rico44
-
Compteur de contenus
26 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par rico44
-
bizarrement quand j'extrude 50mm c'est bon mais pas 100 mm, c'est là que ça varie à chaque extrusion, réglage du pas à 105 maintenant ! je "nage" un peu. Merci quand même.
-
mais techniquement, je n'arrive pas à comprendre pourquoi, au début, le pas était de 203 et que maintenant je suis à 250-255 (t° buse 210°c). Mais ce qui m'inquiète c'est que normalement ce pas/débit de filament ne devrait pas changer dans le temps ou faut-il le vérifier à chaque changement de filament. Je viens de faire des essais et je n'ai jamais la même longueur de filament extrudé: sur 100mm demandé, 65 mm extrudé mais cela varie continuellement. Je passe par Repetier - contrôle manuelle - configuration - configuration Eeprom du firmware - pas par mm extrudeur (origine 93.00). tous les paramètres sont "usine": Pas par mm x 80.00 y 80.00 z 2560.00 e 93 (ce que je modifie) avance max x 400.00 y 400.00 z 2.00 e 45.00 accélération max x 5000 y 5000 z 50 e 5000 accélération 1000 accélération retract 2000 réglages PID p 22.20 i 1.08 d 114.00 décalage origine x 0.00 y 0.00 z 0.00 avance mini 0.00 secousses x-y max 20.00 vitesse positionnement mini 0.00 secousses z max 0.40 segment de temps mini 20 000 A votre avis, à quoi est dû cette variation, car je trouve pas de solution ?
-
Je suis passé par Repetier en modifiant l' Eeprom, malheureusement en recontrôlant, je n'ai plus mes 100mm de filament extrudé comme la première fois: je suis passé de 203 à 250 pour avoir 100mm et le moteur de l'extrudeuse cogne. Malheureusement je n'ai pas compris la modif' à faire sur le firmware (ex. #define DEFAULT_AXIS_STEPS_PER_UNIT {3200/40,3200/40,3200/1.25,12800/22.9041}) ni le mode de calcul !: voici ce que j'ai dans mon arduino: #define DEFAULT_AXIS_STEPS_PER_UNIT {78.7402,78.7402,200.0*8/3,760*1.1} // default steps per unit for Ultimaker Merci.
-
Par contre depuis cette modif', l'extrudeuse claque sans cesse...
-
Merci, pour ces info: paramètre par défaut: 93 (45mm extrudé pour 100mm demandé), paramètre corrigé: 203 (100mm extrudé pour 100mm demandé).
-
porosité PLA
rico44 en réponse au topic de rico44 dans Entraide : Questions/Réponses sur l'impression 3D
Salut, merci pour l'info, je vais voir ça mais étant donné que j'ai déjà mis une fois l'imprimante hs à cause de la modif du firmware afin d' utiliser le 3d Touch, je reviendrai vers vous afin de confirmer la manip' avant de refaire une boulette !! -
Salut, oui pas loin et encore moins quand je vais sur la côte vers Assérac - Penbé.
-
J'ai fini hier une pièce avec du la colle U.., il a fallut que j'y aille à la spatule, c'était pas mal risqué pour la pièce qui était tout en longueur. Le Dimafix en rupture chez Boulanger !!! et ma laque est pas terrible (marque repère: sèche trop vite et épais à mon goût) donc je vais voir si je trouve la même marque (syoss) que tu as "approuvé"... Pour l'ABS, je vais attendre d'avoir de bons résultats avec le PLA...
-
porosité PLA
rico44 en réponse au topic de rico44 dans Entraide : Questions/Réponses sur l'impression 3D
Donc deuxième "anti z wobble" encore mieux: meilleure finition extérieur (respect des angles et diminution des stries), 1ère et dernière couche correcte mais peut faire mieux. Merci car c'est positif ! -
Ben la laque que j'ai pris, c'est de la daube. Merci à tous pour toutes ces infos !
-
Donc rien à voir avec de la laque ou de la colle U..? c'est largement mieux !
-
Salut, donc ce qui veut dire, si j'arrive à suivre, c'est ok si je met, disons, 5 objets à imprimer, le temps que l'imprimante face les 4 premier, le dimafix aura encore l'adhérent pour le 5ème. En étant plus précis, en terme de temps, ça se calcule en minutes, en heure(s) ?
-
porosité PLA
rico44 en réponse au topic de rico44 dans Entraide : Questions/Réponses sur l'impression 3D
Super comme réponse, je vais garder ça dans mon pense-bête ! Effectivement, j'avais remarqué la différence du réglage à chaud et à froid, ce qui m'a donné du fil à retordre au début. Merci. -
Bonjour, pour les utilisateur du Dimafix, on spray le plateau au complet si on a plusieurs objets à imprimer ? est-il encore efficace lorsque la première pièce est terminée ? en espérant avoir réussi de m'être fait comprendre. Merci. Eric.
-
porosité PLA
rico44 en réponse au topic de rico44 dans Entraide : Questions/Réponses sur l'impression 3D
Jacky: avec les cales, pour toi, quelle épaisseur pour le réglage du lit chauffant ? -
porosité PLA
rico44 en réponse au topic de rico44 dans Entraide : Questions/Réponses sur l'impression 3D
C'est parti ! 1er "anti z wobble" terminé avec 205°c.: la 1ère couche est vraiment pas terrible, par contre dernière couche nickel, un peu moins de stries. Projet: https://www.thingiverse.com/thing:1536537/#files. Le 2ème est lancé avec 210°c et 0,20 de première couche. Pour l'instant: de mieux en mieux....à suivre... -
porosité PLA
rico44 en réponse au topic de rico44 dans Entraide : Questions/Réponses sur l'impression 3D
Ok, je vais essayer à 210°c mais à 0,20 car Cura me met la case en jaune ou faut-il que je mette 0,25 ? -
porosité PLA
rico44 en réponse au topic de rico44 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, non il ne claque pas mais étant donné que la poulie crantée a un peu d'usure, je viens d'en commander une + bloc de trame alu réglable avec poulie (commande partie une heure + tard !). Je continue mes recherches et mes impressions avec des réglages de: https://www.references3d.com/definition-termes-reglage-cura/#.WhRWz1XiaHs, ce qui va me faire une certaine approche et rectifier mes mauvais paramètres + vos conseils, je devrais y arriver. La dernière pièce est mieux mais quand je vois certaines de vos réalisations, j'ai vraiment l' impression (sans faire de mauvais jeux de mots !!) que je rame à mort...lol. Jacky - je règle le lit chauffant avec une feuille pliée en deux, tu me conseillerais sans la plier ? J'ai bien l'origine en plastique et j'ai suivi ce conseil, celui d'étirer le ressort: il y avait un petit point dur qui ne permettait pas d'aller au maximum de pression. Et j' imprime, j'imprime (anti z wobble).....Je vous tiens informé. Merci. Eric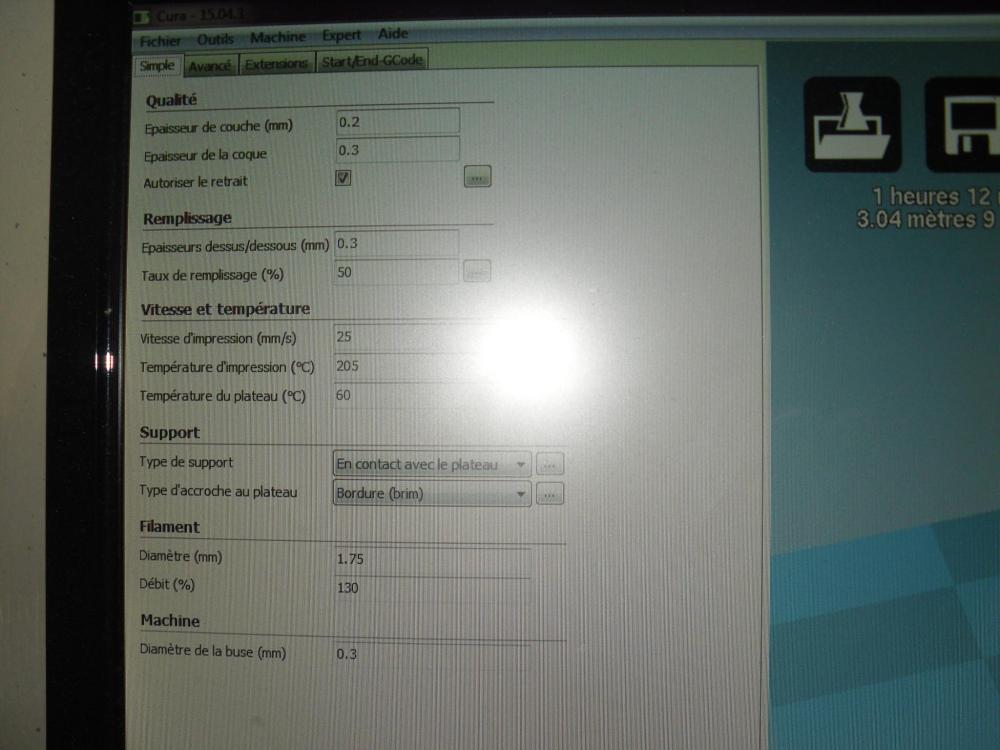
-
porosité PLA
rico44 en réponse au topic de rico44 dans Entraide : Questions/Réponses sur l'impression 3D
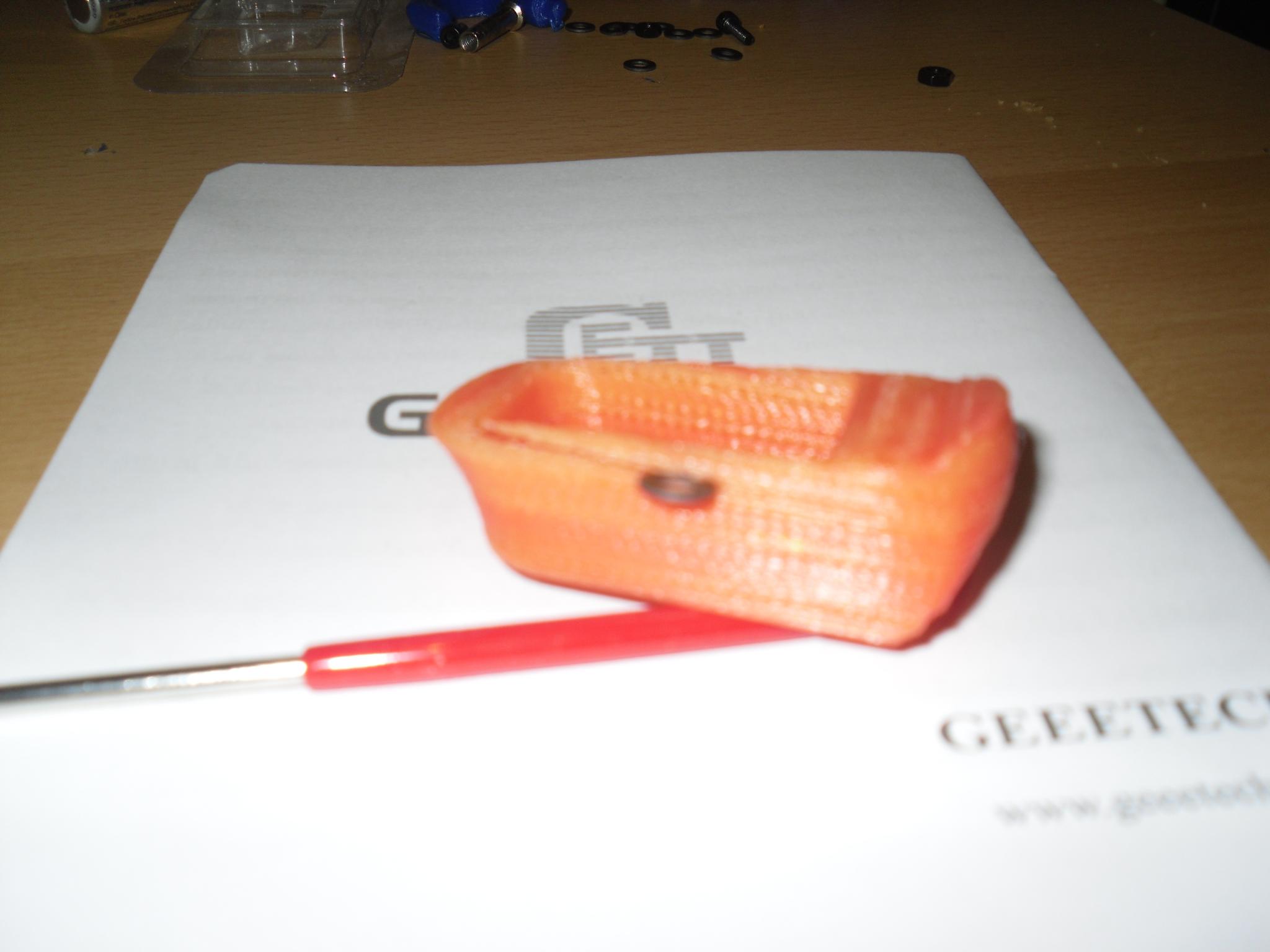
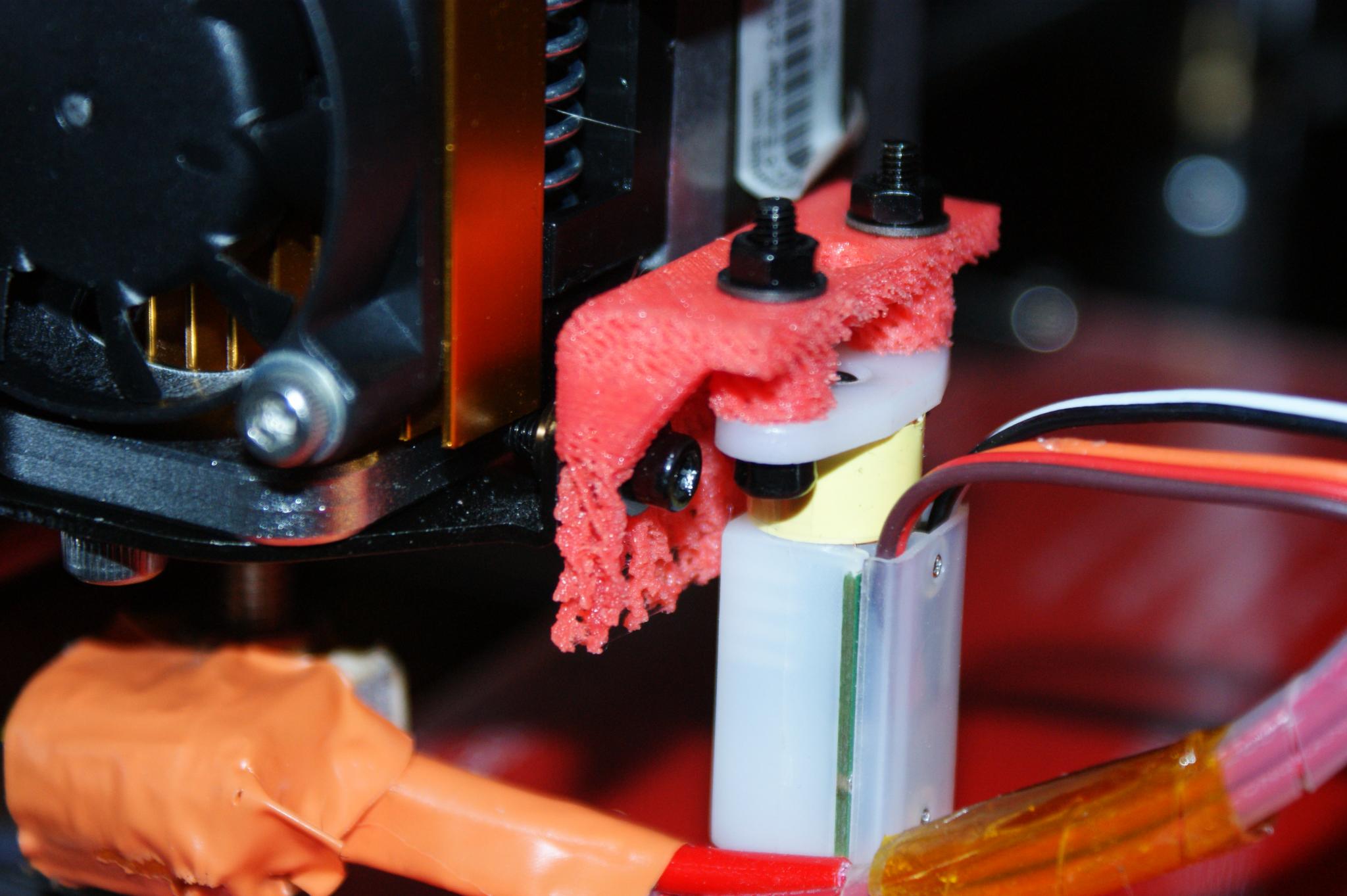
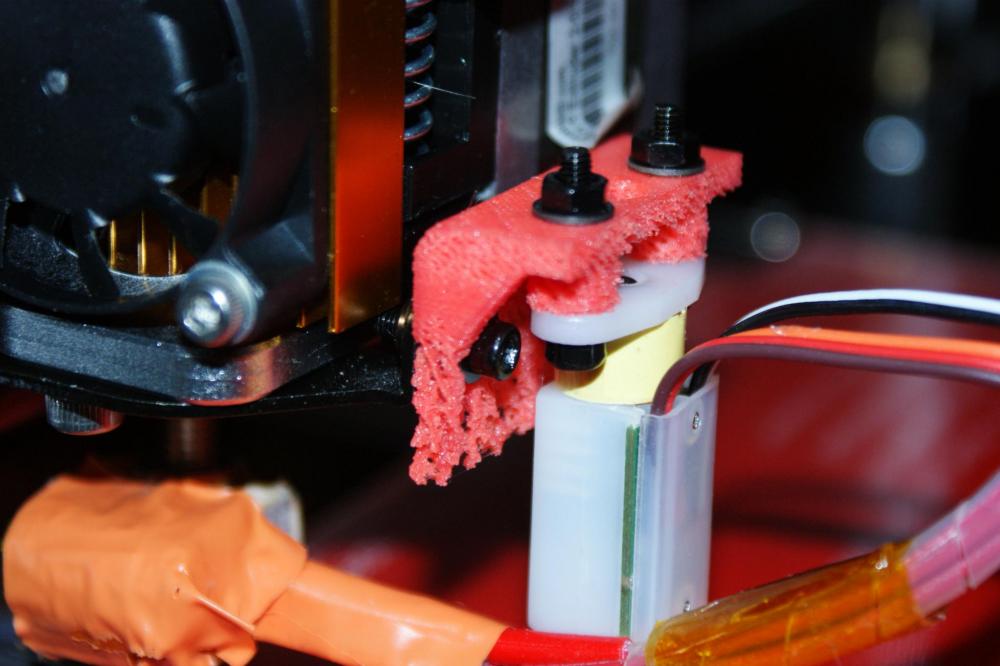
Le PLA vient de chez Gros....3D. Pas de claquement au niveau de l'extrudeuse. Avec le filament fourni avec l'imprimante Geeetech, j'avais des problème de stries mais pas de manque de matière. Je n'ai toujours pas modifié la vitesse....pour faire ces éponges (moi-aussi ça ma fait penser à des éponges !!) Si je fais une marque sur le filament, pas de soucis. Par contre je n'ai pas fais de "pré-filtre" entre la bobine et l'extrudeuse mais je doute que cela vienne de ça. J'avais lancé un autre projet-test pendant l'écriture de mon post, voici les photos (sur la première photo, j'ai mis une rondelle afin de vous faire voir qu'il a un problème d' adhérence peut-être dû a une hauteur de buse?):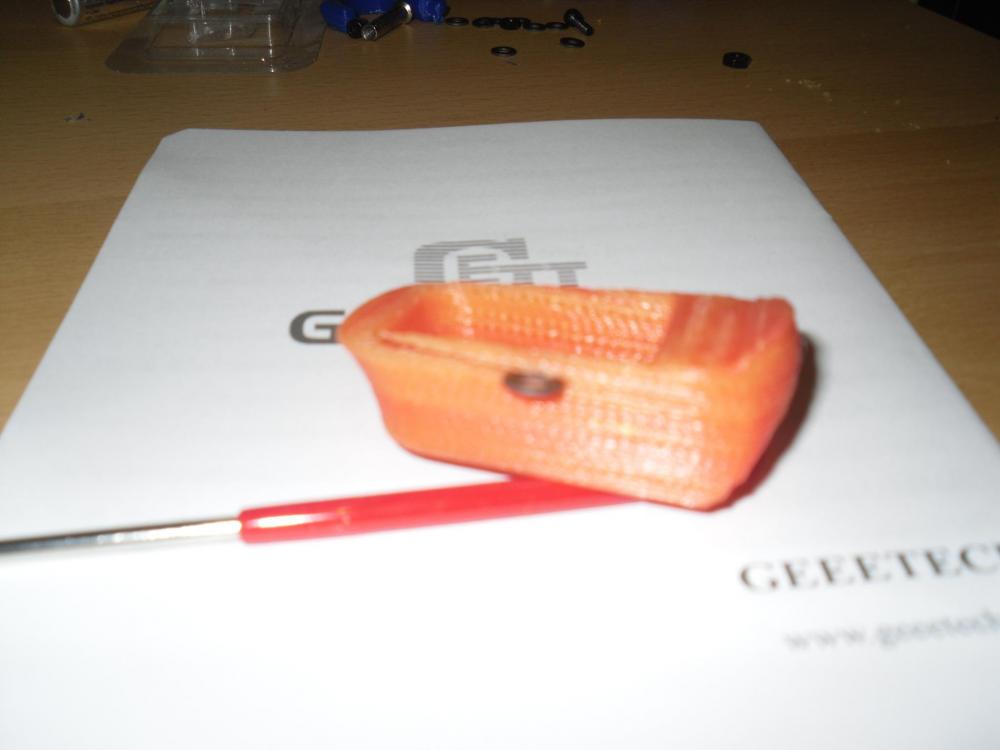

-
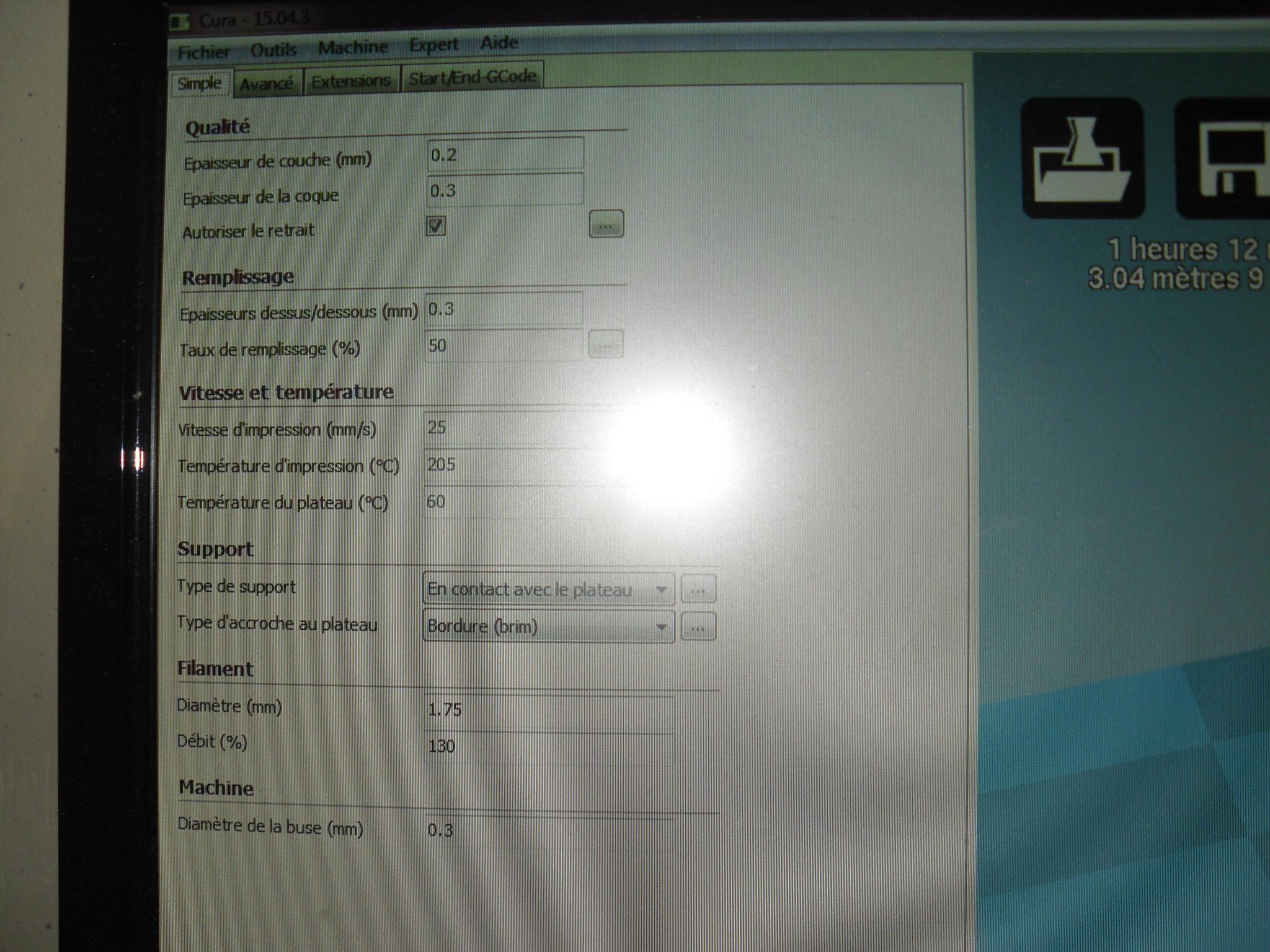
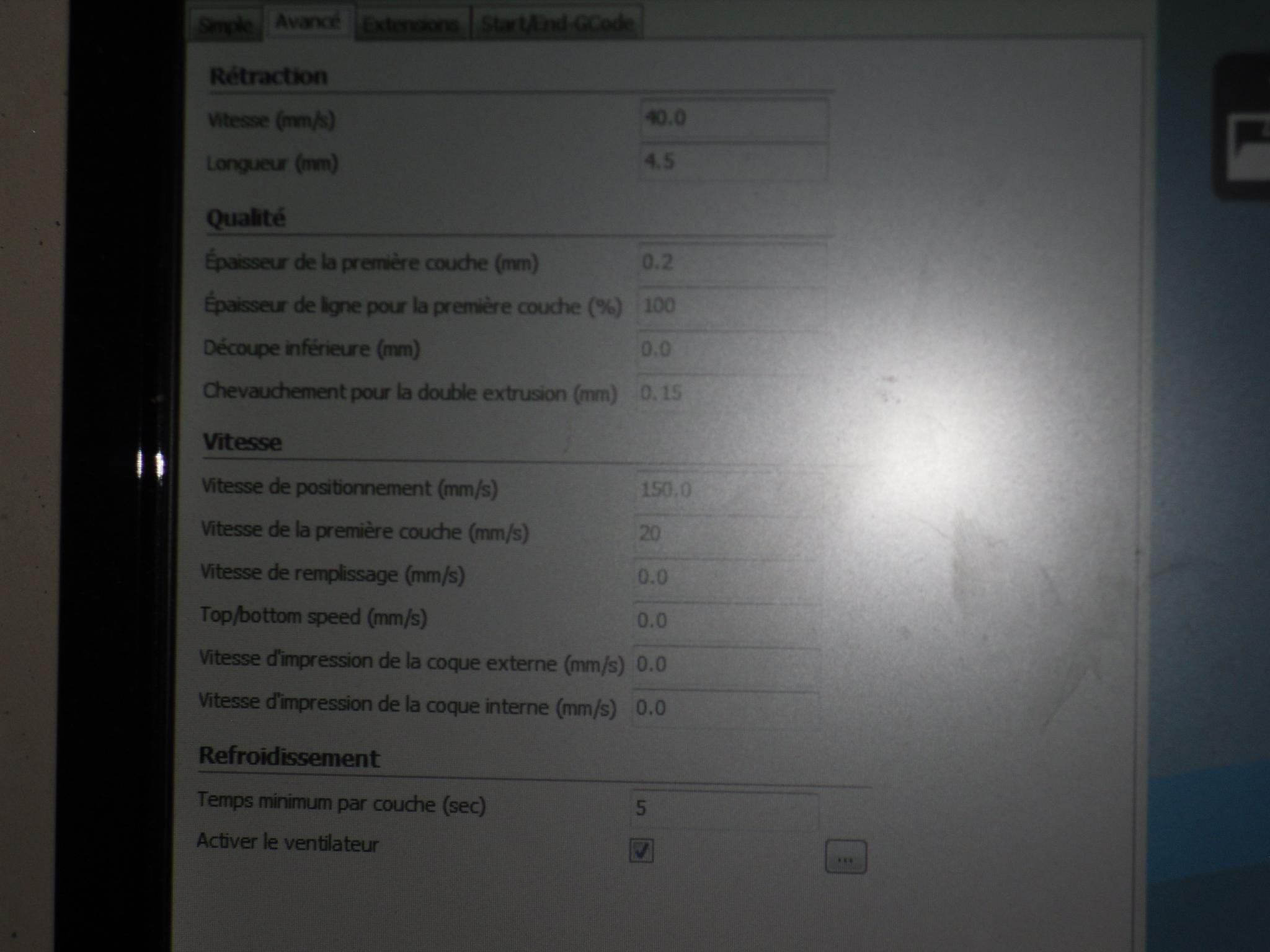
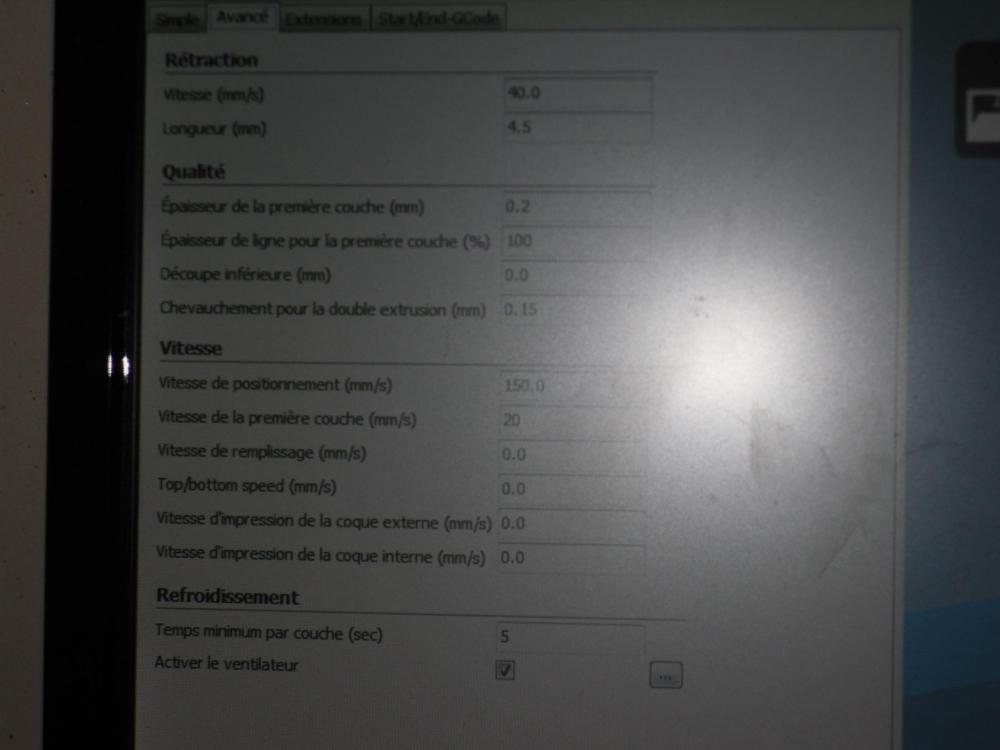
Bonjour, j'aimerai savoir si quelqu'un avait rencontrer le même problème que moi ? Je met, bien sûr, en doute mes réglage sur Cura et je suis encore en phase de recherche pour y comprendre un peu plus. PLA Buse 205°c - Plateau 60°c Sur la pièce rouge/orange une légère porosité (en haut), puis en insistant manuellement avec une légère pression (au centre) meilleur impression. Puis j'ai laissé l'imprimante travailler: comme vous pouvez le constater, c'est très médiocre. Démontage de l'extrudeuse: pas de résidus, mais la poulie crantée présente une légère usure dûe au passage du filament. Sur Cura, j'ai augmenté le débit du filament à 130% (pour voir): c'est beaucoup mieux mais extérieur de la pièce pas lisse (stries) et mat. Epaisseur de couche: 0.2 / épaisseur coque: 0.3 Filament: 1.75 / débit: 130% Diamètre buse: 0.3 Epaisseur 1ère couche: 0.2 Merci pour vos réponses. Eric.

-
Geeeetech bloquée et +
rico44 en réponse au topic de rico44 dans Entraide : Questions/Réponses sur l'impression 3D
J'utilise Cura mais je pense user ...encore...de votre patience afin de me familiariser avec Repetier et autres réglages de l'imprimante (j'irai me renseigner au sujet de Matter Contrôle). Sinon je passe directement par carte sd, téléchargement fichier sur Thingiverse. Mais je voudrais te remercier de ton assistance car................depuis environ 30mns, le Téléversement a fonctionné, pas sans misère et persévérance, donc encore merci Jacky. L'imprimante travaille ( https://www.thingiverse.com/thing:2047670/#files) en ce moment, et je vais donc naviguer sur le site, demain, afin de collecter toutes les infos concernant l'installation du 3d Touch et éventuellement demander assistance car finalement ce n'est pas si simple. Je vous souhaite une bonne nuit et un bon début de semaine. Problème résolu/Sujet clos. Merci.E.R. -
Geeeetech bloquée et +
rico44 en réponse au topic de rico44 dans Entraide : Questions/Réponses sur l'impression 3D
Je m'obstine à faire passer ce firmware mais sans succès: "avrdude: atk500v2_getsync(): timeout communicating with programmer". -
Geeeetech bloquée et +
rico44 en réponse au topic de rico44 dans Entraide : Questions/Réponses sur l'impression 3D
Salut. Je suis bien en Arduino 1.0.1. J'ai bien suivi ce protocole mais je vais recommencer en suivant tes conseils mais effectivement je n'ai pas appliqué le process du 2ème lien (Marlin-PI3_Pro_B_3DTouch). Je vous tiens au courant. Merci beaucoup. -
Geeeetech bloquée et +
rico44 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, mon problème ne vous semblera pas inconnu mais après lecture de nombreux posts traitants du sujet ici et sur Arduino (ainsi que sur YouTube), je n'ai toujours pas trouvé de solutions à mon problème: Lors de l'achat de mon imprimante, j'ai aussi commandé un 3d touch auto level pensant me simplifier la vie.....erreur,...grosse erreur !! J'ai suivi (ou essayé de suivre, au vu du résultat) le protocole, la modification du firmware avec Arduino (Téléversement accepté) afin de connecter ce niveleur de plateau. Depuis aucun moyen d'utiliser mon imprimante, tout est bloqué. Symptômes: - LCD2004 n'affichant plus la température du Bed + "Err: MAXTEMP", buse à 0/0°c, - sur carte Mega2560 led orange clignote rapidement, Led verte (n° ?) se situant angle haut droit de la connexion pc/imprimante, aucun moyen de refaire un Téléversement ("timeout", "timeout communicating with programmer", "avrdude...", "failed to", malgré la procédure de Chris V.) mais je persiste encore à lancer cette procédure en espérant que. Repetier Host arrive bien a se connecter à l'imprimante mais rien d'autre. Essai de différents cable de liaison entre Pc et imprimante: Téléversement impossible Essai sur différents port usb (autre que le port 6): Téléversement impossible Carte Mega2560 vierge de toute connexion sauf connexion Pc + LCD Merci. Et désolé si je ne me trouve pas dans la bonne rubrique. Eric. P.S. pourriez-vous me dire à quoi correspond "étiquettes" sous "Titre" lors de la création d'un sujet ? Merci. -
Salut. J'ai pris un peu le temps de profiter de mon dimanche aprèm'.....J'ouvre un nouveau post de suite....Merci