Classement




Contenu populaire
Contenu avec la plus haute réputation dans 11/04/2024 dans Messages
-
je connais mieux l'injection haute pression que nos petites machines FDM. Avec de l'ABS le taux moyen de rétraction en injection est de 0,6% que ce soit en longitudinal comme en transversal, donc les moulistes appliquent ce coefficient multiplicateur pour usiner l'empreinte dans le moule. Suivant la matière (PP, PA, ABS, PC, etc.), le taux varie de 0% à 3% et avec les charges ajoutées (exemple; fibre de verre, fibre de carbone, bille, talc), les taux sur une même matière peuvent être divisés par 3 ou 4 et en plus avec une différence entre transversale et longitudinale causée par l'orientation de fibres dans le flux d'injection. Comble de bonheur, les producteurs de matière craignant les procès ne donnent plus que des "indications possibles" des taux de retrait. Ça c'est la partie la plus simple du problème, ce qui déforme nos pièces (en injection comme en impression) est causé par la différence de temps de refroidissement suivant les épaisseurs des parois, une paroi fine va se figer rapidement alors une paroi épaisse va poursuivre sa rétraction plus longtemps et donc va s'opposer à la partie déjà froide, ces contraintes internes créent de fortes déformations de la pièce. Maintenant avec les logiciels de rhéologie on arrive à prédire ces déformations et les corriger en ajoutent, par exemple, des réseaux de nervures qui remplacent les fortes épaisseurs ou en créant des canaux préférentiels aidant au maintien de la pression d'injection lors de la première phase de refroidissement dans le moule ou en injectant de l'azote à forte pression aux endroits problématiques lors du refroidissement (nous avons un générateur d'azote qui le comprime à 180 bars). Pour l'impression FDM la meilleure façon de limiter les déformations des pièces entrainant leur décollement est de changer les épaisseurs de parois ou d'ajouter des nervures Concernant le retrait global sur des pièces en FDM, il ne peut y avoir de généralité car le refroidissement se fait dés le dépôt du fil sur la pièce et il ne faut pas rêver, la température interne de nos petites bécanes (40 à 50°) et avec des plateaux à 100° permettent seulement de maintenir la pièce en place. Personnellement, je ne m'amuse jamais à mettre un coefficient multiplicateur sur mes pièces imprimées, ce n'est pas utile.3 points
-
Étant passé à Lightburn qui vaut ses moins de 60€ au départ (moitié moins cher lors du renouvellement des mises à jour annuelles sinon licence à vie), j'avais vite fait bien fait testé LaserGRBL pendant le test du graveur Sculpfun S9 (voir ici si ça peut aider… c'est une version ancienne de LGRBL donc peut-être y-a-t'il des différences avec les dernières versions).3 points
-
Ou alors tu fais comme moi tu mets le graveur laser sur la plaque de cuisson et tu mets la hotte aspirante en marche c'est pas moi qui a eu l'idée c'est @isidon3 points
-
Ils ont posté quelques photo de l'Ace Pro (AMS) : "changements de couleurs intelligents et maintient au sec durant l'impression" (chauffage intégré?)

 2 points
2 points -
Utilise au moins les 30 jours gratuits de LightBurn (Et tu comprendra pourquoi on se laisse tenter a payer ~60€ pour une licence d'utilisation a vie d'une version ( mise a jours sur un an))2 points
-
J'ai reçu une pièce d'histoire aujourd'hui... Il me fallait clairement prendre une autre photo, car une page de ce catalogue a inspiré l'un de ce projet... Une photo que je suis litéralement le seul à pouvoir faire à ce stade...1 point
-
C'est le type de pièce que nous pouvons facilement réaliser avec nos petites bécanes FDM.1 point
-
Anycubic a confirmé sur son FB que l'annonce des nouveautés aurait également lieu le 15 avril. Ca annonce une journée sacrément chargée1 point
-
Le grappes de Nylon PA12 MJF pour la carrosserie de Hilux 44B sont arrivées aujourd'hui... Comme d'habitude, la surface est un peu granuleuse, mais le résultat est superbe comparée à la FDM... Voici une comparaison pour les miroirs. Quelle que soit l'orientation choisie, des supports sont requis, à moins de splitter la pièce dans le plan du tube du miroir, ce qui n'est d'ailleurs pas parfait non plus poru d'autres raisons. Ici les pièces imprimées en FDM l'ont été avec la partie supérieure du dos du miroir sur le lit d'impression. Pour avoir un meilleur résultat, il faudrait poncer. Les pièces FDM ont été imprimée avec du PETG, en utilisant une épaisseur de couche adaptative. Le problème principal reste les supports. La grappe MJF a de son côté un résultat homogène et sympa, même si la partie mirroir pourra nécessiter un peu de travail de ponçage... Je vais devoir peindre la second carrosserie et reconstruire le second Hilux, la première ayant été remontée à base de pièces d'origine à l'exception de l'arceau J'ai quelques Super Wheelies à reconstruire, et certains d'entre ex avec des cages très abimées et incomplètes. J'ai commandé 3 set complets d'accessoire pour compléter les carrosseries. La cible est de reconstruire (en plus de la carrosserie Mitsubishi Résine) : - une CJ-7 noire pour ma fille - une Land Cruiser blanche - une Land Cruiser bleue - CJ-7 blanche Et une fois cela fait, il me restera à revoir l'ensemble des pièces restantes (pour être claire, je crois que j'ai perdu le compte des voitures incomplète accumulées sur ce projet).1 point
-
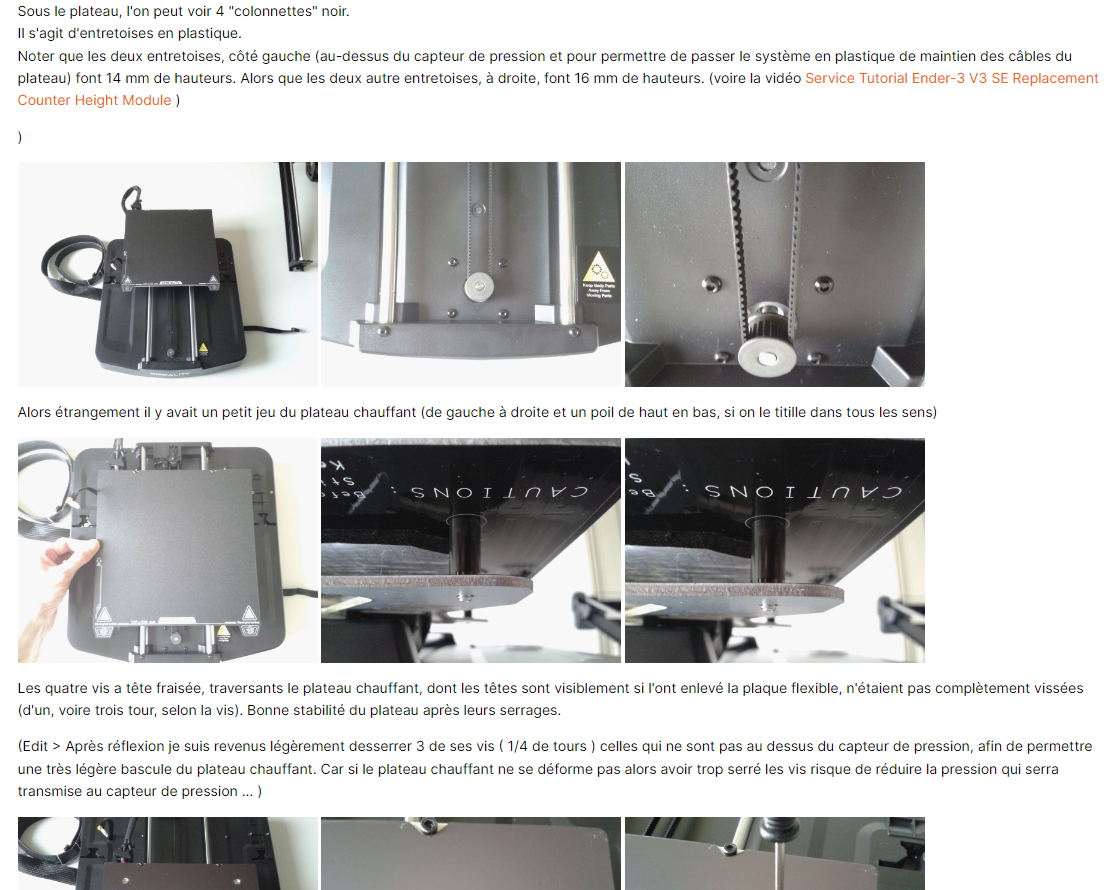
regarde ce post de @PPAC sur la ender 3 v3 SE. Cela doit être similaire pour la KE, je pense.
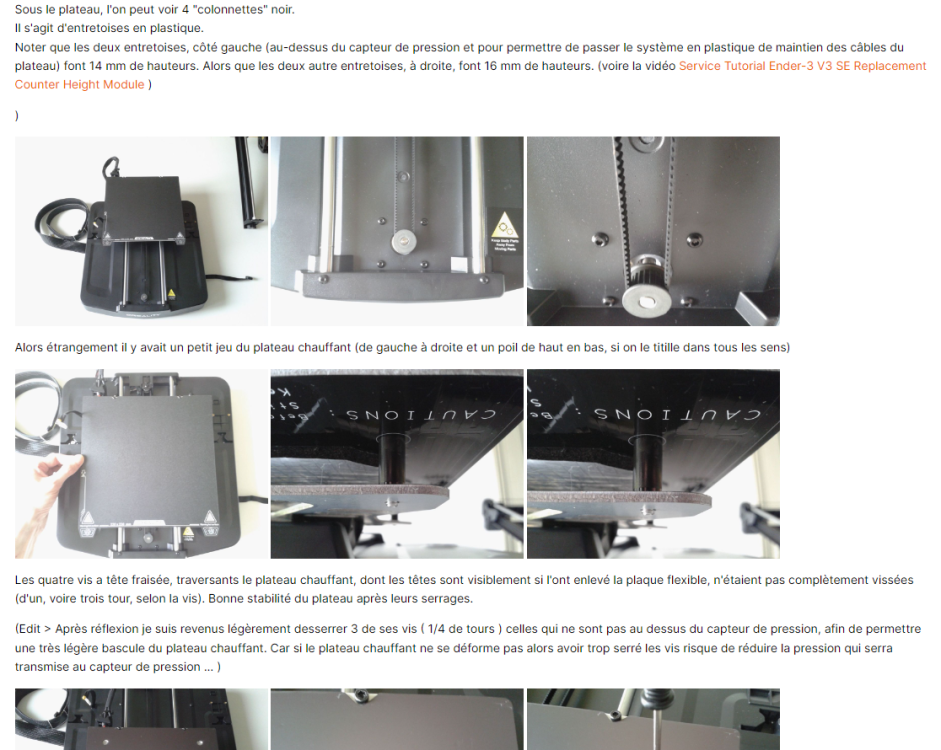 1 point
1 point -
@Boodchou Alors un grand merci à toi car tu m'as donné la bonne solution a mon problème sur plus 60 vue a mon sujet et je commençai à désespéré.1 point
-
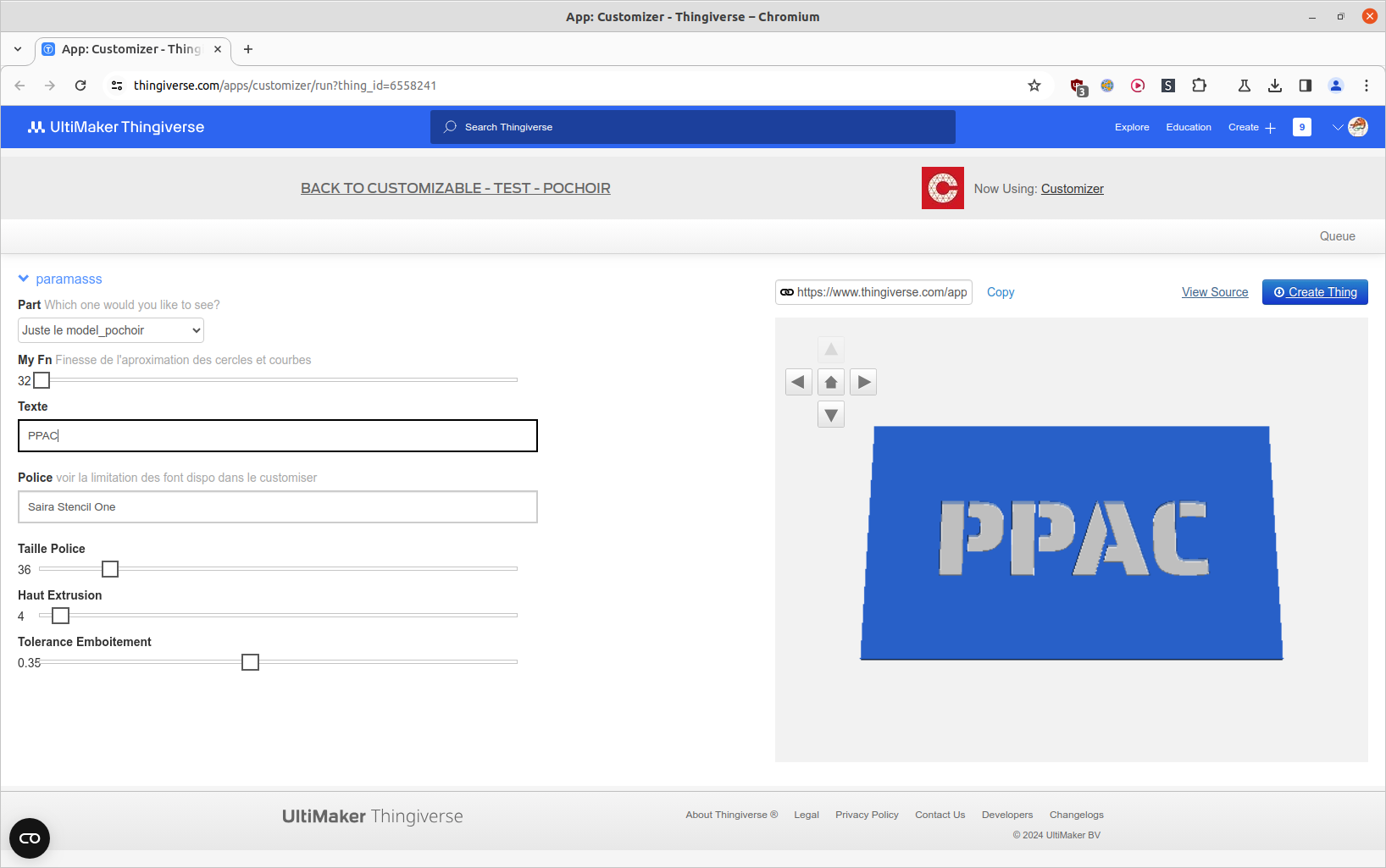
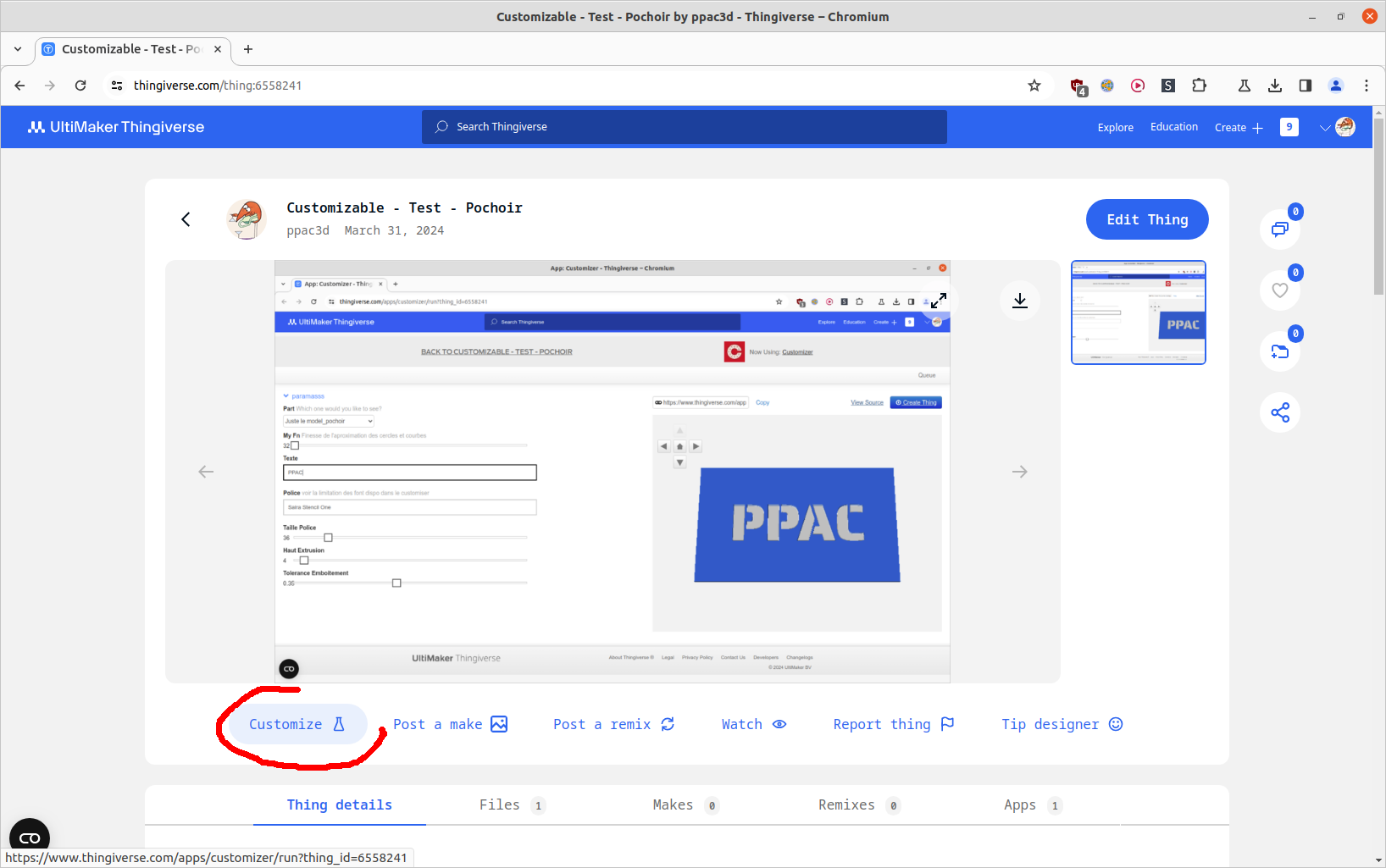
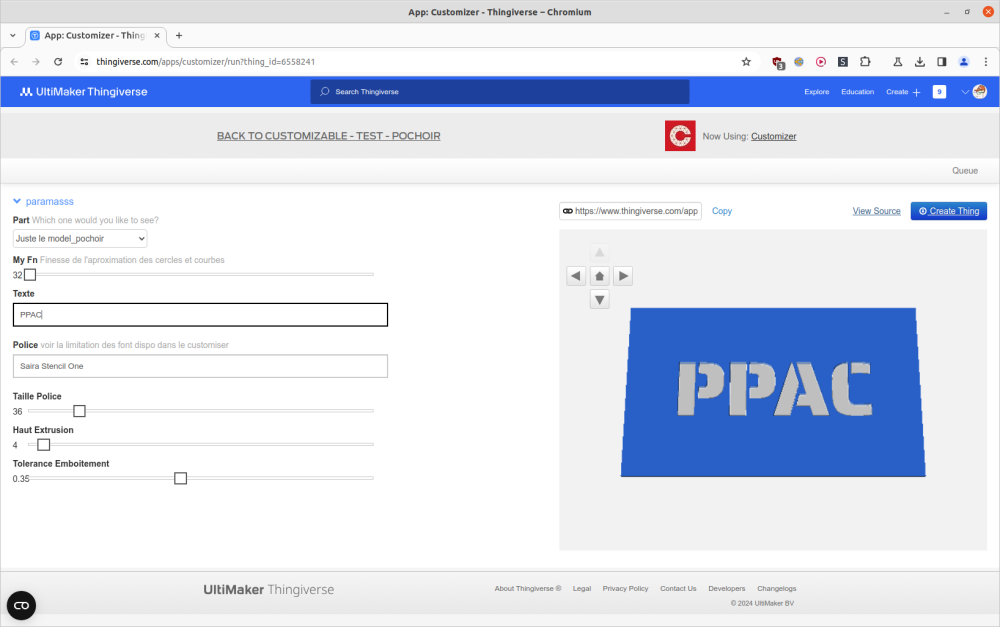
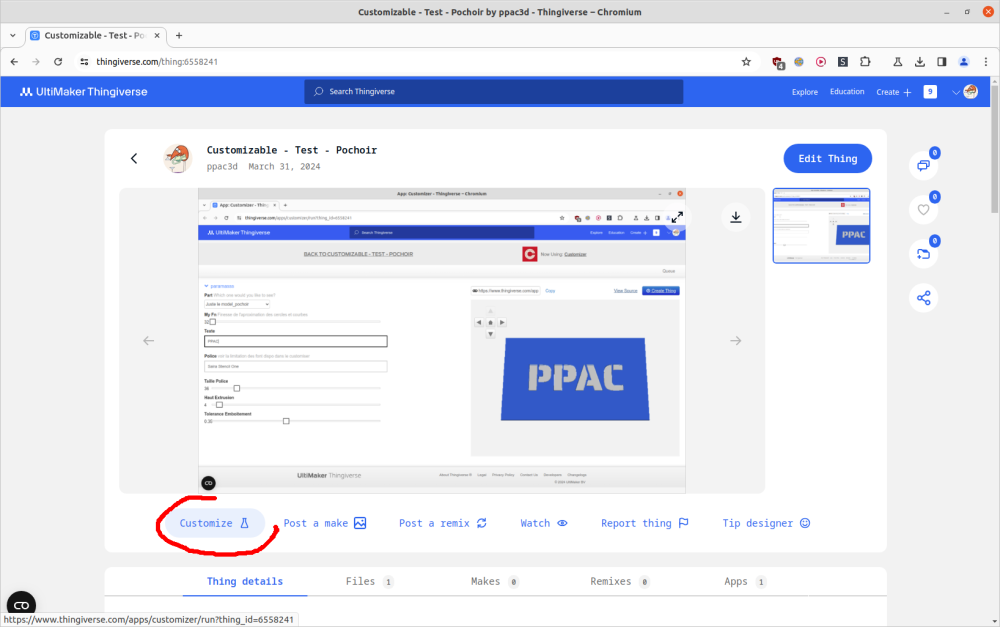
Moi j'ai (pour le défit) adapté le code des scripts OpenScad de @fran6p pour les "fusionner", ajouter une notion de tolérance d’emboîtement. Et je suis enfin arrivé ( plus de 18 essais plus tard ... ) a le rendre "compatible"/"utilisable" avec le "Customizer" de Thingiverse. https://www.thingiverse.com/thing:6558241 Le truc c'est que j'ai pas pris le temps de lister les fonts utilisables sous l'app "Customizer "de Thingiverse (qui fait tourner le script sur un OpenSCAD probablement bidouillé et qui pour "version()" retourne "[2015, 3, 0]" et dont le moindre caractère accentué dans le script (même dans un commentaire) fait planter son exécution.) https://customizer.makerbot.com/docs#limitations donc j'ai un champs "Police" où j'ai mis pour l'instant la seul que je suis sur qu'il y a en plus de la font par défaut c-a-d "Saira Stencil One"
 1 point
1 point