
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 25/07/2025 dans Messages
-
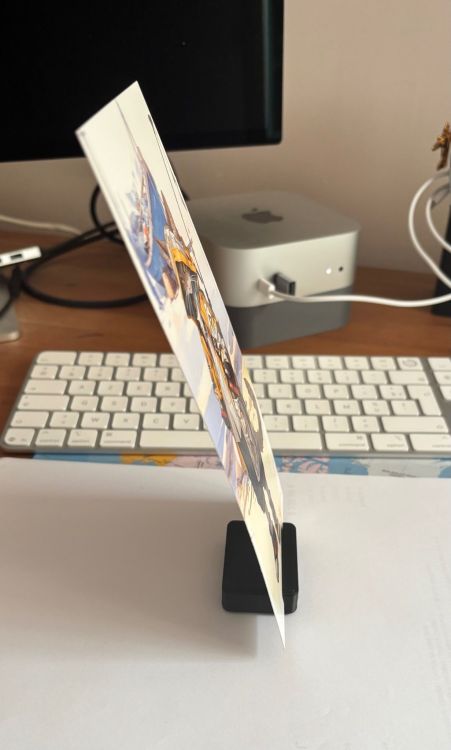
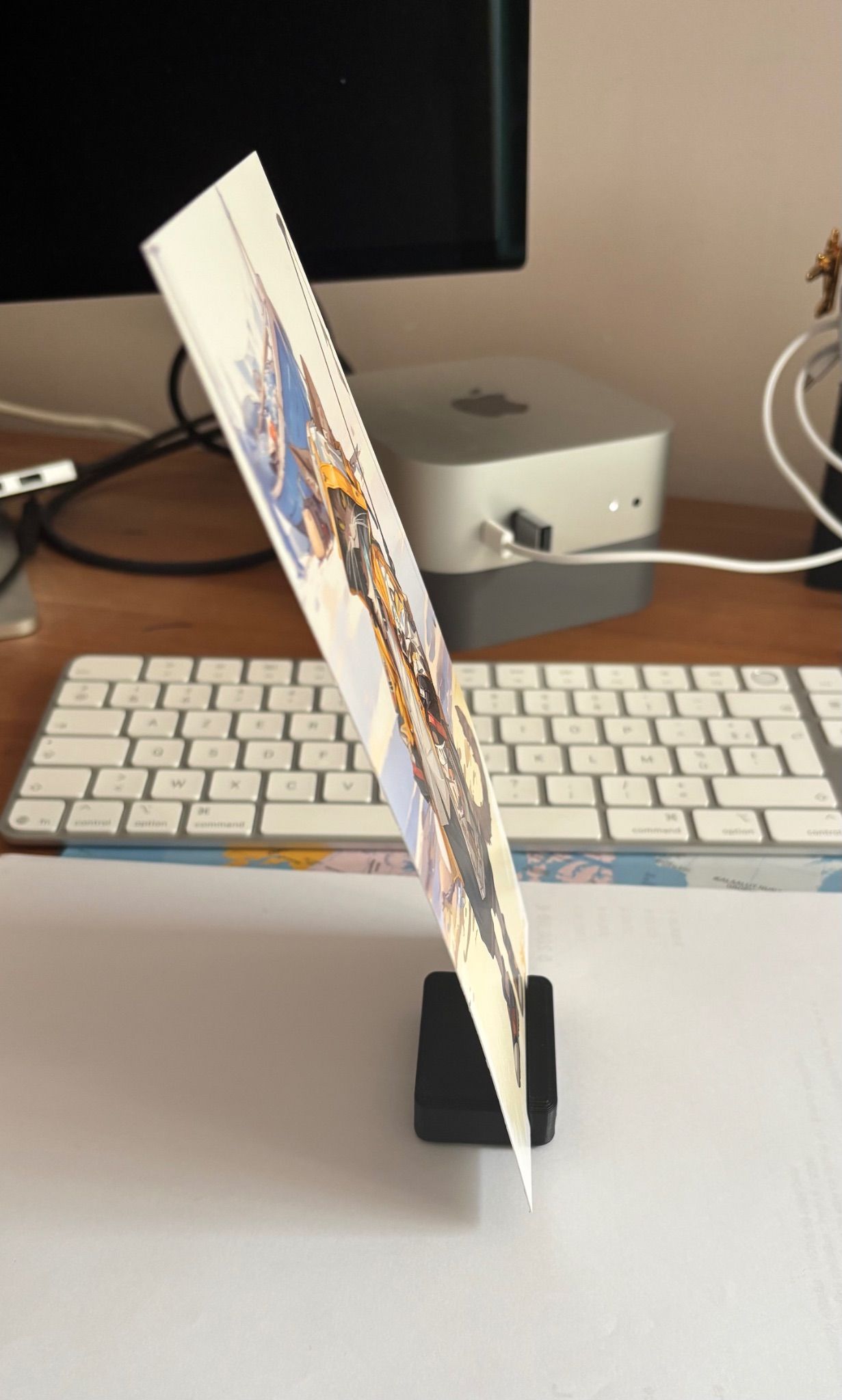
Après la publication de Geger, j'ose quand même montrer ma très modeste mais toute première création de néophyte. J'avais besoin d'un porte photo minimaliste à poser sur un bureau pour remplacer mon actuel porte photo car ce dernier est trop léger et pas dimensionné pour tenir (sans basculer en arrière) une illustration que j'aime bien sur un carton de 21 cm de haut. Je me suis dit que ce serait l'occasion de tester thinkercad puis les options densité de remplissage du slicer. Il existe bien entendu des modèles sur le makerworld qui auraient pu convenir, mais c'est sympa de faire "son" objet. Bref, un petit socle 5cm de large, 3,5cm de profondeur et 1 cm de haut, en PLA densité 60% pour assurer 21g. La première photo c'est avec le modèle transparent trop léger et les 2 autres photos c'est le nouveau en noir. porte photos.3mf

 3 points
3 points -
"L'expression viendrait de la Vendée où la touille est une cuillère à soupe, qui serait restée dans le potage. Par extension, l'expression est devenue familière, et trouver une couille dans son potage est un problème qui n'est pas identifié."
 3 points
3 points -
Alors retour dans les années 80 / 90 avec la bande originale du jeu Yo! Joe! sortit sur Amiga Un des meilleurs jeux de plateforme de l'époque, avec de très beaux décors La bande son démontrait les capacités audio de l'Amiga 500 C'était une époque où les programmeurs informatique avaient à cœur d'exploiter au maximum les capacités du matériel Le jeu tenait sur deux disquettes basse densité de 800 Ko L'Amiga 500 était une machine peu puissante (processeur 68000, 512 Ko de RAM) mais avec une architecture bien conçue Le 68000 était épaulé efficacement par des puces spécialisées audio et vidéo qui accomplissaient de nombreuses tâches en parallèle (synthèse audio stéréo, deux niveaux de scrolling, gestion des sprites, ...)2 points
-
Bonjour, Test concluant pour la Raspberry Pi 4. L'impression a bien été jusqu'au bout, j'ai tenté d'en faire une deuxième et pareil. Merci de votre aide à tous2 points
-
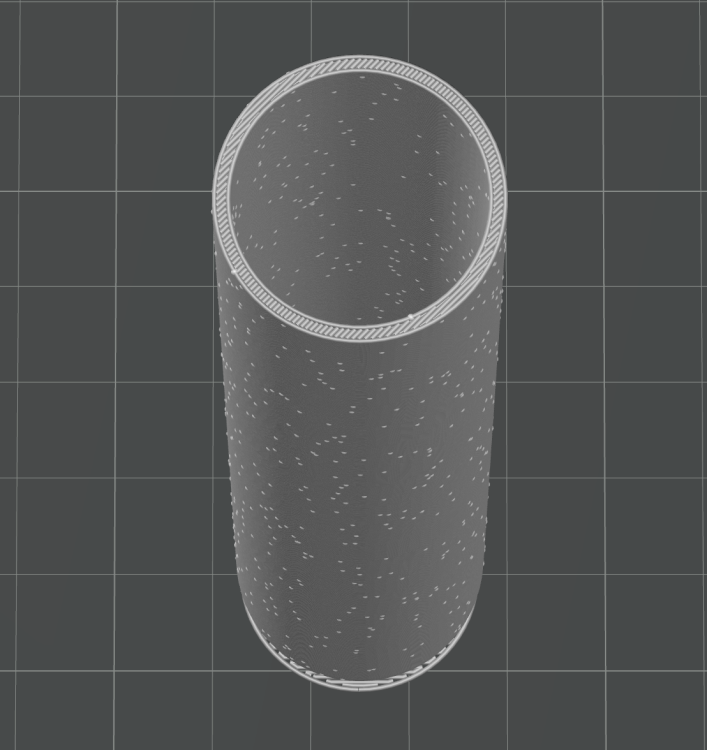
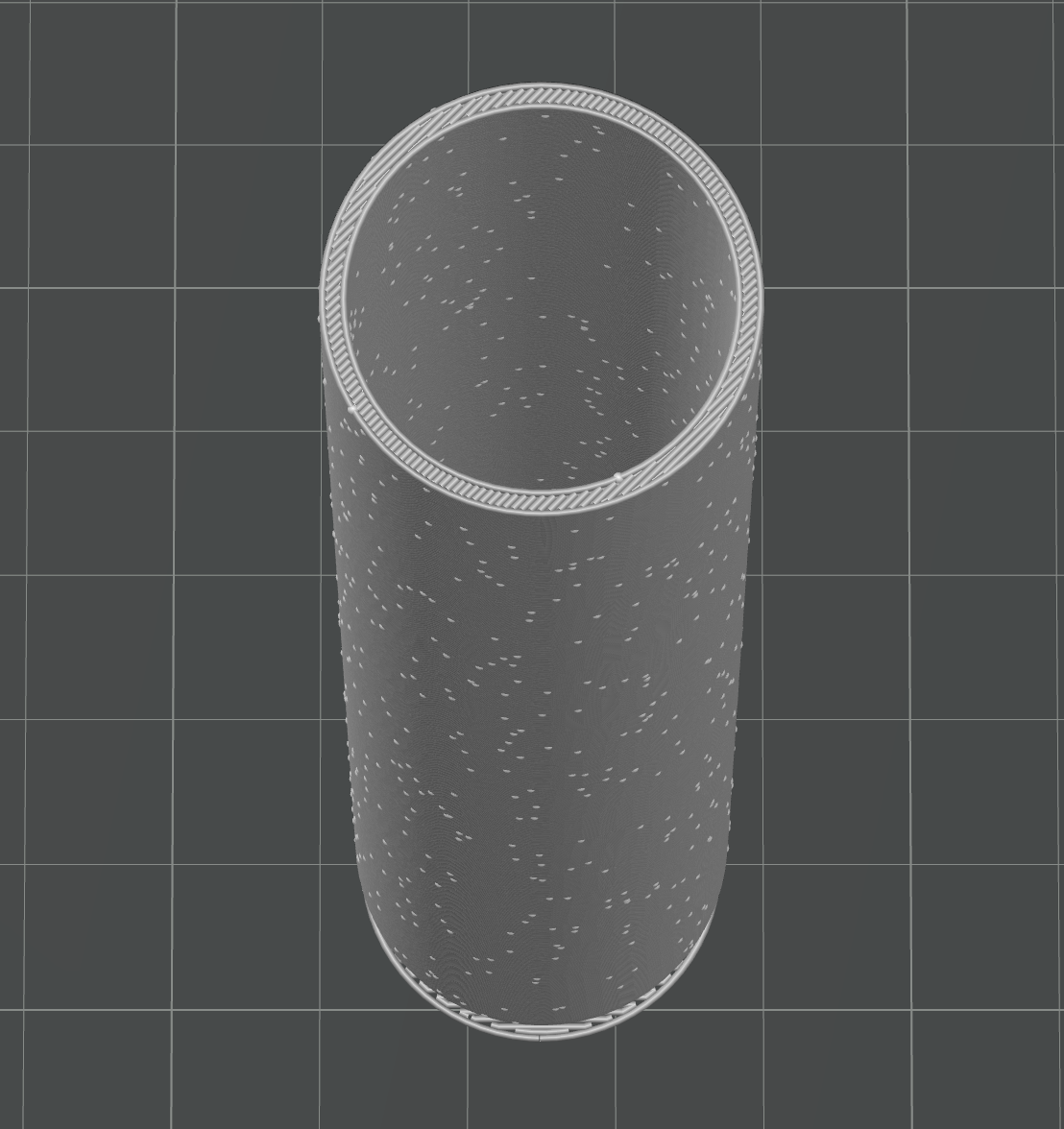
J'ai enfin réussi a rendre mon réservoir en PETG étanche ! Voici les paramètres utilisés : - "hauteur de couche" : 0,2 - "nombre de parois" = 1, avec un remplissage à 100% (épaisseur de 1,6mm avec une buse de 0,4, voir l'illustration) : ce permet que le remplissage chevauche les murs/parois... - paramètre qualité : "position de la jointure" = aléatoire, et "rayon de fermeture du trou" = 0,001 - et surtout pour les paramètres du PETG : "rapport du débit" = 1,05 les vidéos à jour :
 1 point
1 point -
Si je peux me permettre, en faisant ta fente en arc de cercle, ça rigidifiera ta photo qui se tiendra mieux debout1 point
-
Tirer des câbles ça va pas le faire, je suis dans une (vieille) maison de village. En revanche les prises CPL pourraient m'aider, j'en avais "avant"... Je vais voir ça, merci ! ~~~ Putain j'y comprends rien ! Tout à l'heure je me suis gouré, c'est sur le navigateur que je voyais l'imprimante, pas dans QS. Je viens de fermer la page Fluidd du navigateur et... ben je vois l'imprimante dans QS ! Je sens que je vais faire l’apéro moi, ça va me détendre1 point
-
Et rebelote ! Troisième fois que l'imprimante est hors connexion. Cette fois j'ai pu accèder à Fluidd dans mon navigateur (Firefox), force login est à vrai. J'ai donc rajouté l'ip de l'imprimante dans les clients vérifiés et instantanément j'ai pu accéder à l'imprimante. Le tout pendant une impression ! Merci @fran6p de tes infos Le truc c'est que je suis pas à l'abri que ça recommence...1 point
-
Bonne nouvelle, j'ai trouvé une entreprise qui connait bien cette panne et qui a les pièces pour la remettre en état (une Epson de 12 ans, mais dans la gamme pro). Intervention fin aout. DONC me revoilà plus tôt que prévu intéressé par une Carvera. @silvertriple serais-tu intéressé par des plaques de 300x300x4 mm en ABS - PC - PA 6 GF15 pour faire des essais d'usinage, je peux t'en envoyer, tu n'auras que le port à ta charge.1 point
-
Les deux sujets ont été fusionnés.1 point
-
Salut, Il ne semble pas y avoir de sur ou sous-extrusion, mais est-ce que tu as calibré l'extrudeur? voir le point 1 de ce tuto Pour le dessus de la pièce, tu peux activer le lissage qui va améliorer l'état de surface. Tu as aussi un pied d'éléphant. Peut-être que ton plateau est trop chaud. Tu pourrais activer le refroidissement et le paramétrer à 30% à partir de la couche 2. Est-ce que tu pourrais nous fournir le fichier 3mf de ta pièce (menu Fichier -> enregistrer le projet... ) que tu auras compressé avant de le joindre à ton message? Il nous permettra de mieux comprendre le tranchage, notamment la position de la couture.1 point
-
Un test avec plein d'impressions 3D multicouleurs, c'est celui de la Creality Hi Combo ! https://www.lesimprimantes3d.fr/test-creality-hi-combo-cfs-multi-couleurs-20250724/1 point
-
J'ai connu les 8 pouces… et avant les fiches cartonnées à perforer (c'est là que je me rends compte que je ne suis plus tout jeune ). C'est le plus important . Bonnes impressions (et photos).1 point
-
Bon petit souci à répétition pendant une impression, fil bloqué , impossible à résoudre, impression qui reste bloquée après le 2eme essai de résolution.... rien de très inhabituel, mais j'en ai marre, et depuis que j'ai reçu le ptfe id3 od4 de Capricorn, je me disais qu'il fallait que je change les ptfe qui vont jusqu'au hub. Donc je démonte le CFS , et j'ai bien fait...... Les 2 PTFE des emplacements 2 et 3 sont complètement éventré sur 7-8 cm..... et les 2 autres ont des courbures assez agressives sur le début. En les remplacent je m'aperçoit aussi que les trous de passage des PTFE ne sont pas vraiment en face des sorties du premier entrainement. Pour les emplacements 1 et 4, le trou est décalé d'au moins 6-7 mm , sur les emplacements 2 et 3 je dirait 3-4 mm au moins, et ce premier passage obligé est à ~15mm seulement de la sortie du premier entraineur. Tout ça ne doit pas aider pour un acheminement du filament sans problème.
.thumb.jpg.3cf9a77129908eed1c49bbc088c2766f.jpg) 1 point
1 point -
Autrefois, on utilisait des disquettes (et ça pouvait être dangereux ) : Bonnes photos

 1 point
1 point -
A la mémoire d'Ozzy Osbourne1 point
-
désolé pour le retard de la réponse voila le lien https://makerworld.com/fr/models/1291774-giraffes?from=search#profileId-1322583 ma passion le jeu de plateau l'impression 3d voici mon dernier print mis en semi situation

 1 point
1 point











.jpg.926f0fef419b023288622c4777acc189.jpg)
