Chercher dans la communauté
Résultats des étiquettes.
4 résultats trouvés
-
Bonjour, je débute dans l'univers du RepRap, j'ai 3 imprimantes 3D que je n'ai pas eu a trop configurer sous Arduino ou Visual Studio Code le programme Marlin. Aujourd'hui je m'attaque au projet d'une MPCNC avec une carte Mega2560 et ramps 1.4 avec écran, le montage est fait, la plupart des paramètres sont ajustés. Seulement je bloque sur un truc idiot, je change mes valeurs DEFAULT_AXIS_STEPS_PER_UNIT en mettant celles qui m'intéressent, je compile, j'upload, Mais ca reste sur les valeurs de départ. Quand je touche a d'autre paramètre comme l'orientation des moteurs ou encore la langue sur l'écran ça le prend bien en compte et les changements fonctionnent. Exemple : au départ j'ai DEFAULT_AXIS_STEPS_PER_UNIT { 200 ,200 , 800 } je change par DEFAULT_AXIS_STEPS_PER_UNIT { 100 ,100 , 800 } Et après flashage j'ai toujours 200 en X et Y Avec le logiciel pronterface ainsi que directement avec l'écran j'arrive à changer ces valeurs, mais ca ne les sauvegarde pas après reboote. Une solution de secours serait d'avoir une fonction qui ferait en sorte qu'à chaque démarrage ce code se lance : M92 X100 Y100. Mais j'aimerais vraiment comprendre pourquoi depuis Arduino et VSC ca ne l'intègre pas directement au la carte mère Merci d'avance pour votre aide.
-
Bonjour, Je me présente je posède déjà des imprimante et j'ai conçu une imprimante 3D Hypercube évolution sous Marlin. J'ai un problème de calibrage axe Z quand j'imprime mon cube de calibration au lieu de faire 20mm de hauteur il en fait 12 donc j'ai réfler les Zsteps/mm au moins 5fois voir plus, a chauque fois j'augmente la valeur de au moins 700 steps/mm, je suis au alentour de 2700steps/mm en Z. Quand je commence impression le plateau monte super vite detecte le plateau ce qui est normal, mais le probleme apres il monte encore plus au et ecrasse ma buse sur le plateau que faire ? J'ai aussi remarquer sur les imprimantre la tige trapézoidale sont des pitch 2mm lead 8mm et que moi j'ai une tige trapézoidale pitch 2mm lead 4mm. Merci de votre aide et de votre temps donnez a m'aidé.
-
Bonjour, j'ai mon Alfawise depuis une petite semaine (première expérience en impression 3D). Avant de me lancer j'ai complétement démonter mon U20 pour avoir une géométrie quasi nickel (j'ai encore environs 1° d'angle sur le longeron Z opposé a la vis sans fin) et j'ai suivi les tutos de calibrages. Toutes mes impressions sont plutôt pas mal pour un début, mais je me retrouve en "sous-cotes" : par exemple si j'imprime un support pour carte-SD, l'emplacement est trop petit, pas de grand choses mais la carte ne rentre pas. Du coup avant d'accuser le fichier j'ai relancer un cube de calibration (200° - Bed à 60° et vitesse 'impression a 40mm/s) : nickel niveau cotes mais j'ai des bavures symétriques et je ne vois pas de quoi cela vient (ou plutôt je ne m'y connais pas encore assez)... On voit bien sur la droite du X, et un peux moins sur la gauche de la barre haute du Y. J'ai rater un truc niveau réglage ou cela fait parti des aléas de l’impression 3D ?

-
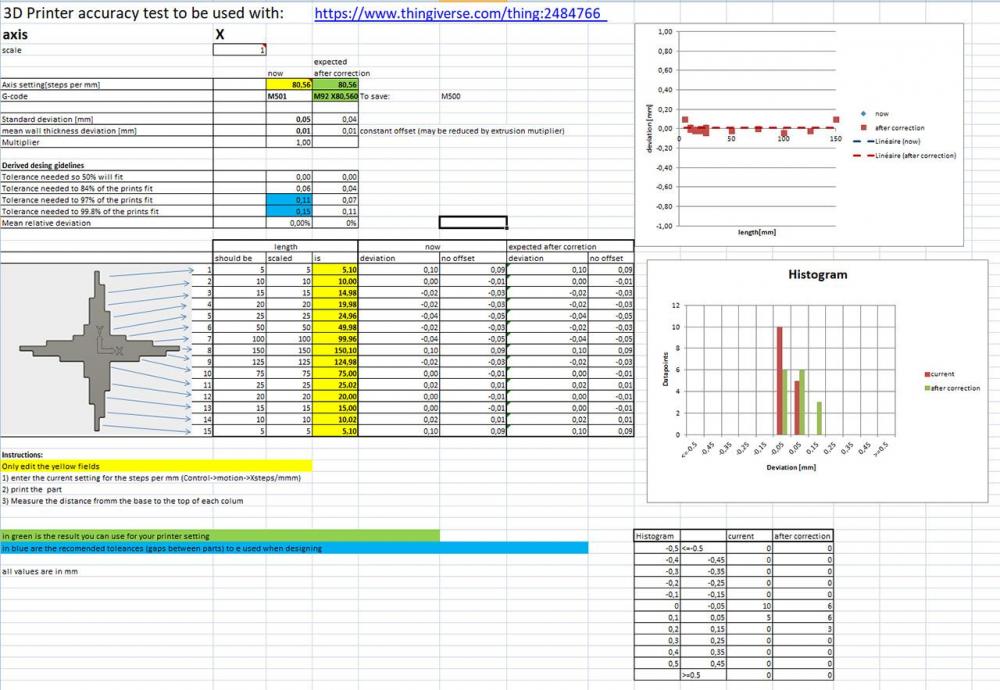
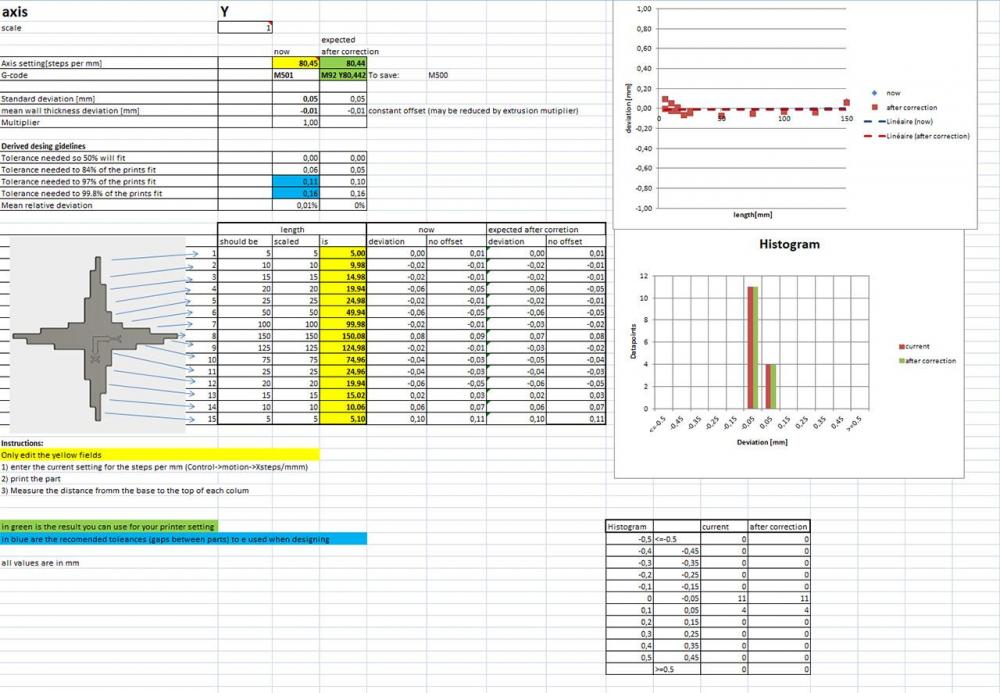
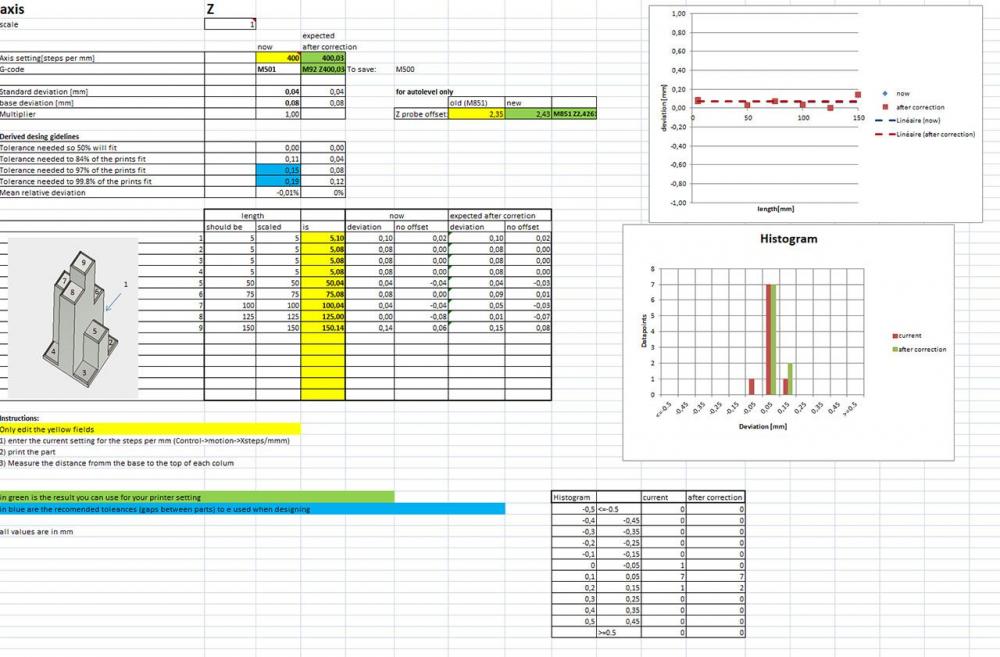
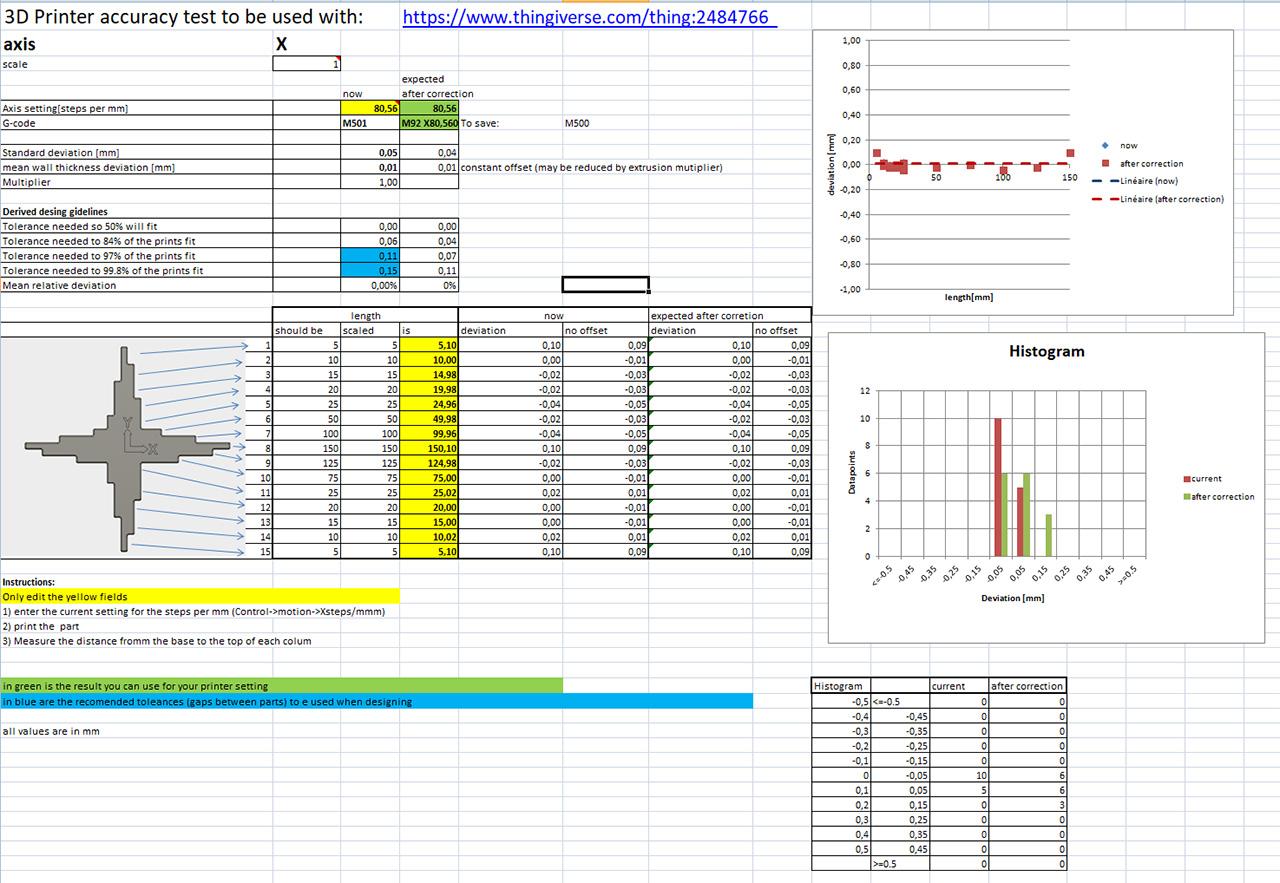
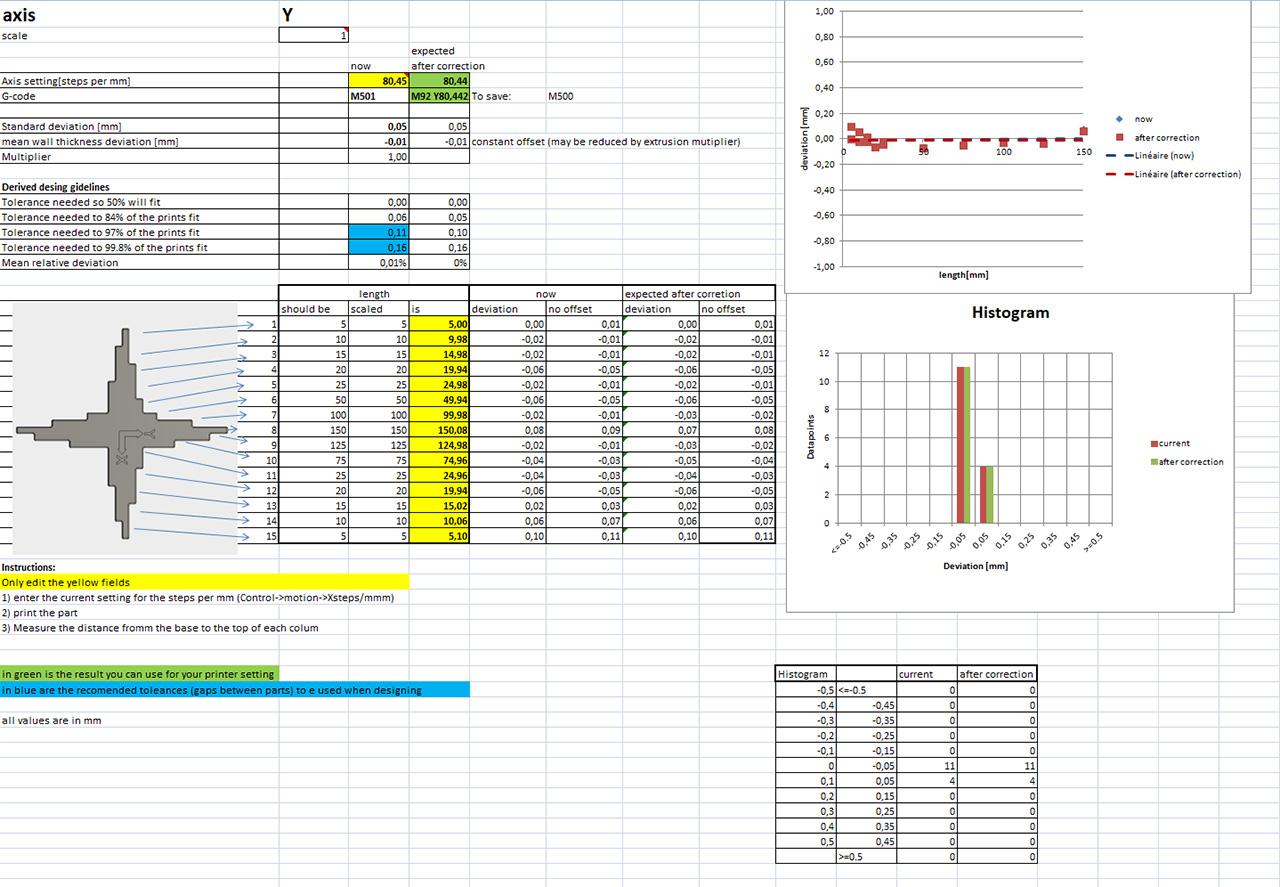
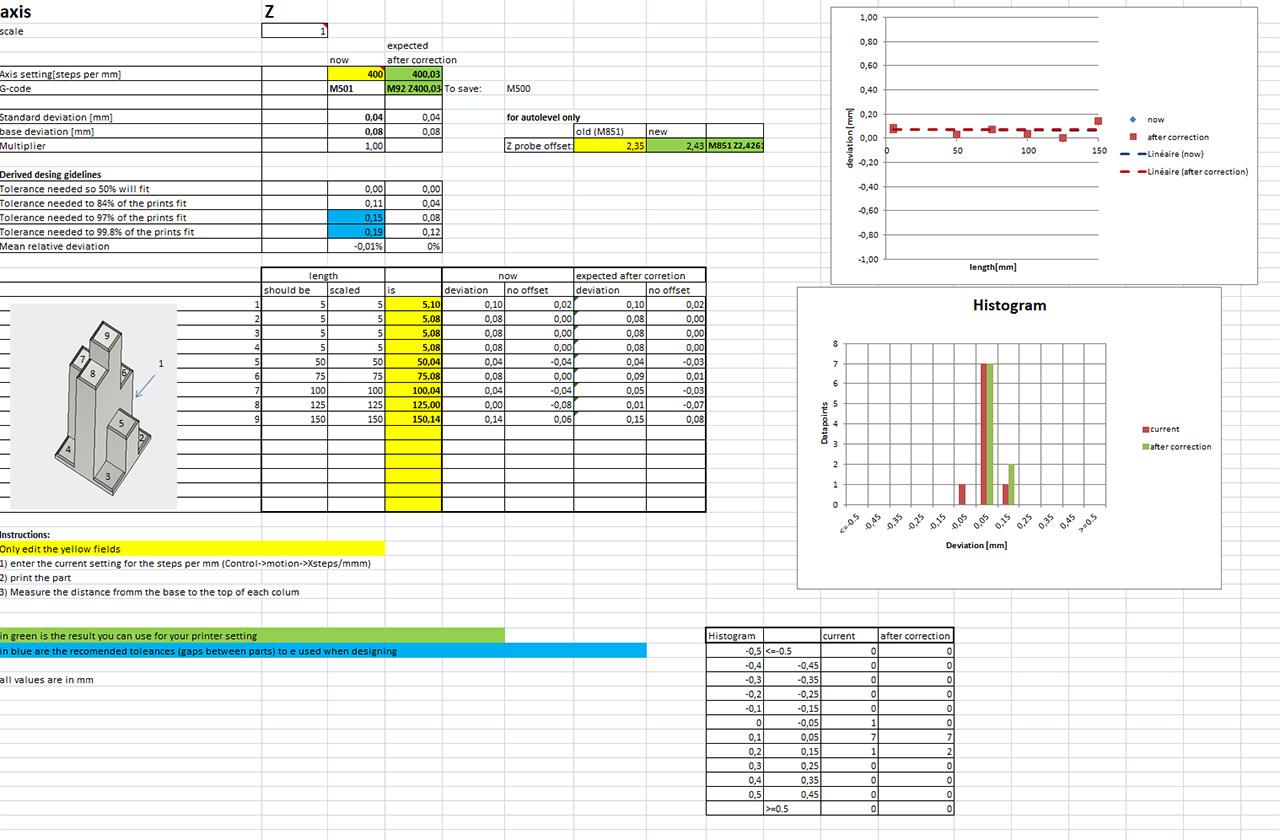
Salut camarades, J'ai découvert par hasard un outil de calibrage des axes XYZ bien fait. Cet outil délivre une courbe de dispersion rapport à un lot de valeurs mesurées et repositionne cette courbe au plus près du "0 défaut". De plus il donne des indications intéressantes telle qu'un jeu d'assemblage pour que les pièces s'emboitent correctement en rapport des dérives réelles de la machine. Cet indication est très pratique si vous créez des assemblages pour ensuite les imprimer. Autre indication intéressante, en analysant les mesures, la feuille de calcul donne une indication relative à la sur/sous extrusion qui permet d'ajuster sa cotation en augmentant ou diminuant le débit de l'extrudeur. C'est de la tricherie et ça ne marche que pour gagner des centièmes mais ça peut être utile Les calibres à imprimer ainsi que la feuille de calcul excel sont disponibles sur Thingiverse : Calibre XYZ Pour rendre ceci ludique, je propose que l'on indique ici nos dimensions mesurées pour savoir "qui qui c'est qui a la plus précise" Voici comment se présentent les résultats sur la feuille excel : Il ne faut pas hésiter à refaire la correction plusieurs fois pour obtenir un résultat correct. Un résultat est réputé correct lorsque la correction proposée dans la case verte est très proche de la valeur de départ dans la case jaune en haut de la feuille. Pour les mesures, un pied à coulisse suffit en s'appliquant. Note : il est impératif pour obtenir une série de mesure correcte que les pièces de calibrage adhèrent parfaitement au plateau. Voici donc mes résultats de "Standard déviation" : X : 0.05mm Y : 0.05mm Z : 0.04mm Voilà, j'espère que cet outil simple et efficace conçu par lukeskymuh sur Thingiverse vous plaîra autant qu'à moi. N'hésitez pas à poser vos questions sur le protocole de mesure si vous avez un doute. @+ P.S. : Pensez à donner un "j'aime" au créateur sur Thingiverse si le coeur vous en dit, ça lui fera sûrement plaisir !