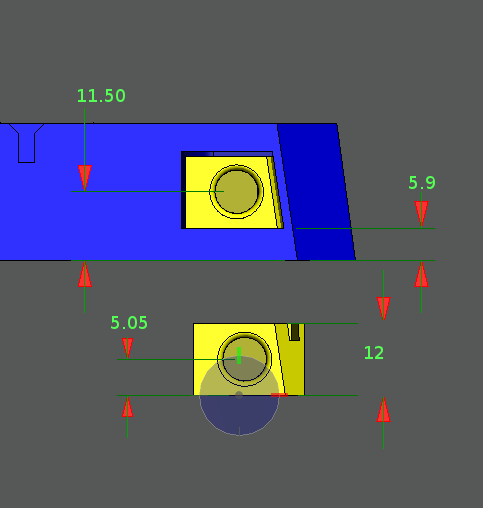
-
DiscoEasy 200 "construction revue et corrigée"
Liartes en réponse au topic de remix dans Mise à jour et/ou amélioration
Mon explication n'est pas très claire, en fait lors de la phase de réglage du chariot X, la tige qui se positionne dans les noyaux était à environ 1mm de toucher la tige de l'axe Y côté chariot droit. Le réglage Y étant OK, les barres bien parallèles au support et parralèles entre-elles, je devrais avoir 4 points de contact à ce moment, comme décrit dans le document de montage. Ce n'est pas sur le support tête droite en lui-même que j'ai dû poncer, mais la partie inférieure du noyau de réglage afin de gagner de l'amplitude vers le bas et pouvoir descendre la tige jusqu'à avoir ce quatrième point de contact.