Classement



Contenu populaire
Contenu avec la plus haute réputation dans 22/09/2025 dans Messages
-
bonsoir j'ai modifié un déshydrateur alimentaire pour sécher les bobines de filament ,réglage de la température par incrémentations de 5 degrés de 40 a 70 et temporisation jusqu'à 12 heures , ça fonctionne parfaitement avec les pates de fruits maison ,donc ça dois aller pour les filaments ,je vais bien voir si ça améliore le résultat .



 2 points
2 points -
Bonjour bonjour, TOut ce qui est tech et informatique me passionne. et là j'aurais besoin de me faire un petit réseau pour à terme peut-être m'acheter une imprimante 3D et etre autonome. A très vite. j'ai placé mon premier post ce jour1 point
-
En fait, je viens d’atterrir. Le cadeau c’était en fait prévu, mais je n’ai pas fait le rapprochement. En achetant une imprimante lors des jours anniversaires d’Anycubic, il offrait un cadeau avec l’achat. Moi je n’y pensais plus et l’envoi de ces deux films, c’est le cadeau pour l’achat en fait, mais qui arrive après coup.1 point
-
Je ne sais plus où j'avais récupéré ces fichiers au format step (les noms sont en allemand) : Druckkopf.zip À voir si tu y trouves ton bonheur.1 point
-
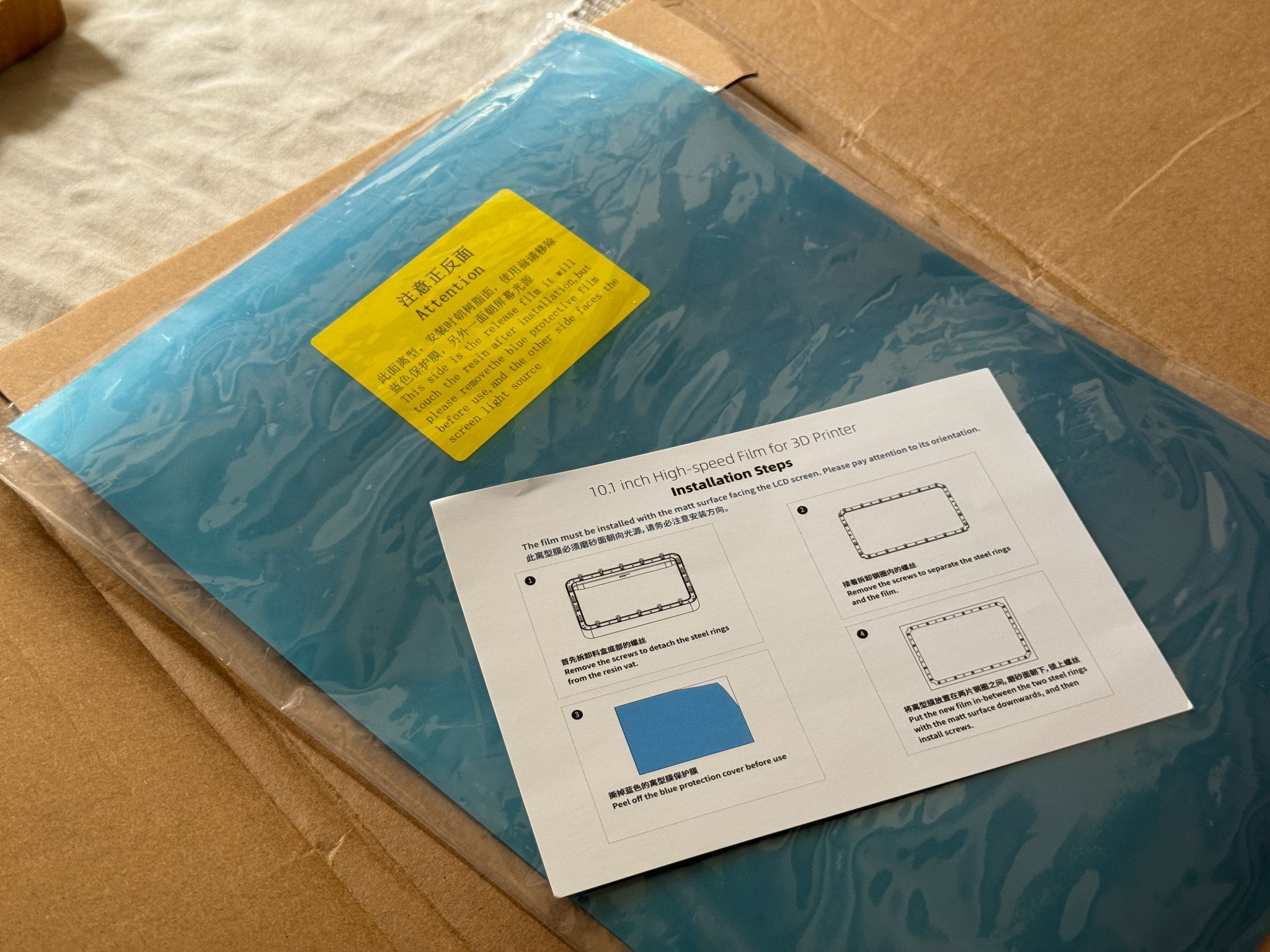
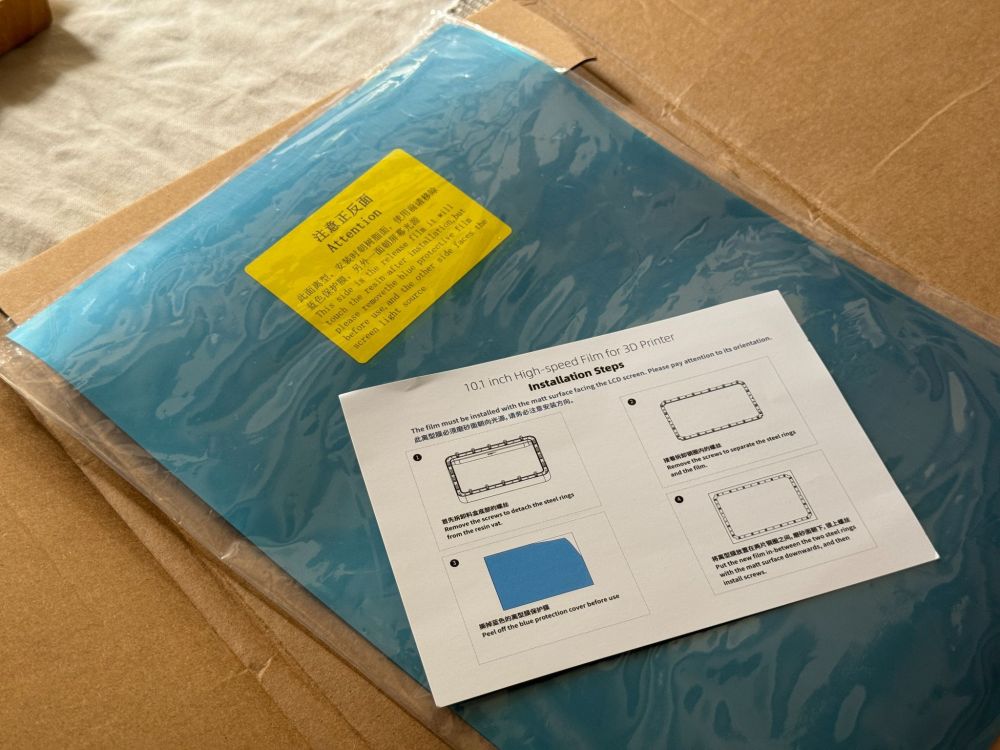
J’ai reçu ce matin un petit colis d’Anycubic, surement pour me faire oublier la mésaventure de la livraison. Je pense que c’est deux films ACF, mais en fait je n’en suis pas sûr, car il n’y a rien marqué dessus. Juste des petites étiquettes me disant quel côté doit être en contact avec la résine et une etite explication de montage sommaire. Ils pourraient tout de même se fendre d’un petit mot pour me dire ce que c’est comme film, mais j’ai trouvé sympa de faire ce geste pour me faire digérer ma mésaventure tout de même. Un bon point pour le service client. Le film de protection est bleu, mais je ne sais pas si sur Anycubic comme pour Antinsky il y a un code couleur? Bon, je n’ai toujours pas pu essayer mon imprimante, car je n’ai toujours pas reçu ma wash and cure, d’ailleurs ça commence à faire long… Elle est bien partie d’Allemagne, mais a été confiée à la poste et depuis ça n’avance pas… J’espère que je ne vais pas avoir de mauvaise surprise, si la wash n’arrive pas en milieu de semaine j’essayerai tout de même la machine pour être sûr qu’elle marche.
 1 point
1 point -
Il y a pas de questions idotes pour moi Si tu veux faire du hueforge par exemple suffit de définir une commande de pause ou d'utiliser une macro pause ou M600 si elle est déjà disponible sur le firmware de la machine et d'indiquer ton changement de couleur sur le slicer a la hauteur de couche donné, par contre si tu veux faire un figurine en couleur par exemple oublie cas tu as tellement de changement possible que tu vas devenir fous. Après la Centauri Carbone va recevoir a terme un système multi filament donc faut juste patienter1 point
-
Pour imprimer en multicouleur (sur une même pièce) il faut un système dédié (multi outil, multi buse, ou plus courant un système type AMS /CFS /IFS) La Elegoo CC verra bientôt un système de ce type arriver (annoncé pour avant fin d'année). En attendant, tu peux aussi paramétrer une pause d'impression pour changer le fil, avant de relancer. Ça sera possible pour certaines composition seulement (tu vas vite voir pourquoi )1 point
-
Bon c'est bien un fullmétal. Questions peut-être inutiles mais on ne sait jamais : une fois mis tu bloques bien le heatbreak dans le radiateur avec la petite vis pointeau, Elle doit se caler sur la fente du heatbreak Une fois que tu as mis le tube PTFE dans le radiateur, tu mets bien le Clip de calage du pneufit ? pas de jeu à ce niveau (pneufit défectueux) ? La marque sur ton filament quand tu le retires correspondrait à l'épaulement du haut du radiateur ou le PTFE devait être calé ? c'est la bonne taille ? Pour se faire le PTFE ne reste pas calé au fond de l'épaulement, et le haut du radiateur serait trop chaud ton ventilateur de refroidissement du radiateur tourne-t-il bien à la bonne vitesse.


 1 point
1 point -
pour la question de l'étanchéité du petg, j'ai conçu un pèse- flotteur, le principe on accroche un flotteur de pêche sur l'engin qui est préplombé précision de 0.06 grammes (poids du plombs de dit de touche; là n'est pas la question impression remplissage 100% couche 0.16 en pla, pas étanche, impossible de tester m'en doutais un peu je me suis dit petg, beaucoup pensent et je le pensais également que le petg était étanche, je teste, impeccable, je l'oublie dans le bac, l'après misi je reviens et là, surprise, le pèse plomb était au fond du bac, je pensais m'être trompé, j'en lève le flotteur, je l'allège d'1 gramme, il flotte, deux heures après au fond, j'en déduis que le petg, s'il est hydrophobe, n'est pas étanche, quand je l'ai retiré de l'eau, des gouttelettes perlaient à sa surface. je l'ai réalisé en asa, test sur trois jours, il est resté à la surface, ce n'est donc pas une erreur de conception le PETG n'est pas étanche sur long terme pat1 point
-
ça passe sur le plateau ? c'est assez large ,moi j'ai roulé un morceau de tole 4 rivets et la tour est joué , je regarderai éventuellement pour en imprimer un ,le mien est assez silencieux et de toute façon il est avec l'imprimante dans une pièce au sous sol . ce matin j'ai lancé l'impression de ma pièce a problème et c'est bien sorti température d'extrusion 160 température lit 100 épaisseur de couche 0.08 ventilation forcée a 80% pour les surplombs et le résultat est pas mal ,il y as encore quelques petites imperfections mais c'est acceptable ,le roulement et le circlips rentrent parfaitement ,merci pour vos conseils qui m'on été très utiles , c'est en forgeant qu'on devient forgeron .



 1 point
1 point -
Bonjour à tous. Je n'ai pas de M1, et après la lecture complète de vos commentaires, je ne pense pas en avoir une un jour. Si ça peut aider, vos pbs d'extrudeur me rappellent un cas rencontré il y a des années, au tout début des imprimantes 3D faites maison. Les poussières de PLA ou d'ABS étaient dues à des entrainements mal maitrisés. Les fameuses vis M8 usinées avec un taraud ou à la meuleuse dremel pour les nostalgiques du DIY. Des dents trop coupantes, pas assez, trop de force d'appuie ou pas assez, des fils de qualité aléatoire .... ça patinait et ça finissait souvent pas rogner le fil, mais pas assez pour empêcher l'entrainement, et sans véritable sous extrusion. Du coup, le système se remplissait de poussière, et les petits grains étaient entrainés dans le tube guide (soit par gravité, soit collés au fil par l'électricité statique), vers le heatbreak. Des petits grains de sable qui se mettent entre un arbre et son alésage, ça finit toujours par arcbouté et ça coince tout. Il a fallu un moment pour comprendre, parce qu'au démontage ou en tirant, on ne voit absolument rien si on ne cherche pas ça spécifiquement. Je ne dis pas que c'est le pb de la M1, mais ça y ressemble. Le temps de fonctionnement entre pannes (quelques heures) correspond aussi. Sans refaire les entraineurs, les solutions à l'époque étaient le coup d'air comprimé régulier pour virer la poussière (facile : tout était ouvert), et régler pile poil la force de pression de l'extrudeur (trop ça bloque, trop peu ça patine et c'est de pire en pire, et en plus ça dépend du fil : bon courage !).1 point
-
J'ai trouvé ça l'autre jour, je me demande si ça répondrait pas à ton souci : https://makerworld.com/fr/models/23908-bambu-x1-carbon-purge-chute-extension#profileId-26143 https://makerworld.com/fr/models/218115-the-nozzle-wiper-x-p-series#profileId-236988 Les idées viennent de cet espace de discussion : https://forum.bambulab.com/t/p1s-poop-clearing/658551 point
-
Avec plaisir !!!1 point
-
@3xkirax3 la caméra de la Bambulab est connecter a la machine et piloter en direct par le firmware close et proprietaire, a part hack la machine et passer sur un Klipper (ce qui est possible certain l'on fait sur X1C) mais pas donner a tous et cela fait perdre les MaJ evolution potentielle BBlab et support, le flux vidéo est exclusif au outils BBlab. @RFN_31 pour les port usb sur le Pi 0 2w tu peux aussi faire comme j'ai fait a l'epoque de la sortie du Pi 0 2w lui placer un Pi Hat USB sur le GPIO ce qui perso ma ajouter 3 Usb A et un Rj45 au Pi j'avais de mémoire payer le Pi Hat 7€50 sur ali. @M3D en effet j'ai pas mal de caméra USB chez moi dont certaine avec vision nocturne (celle vision nocturne est sans boitier c'est un objectif avec sa carte controler) et tu as raison sa fait largement le taf et bien supérieur a la qualité des caméra de fabriquant d'imprimante. La Nebula Cam est une caméra de creality de super qualité elle mais c'est pas une intégrer au machine1 point
-
Ca ne nous rajeunie pas, ça fait mal...1 point
-
Moins de news qu’en août mais du lourd quand même avec Snapmaker qui explose Kickstarter, PRIM3D & Lynxter qui innovent en silicone médical, LEGO qui passe à l’impression 3D pour sa production, Artec 3D pour l’Expo universelle, une promo sur le Dryer Creality Space Pi X4, des dryers DIY, le lancement du Acmer X1 et le début du test de l’Artillery M1 Pro. https://www.lesimprimantes3d.fr/semaine-impression-3d-507-20250921/1 point
-
J'aime bien ton emplacement (attention si t'es en apart', c'est possiblement la pièce en dessous qui va le plus souffrir du bruit ) Le bruit des imprimantes, de manière générale, est issu principalement de 2 sources : les bruits de moteurs / déplacement. Les imprimantes rapides peuvent avoir des bruits "électriques" émis directement par les moteurs de chaque axe selon leur vitesse, et des bruits liés à la vibration induite par ledit déplacement (ta tête, quand elle rempli une zone toute petite, va changer de direction à grande vitesse plusieurs fois par secondes sur au moins 2 axes). Ce sont ces bruits sont pas les plus intenses, mais ce sont ceux qui sont le plus susceptibles de se propager et d'être entendus dans la pièce à côté (comme si tu tapais sur ton mur) les bruits de ventilation : pour refroidir l'électronique (comme une tour de PC à l'ancienne), pour refroidir le filament au moment de la dépose, pour refroidir le heatbreak, et (dans ton cas) pour réguler la température dans l'imprimante en tant que telle. Tous ne tournent pas à fond tout le temps, mais tu auras pas trop la main dessus, ils sont inévitables. Ces bruits peuvent être pénibles sur la durée quand tu es dans la pièce, mais tu ne devrais pas trop les entendre dans une pièce à côté, porte fermée. L'avantage et l'inconvénient de ton emplacement : le côté "caisson" pourrait faire caisse de résonance. Tu devrais cependant pouvoir assez simplement casser cet effet (si jamais il survient) en mettant un revêtement adapté au mur. Et monter une porte (voir même un rideau bien épais pour commencer) pourrait par ailleurs casser le plus gros du bruit de ventilation, à moindre frais. Pour les bruits mécaniques, les bruits de moteurs sont traités de la même manière que les bruits de ventilateurs, en essayant de casser leur propagation. Quant aux bruits de type vibration, on va chercher à ce qu'ils ne se propagent pas dans ton support, ton mur, etc. Il est possible : de brider les vibrations. Sur la Hi, j'ai cassé le plus gros du bruit (pas loin de 15 dB) juste en bridant les accélérations à 6000mm/s2. Bien sûr, ça va t'augmenter les temps d'impression et ça fait un peu iech d'avoir une telle machine pour perdre 15 à 20% de temps. de travailler à la manière dont tu disposes ton imprimante : pieds anti vibrations, meubles accroché ou non au mur, etc. pour éviter a minima que le bruit de vibration ne contamine toute la maison. Tout ceci étant dit, à ta place, je ne ferai rien tant que j'ai pas mis en place et testé l'imprimante. Si ça se trouve son bruit est 100% gérable avec un gros rideau épais pour atténuer les sons de ventilation. Je commencerai par la poser sur une table bien stable mais pas trop chère, et puis lancer une impression à fond les ballons pour voir comme tout ça se comporte avant de me lancer dans des achats et bricolages trop important. Après tout, la H2S est annoncée à <50dB, ce qui est relativement bas pour une machine à cette vitesse, d'autant qu'ils annoncent traiter les bruits moteurs ET les bruits de ventilation. C'est trop haut pour la mettre dans la même pièce que ta TV, mais perso je supporte assez bien ce bruit de fond dans mon propre bureau.1 point
-
Salut, en effet en partant d'un vectoriel, tu n'as "rien à faire". Quand je dois partir d'une image matricielle, je passe d'abord par une étape de pré-processing qui consiste à manipuler l'image dans un éditeur d'image (genre Gimp), afin de rendre l'image "vectorisable". C'est à dire jouer sur le contraste, extraire et séparer les couleurs si besoin etc... Le but est de finir avec une image mono-chrome (noir et blanc, pas niveau de gris) nette, pour ensuite passer ce résultat dans un outil de vectorisation. Plus l'image source est propre et de bonne résolution, plus le travail de vectorisation sera facilité pour le logiciel.1 point
-
Quelques retours après un peu plus de deux semaines d'utilisation de l'étuve à vide pour sécher les filaments. Pour ceux que ça intéresse. Ca sèche très bien et en moitié moins de temps qu'avec mon ancien four à chaleur tournante. Les température de séchage sont très légèrement plus basses et respectent les préconisations des fabricants, alors qu'avant il fallait monter de 5°C Les matériaux techniques sont bien mieux séchés. Le volume de 50l fait que 2 bobines de 2,3kg peuvent être traitées en même temps si les températures de séchage sont similaires. J'ai changé un peu la façon de faire : Mise en chauffe de l'étuve. Une fois à température, mise sous vide et la pompe va tourner pendant 30 min environ. Isolement de l'étuve et arrêt de la pompe. Dans la dernière demi heure, tirage du vide à nouveau et jusqu'à la fin du cycle de chauffe. Le point un peu compliqué, c'est la pompe à vide : elle condense beaucoup et l'huile se pollue assez vite. Le brouillard d'huile est quasi nul avec le filtre posé sur l'échappement. J'ai un "gas ballast" sur la pompe, mais je dois changer la façon de faire pour qu'il marche bien : je tirais le vide pompe froide, je suis en train d'essayer pompe chaude. Il semblerait que ça réduise la condensation dans la pompe et permette l'évacuation de la vapeur d'eau par l'échappement.
 1 point
1 point