Yo'
-
Compteur de contenus
3 410 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
26
Tout ce qui a été posté par Yo'
-
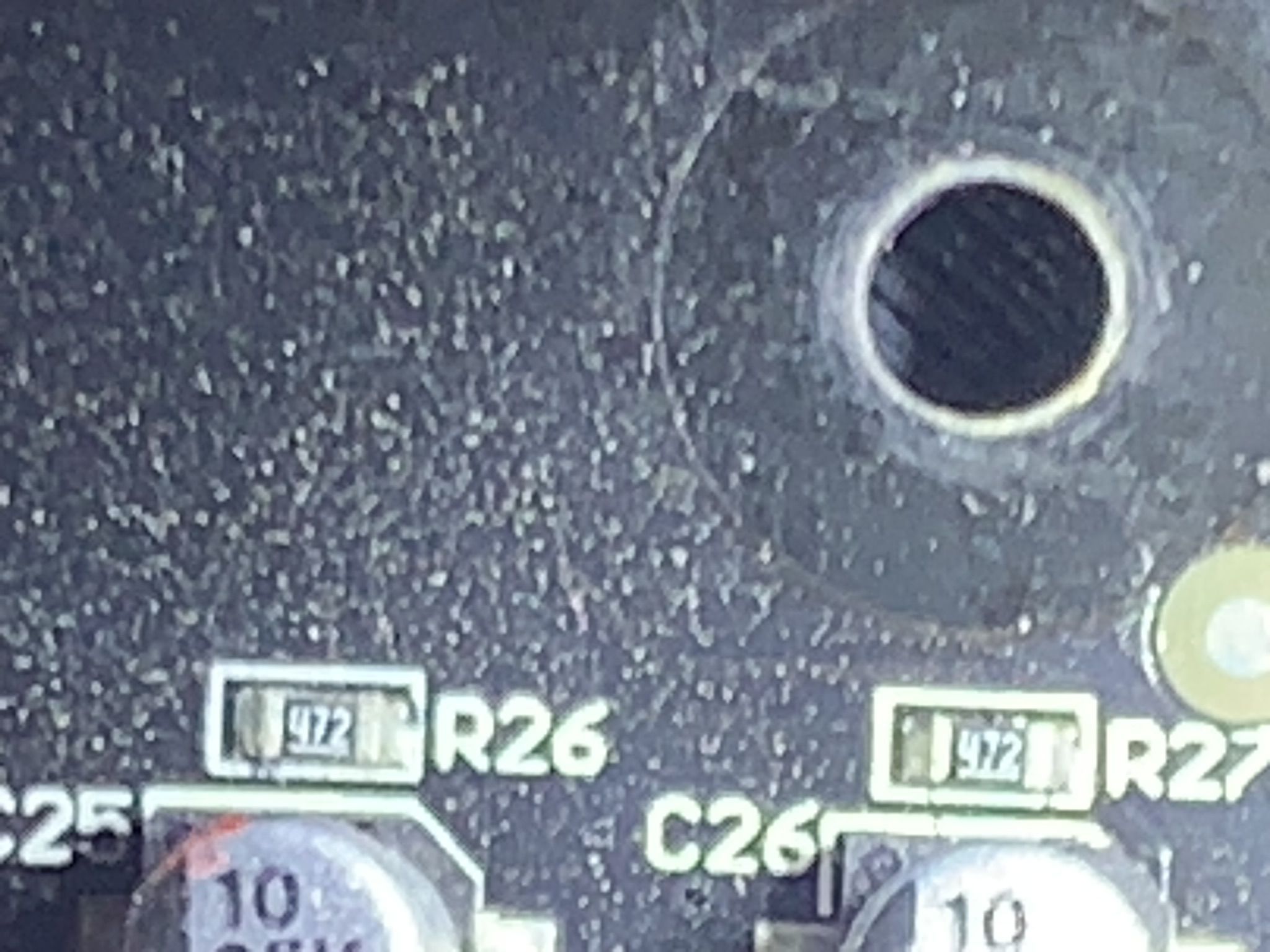
Salut @Fknust, Les valeurs de R26 et R27 semblent être de 4700 ohms. Autre point, Quitte à traduire ce que tu postes (cf ton autre message), penses à mettre la traduction en Français, tu augmenteras ta probabilité d'avoir une réponse.

-
Meilleurs vœux à tous. Bonne année 2024.
-
Excellent message @divers
-
Hello, L'affichage du résultat du palpage du plateau est une bonne idée. Malgré la mise à jour du firmware de ma CR-10 SE, je n'ai pas cet écran. Cet écran est également différent de celui de la CR-10 SE. Le titre de la fenêtre est différent et il n'y a pas le test de l'inertie de la tête d'impression. Du coup, pas de capteur d'inertie ? @PPAC superbe bonhomme de neige
-
[VTT] Support de porte bidon sous selle et porte bidon
Yo' en réponse au topic de Yo' dans Projets et impressions 3D
J'ai ce vélo. Sur le cadre grand format, il y a les inserts pour un porte bidon. Sur mon cadre 17 pouces, il n'y a pas d'insert. Je n'ai pas encore le niveau pour boire à la gourde sans m’arrêter

-
[VTT] Support de porte bidon sous selle et porte bidon
Yo' en réponse au topic de Yo' dans Projets et impressions 3D
Sur mon VTT non AE, j'ai deux plateaux de leur marque. j'en suis très content. Bon matos, qui coute son prix. -
[VTT] Support de porte bidon sous selle et porte bidon
Yo' en réponse au topic de Yo' dans Projets et impressions 3D
@Aezio effectivement, la gourde est souvent recouverte de poussière et de boue. Pour boire, je dévisse le haut de la gourde et je bois au goulot. Au moins c'est propre et le débit est plus intéressant -
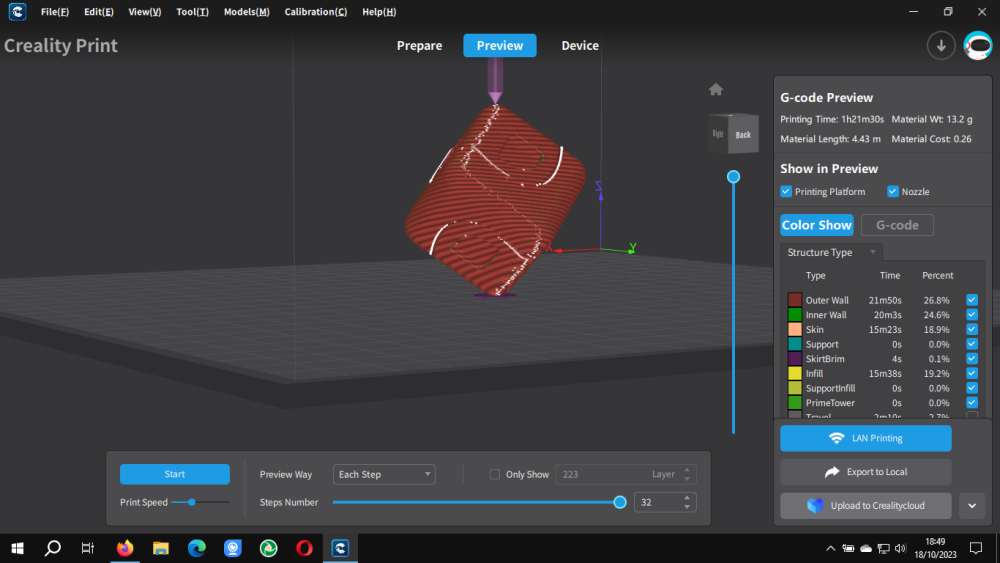
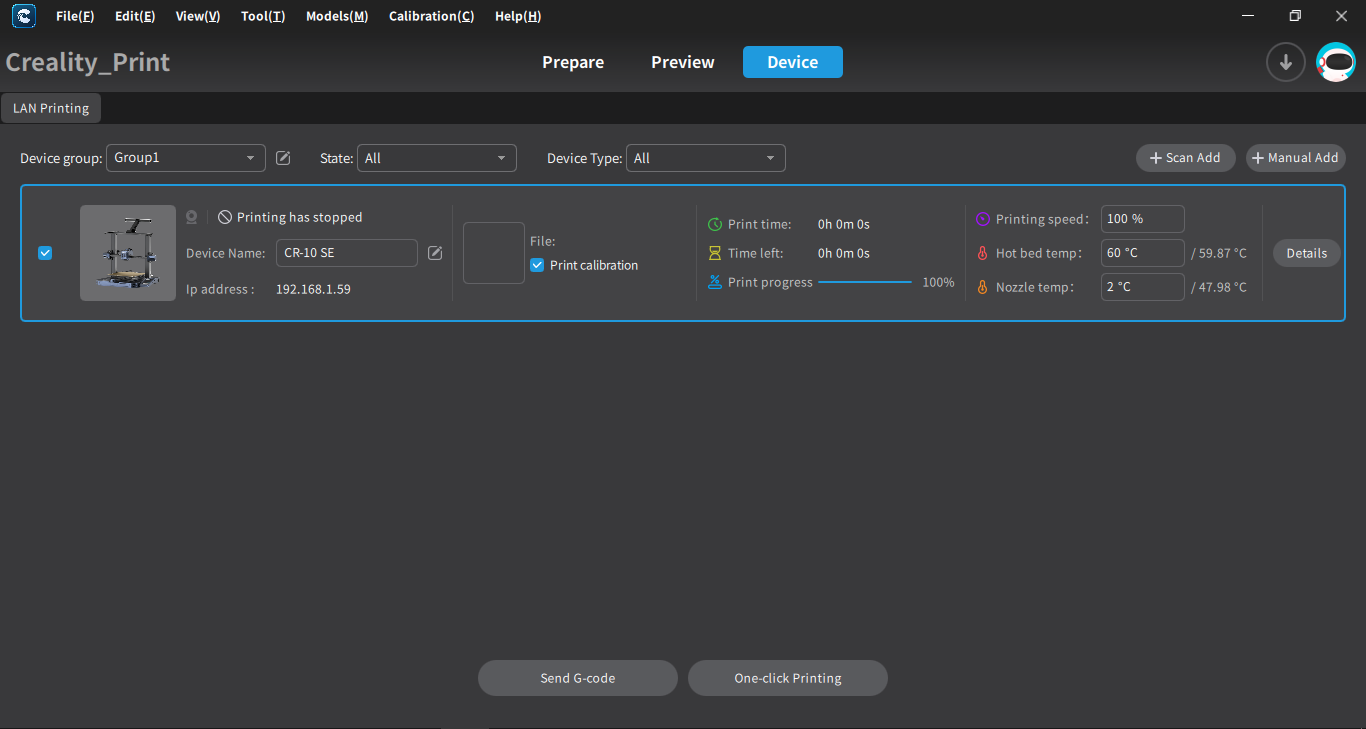
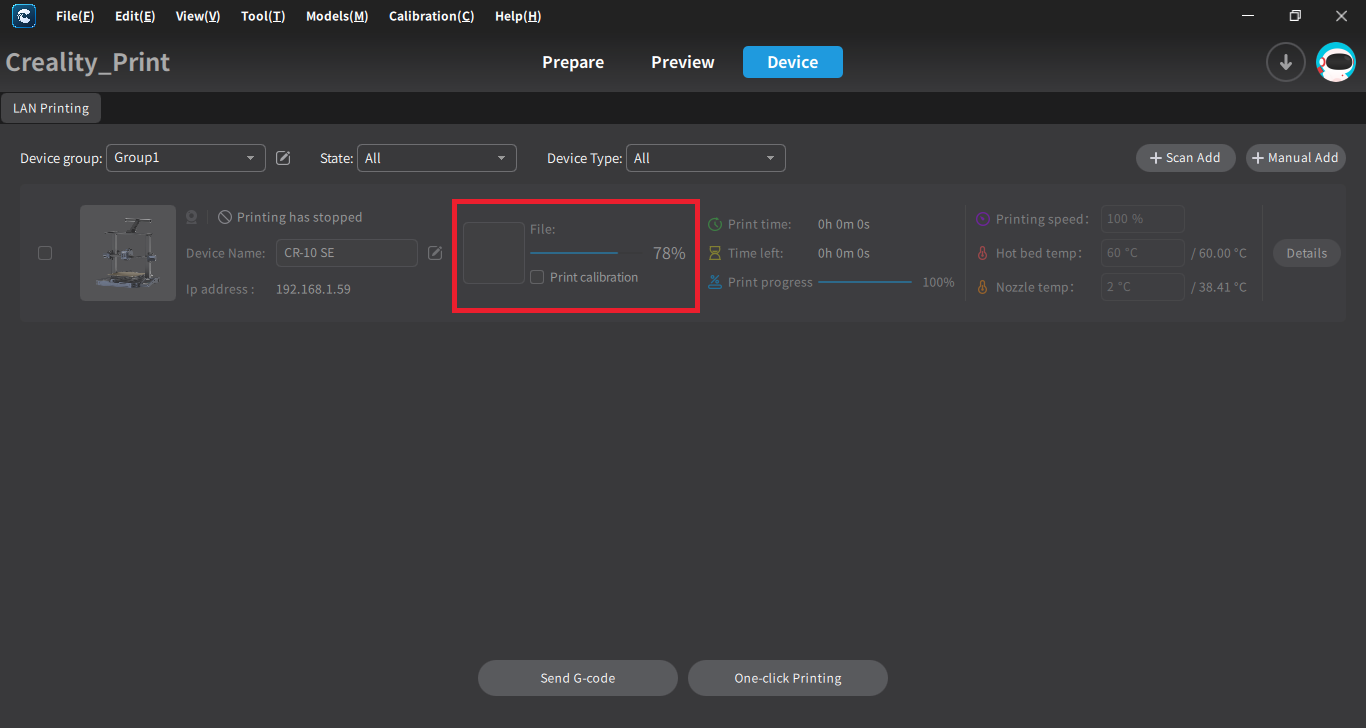
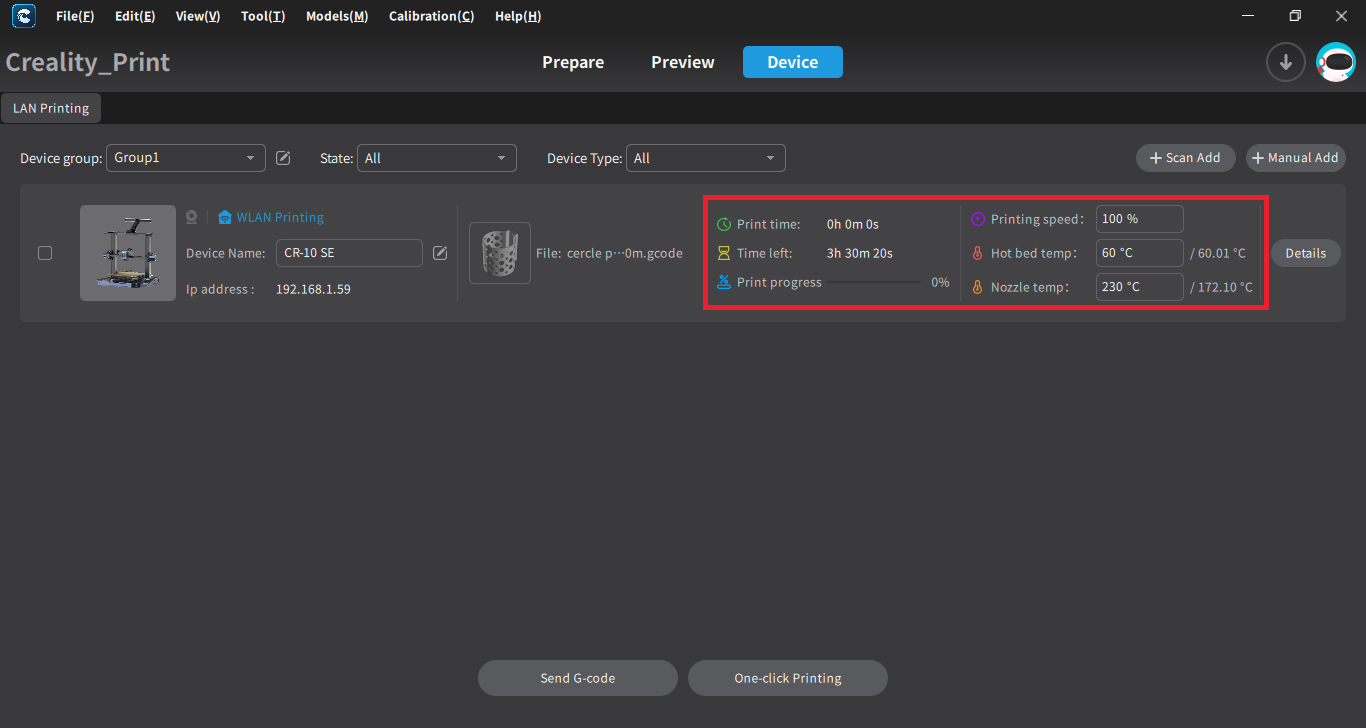
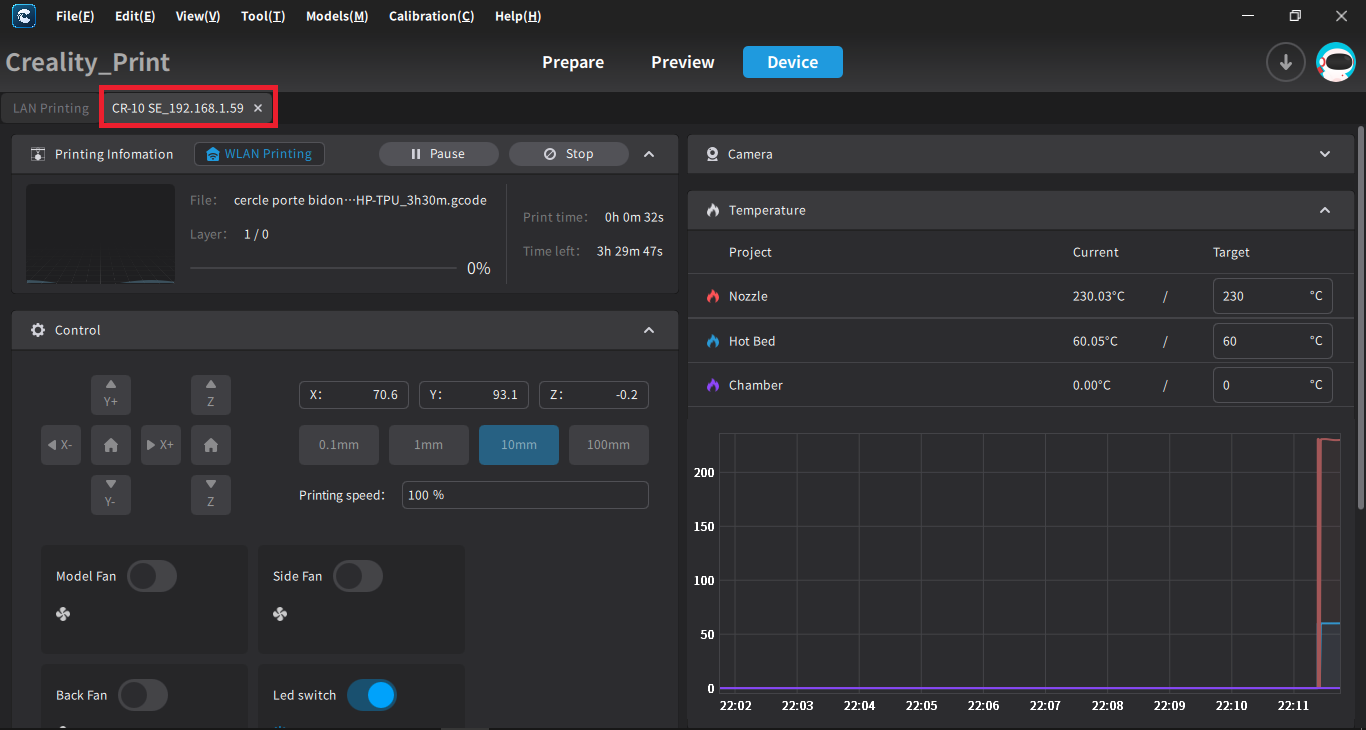
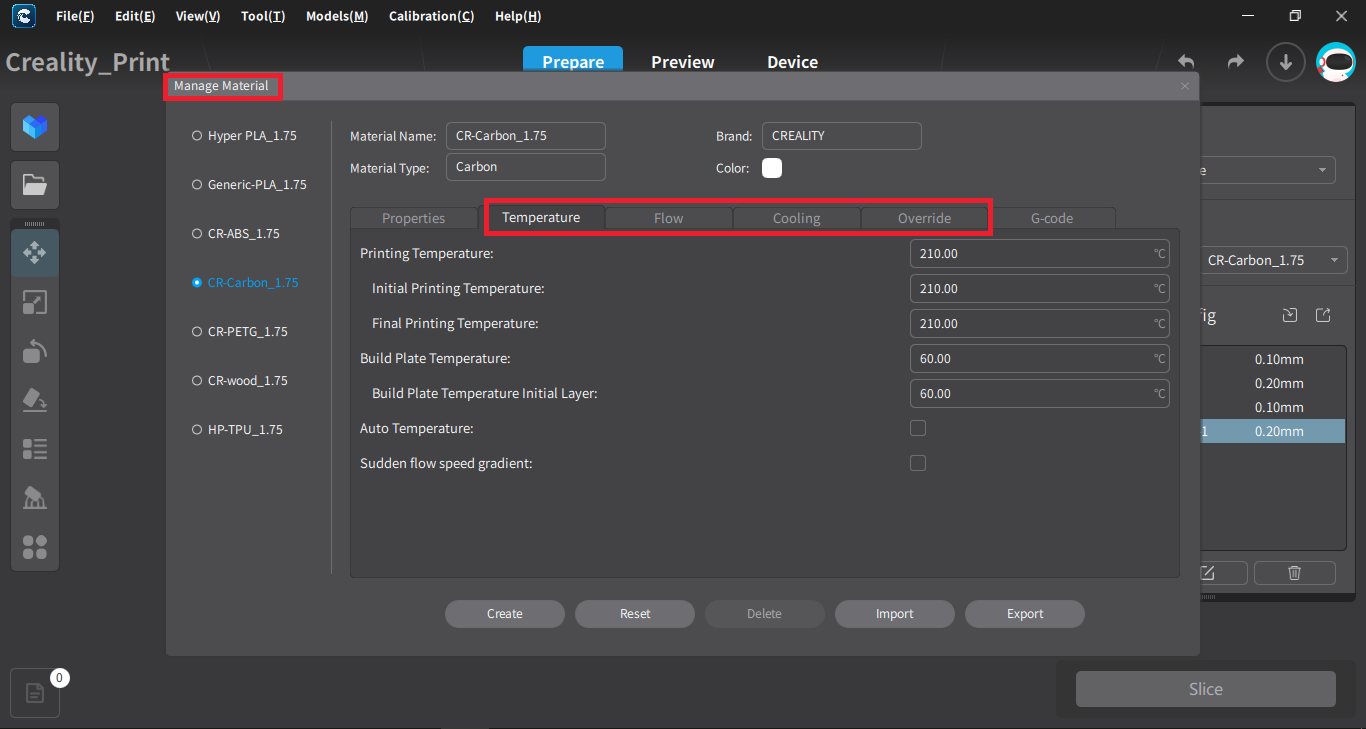
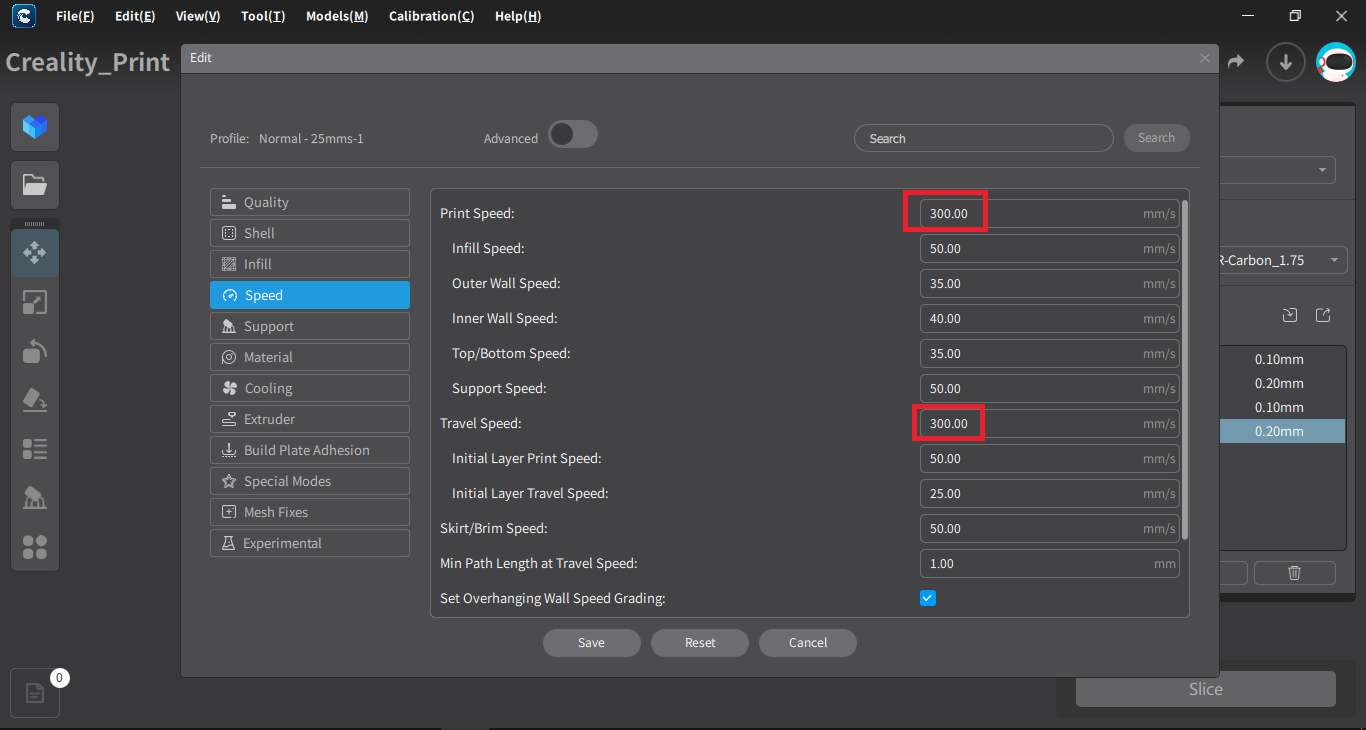
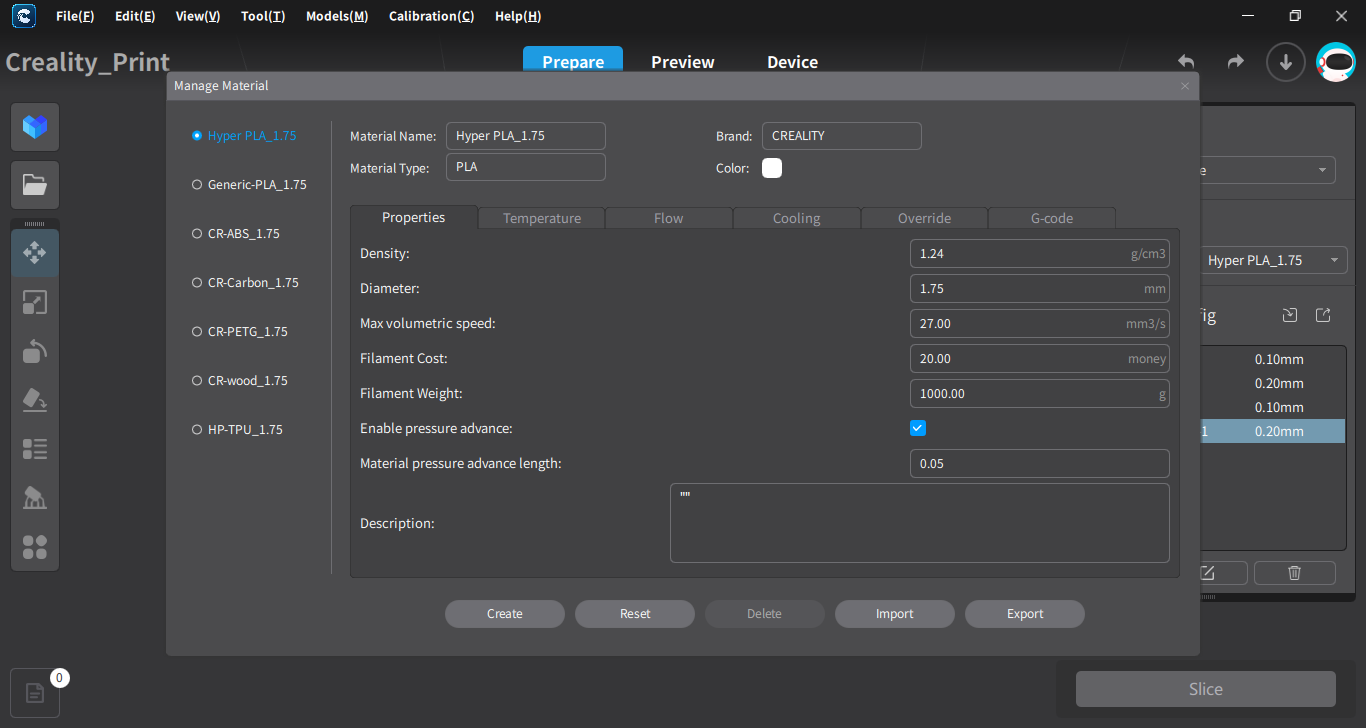
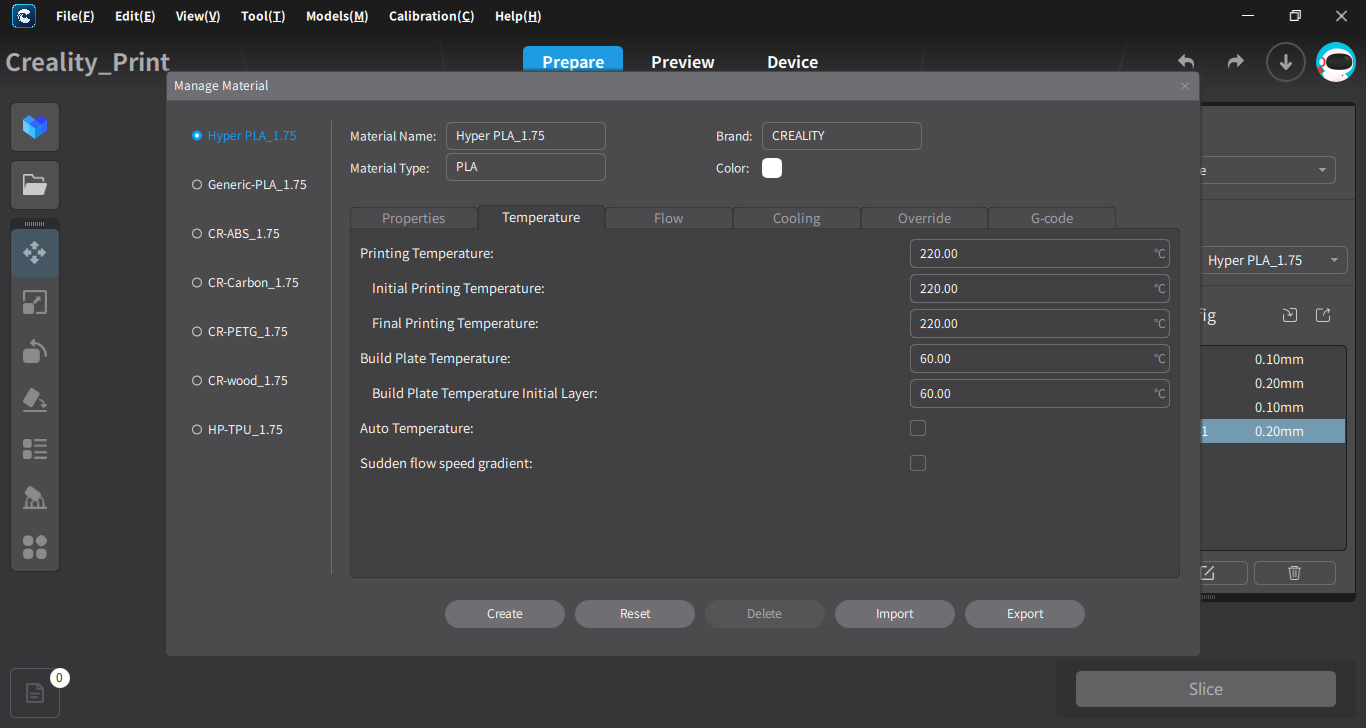
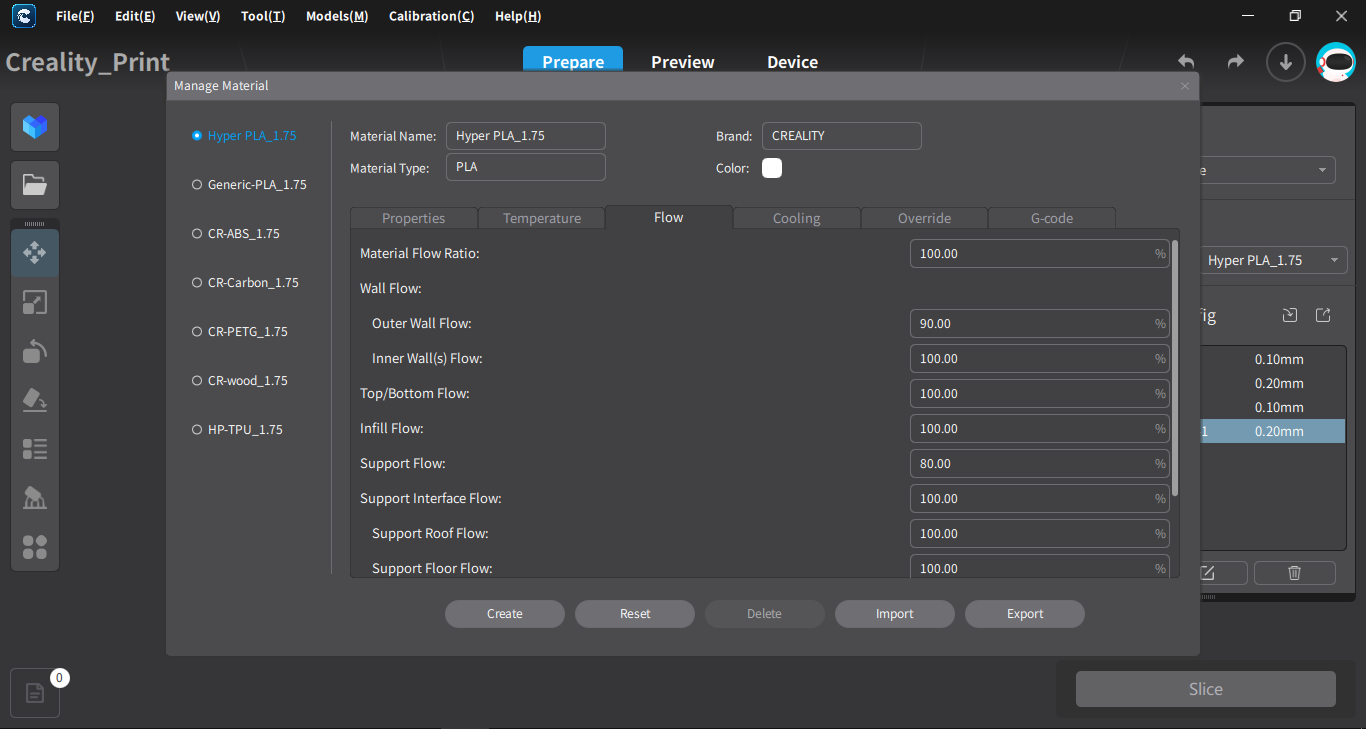
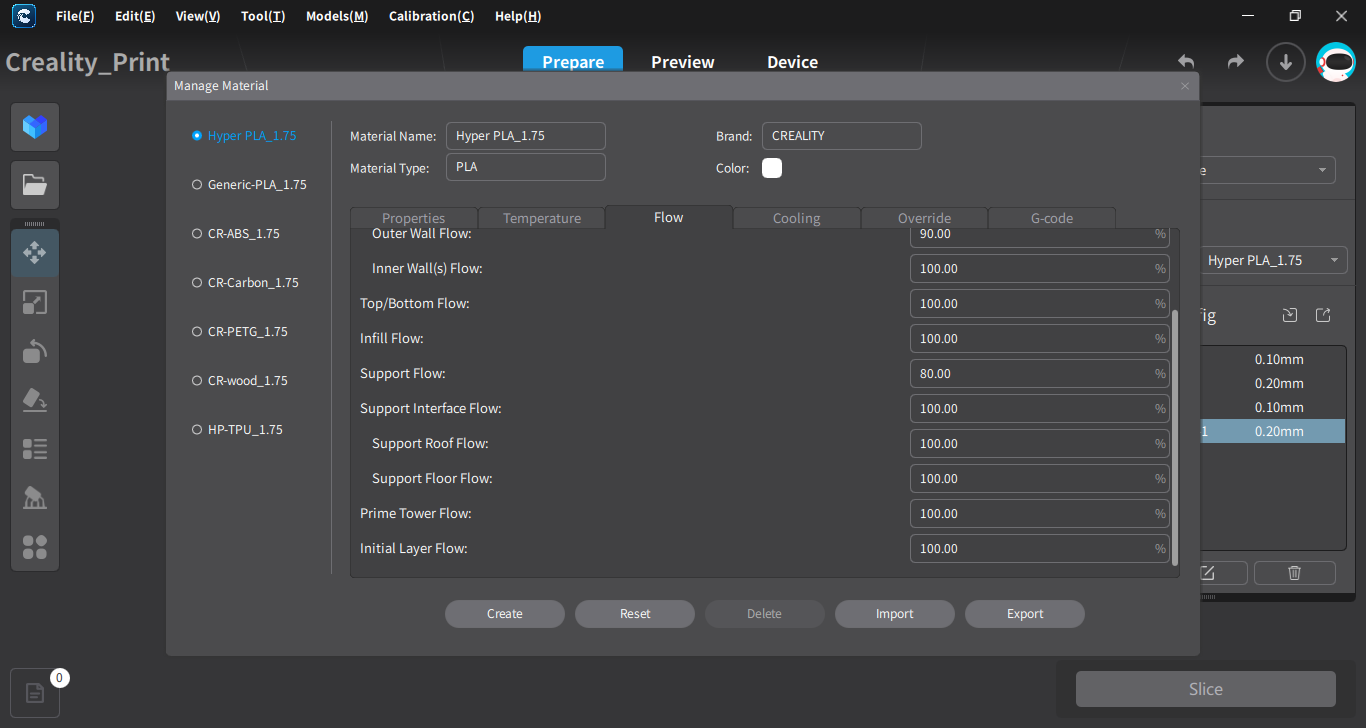
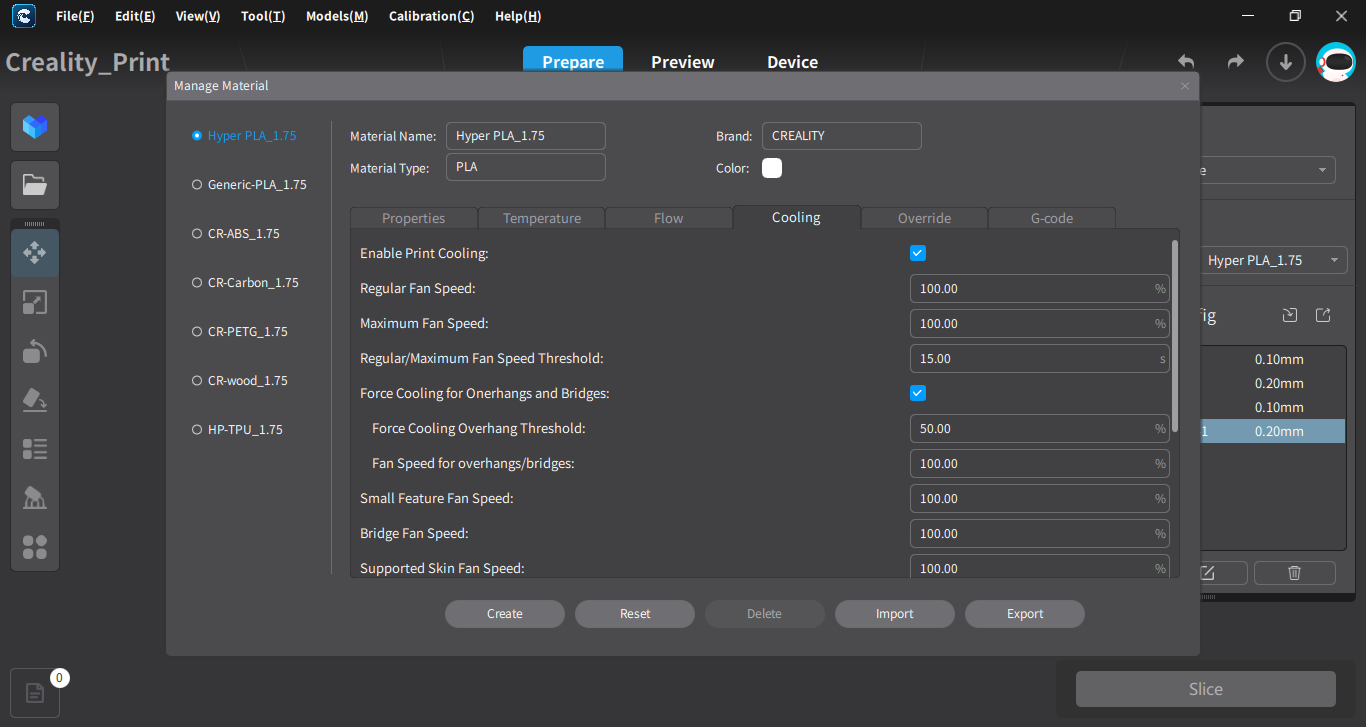
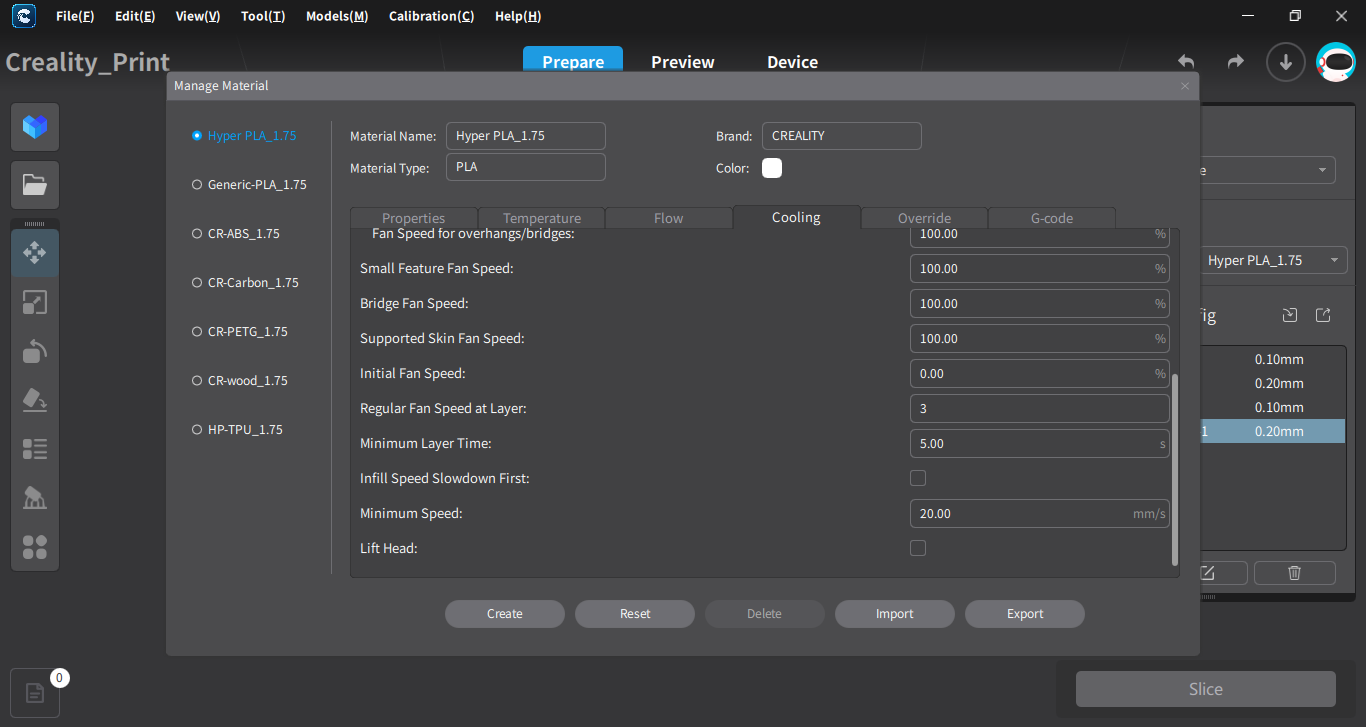
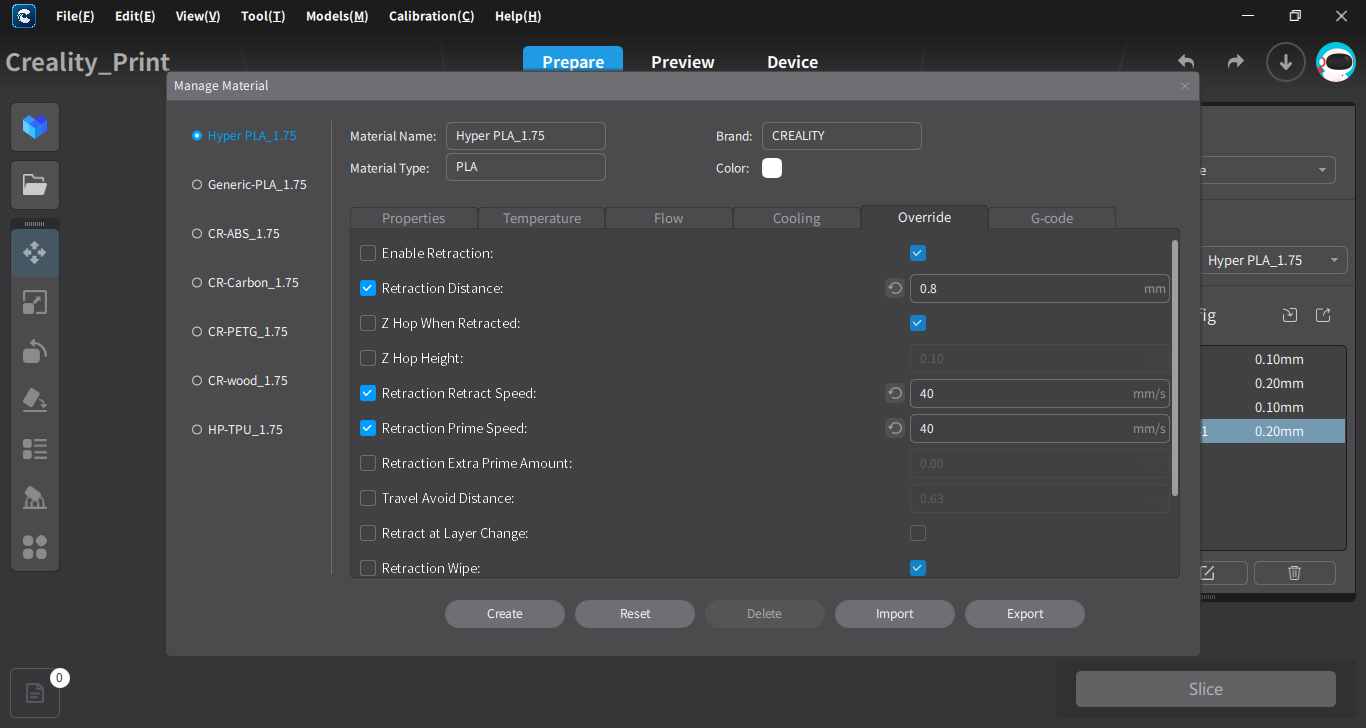
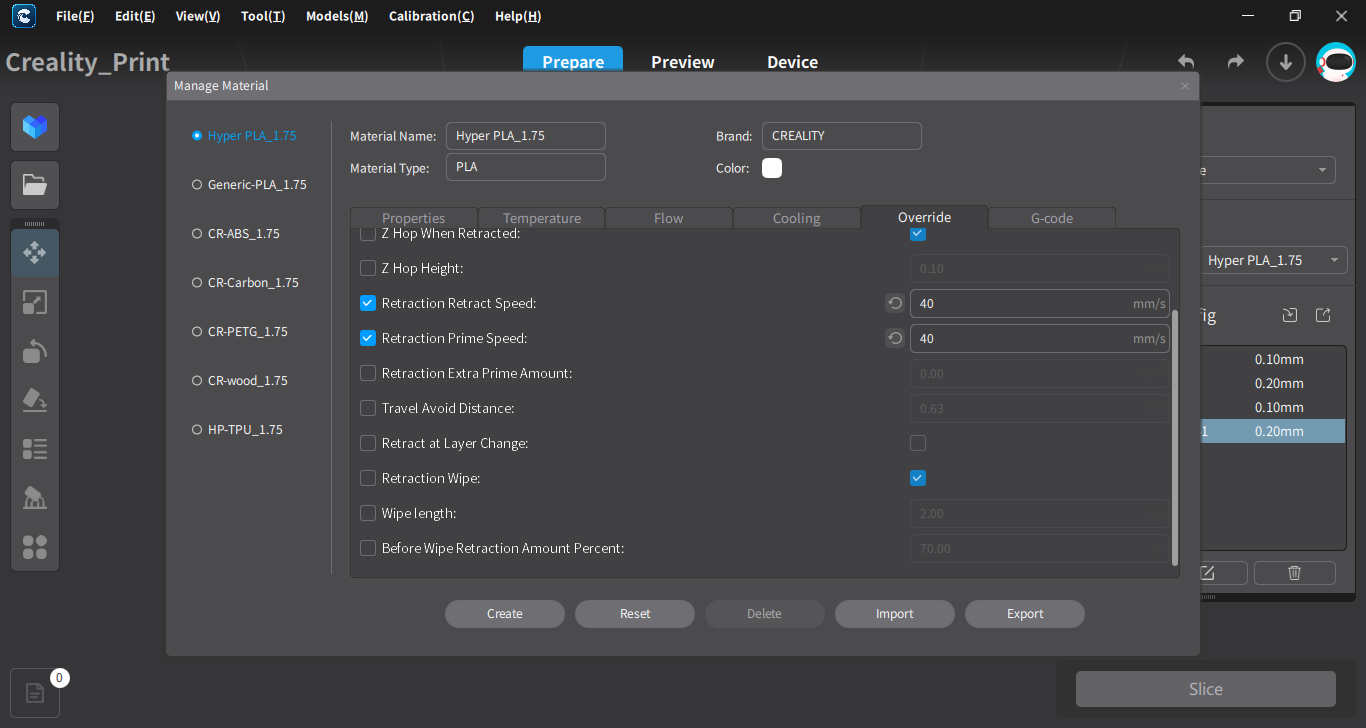
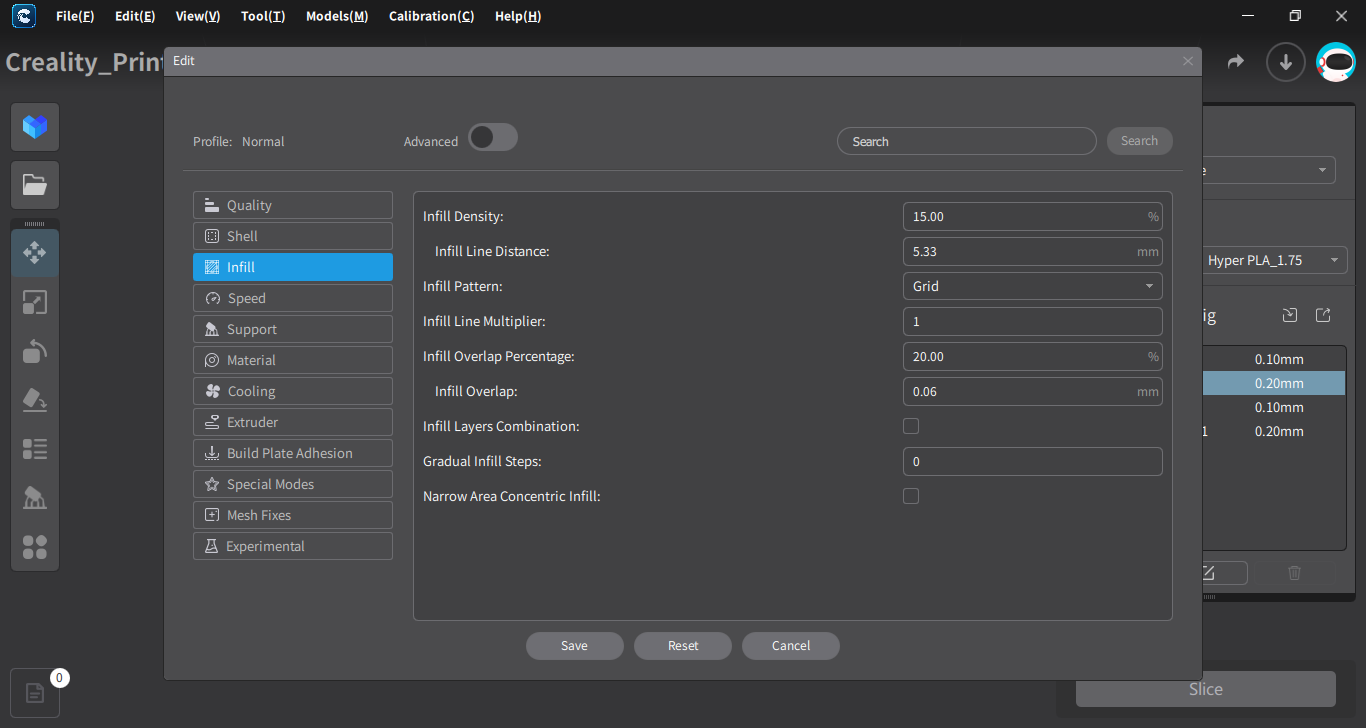
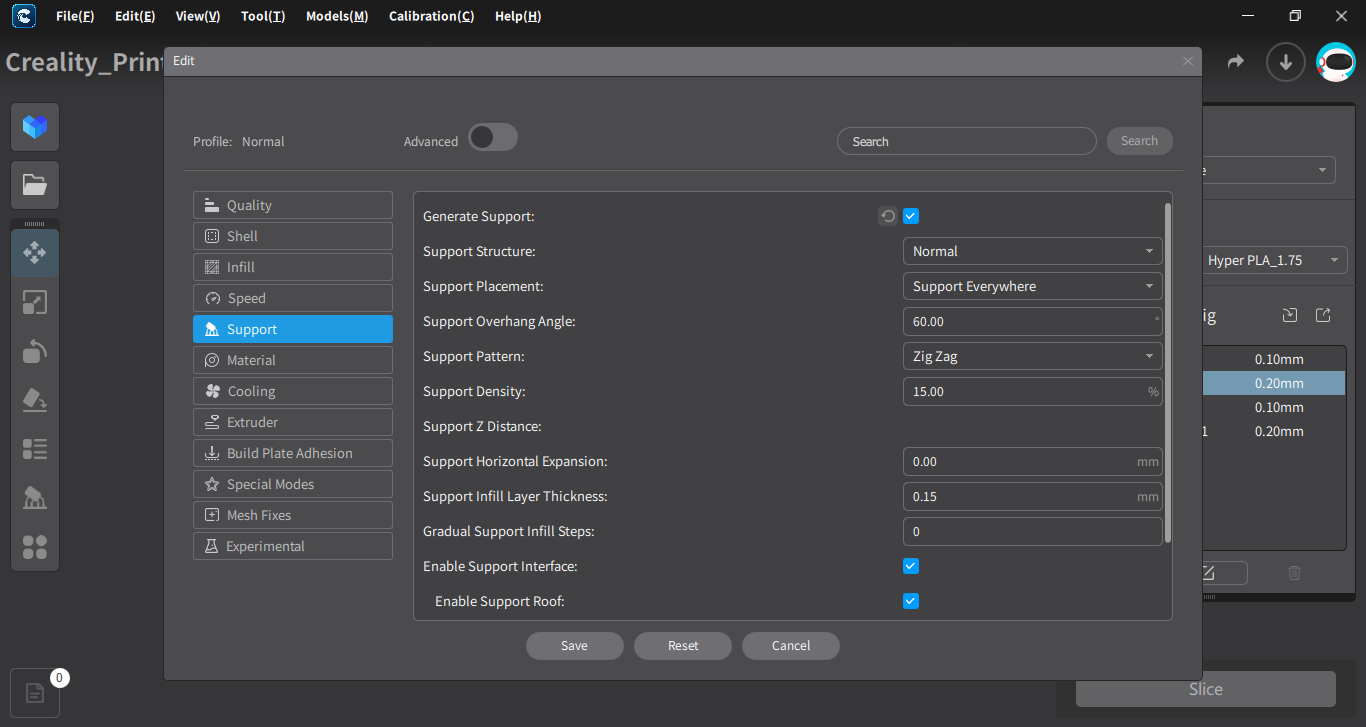
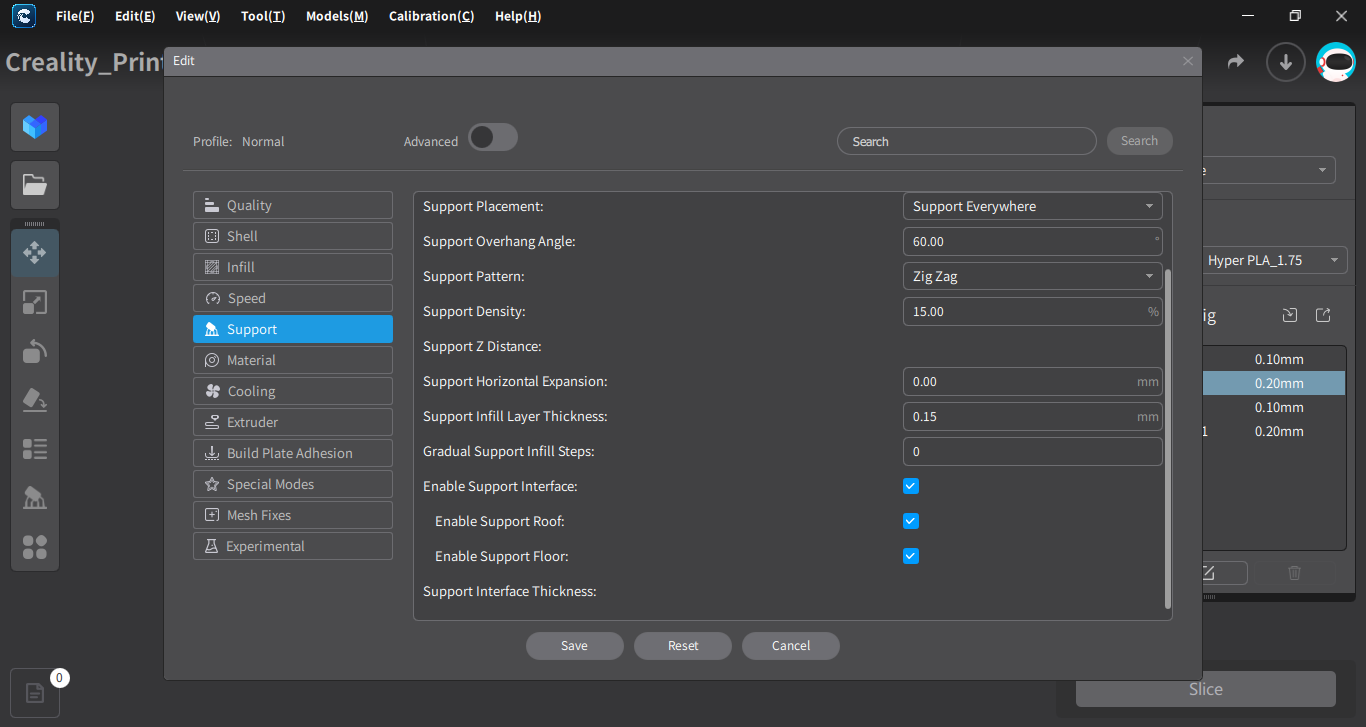
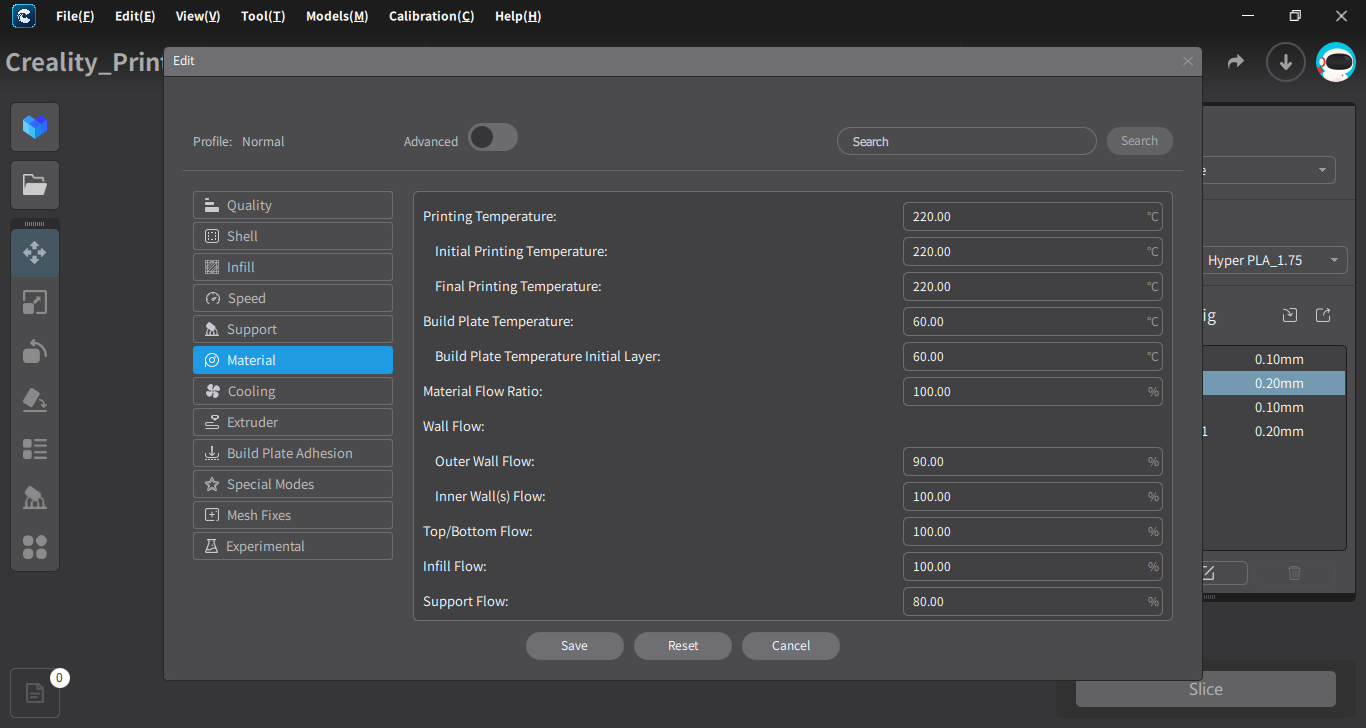
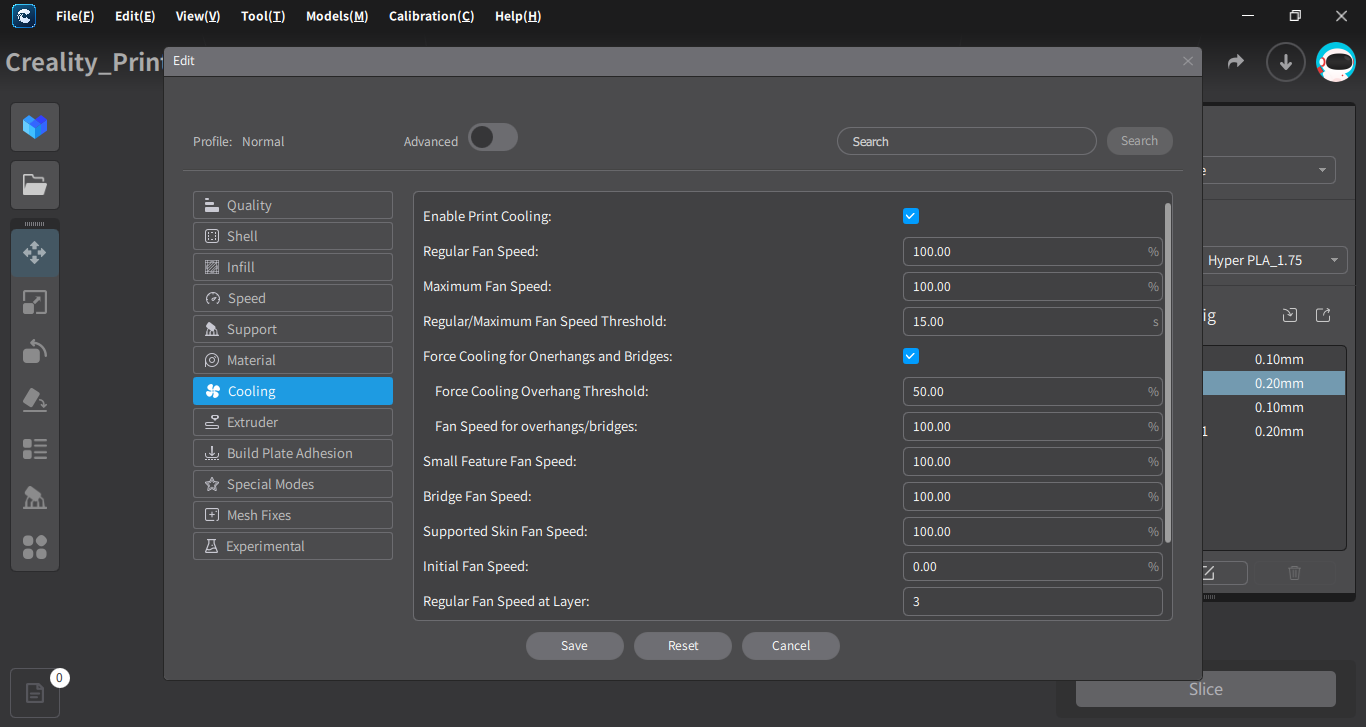
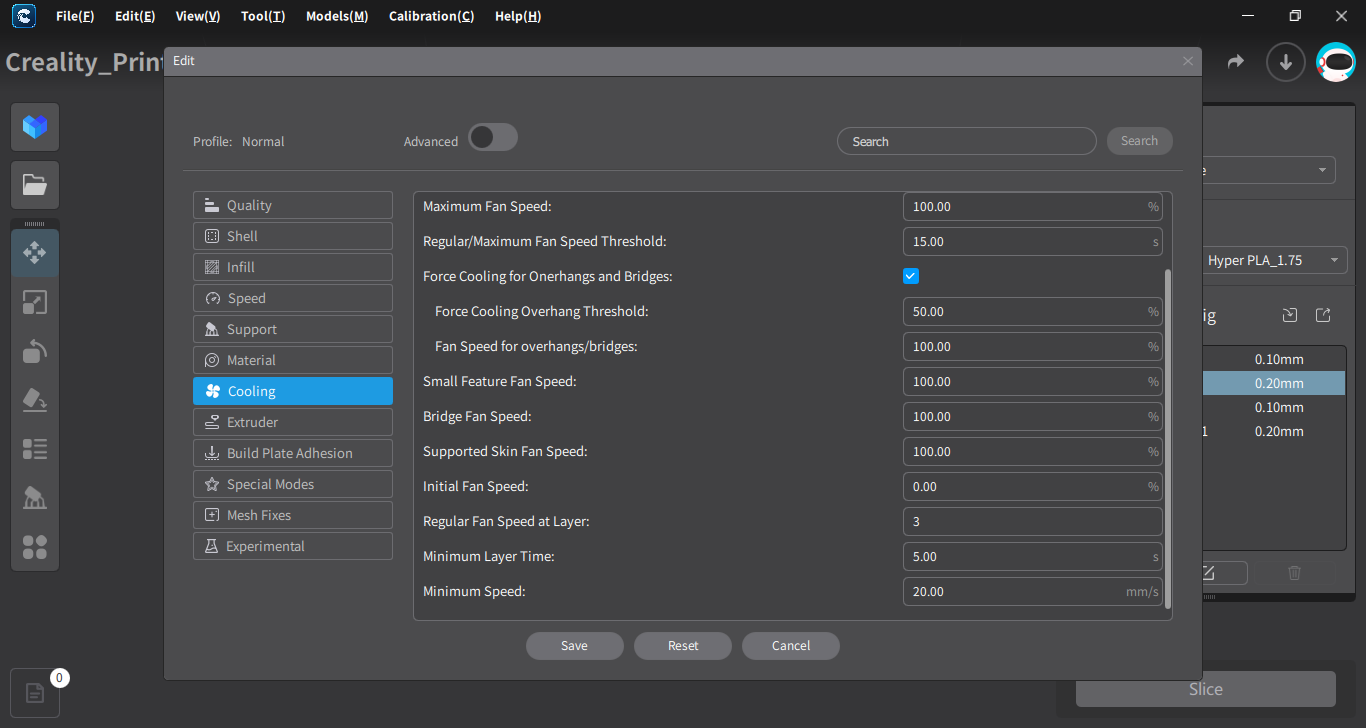
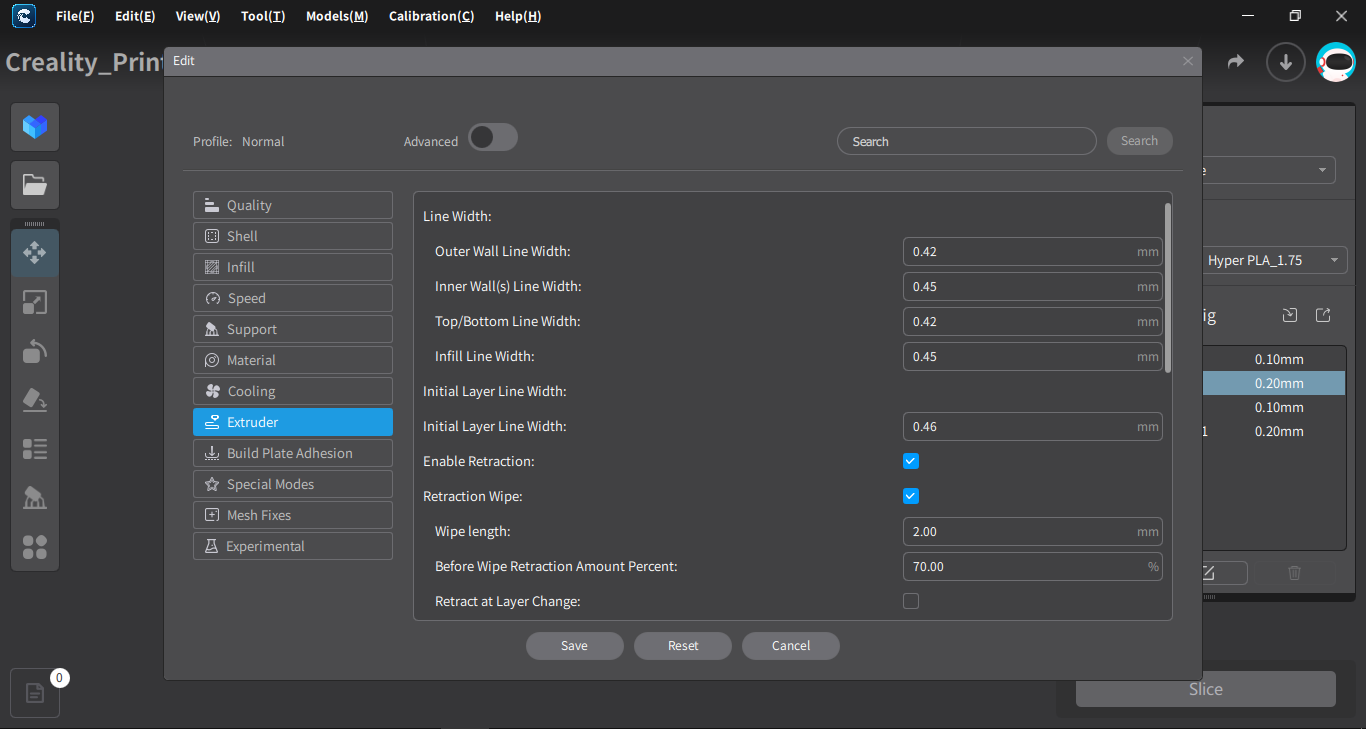
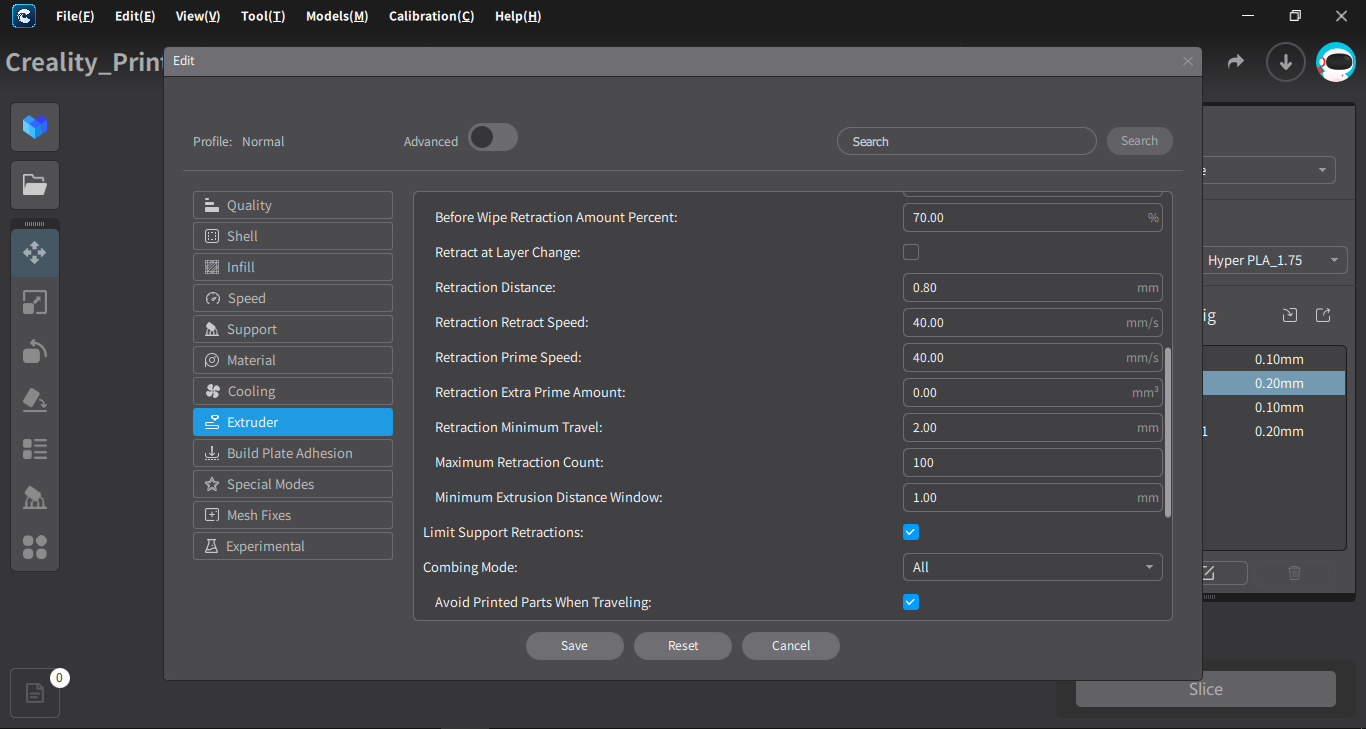
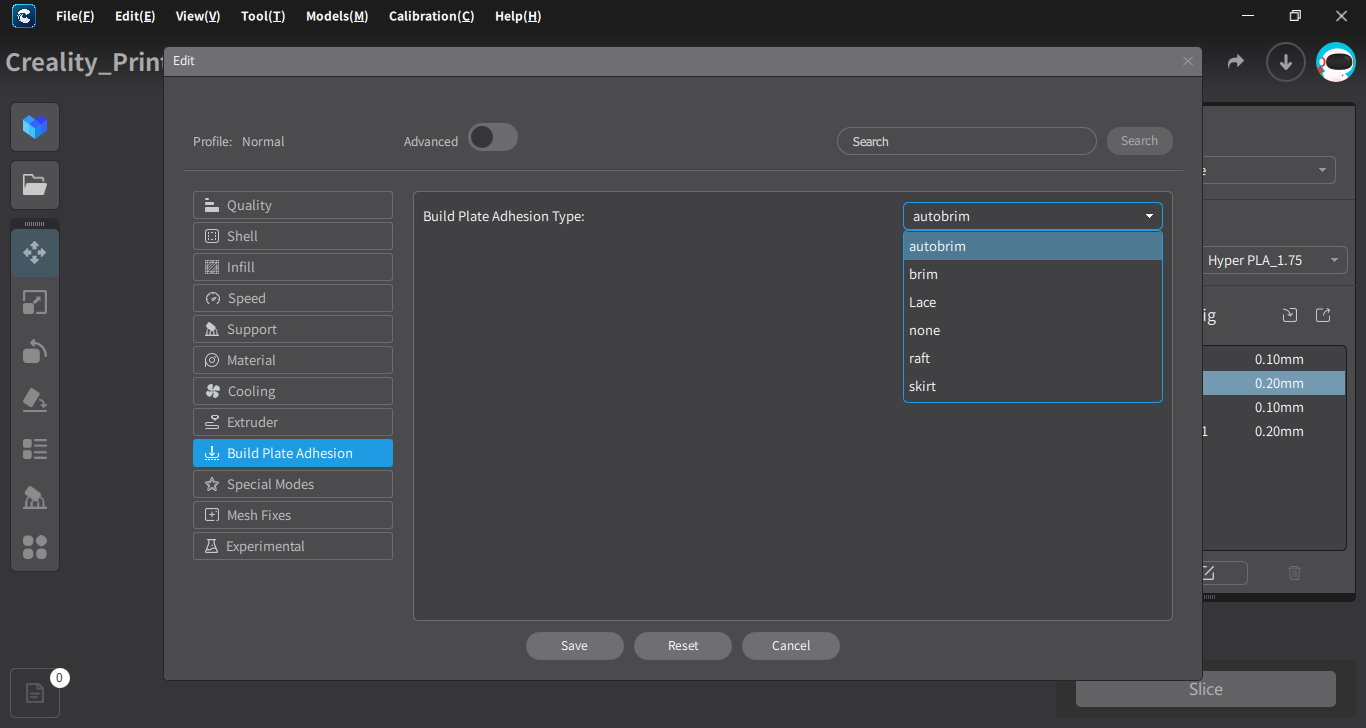
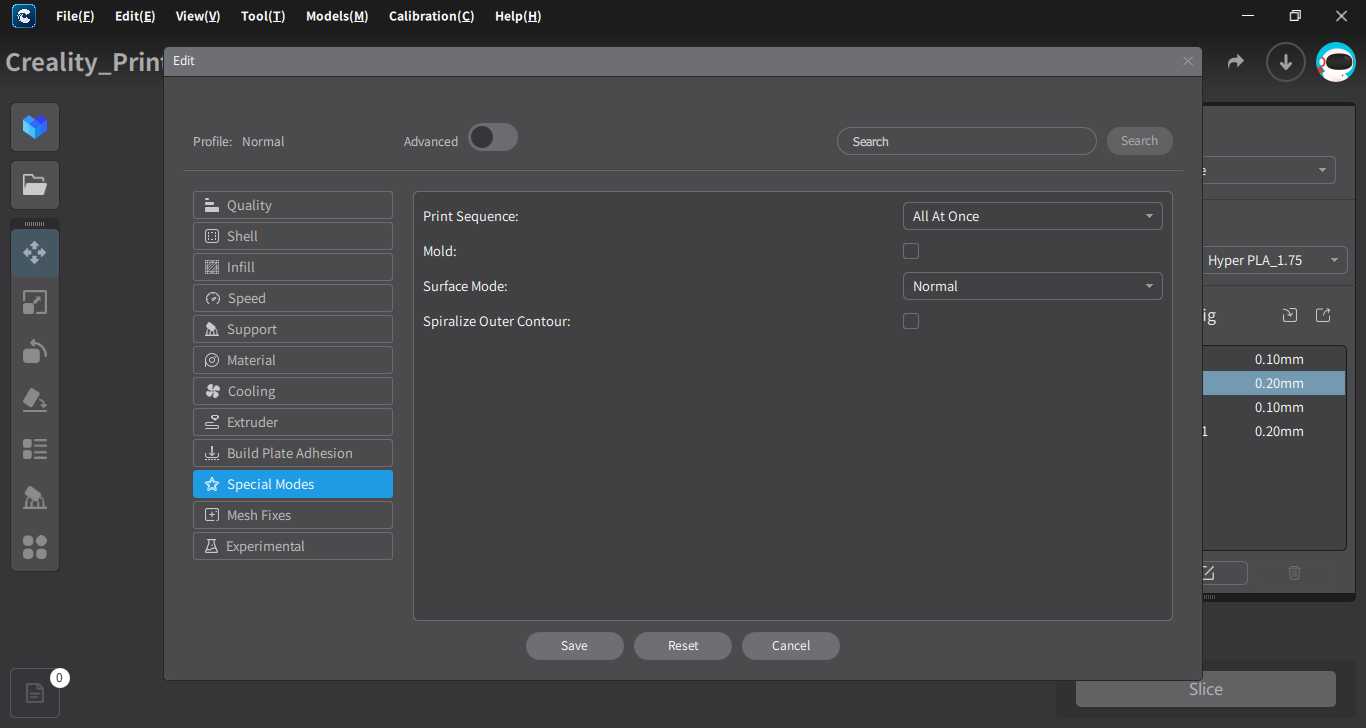
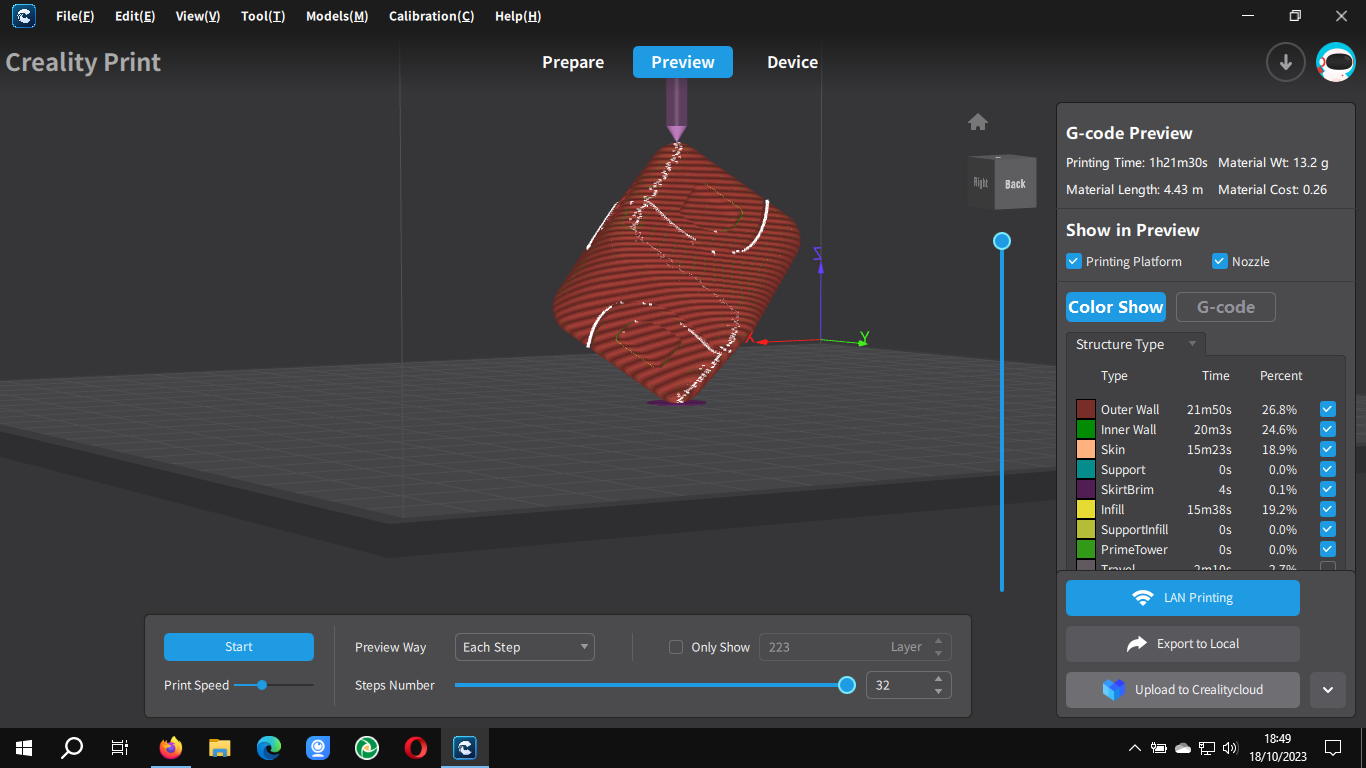
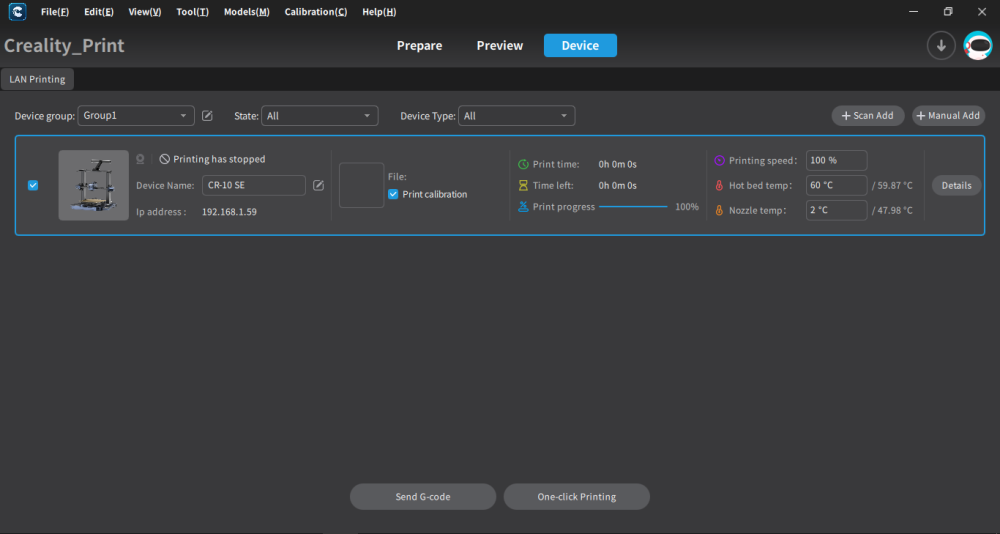
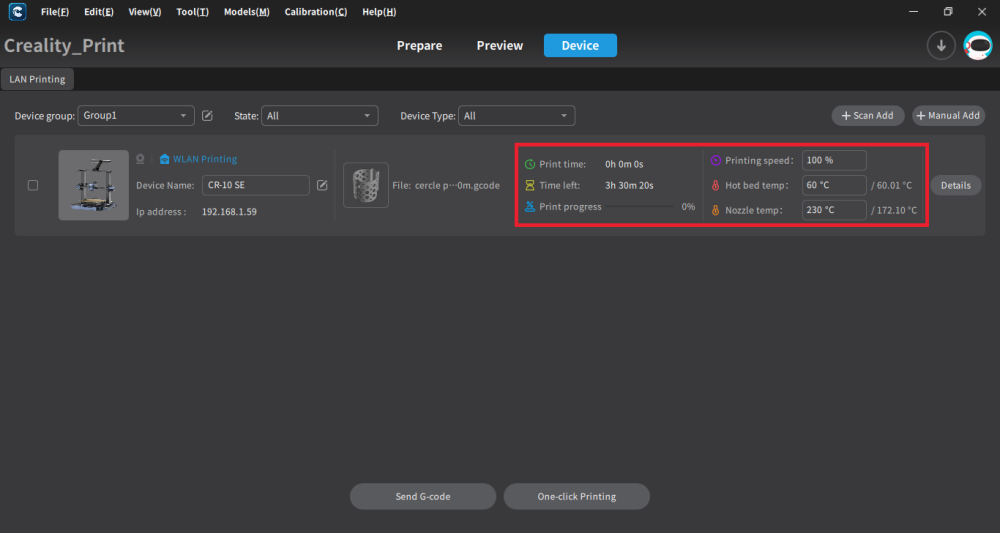
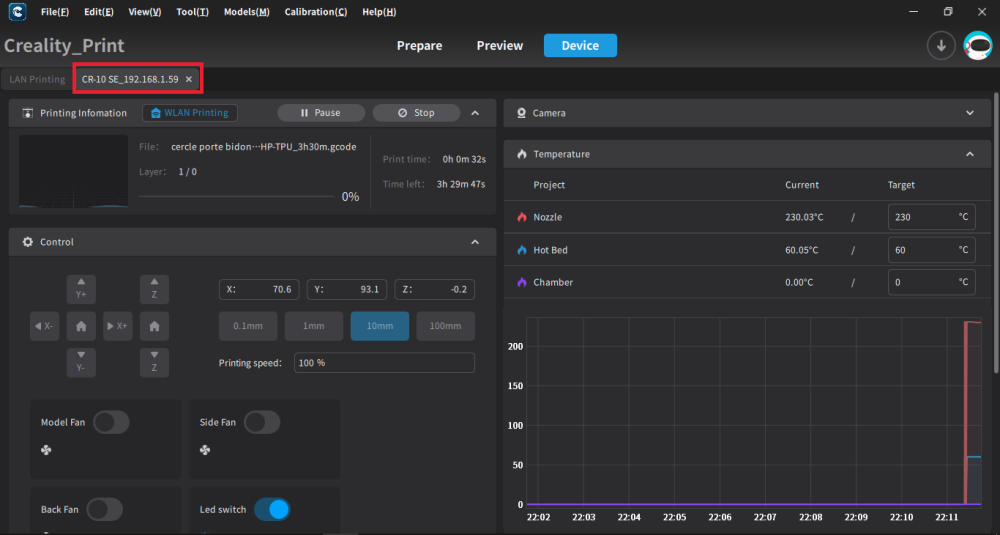
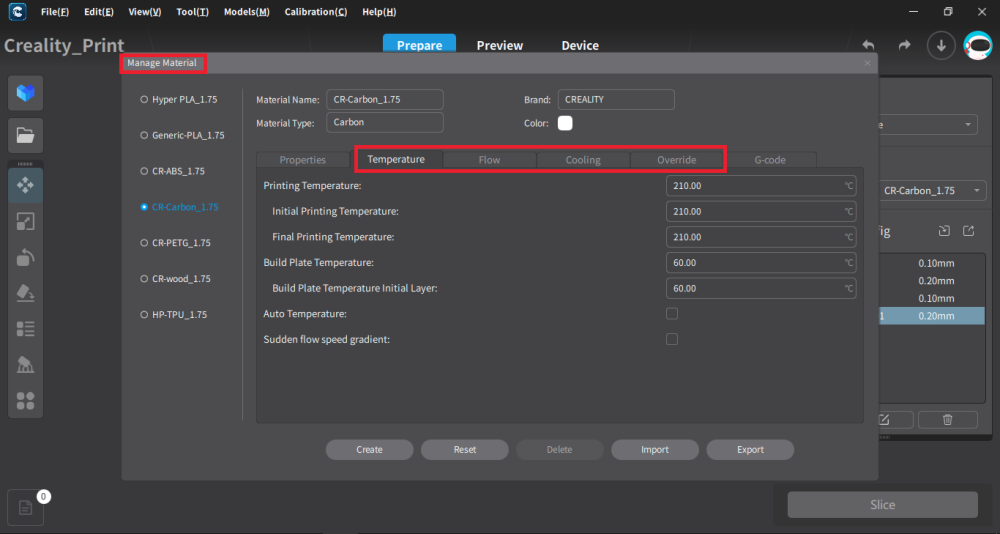
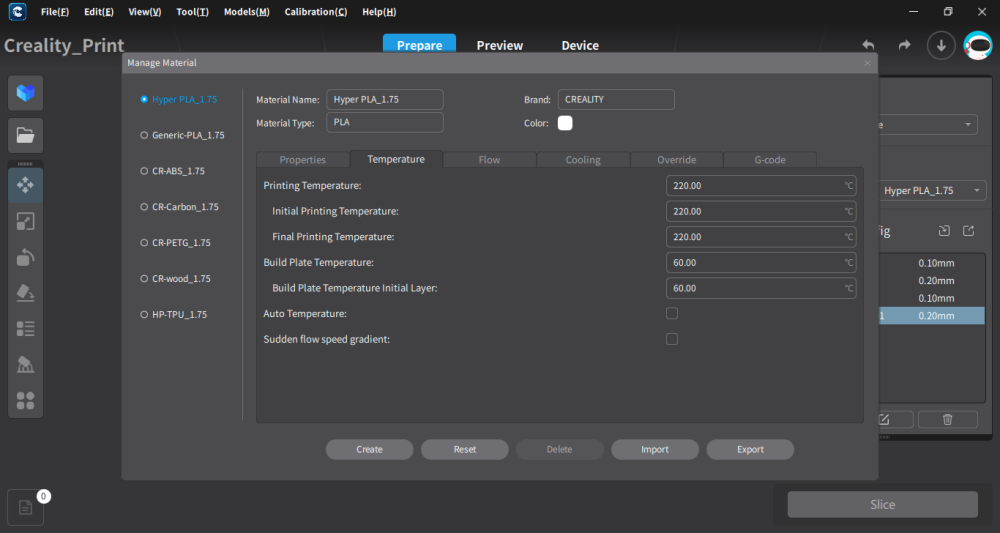
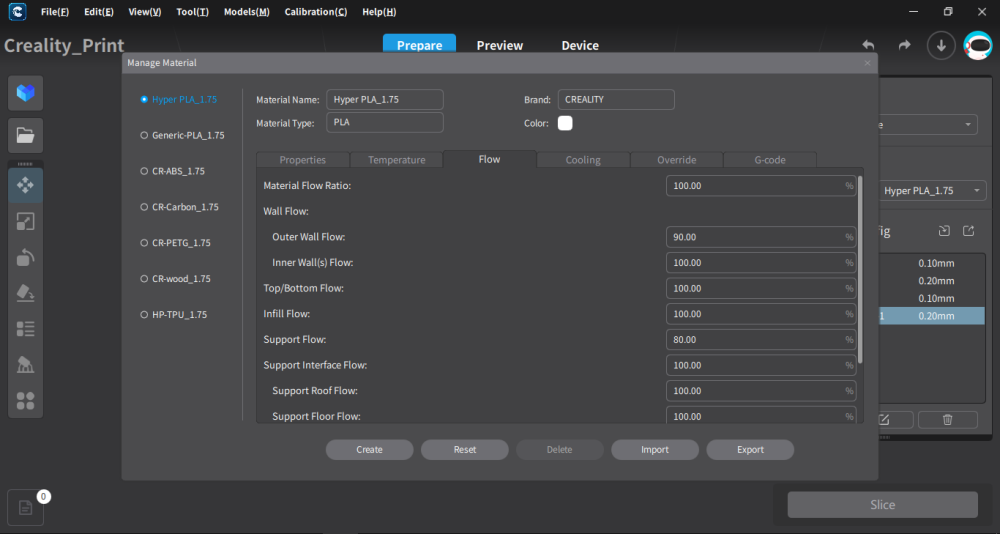
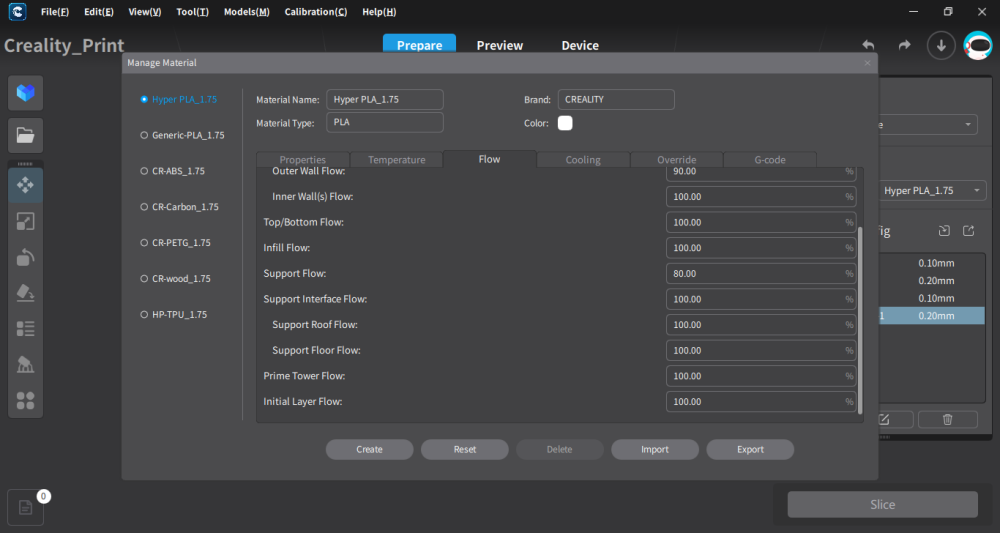
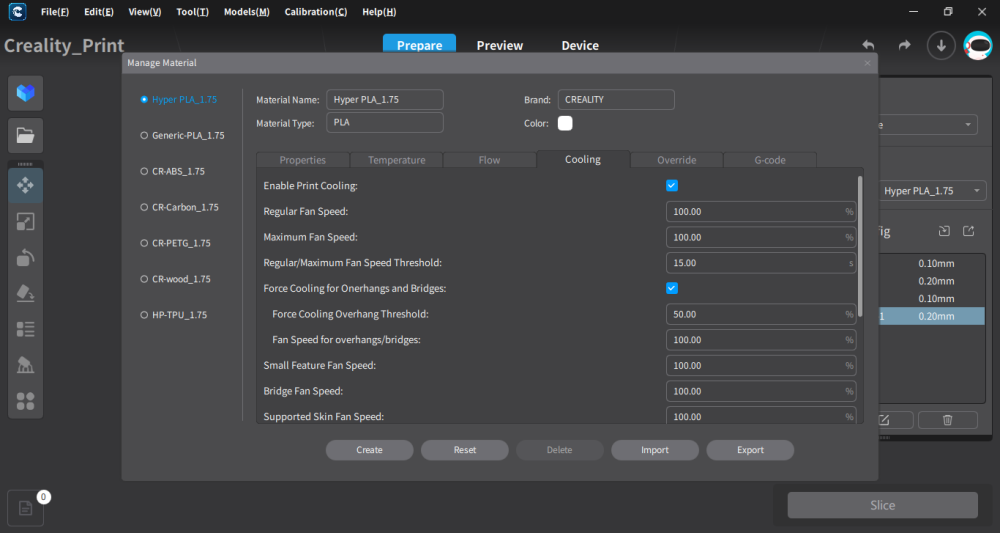
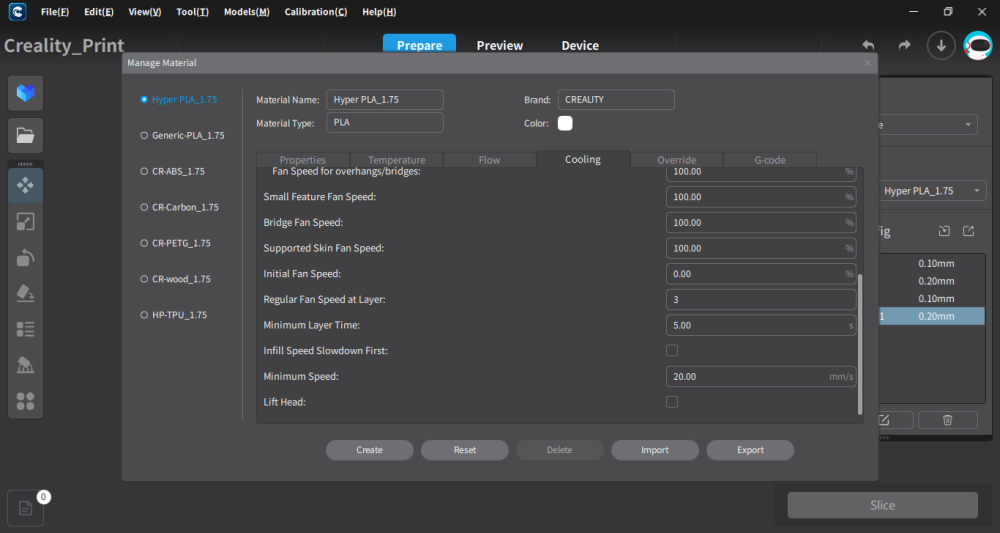
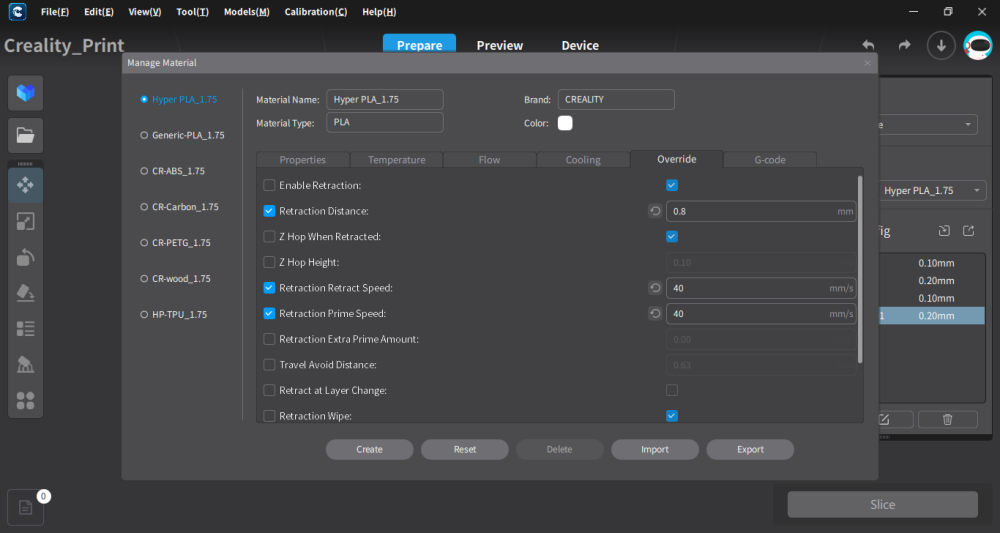
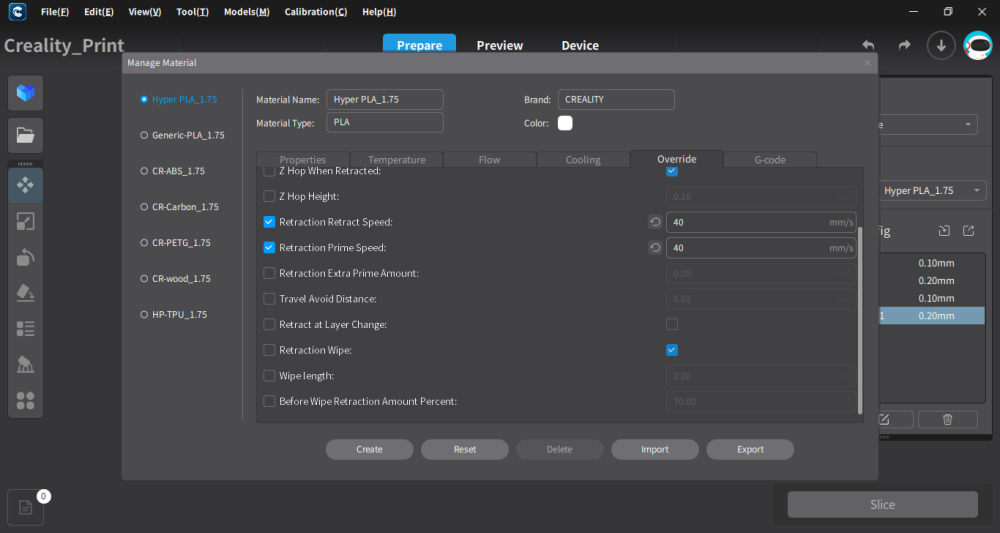
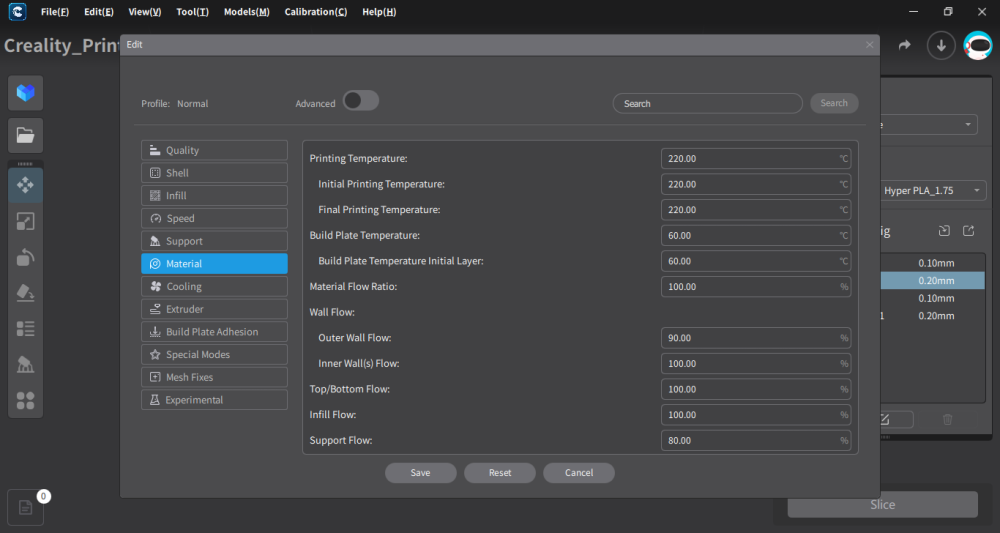
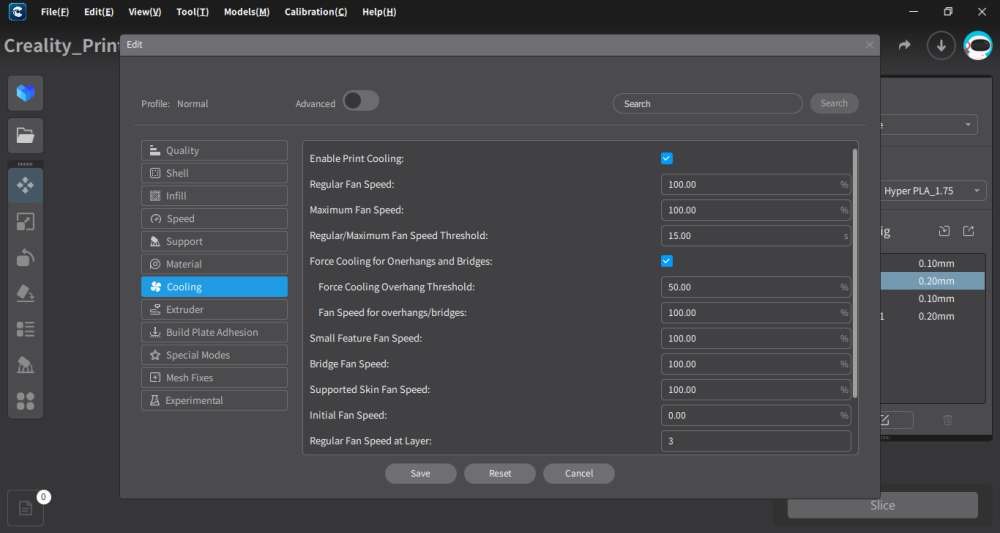
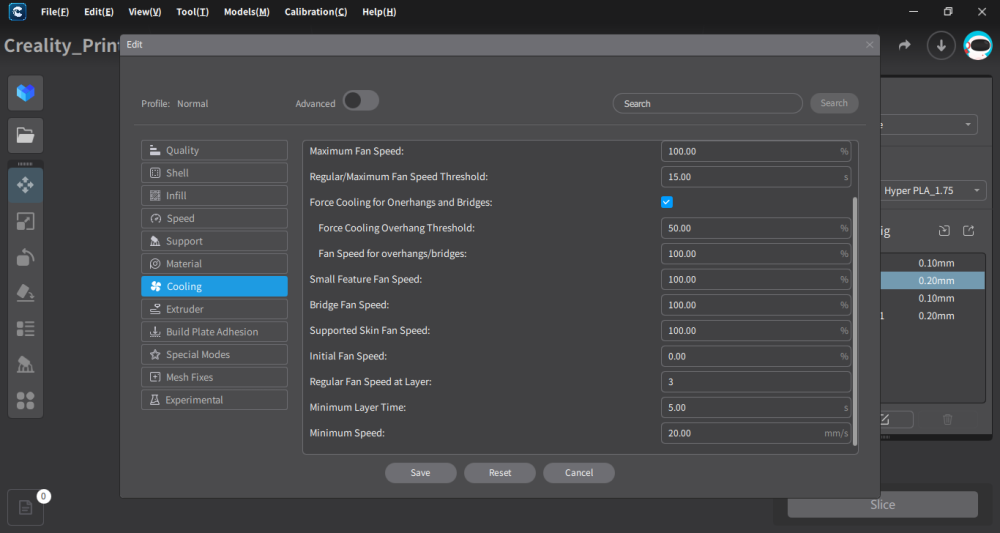
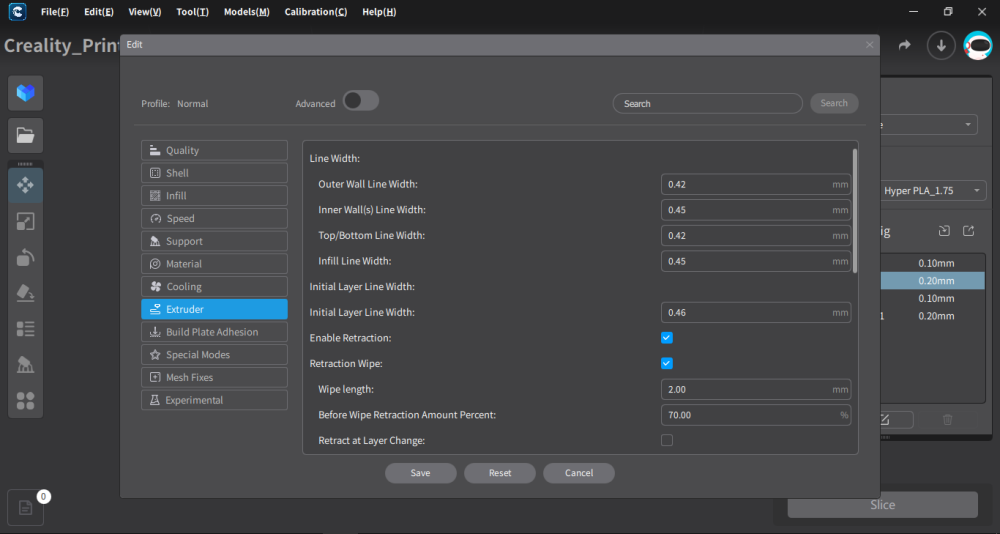
Hello, Voici quelques images supplémentaires de Creality Print. Il y a du très bien et du moins bien. En m'aventurant dans les diverses fonctionnalités, j'ai découvert le LAN printing qui est proposé à l'export du STL. En gros, on ajoute l'imprimante sois en scannant le réseau (qui n'a jamais fonctionné chez moi), soit en renseignant manuellement l'IP de l'imprimante (qui a fonctionné au bout de plusieurs tentatives). On coche l'imprimante, on clique sur "One-click Printing". Le fichier est transféré sur l'imprimante. L'impression se lance. En cliquant sur détails, on retrouve la page de Klipper accessible avec l'IP de l'imprimante. Cette fonctionnalité est top. Pour les curieux, la fonctionnalité de l'objet imprimé est visible su ce sujet ci dessous. Lors du test, j'ai lu que Creality Print est un dérivé de Creality Slicer lui même dérivé de CURA. Et là, je comprends mieux mon aversion pour les menus de réglages de Creality Print. Outre la complexité des réglages, faites attention à : 1) Des menus sont en double. Par exemple, la température, le débit et le refroidissement peuvent se configurer soit dans les réglages du filament, soit dans les réglages de la qualité d'impression. Me concernant, seuls les réglages dans le profil de la qualité d'impression ont été pris en compte. 2) Les profils liés à la qualité de l'impression sont dépendant du profil du filament. Je me suis créé un profil avec du 25 mm/s lorsque le filament choisi était du PLA, puis j'ai changé de profil de filament et je me suis retrouvé avec les valeurs par défaut. En espérant que Creality Print évolue rapidement (et dans le bon sens). Vu la quantité de réglages, vu que les filament ne sont jamais strictement les mêmes, vu que les propriétés des filaments changent avec le temps après leur ouverture. Combien de kg de filament et combien de tests faut-il pour peaufiner tous ces réglages ?

-
[VTT] Support de porte bidon sous selle et porte bidon
Yo' a posté un sujet dans Projets et impressions 3D
Hello, Il y a quelque temps, je suis passé au VTTAE et j'ai été étonné de voir qu'il n'y avait pas d'insert pour fixer un porte bidon. En fouillant sur mon site de vente par correspondance préféré, j'ai trouvé : Un support à scratch. Un support qui se fixe sous la selle. Mon projet de support s'est basé sur le second article avec pour but de le solidifier (cf commentaires) en le fixant sur deux points. Voici le STL.support de porte bidon sous selle.stl Imprimé en PLA recyclé en 0.2. ça fonctionnait très bien jusqu'à ce qu'un aléa de l'activité physique vienne à bout du porte bidon alors en place. Le second projet a été de faire un porte bidon plus solide avec un bridage du bidon pour ne pas le perdre. Voici les STL. barre porte bidon.stlcercle porte bidon.stl La barre est imprimée en PETG en 0.2. Le cerclage est imprimé en TPU en 0.2. Si vous l'imprimez, un retour est le bienvenu. Sportivement,






-
Salut @Xav51, D'un coté, il y a le trancheur qui prévoit tous les mouvements avec certaines règles (et notamment les vitesses et accélérations). De l'autre, il y a l'imprimante qui exécute ces mouvements en les bridant avec d'autres règles, pour ne pas dépasser les limites de l'imprimante. La différence se situe là. Il y a également les temps de chauffes et de calibration qui ne sont pas pris en compte.
-
Hello, Sujet updaté. C'est le dernier message d'entête dédié à cette découverte.
-
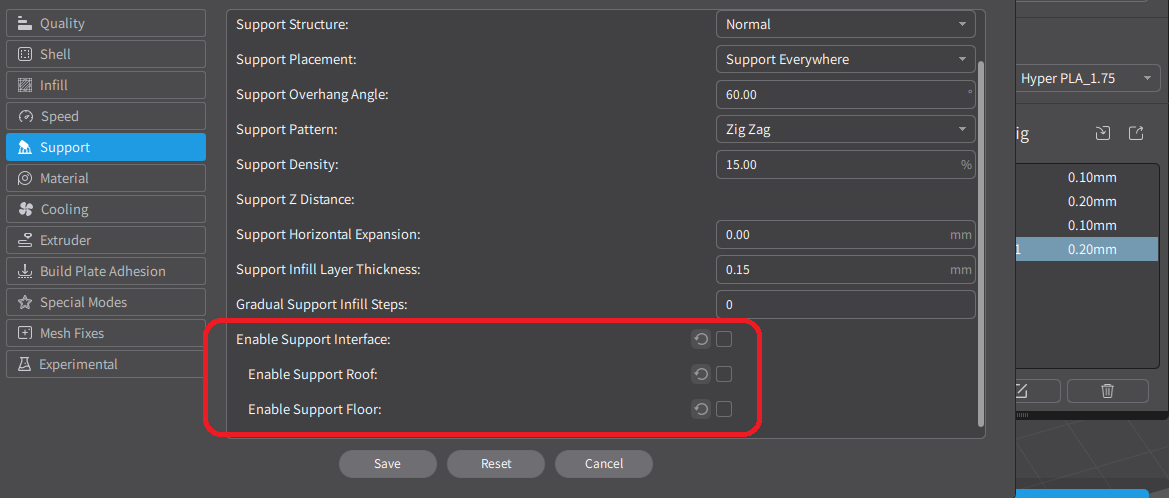
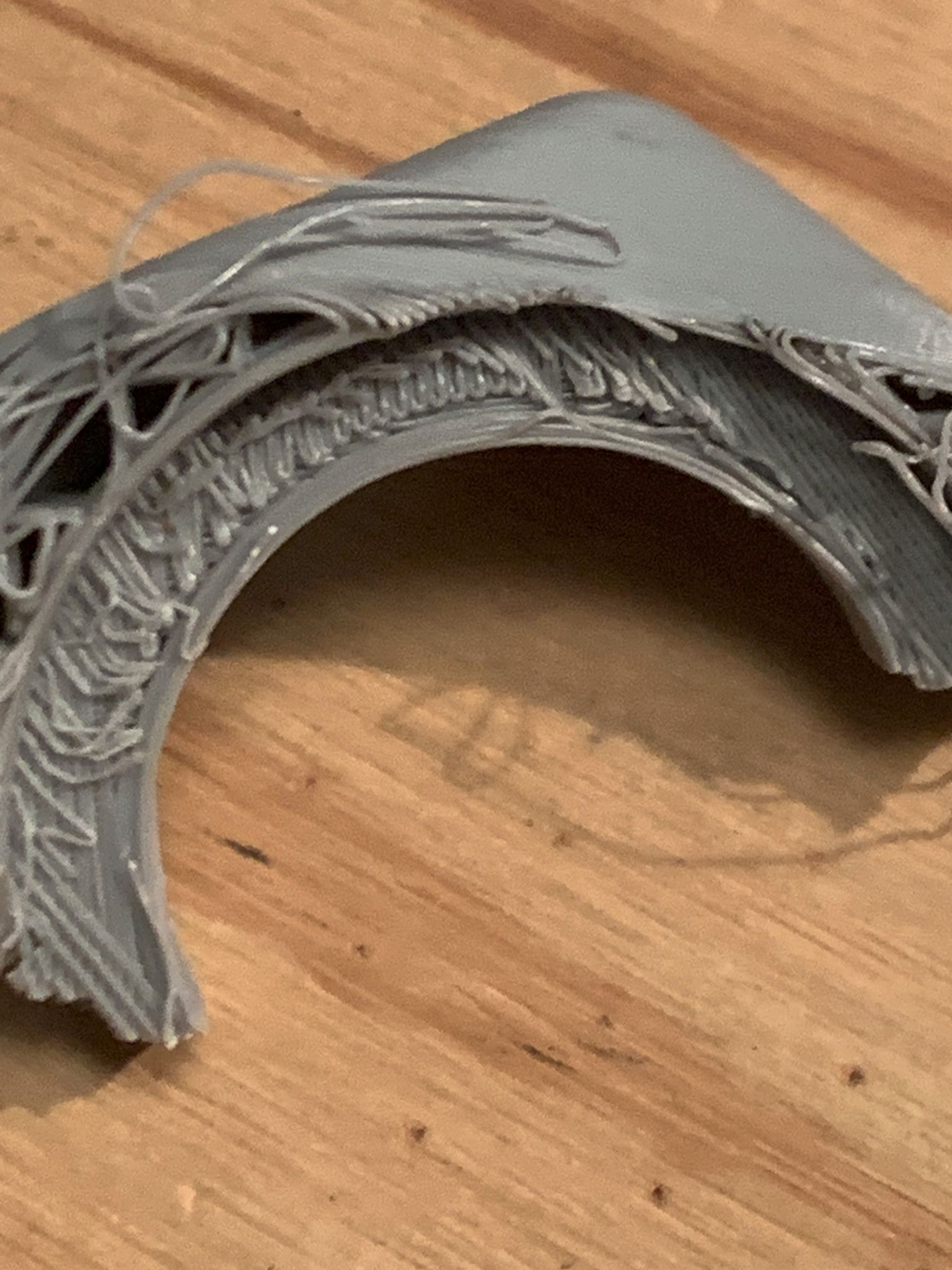
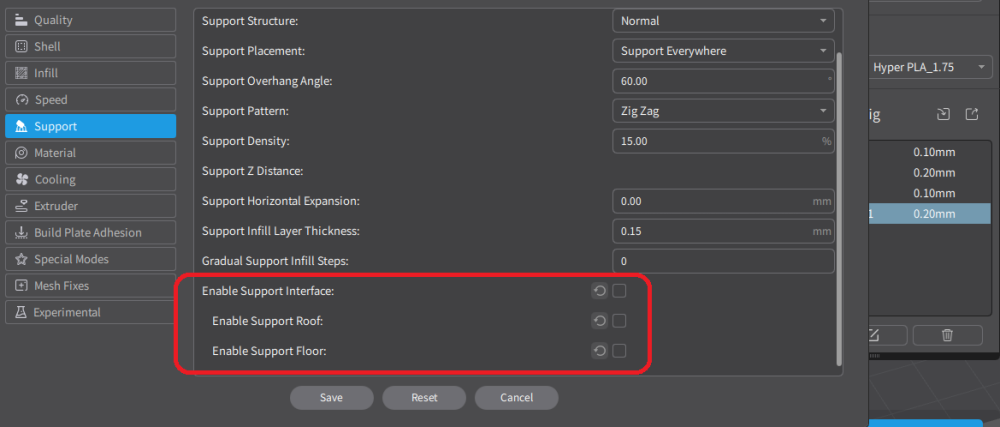
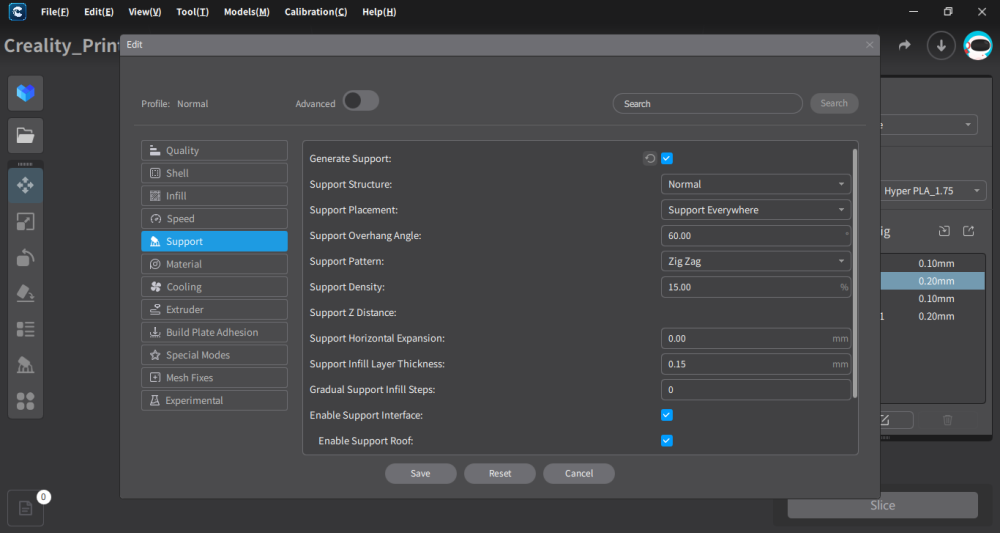
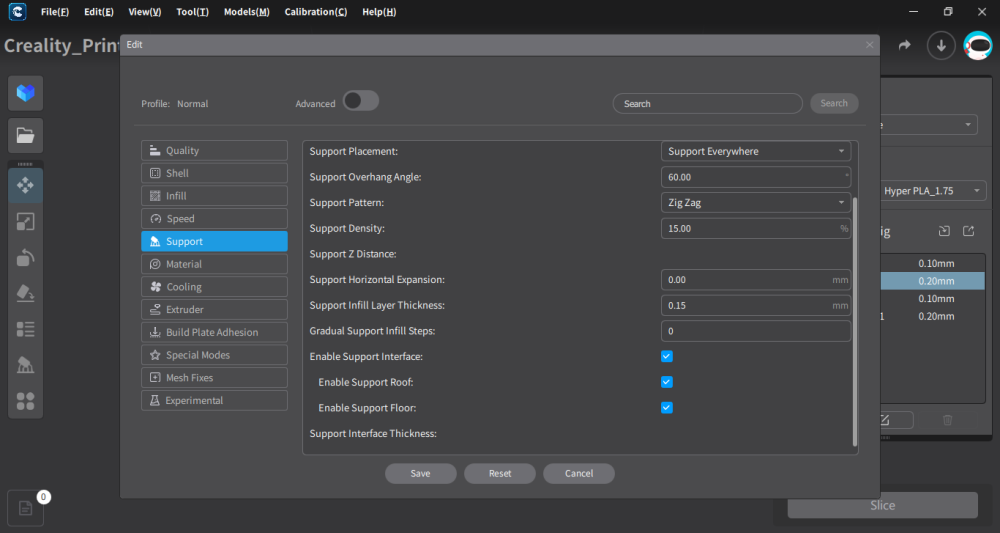
@pommeverte Merci pour la piste J'ai désactivé les options annexes liées aux supports. V'la le résultat.
-
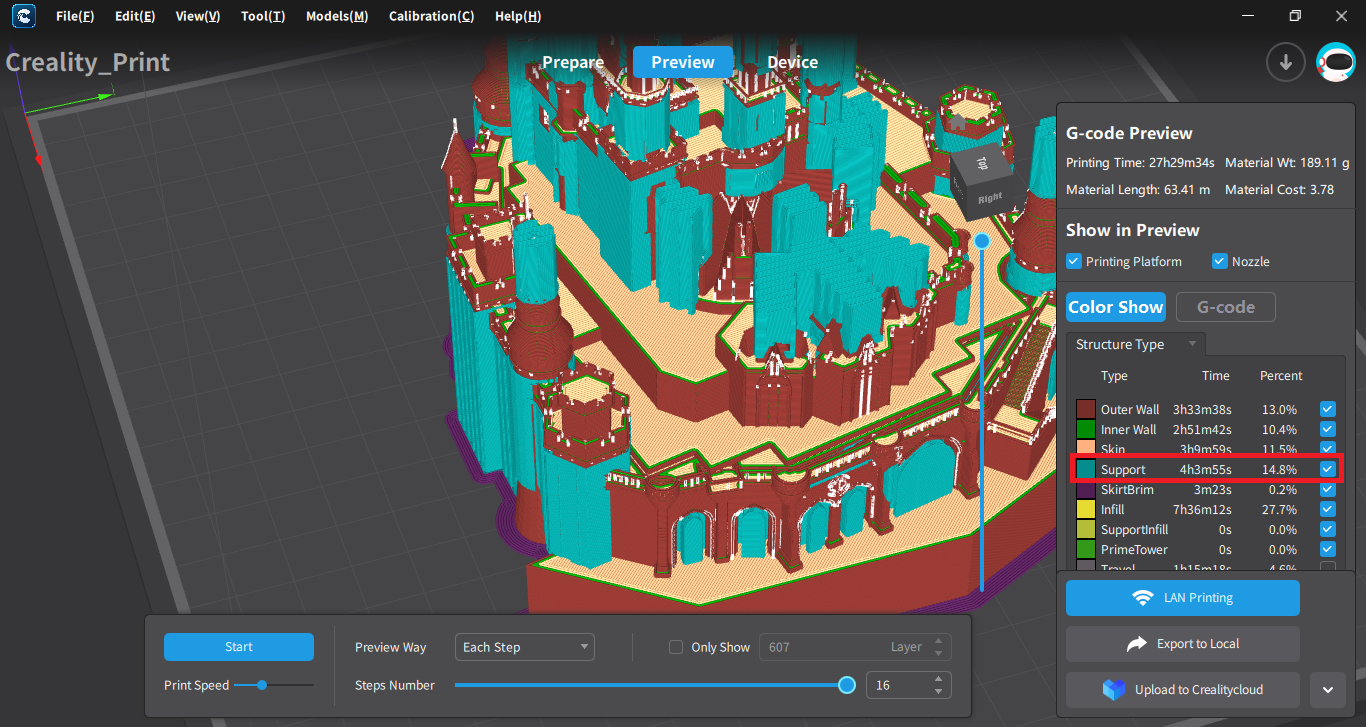
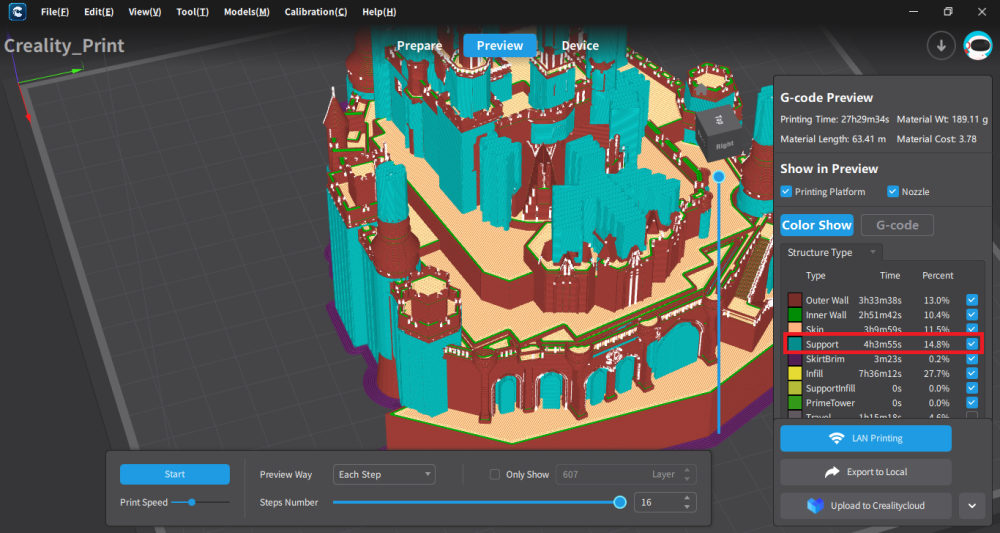
Merci @PPAC pour ta réponse. Je vais recontrôler la tension les courroies. Pour le débit, j'ai l'impression qu'il est trop élevè avec ce filament. Le rainbow me donne de meilleures impressions. Je vais tenter la version remix. Merci pour le lien https://www.thingiverse.com/thing:127748 Trancheur : Creality Print, dernière version. Je pense que le trancheur s'est lâché sur les supports. J'en ai de partout. Quasiment chaque mur est recouvert par un support. Le post traitement ...
-
Hello, Sujet updaté
-
Entre 10 et 30 euros le kg de filament, ça fait entre 1450 € et 4350 € l'impression. A qui va s'adresser ce type de machine ? Durée du levelling ? 3 jours ?
-
vends Vends Creality Ender 3 Pro extrusion + module laser
Yo' en réponse au topic de ambrapater dans Ventes
Bonjour @ambrapater, Il manque quelques informations dans ton annonce. Livraison possible ? Si oui, à quel prix ? Remise en mains propres possible ? si oui, dans quelle ville ? -
Hello, Sujet updaté. Les menus La clé USB
-
Hello, Vu comment évolue ce sujet, il est clos.
-
Hello, Aucune idée pour le paramétrage dans Cura (avec qui je n'ai pas de grandes affinités). Je pense me contenter du slicer livré avec la machine. Sujet updaté.
-
Hello, Oui, de ce que j'ai pu en voir, cette machine va donner un coup de vieux aux machines actuelles. sujet updaté.
-
Hello, Sujet updaté.
-
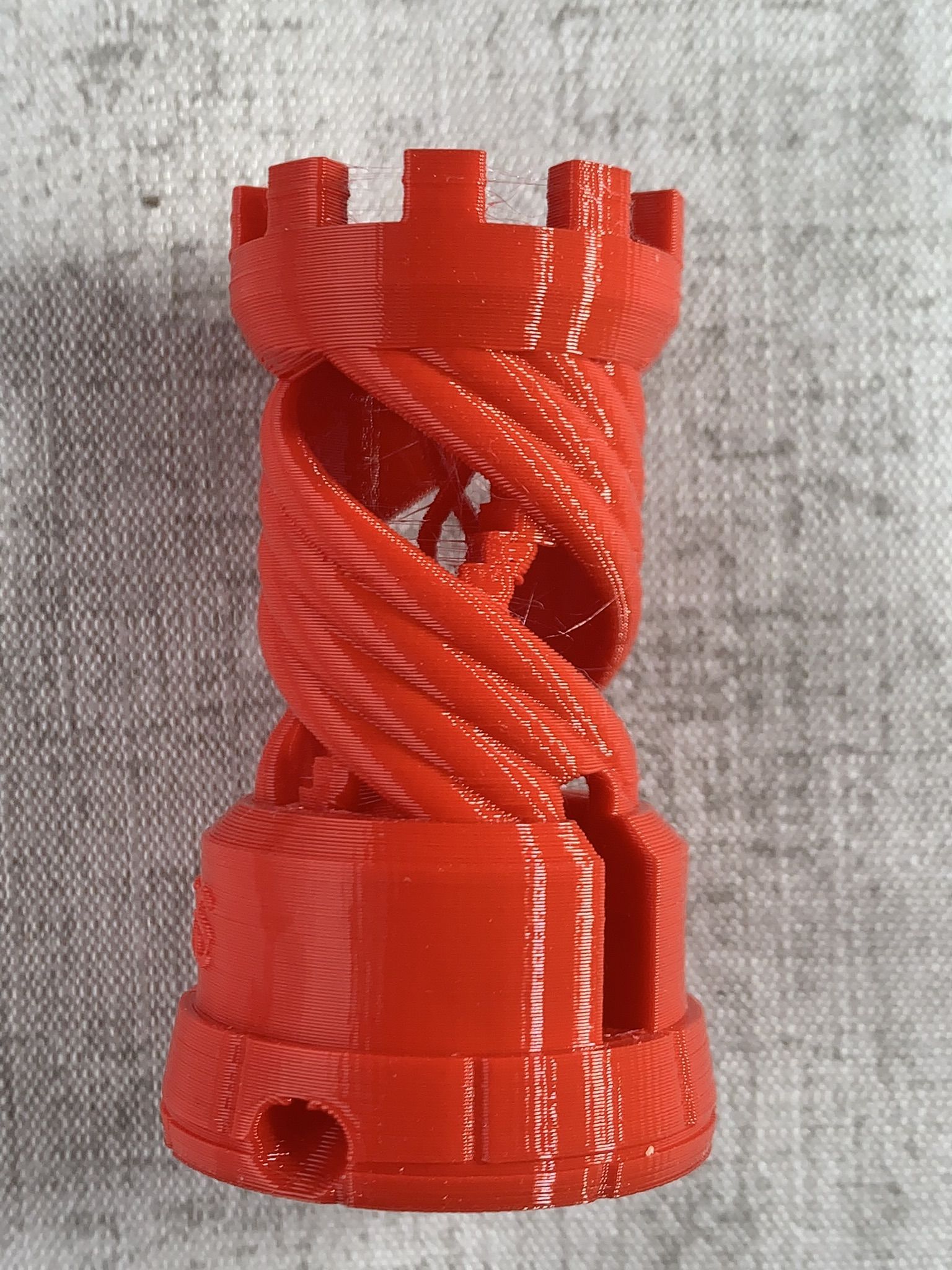
Des réussites La première des réussites est que le cube tournant s'est imprimé. J'ai utilisé le stl offrant une tolérance plus importante, déniché par @PPAC. Ce coup ci, je l'ai imprimé à sa taille d'origine, en 0.2 mm avec une vitesse ISO de 25mm.s-1. Vu du dessus La vue du dessous Les plus gros défauts, dus au surplomb. J'ai imprimé quelques tours, à différentes vitesses et différentes hauteurs de couche, avec 2 filaments différents, sans avoir adapté le profil aux filaments. Premier filament, Creality rainbow. La tour de droite a été imprimée avec du filament rouge de chez Ariane Plast. Cette tour n'est autre que le test de torture de la ELEGOO MARS, disponible ici. Chaque tour est imprimée avec une hauteur de 6 cm. Impression en 300 MM.s-1, 0.1 mm : env. 2H d'impression. Impression en 300 MM.s-1, 0.2 mm : env. 1H d'impression. Impression en 25 MM.s-1, 0.1 mm : env. 4H20 d'impression. Impression en 25 MM.s-1, 0.2 mm : env. 2H d'impression. J'ai également imprimé cette tour avec une MARS 2. La meilleure impression FDM est celle en 0.2 à 300mm.s-1. C'est elle qui offre le moins de défaut. Voici l'autre coté. J'ai relancé le Gcode en 0.2 / 30 avec le filament rouge, malheureusement imprimé trop chaud. Les autres belles réussites seront visibles dans l'article.


















-
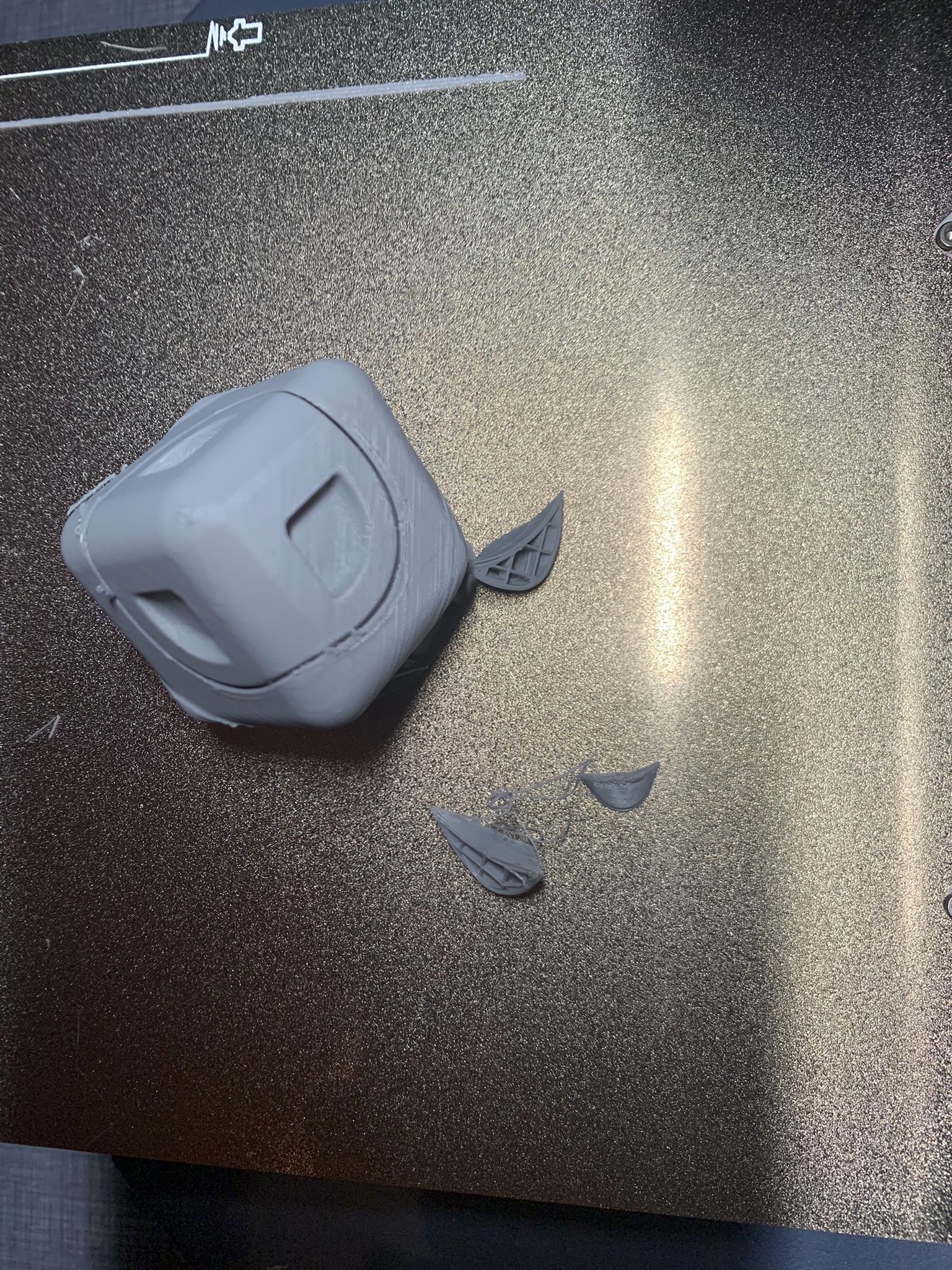
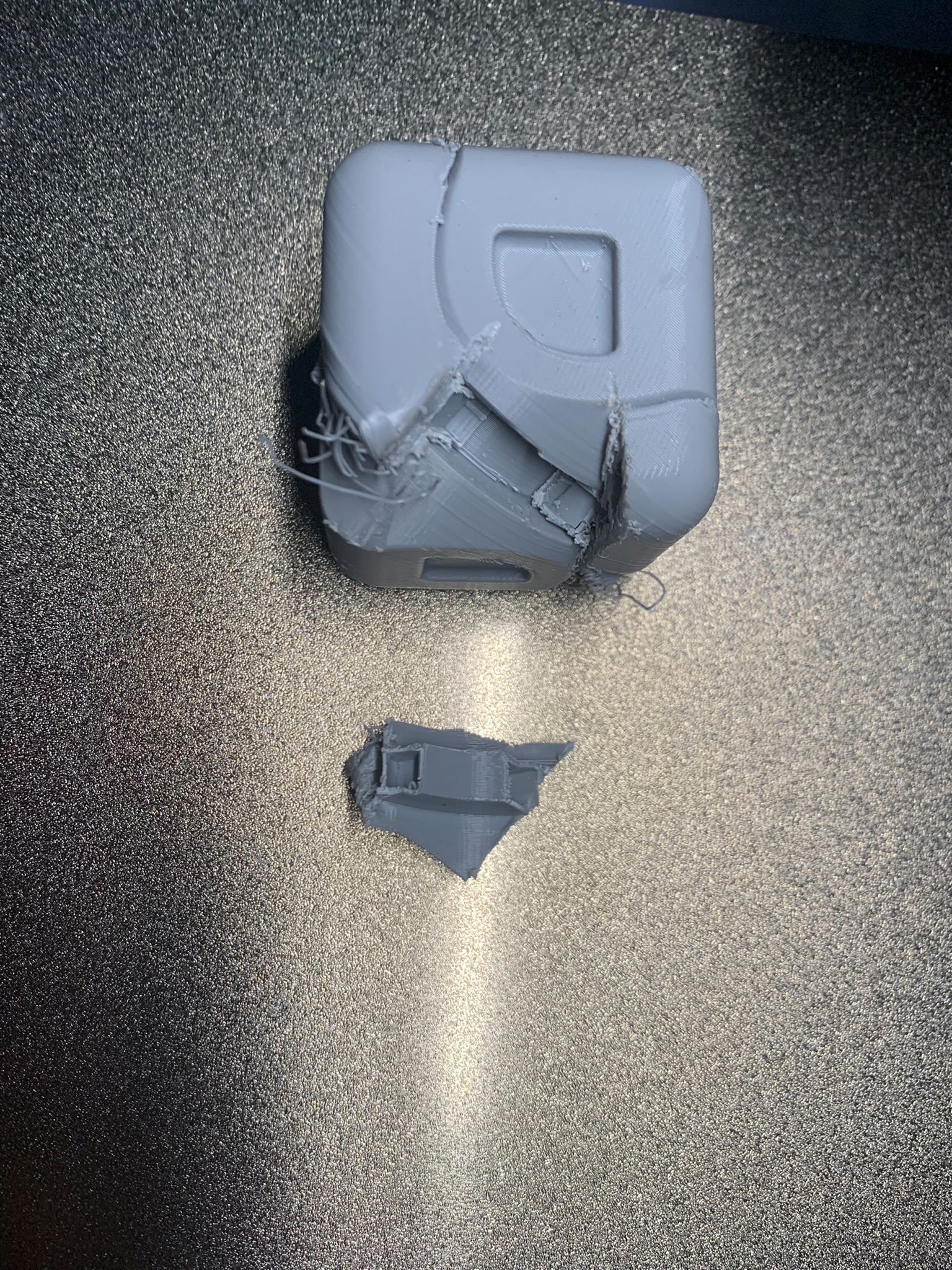
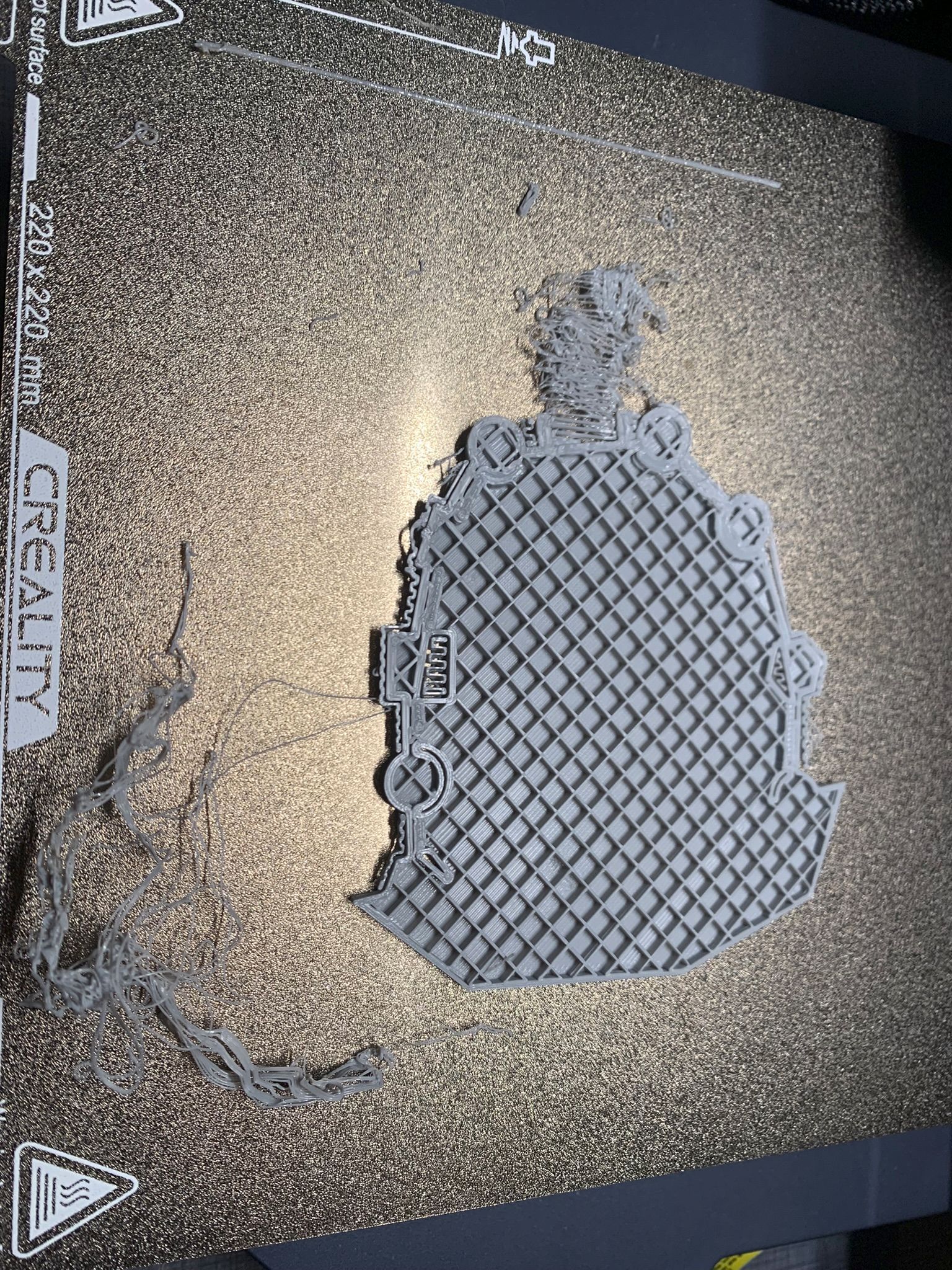
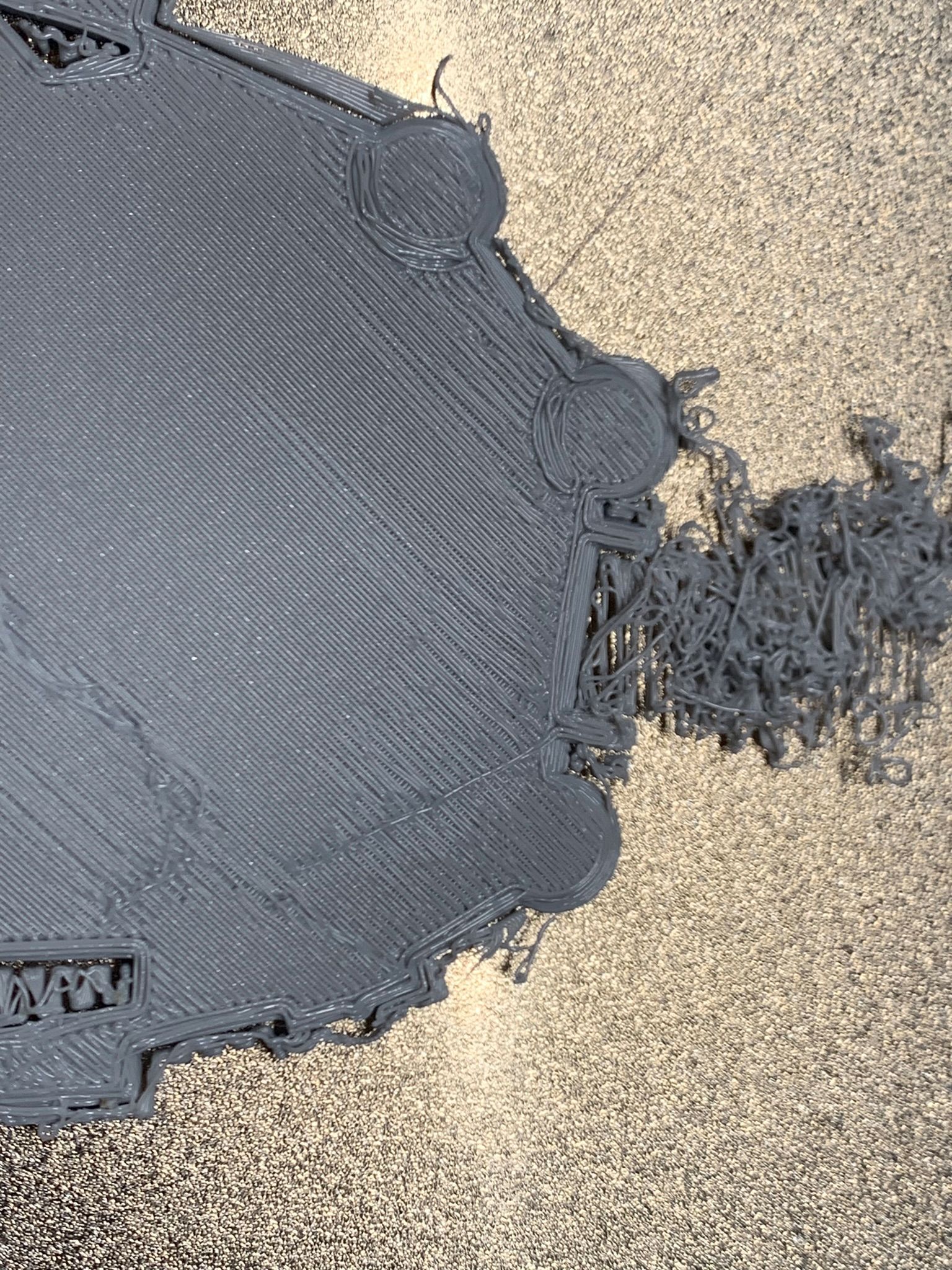
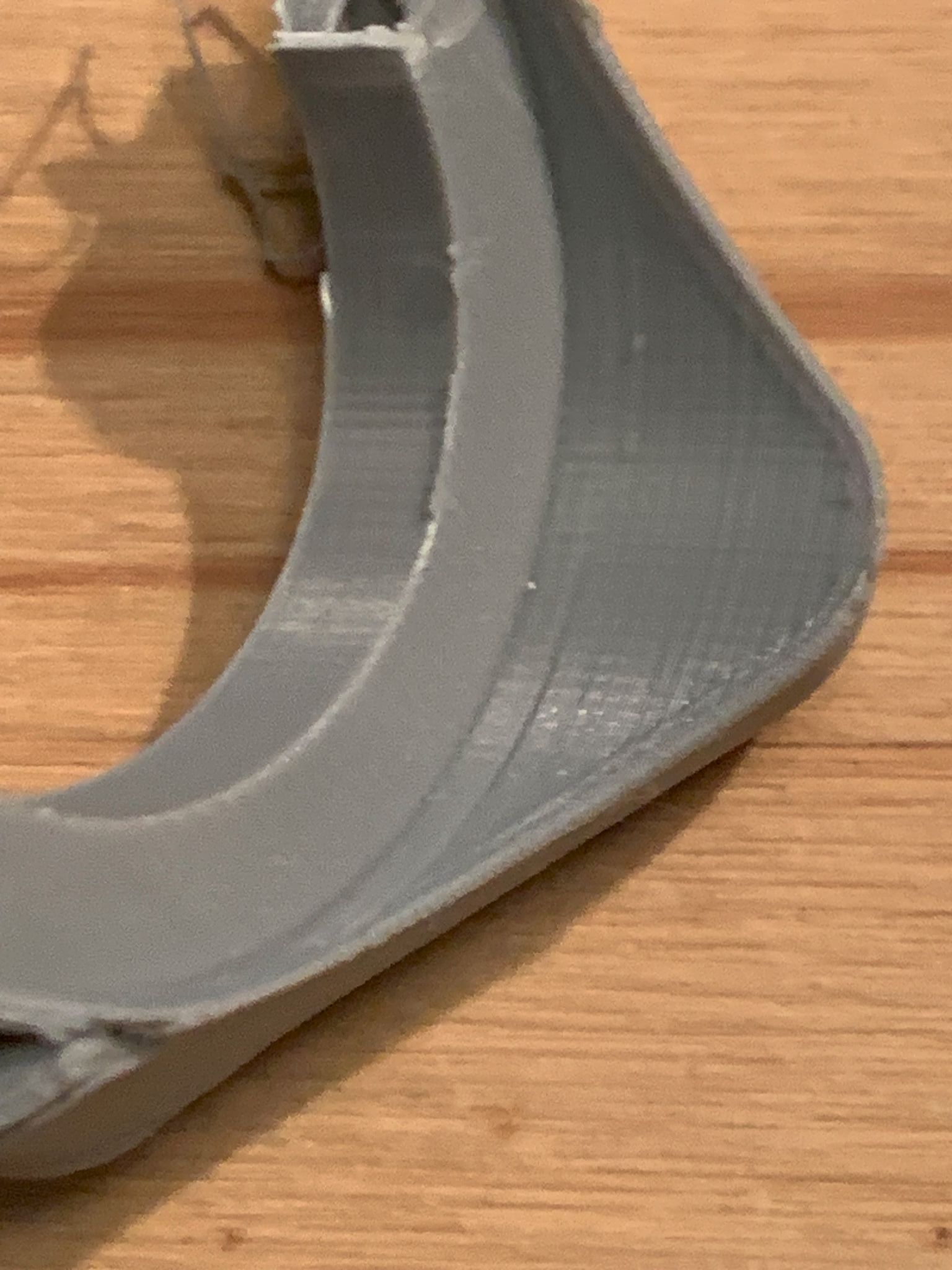
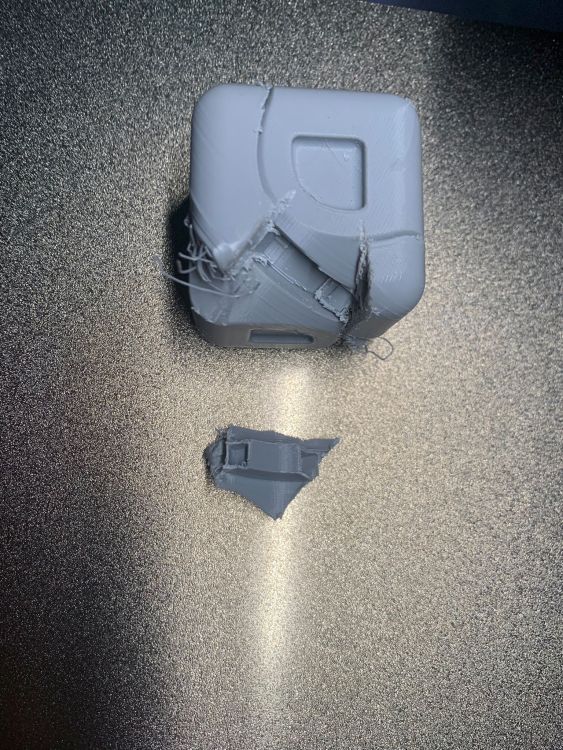
Des échecs et un tranchage étonnant. Suite de mes aventures avec le cube en deux pièces qui s'imprime en une seule fois. Afin d’augmenter le jeu entre les deux pièces, je l'ai imprimé à 150%. Je me suis également fait deux profil avec une vitesse ISO de 25mm.s-1 en 0.1mm et 0.2 mm. L'impression en 0.1 mm à 25mm.s-1. La finition laisse à désirer. Vu ce que cette imprimante a été capable de me sortir (visible dans l'article à venir), je suis étonné de ce résultat. Cependant, les deux parties du cubes ne se désolidarisent toujours pas. Impression en 0.2 à 25mm.s-1. J'ai profité de cet échec pour ausculter cette impression. Le jeu est présent mais il y a un truc qui bloque. De ce coté, c'est propre. Là, ça l'est moins. Idem pour l'autre pièce. J'ai beau retourner le cube dans tous les sens, je ne vois pas dans quelle position l'imprimer car j'ai toujours au moins une partie qui repose sur l'autre. Une idée de l'orientation à adopter ? En attendant de trouver un solution, je suis parti sur une autre impression qui a tourné court. Mauvaise adhérence. Du coup, j'ai nettoyé le plateau ... pour la première fois. Le résultat est bien mieux, niveau adhérence. Ce n'est pas le cas pour tout. Quelle idée d'avoir mis des support sur les points hauts ? Y a-t-il une raison technique à ça ? Vu le nombre d'impressions réalisées, je n'ai a déplorer que ces quelques cas.













-
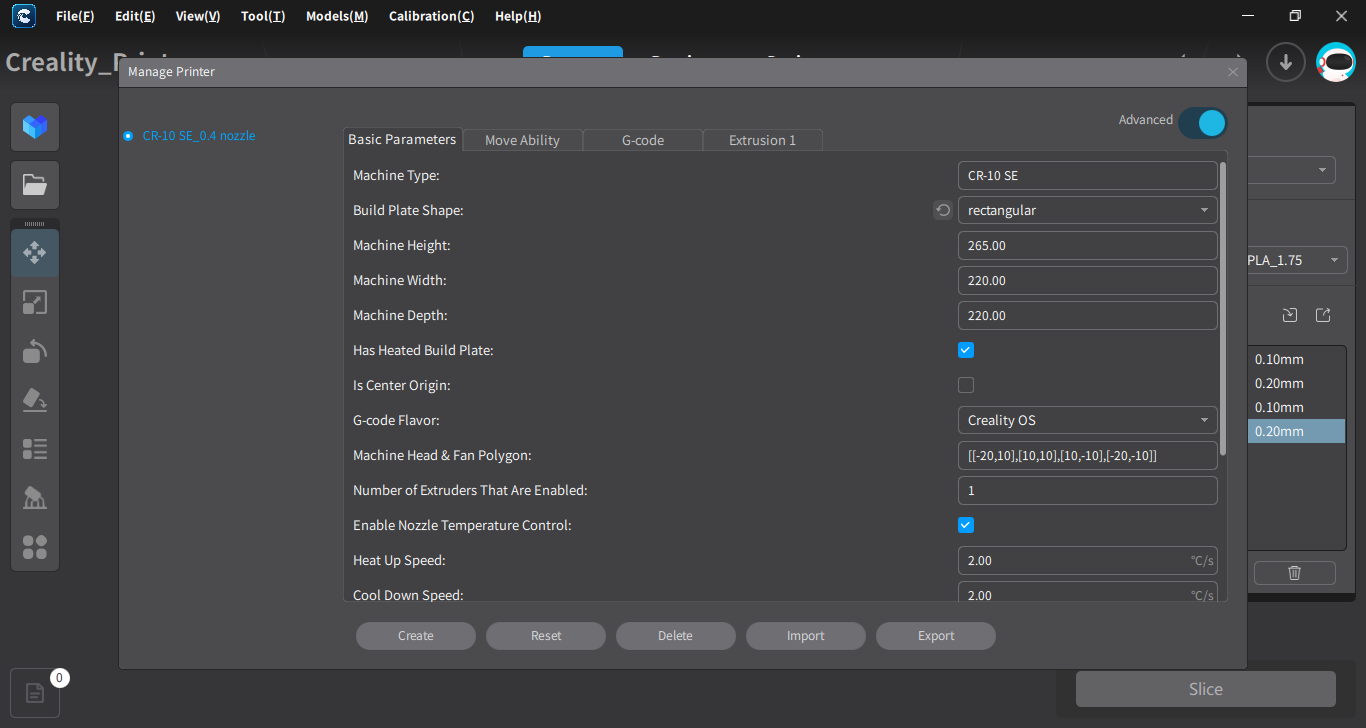
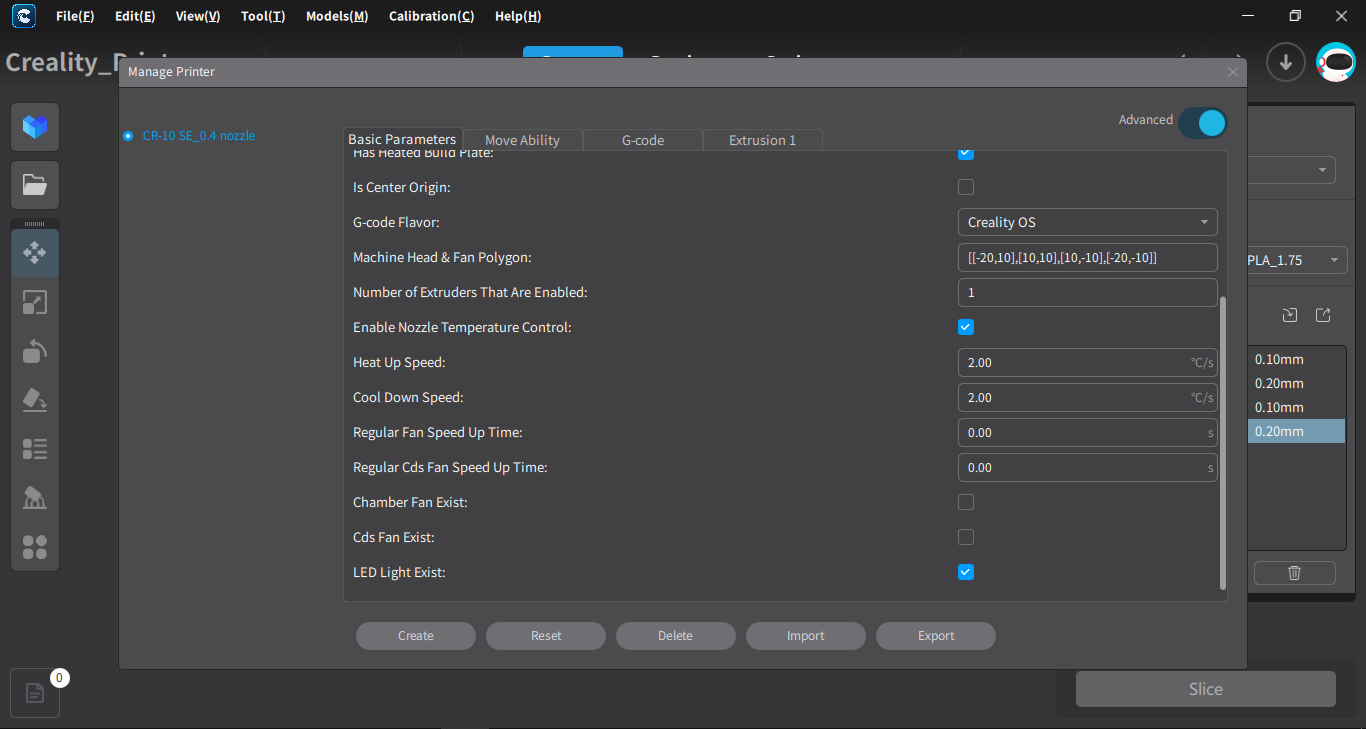
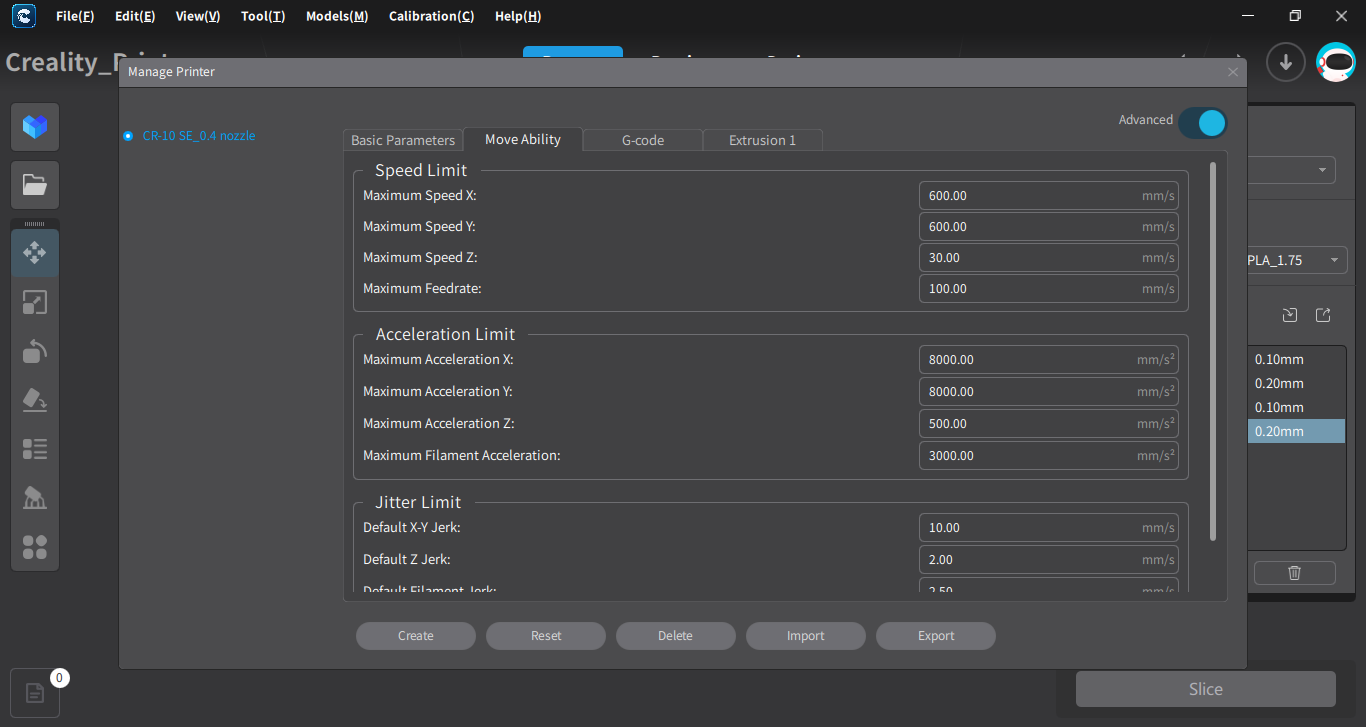
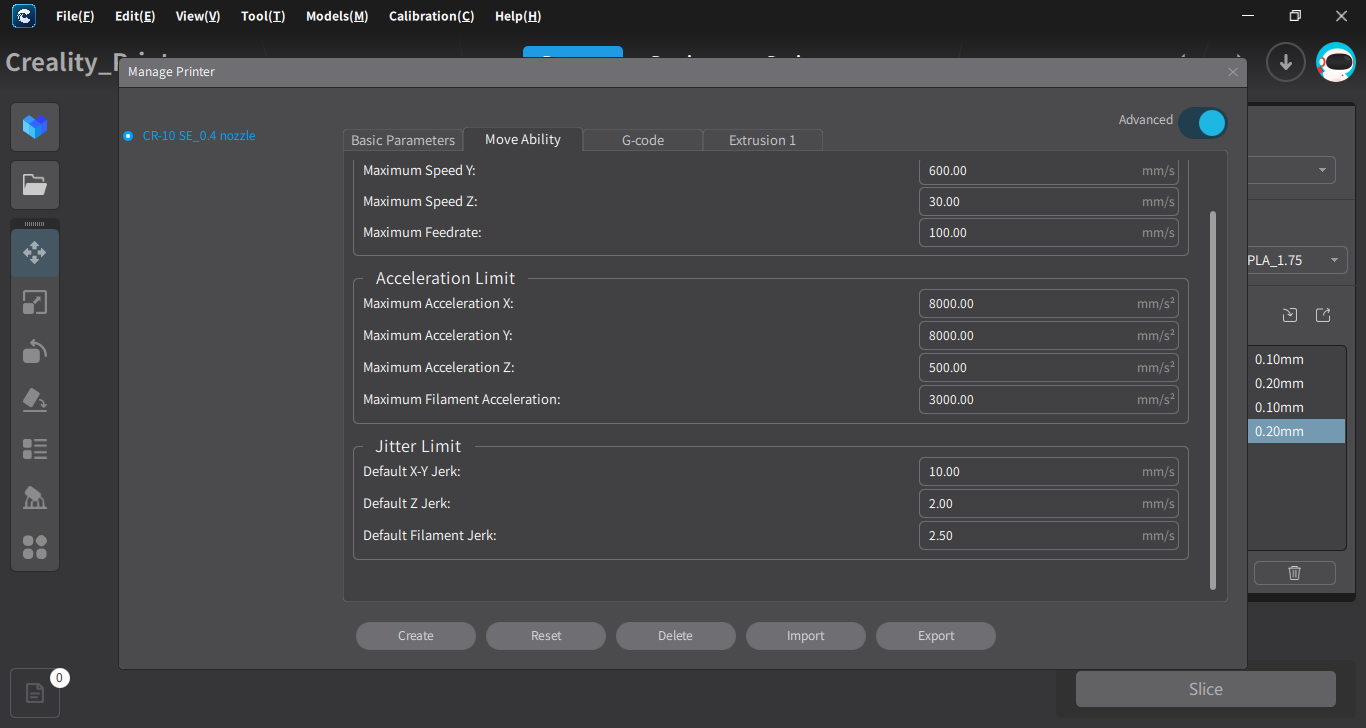
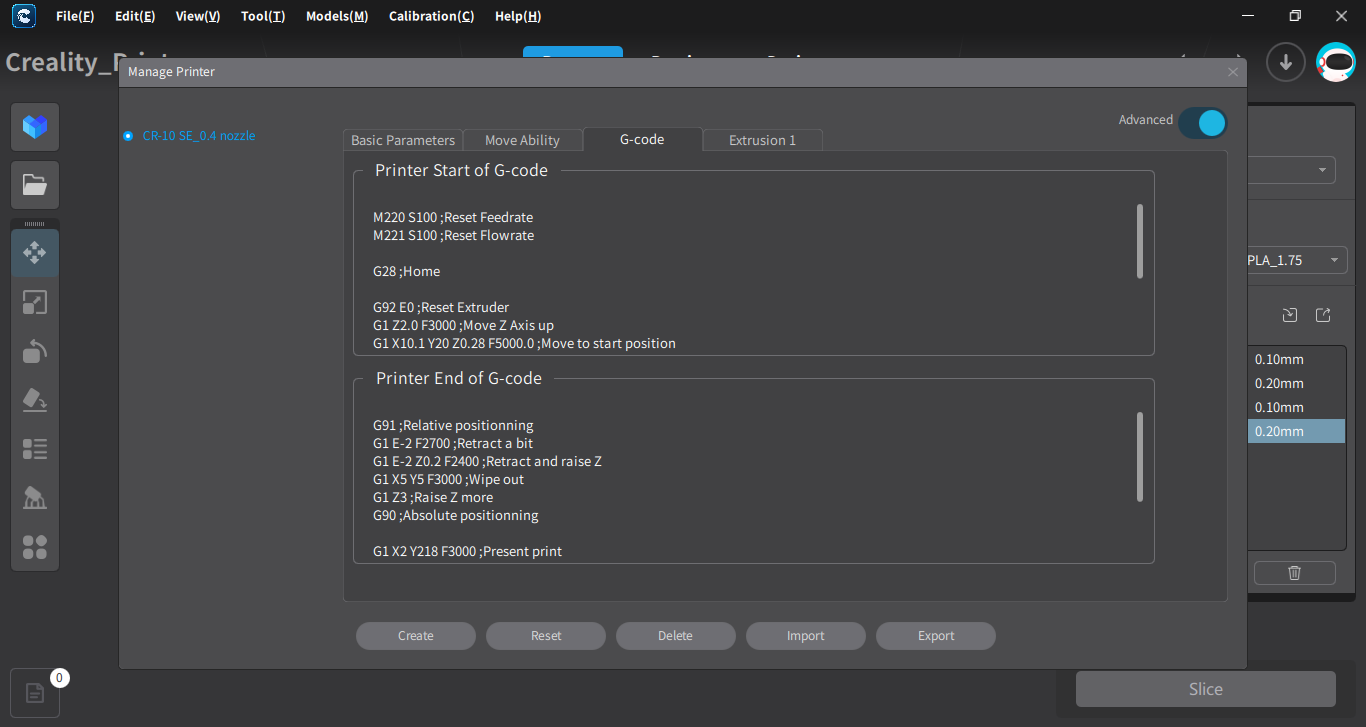
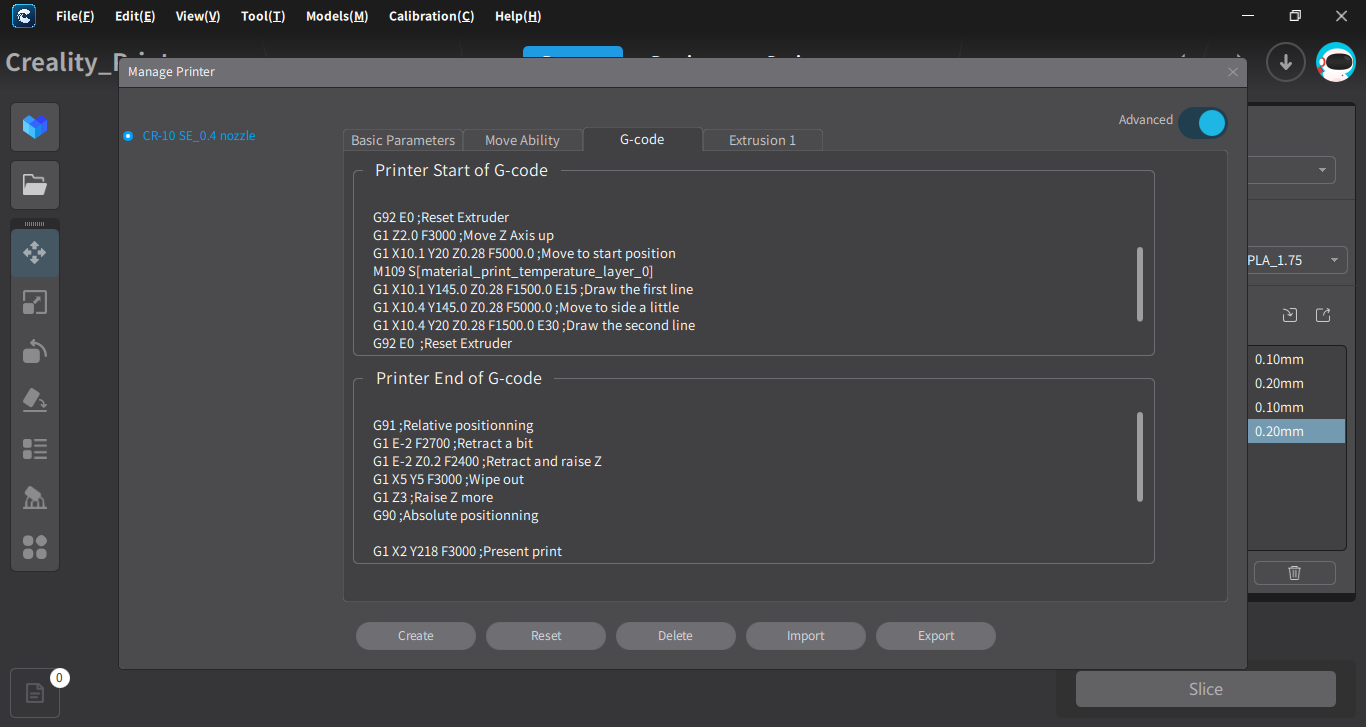
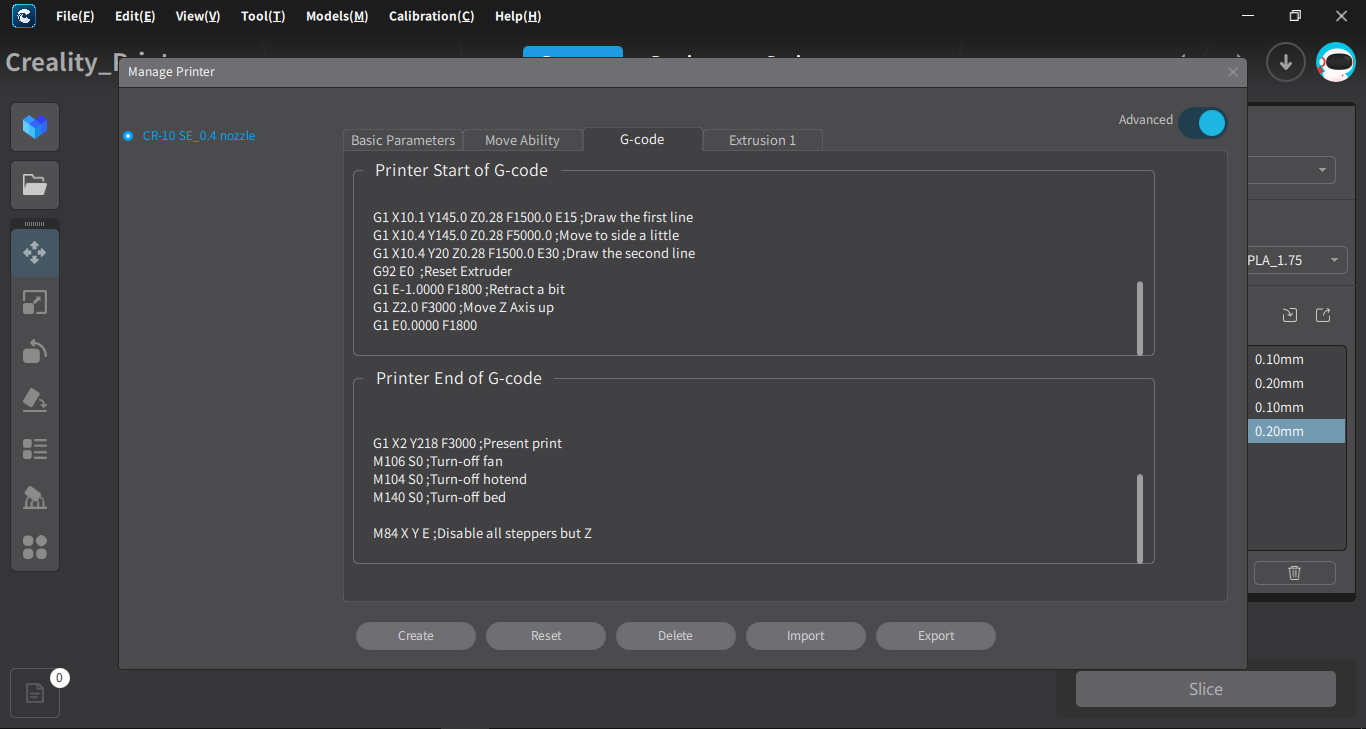
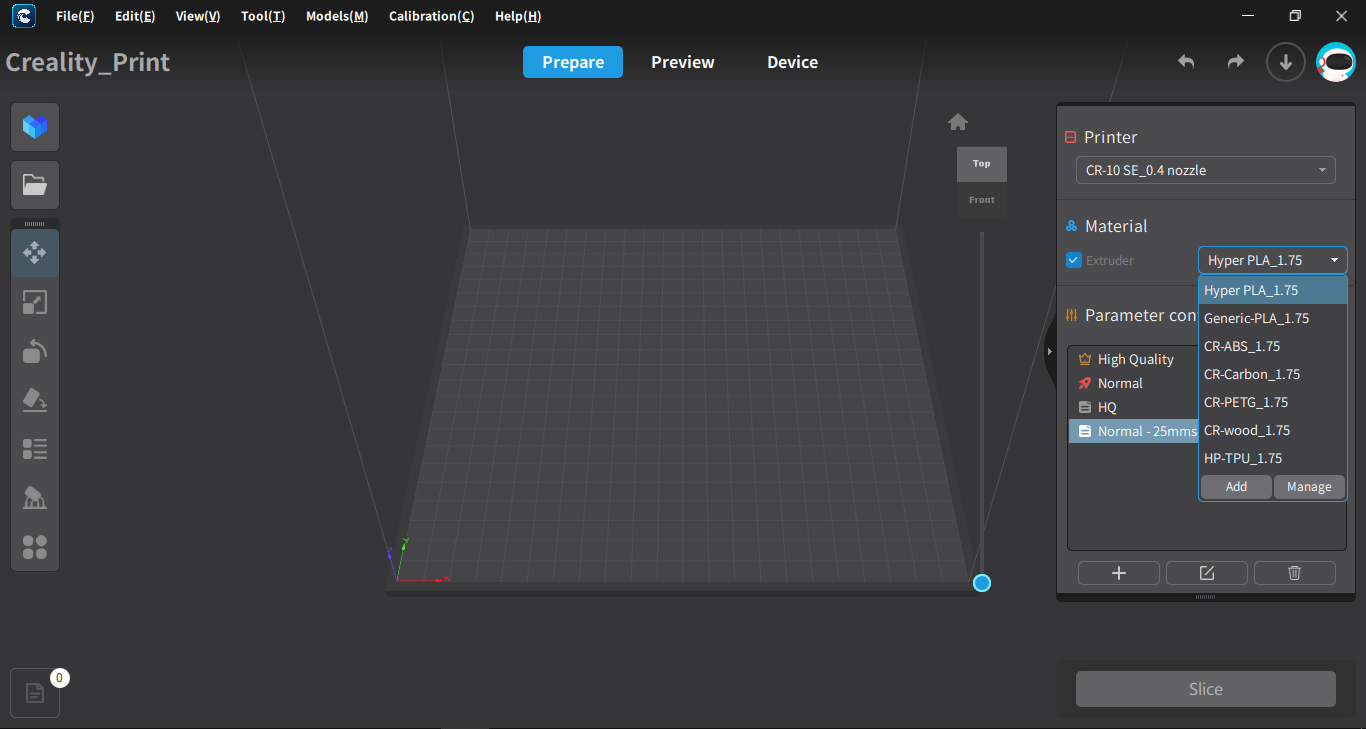
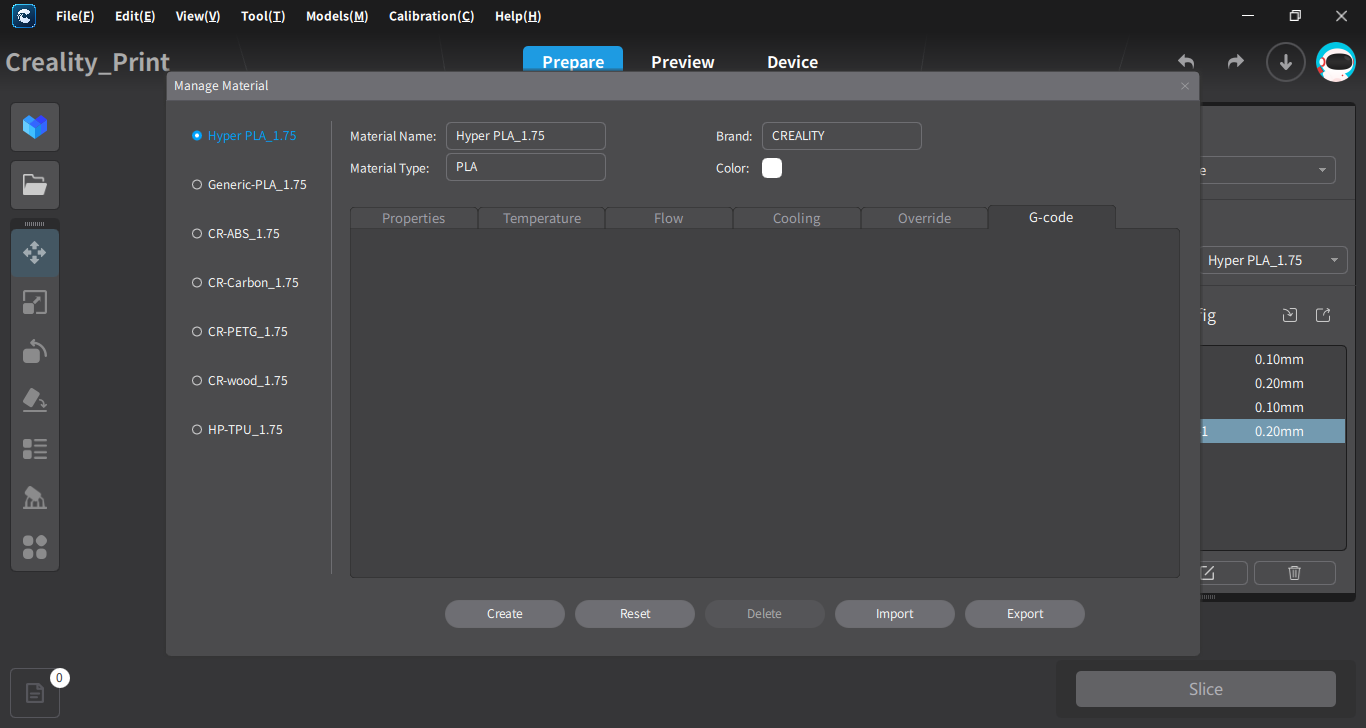
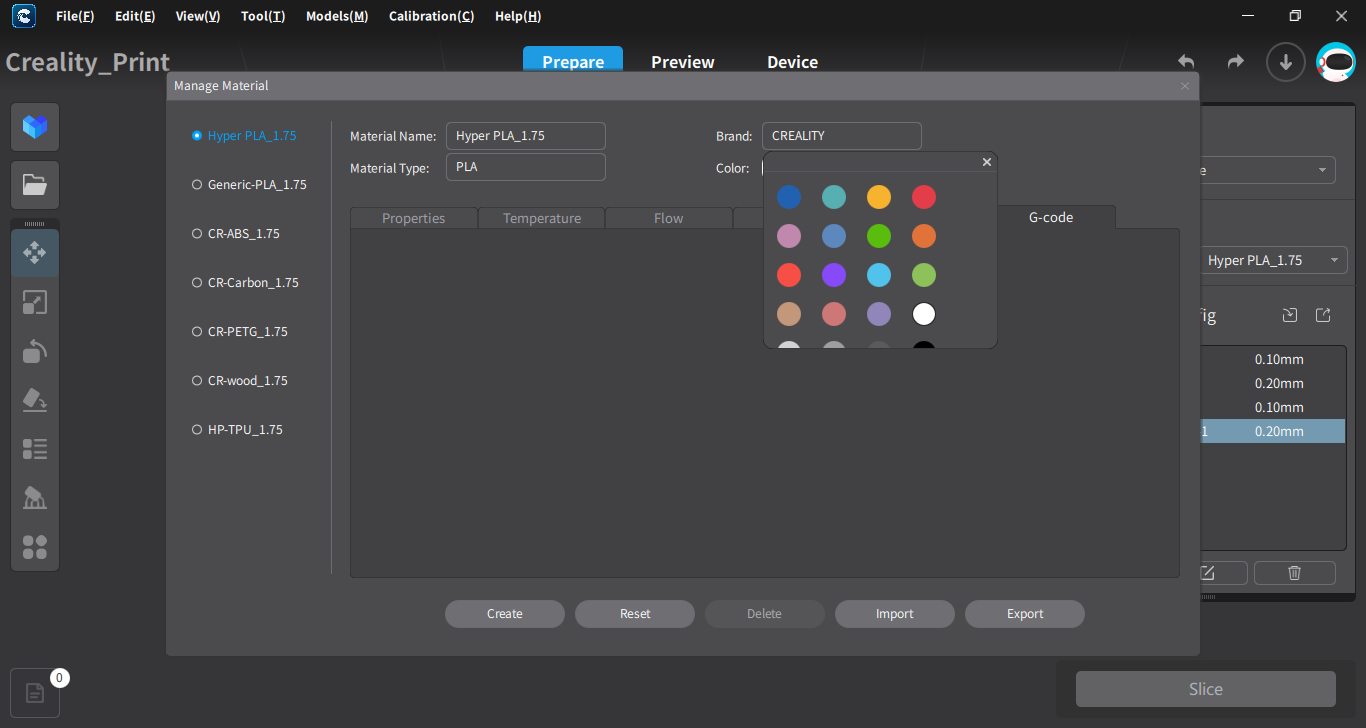
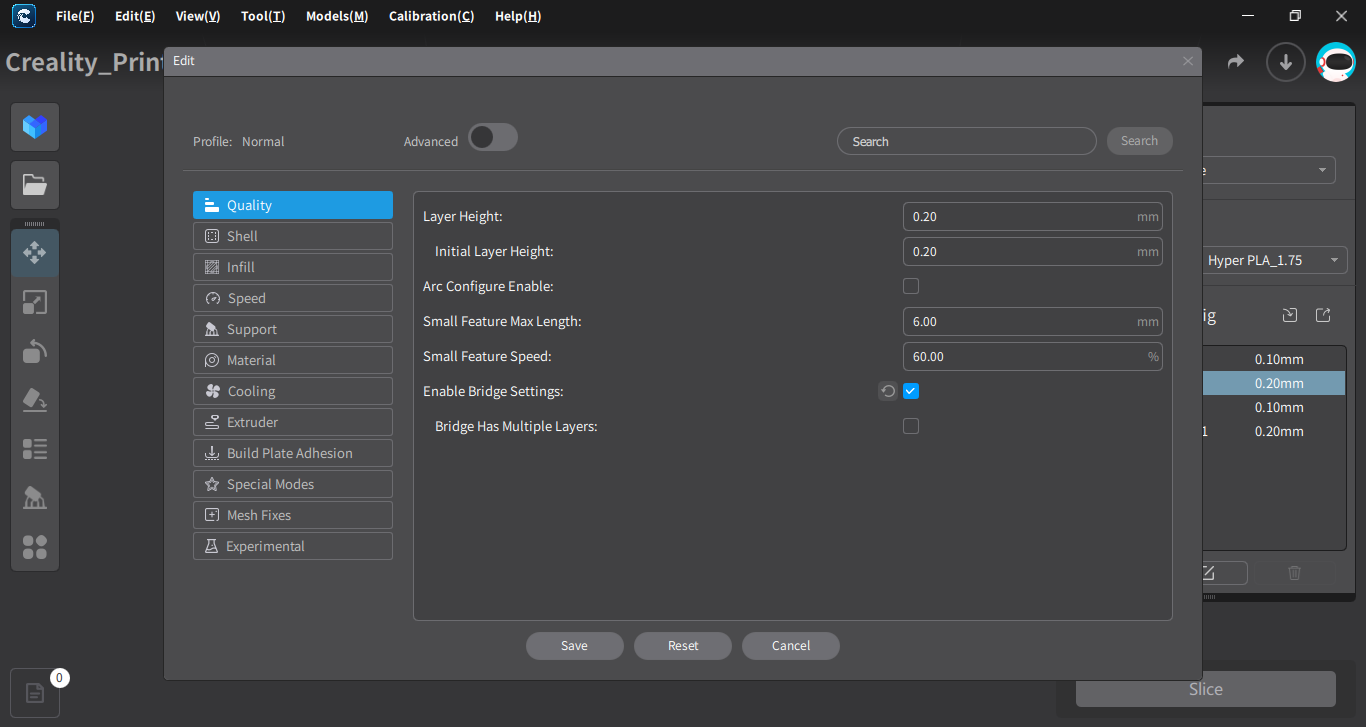
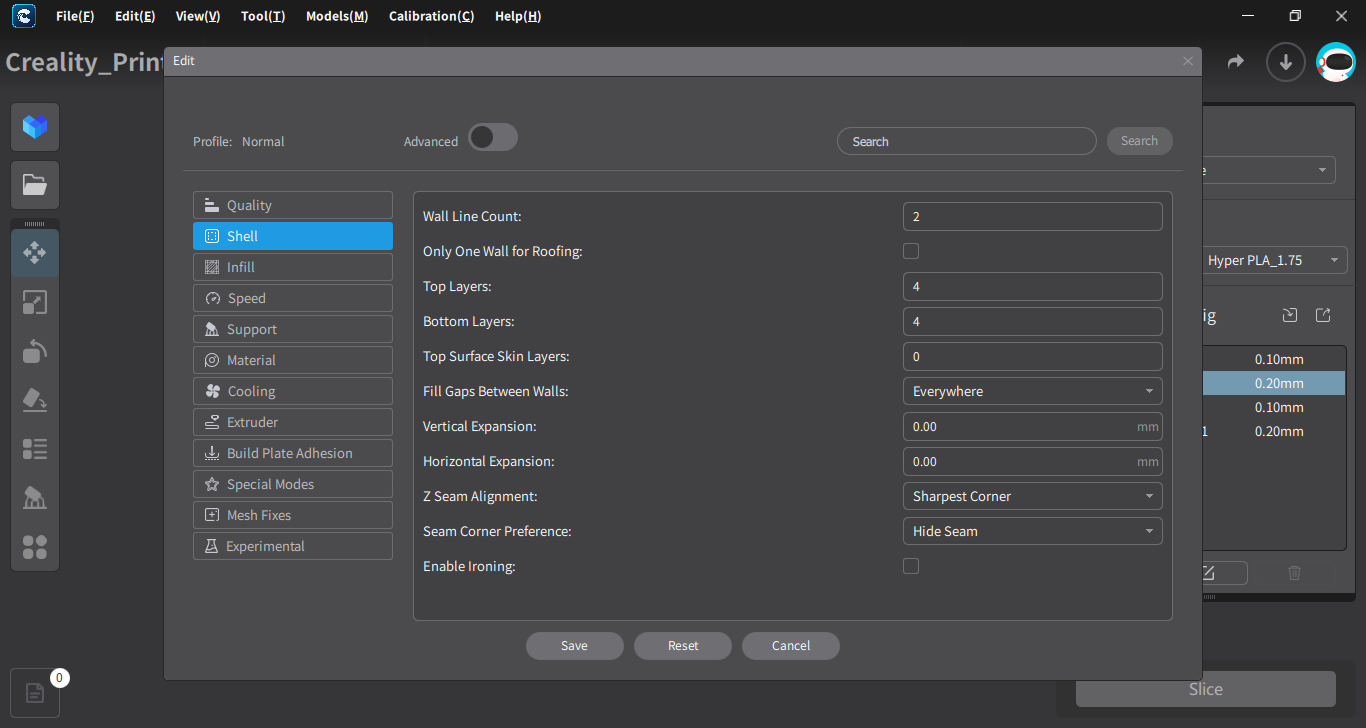
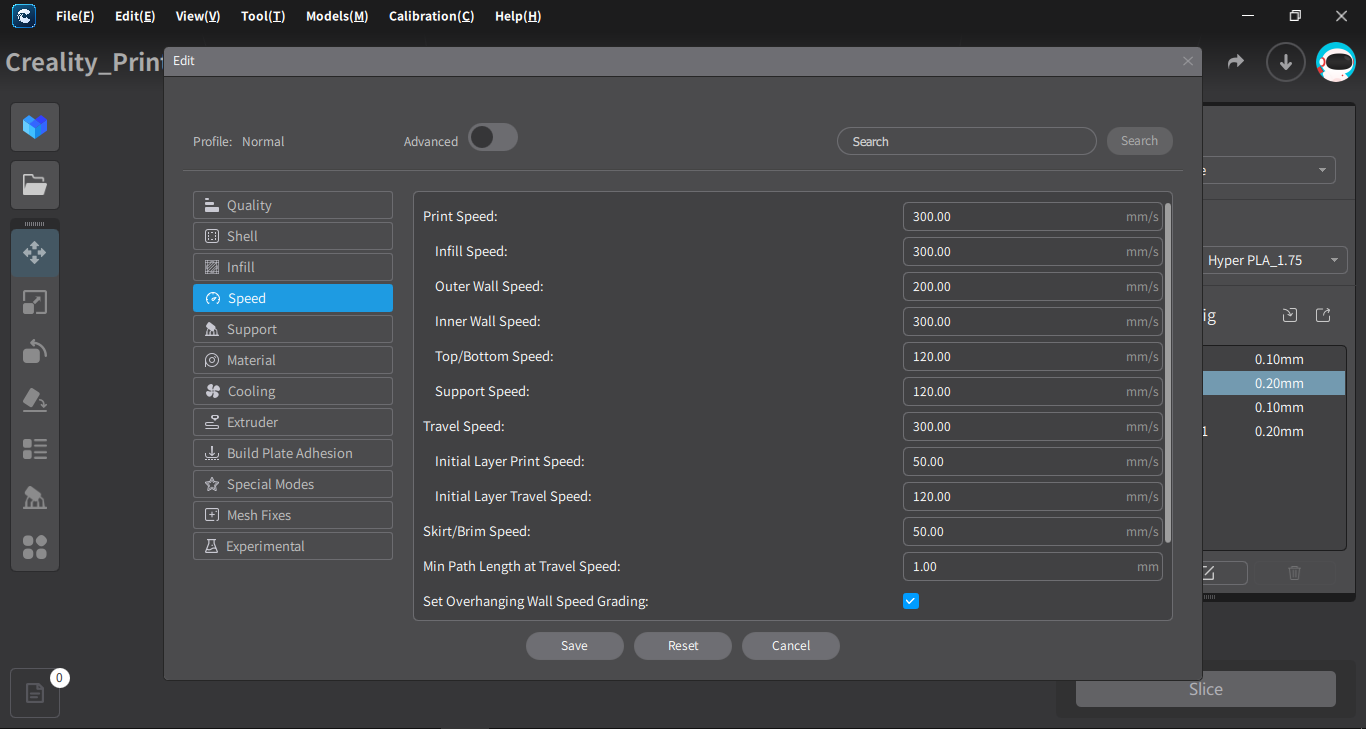
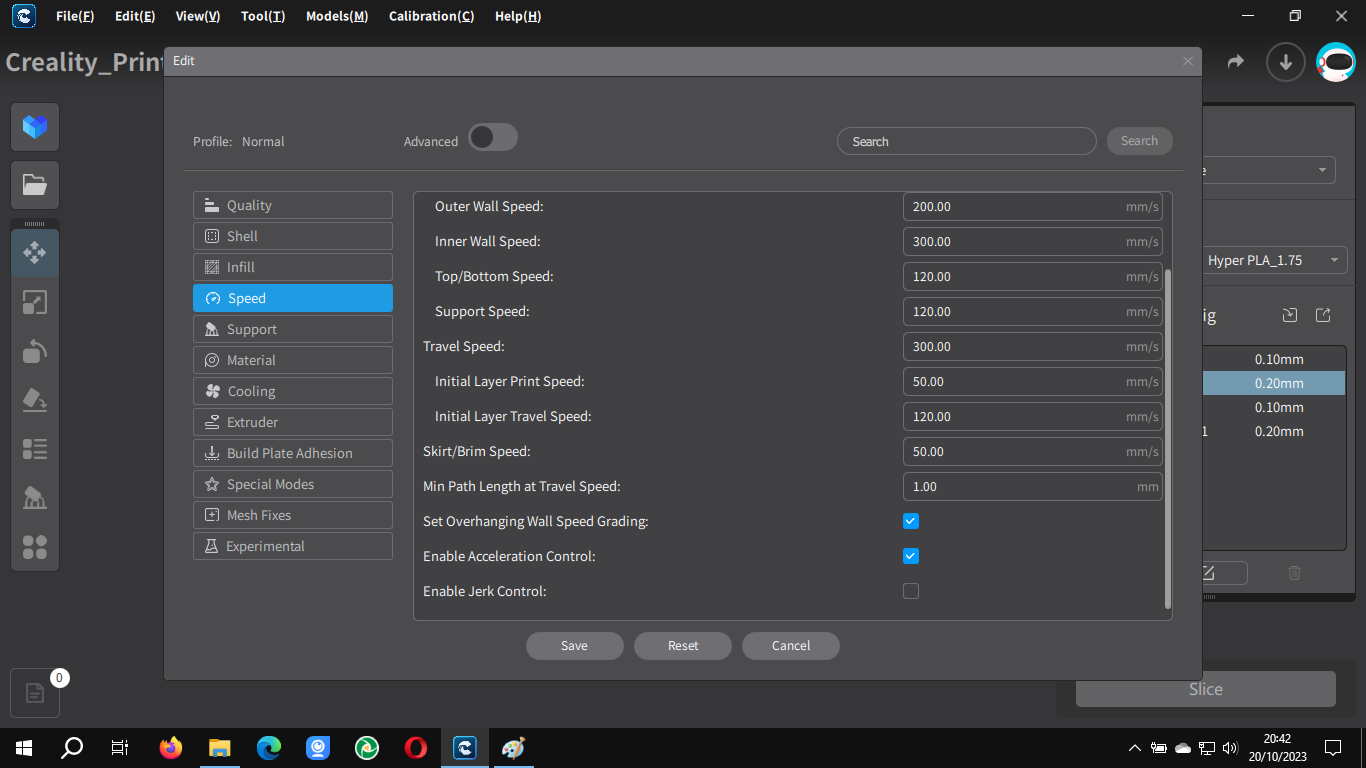
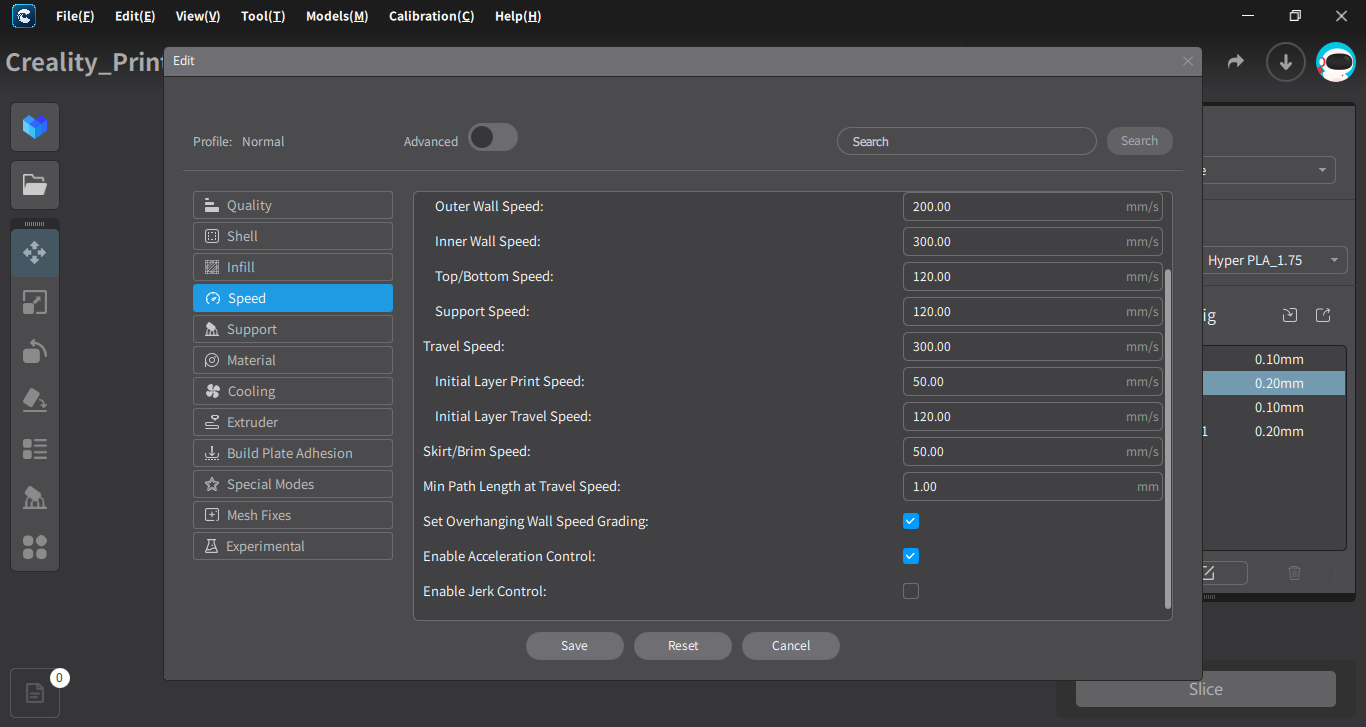
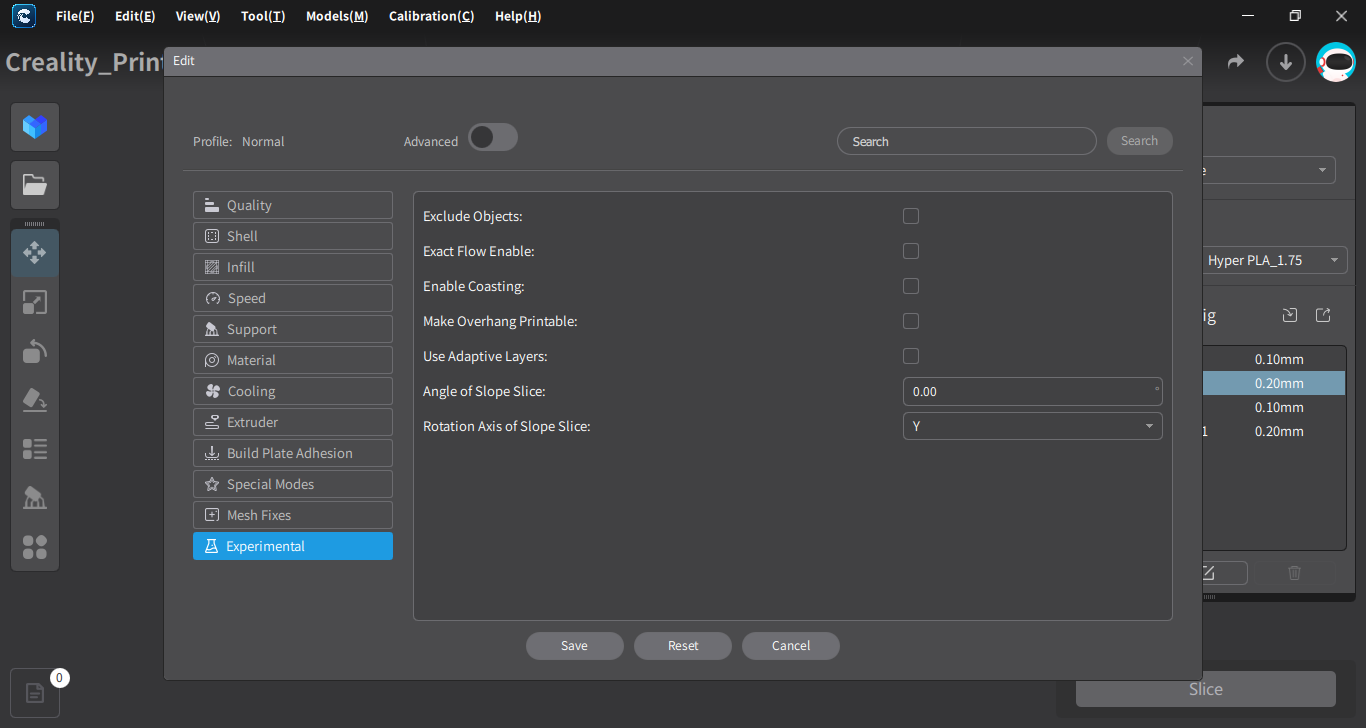
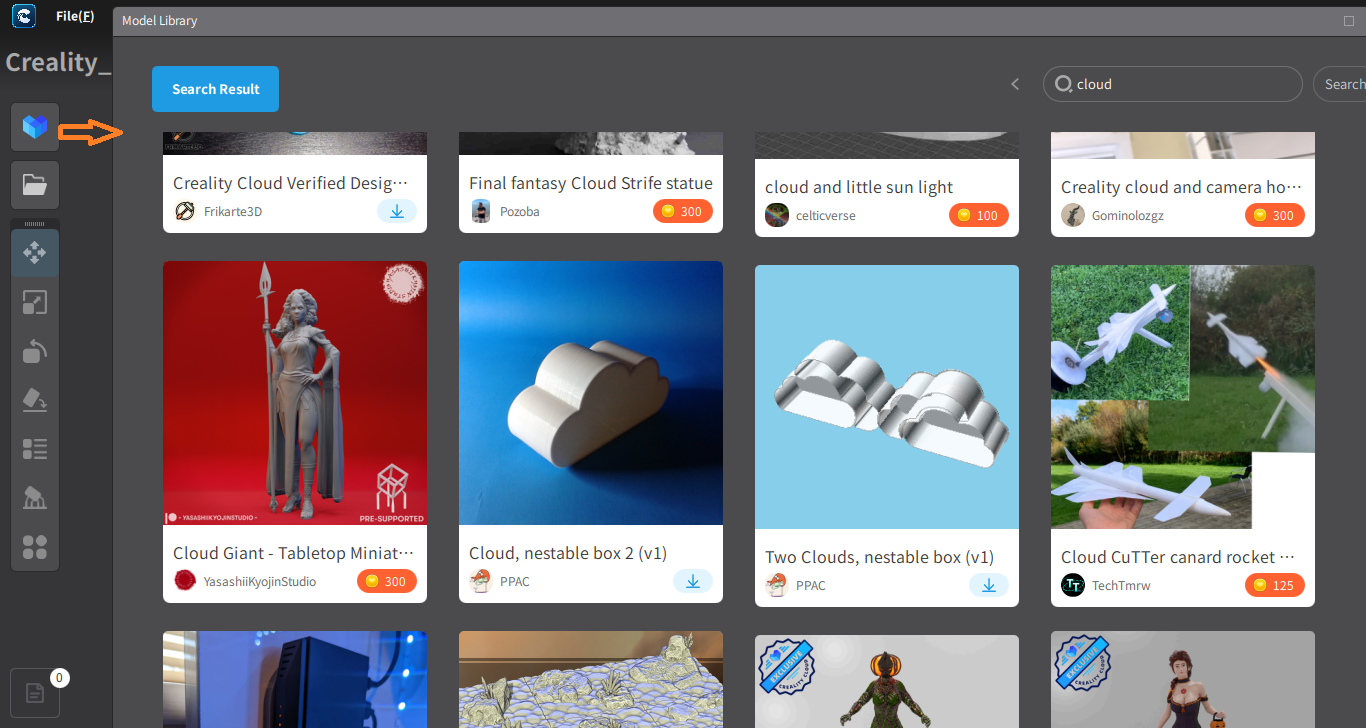
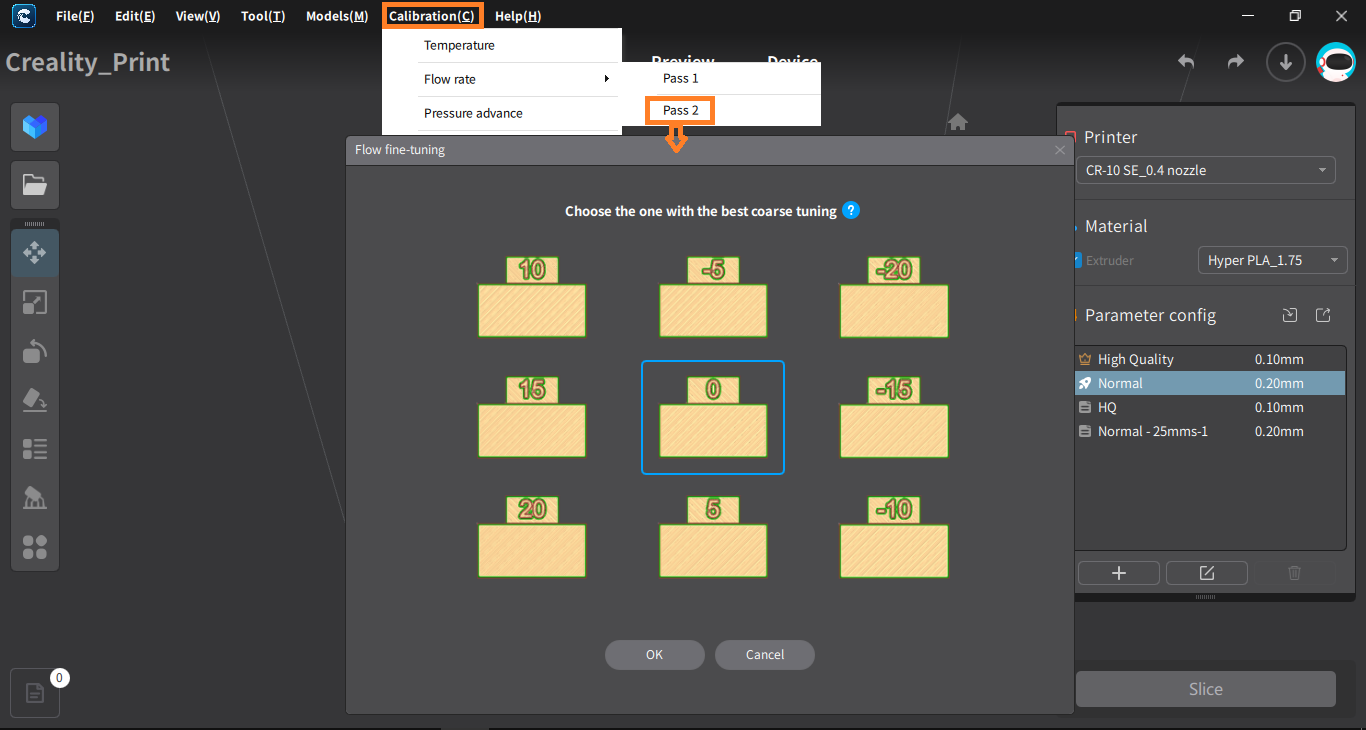
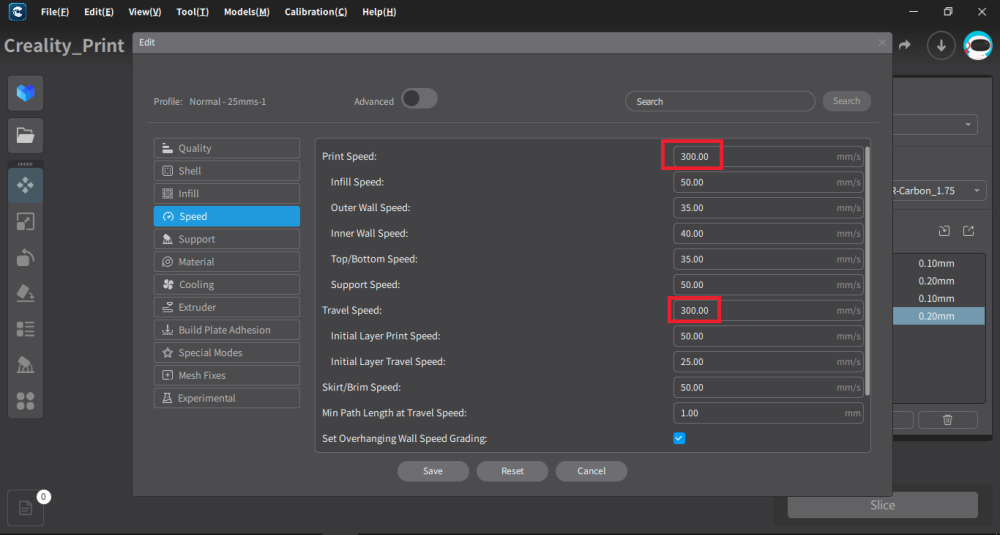
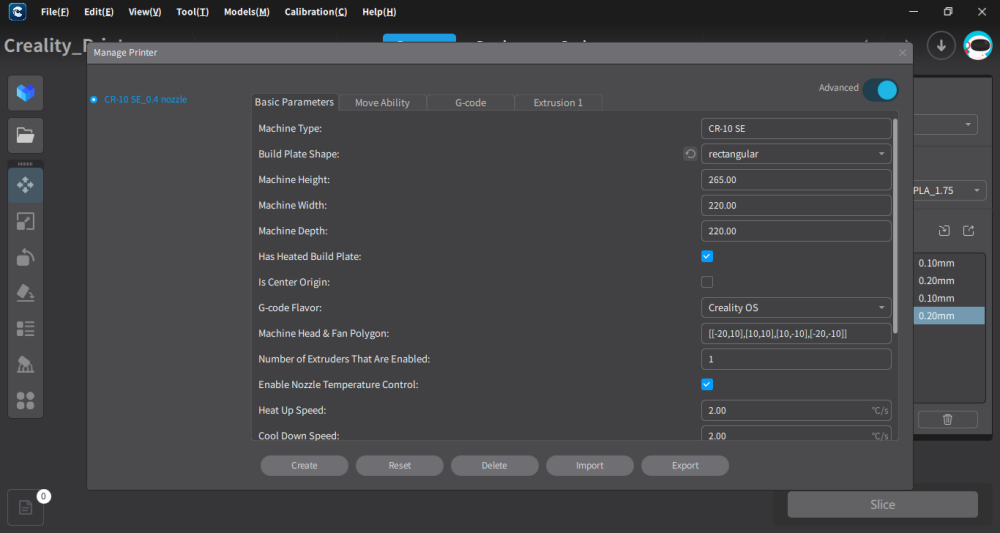
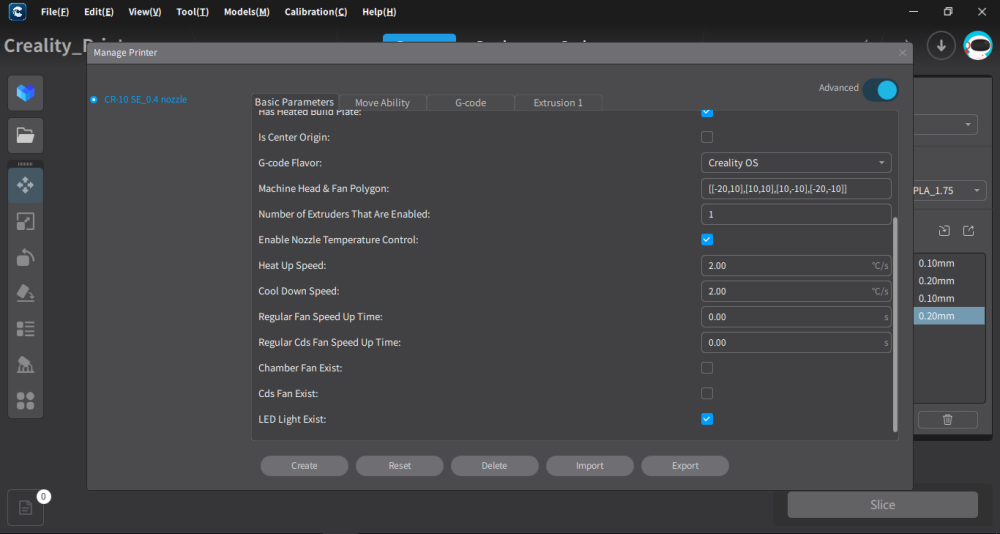
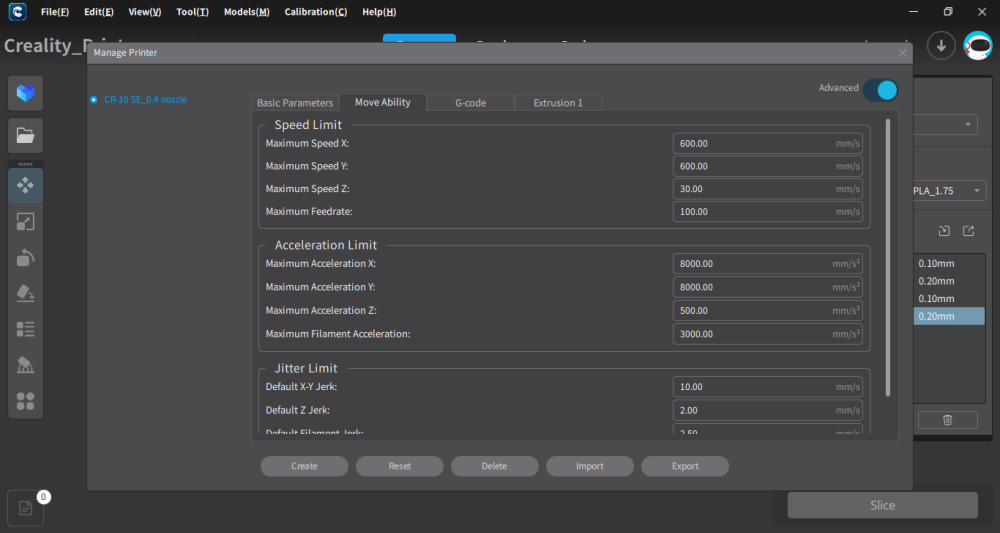
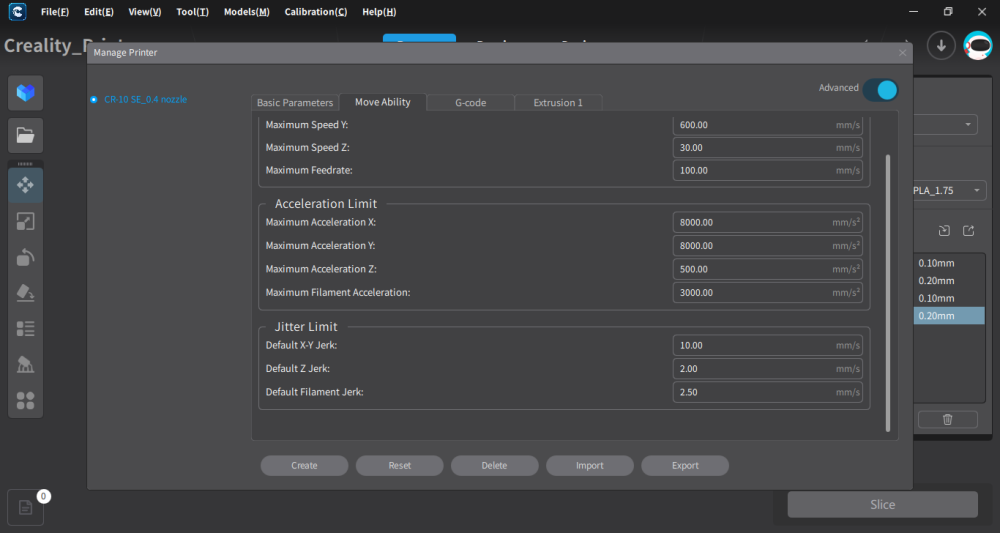
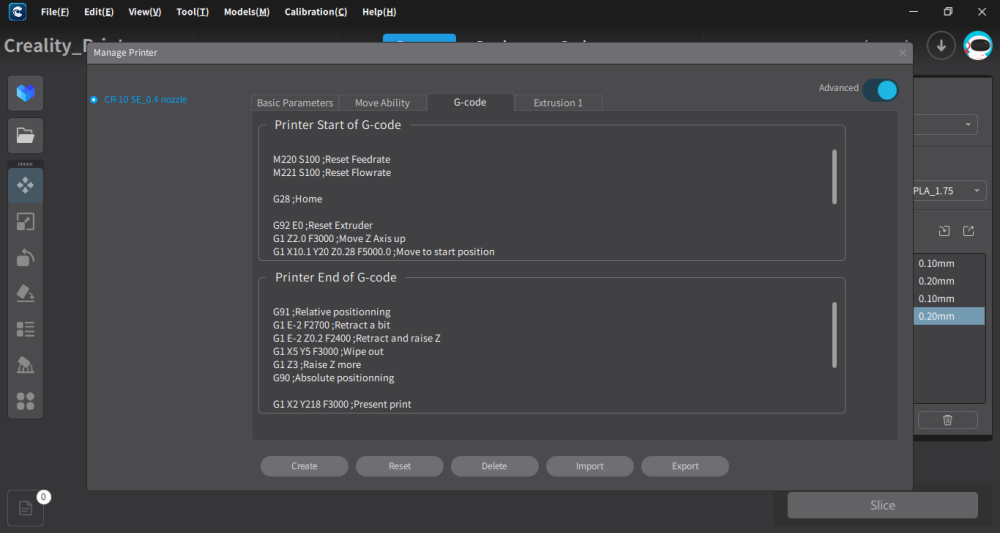
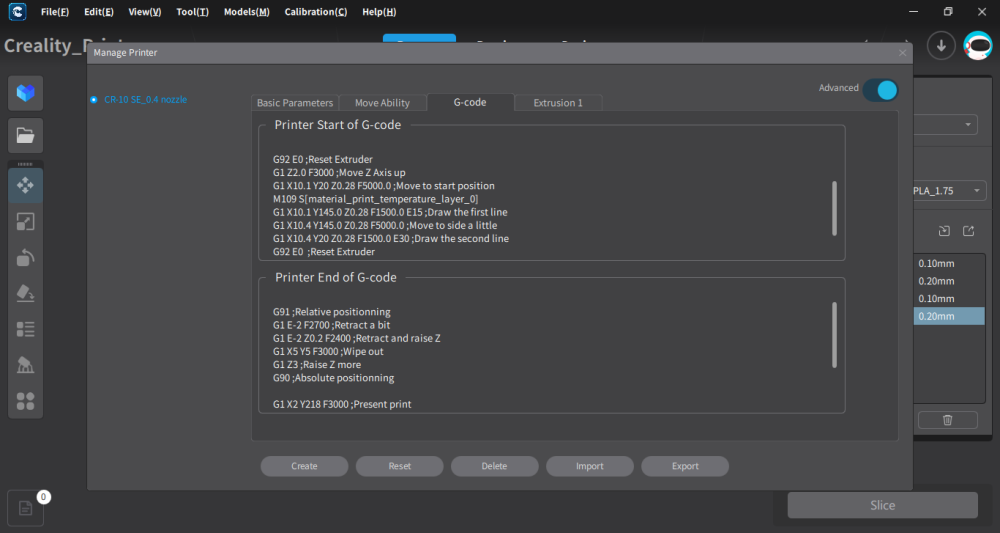
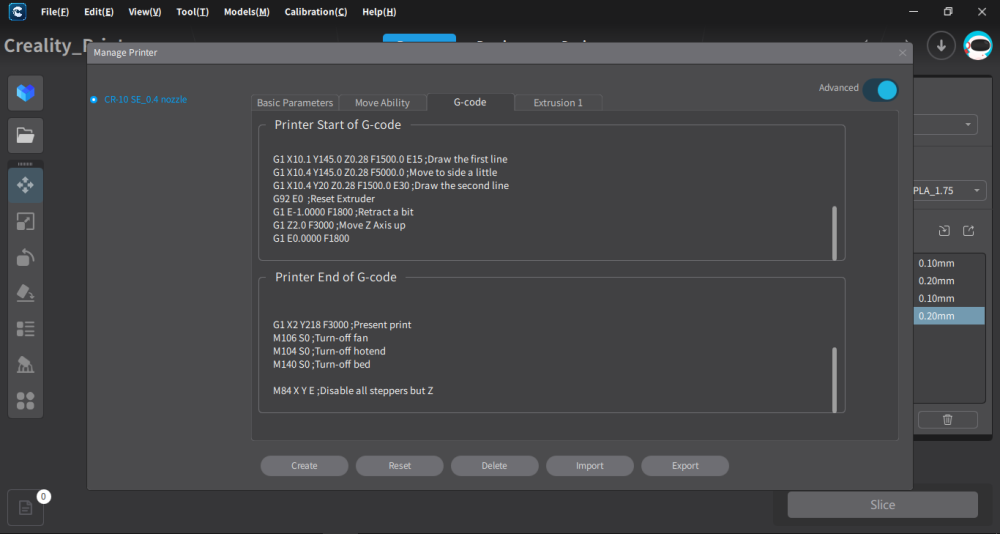
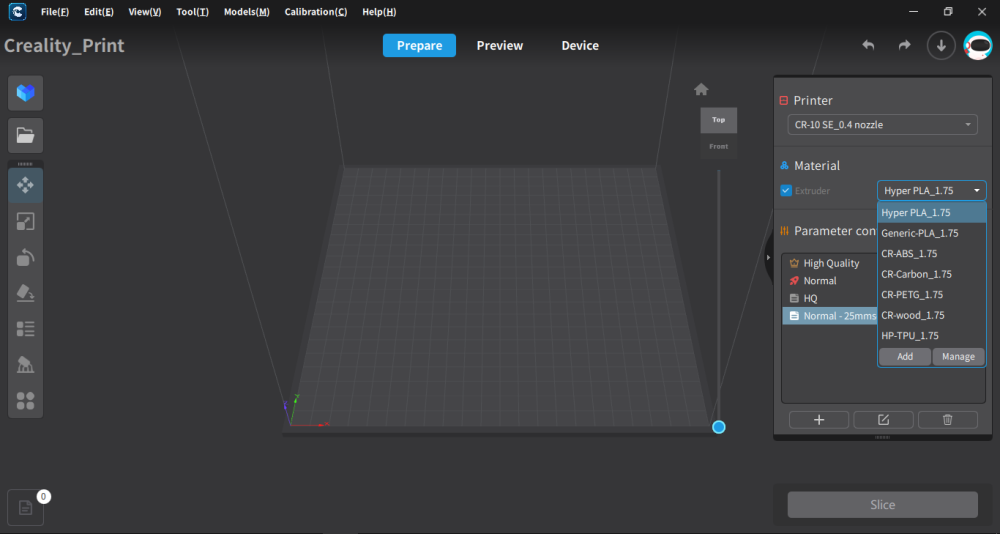
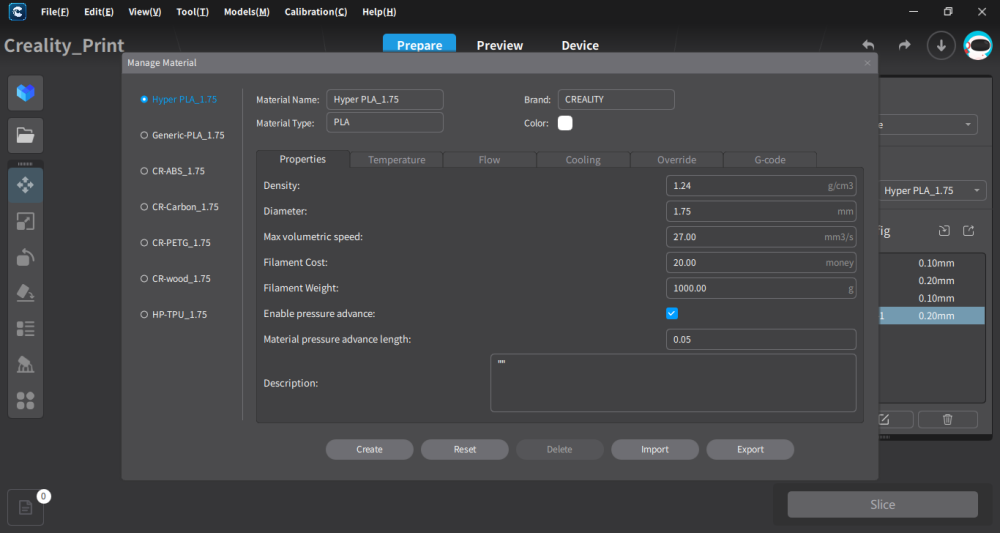
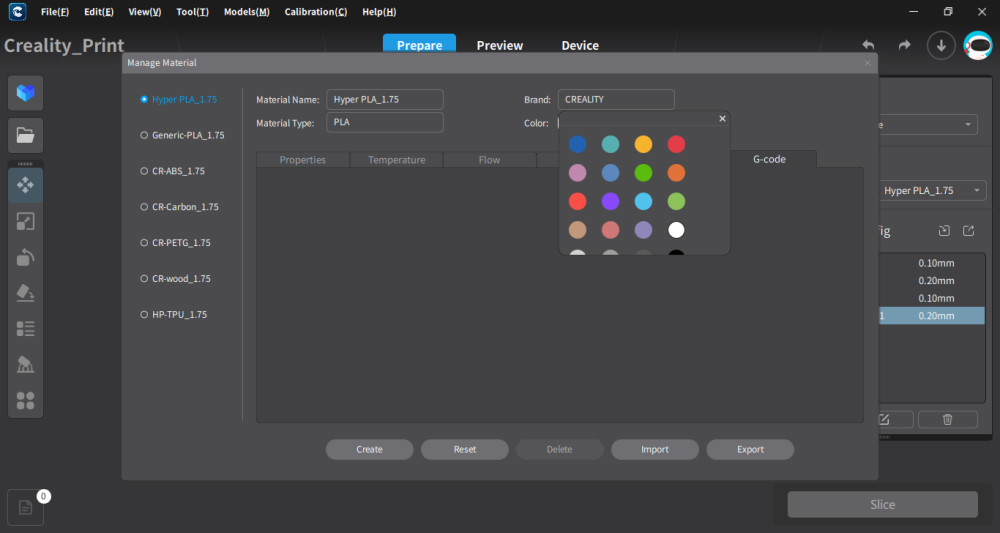
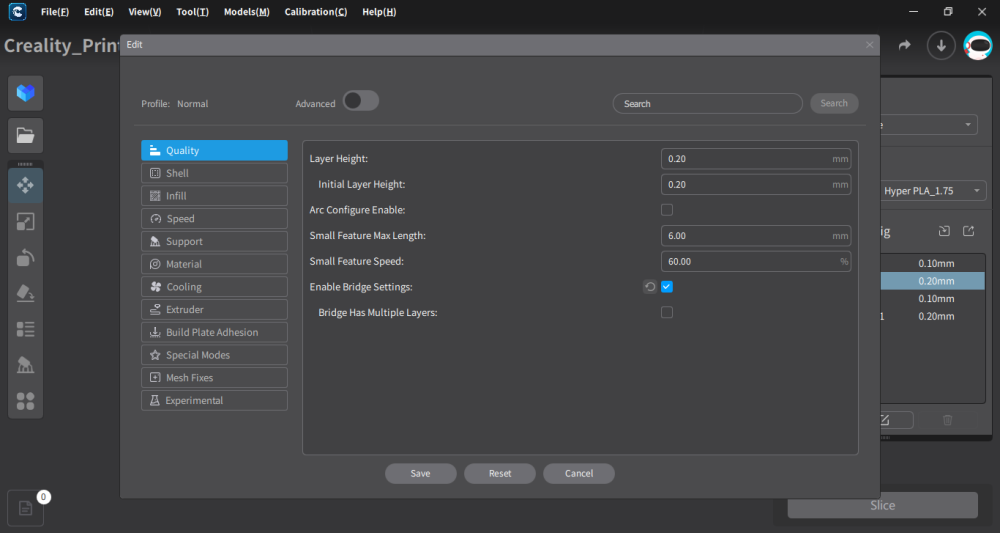
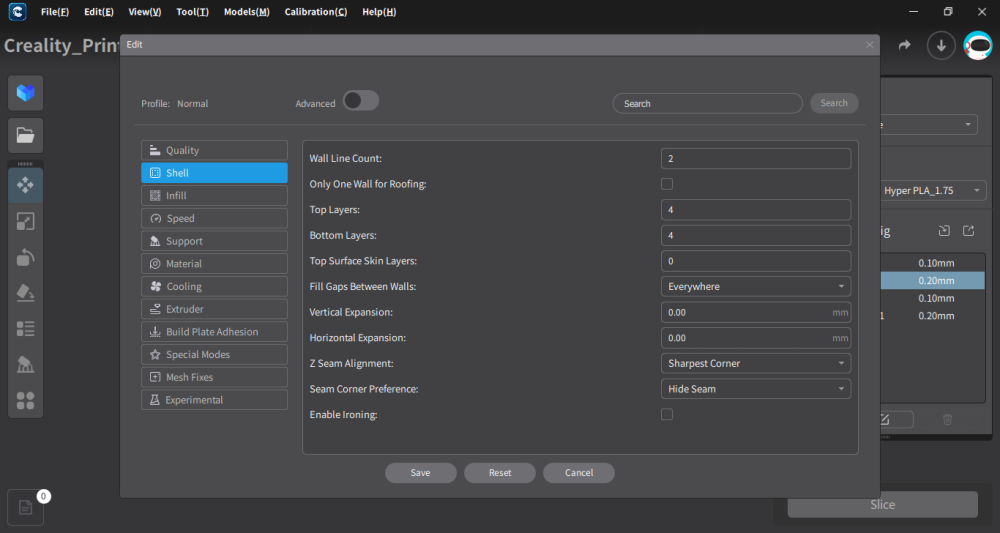
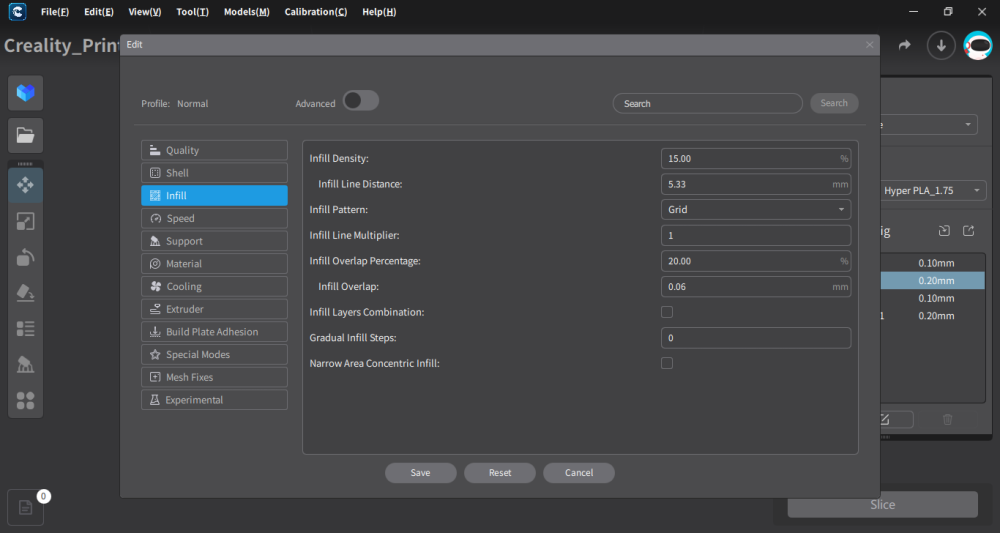
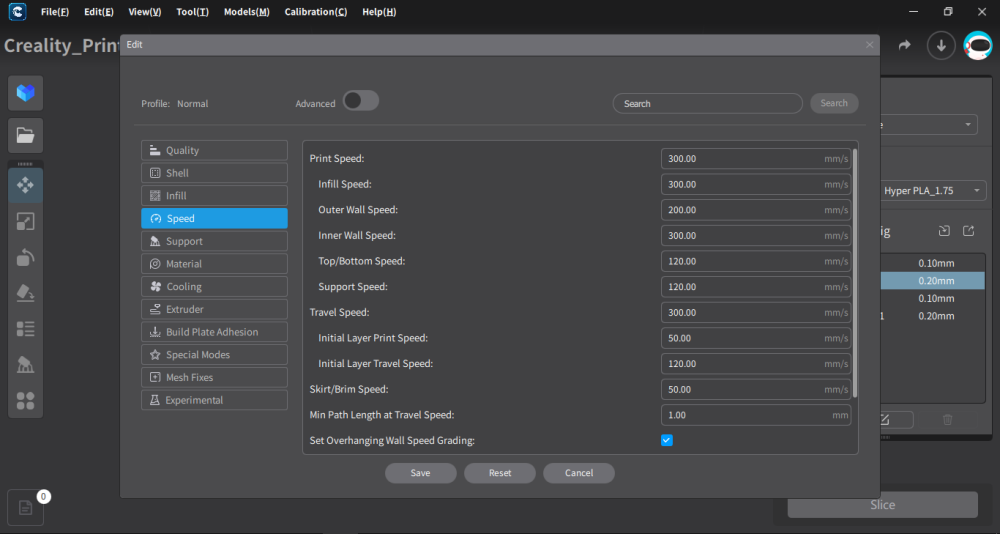
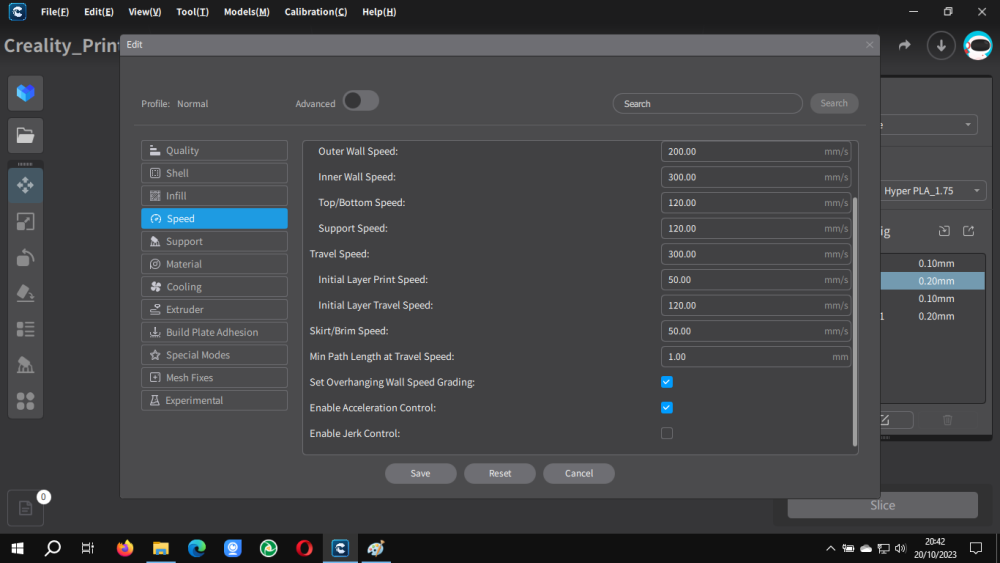
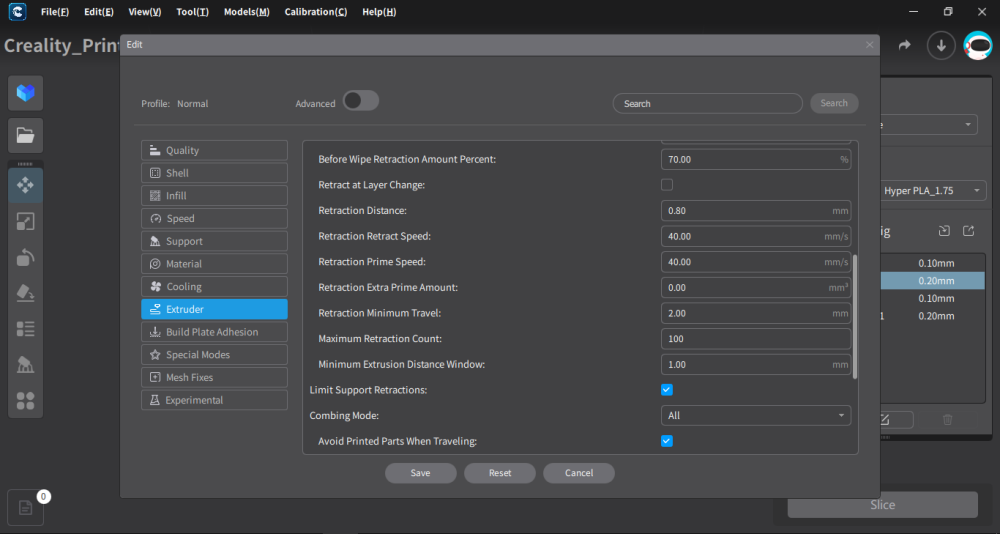
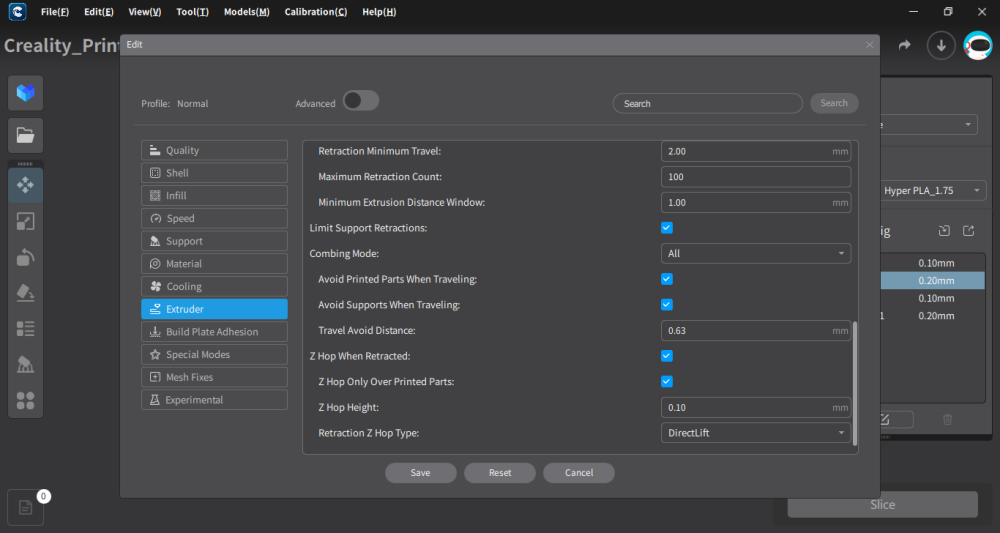
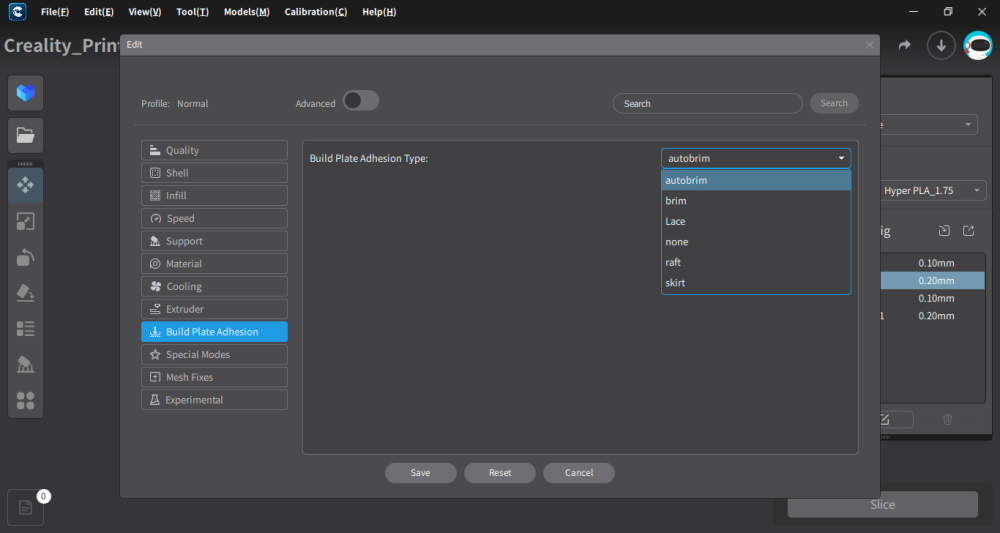
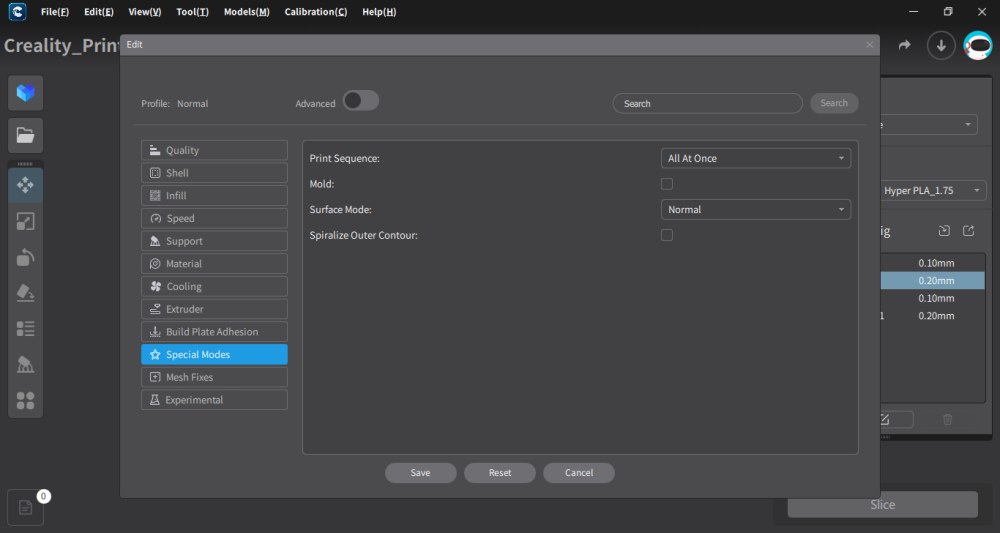
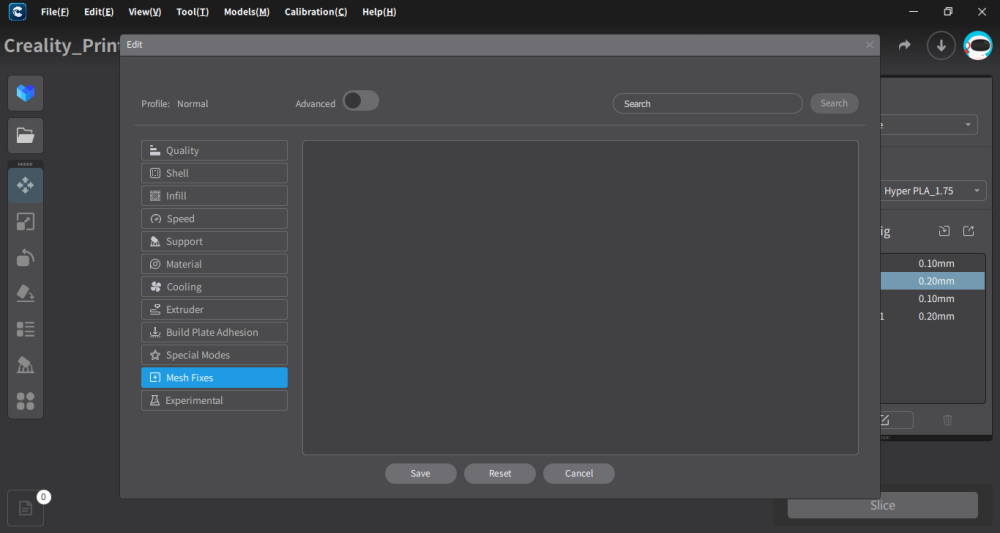
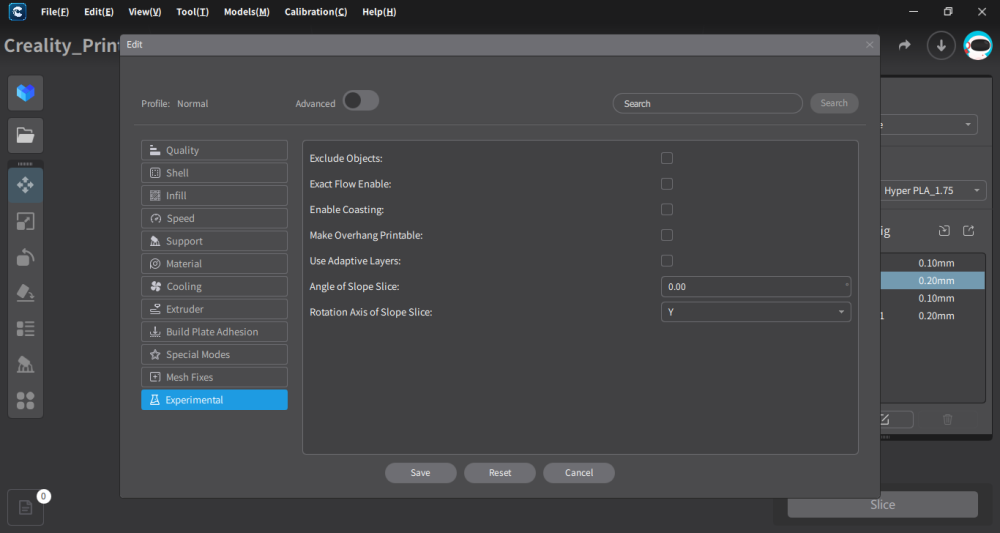
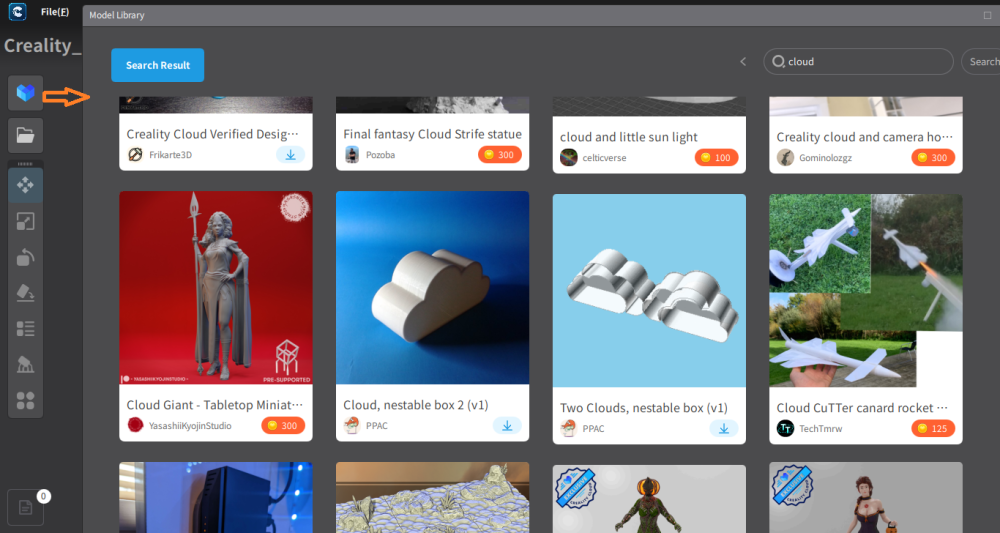
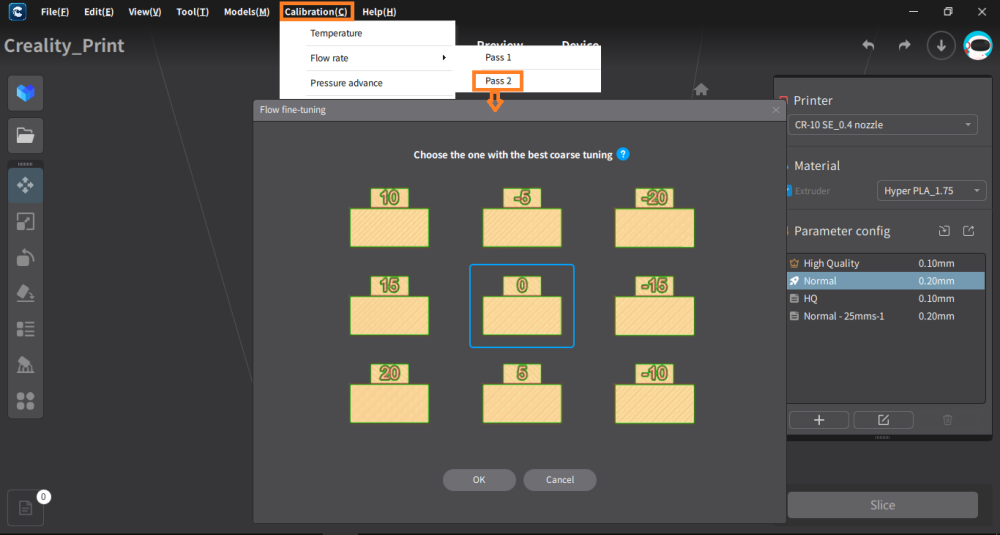
Découverte de Creality Print Afin de tirer les meilleures performances de l'imprimante, il est nécessaire de maitriser le trancheur. Voici les divers écrans de configuration liés à la machine, au filament et à l'impression. Lors du chargement Lorsque Creality Print est chargé Première inspection : les réglages de la machine. On y accède en cliquant sur le profil de la machine puis sur manage. Première info intéressante : le langage utilisé est Creality OS La vmax de déplacement est à 600mm.s-1. Les accélérations X et surtout Y sont à 8000mm.s-2 Les gcodes de début et de fin, qui ressemblent fortement à du Marlin Passons aux réglages liées au filament. Dans notre cas, l'Hyper PLA. On sélectionne le filament puis on clique sur "manage" pour éditer les réglages. Certains champs ne sont pas assez explicites. Je présume que << Filament cost >> et << Filament weight >> sont liés pour indiquer le prix au kilo du filament. Par expérience, un filament à 20€ le kg, c'est pas ouf. Cette multitude de réglage me fait penser à Cura , avec la présentation qu'il y a chez Prusa Slicer / Super Slicer Le menu pour changer la couleur dans le profil du filament Maintenant, voyons les profils d'impression. Ici, le profil par défaut, à 0.2 mm. Je n'ai pas affiché les réglages avancés car il y en a énormément et il aurait fallu 3 fois plus de capture d'écran. La v max définie sur 300mm.s-1. Encore des réglages. Toujours des réglages. Enfin, c'est la fin. Parmi les menus intéressants, il y a un magasin pour télécharger des modèles, de manière gratuite ou payante. Il y a également des menus similaires à ceux de SuperSlicer pour peaufiner les réglages de sa machine. Au début, j'ai installé la version disponible sur la Clé USB. J'ai souvent eu de plantage avec impossibilité de trancher des gros objets. Depuis que j'ai fait la mise à jour, il n'a pas planté une seule fois. Avec ce tour du propriétaire, je le vois plus élaboré que les premières fois où je l'ai ouvert. Prochain objectif : l’apprehender pour faire de belle impressions.

-
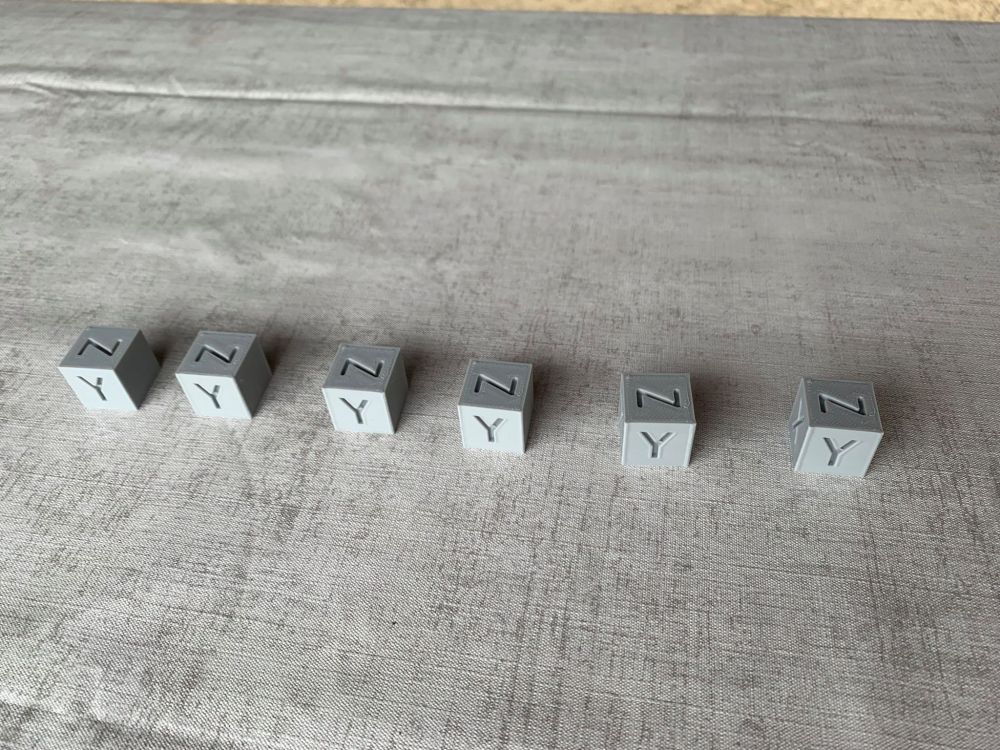
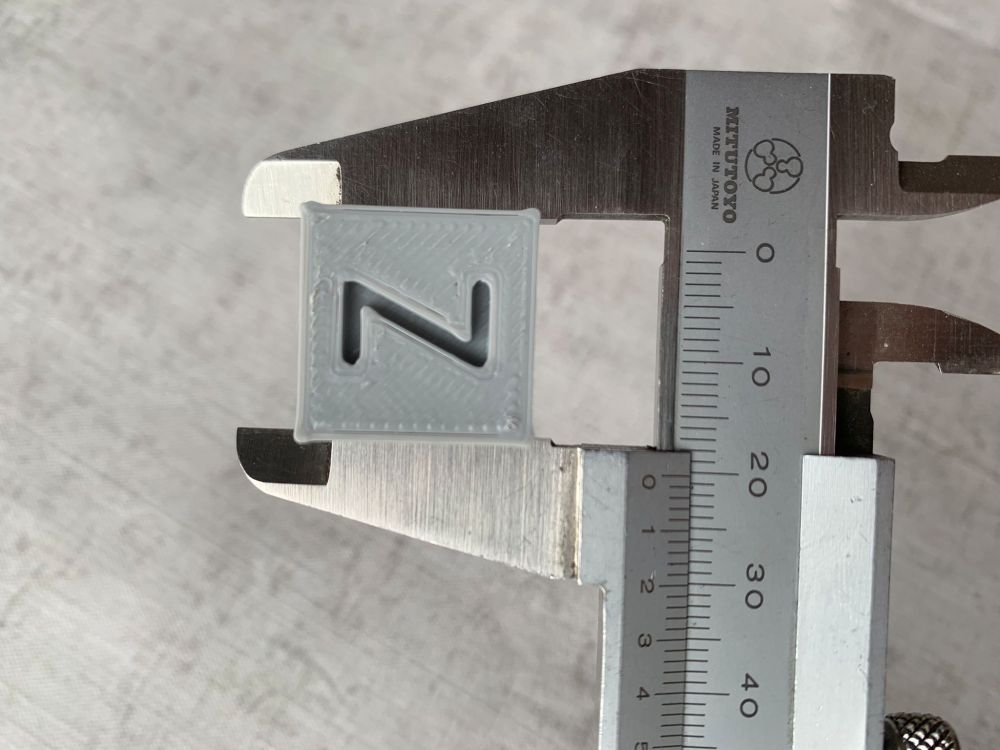
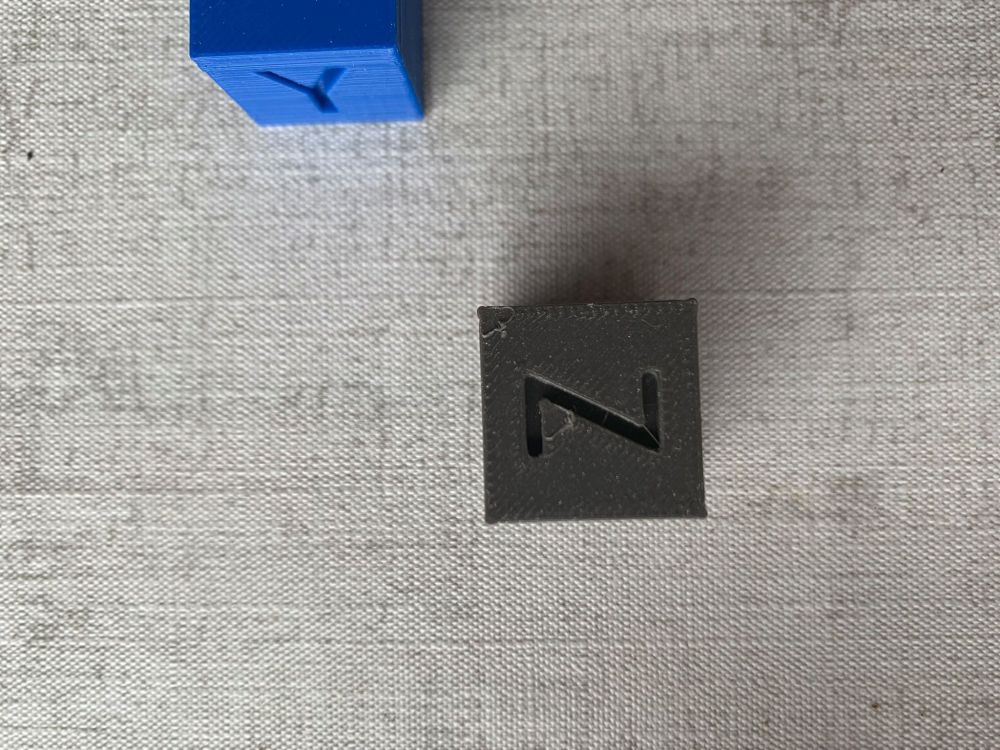
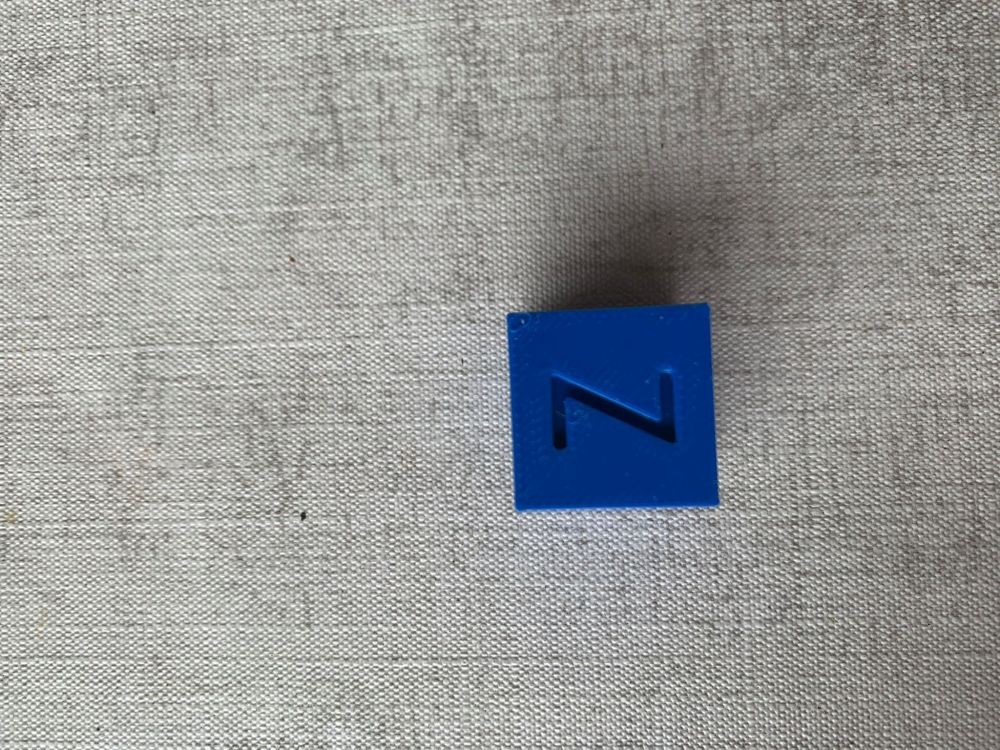
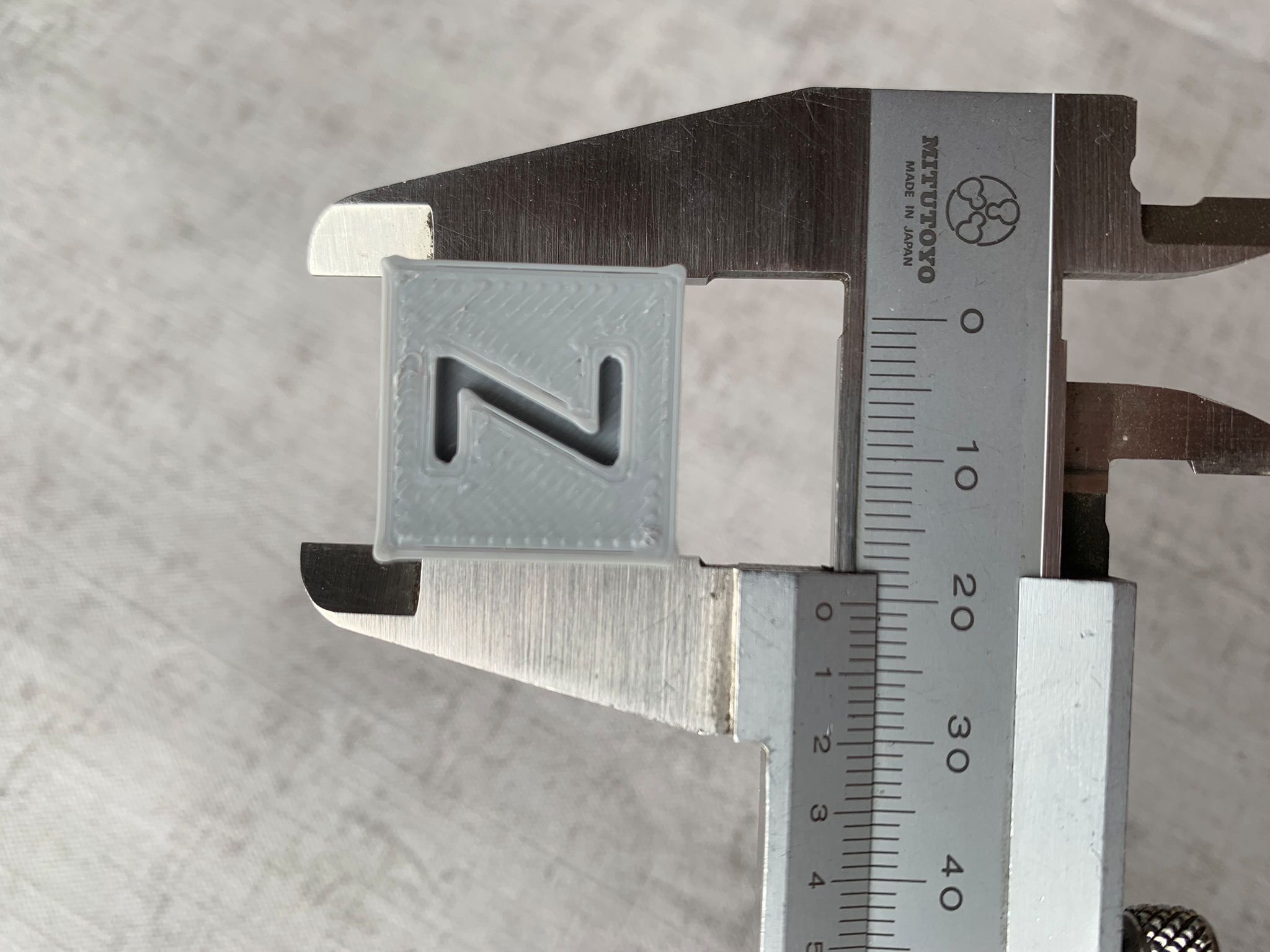
Des cubes Afin d’appréhender la machine et le trancheur Creality Print, j'ai débuté par un élément simple : le cube de calibration de 20mm de coté L'ordre d’impression va de droite à gauche. Pour un premier cube, sans optimisation du profil "Hyper PLA" (vitesse à 300mm.s-1), le résultat de l'impression est bien. Durée de l'impression : 14 minutes, c'est rapide. On peut noter l'absence de ghosting. Sauf que la mesure n'est pas bonne, à cause des angles. Cependant, lorsque je prends les mesures en échappant les bourrelets au niveau des angles, les mesures sont précises. Second cube, après avoir refait un étalonnage des vibrations de la tête, avec le filament engagé. Aucun impact sur les angles. Troisième cube, avec diminution de la vitesse à 150. Il y a du mieux Impression d'un cube avec une de mes autres imprimantes, pour comparer. Le cube sombre est en PLA recyclé de chez ArianePlast. Le cube bleu est en PLA bleu France, également, de chez ArianePlast. Là, les angles sont propres. Nouvel essai avec une vitesse max identique à la vitesse max du profil de mon autre imprimante (50 mm.s-1). Les angles sont beaucoup plus droits. D'autre essais, avec les profils proposés (pour du PLA générique). Sans grande conviction. Afin de changer, j'ai décidé d'imprimer ... d'autres cubes. https://www.thingiverse.com/thing:6246656 Premier essai, avec le profil par défaut (V max 300), en 0.2 mm. La photo ne rend pas justice à la qualité de l’impression. vue de dessus à gauche, vue de dessous à droite. 2nd essai en 0.1, même vitesse (cube de gauche) Jusqu’à présent, je n'ai pas pu désolidariser les deux pièces. Nouvelle tentative, avec l’autre cube proposé, positionné différemment. J'ai trouvé le trancheur plutôt confiant. Un peu trop d'ailleurs. Lors de ces tranchages, j'ai eu plusieurs plantages de Creality Print et je n'ai jamais réussi à trancher une pièce beaucoup plus grande que ce cube. De ce fait, j'ai tenté la fonction pour faire la MAJ du programme et cette nouvelle version m'a suggéré d'utiliser des supports pour imprimer le cube. Conseil que j'ai suivi. J'ai a peine tiré sur les support qu'il se sont détachés de la pièce. Par contre, ils ont laissé une trace sur le cube. Cependant, le même problème persiste. Les deux partie du cube sont toujours solidaires. A suivre