lezabour
-
Compteur de contenus
47 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil
697 visualisations du profil

Récompenses de lezabour
")





-
BLTouch 3.1 - Problemes de Bed leveling
lezabour en réponse au topic de lezabour dans Discussion sur les imprimantes 3D
ok, apres pas mal de test, j'ai modifié la vitesse de palpage du BLtouch, et un peu equilibré le bed qui avait l'air d'etre un peu plus bas sur l'arriere; a priori ca fonctionne deja bcp mieux merci de ton aide ! -
BLTouch 3.1 - Problemes de Bed leveling
lezabour en réponse au topic de lezabour dans Discussion sur les imprimantes 3D
yes je vais tout reverifier ce week end et je te dirais apres la mienne est la version P3Steel, donc en acier, normalement c'est assez rigide merci de ton aide -
BLTouch 3.1 - Problemes de Bed leveling
lezabour en réponse au topic de lezabour dans Discussion sur les imprimantes 3D
autre element tres bizarre, je viens de faire via octoprint et son plugin Bed Visualizer, plusieurs Mesh bed leveling. Et j'obtiens a chaque fois des resultats differents, voir tres differents je vais voir au niveau des reglages BLtouch si tout est OK . je suis sous marlin 2.0.3 -
BLTouch 3.1 - Problemes de Bed leveling
lezabour en réponse au topic de lezabour dans Discussion sur les imprimantes 3D
Bonjour, merci de ton retour et tes indications! En fait mon imprimante est plus a l'ancienne. Elle n'utilise pas de vslot 2020 ou 2040 mais le système de base prusa. (cf. photo ci dessous) par contre je vois effectivement 0.2mm d'equart en fonction des points. j'ai démonter et remonter le bed hier, en meme temps que le BLtouch. J'ai évidemment tout nettoyé et lubrifié avec du lubrifiant silicone. J'ai même changer les barre T8 lead screw de l'axe Z (les barres avait 3-4ans, je commençais à avoir du jeu) Par contre, tjrs le même problème pour le bed. Je commence a me demander si le bed est pas trop "bombé" pour être corrigé par un BLTouch.... ou autre chose que je n'ai pas encore identifé merci encore de tes suggestions et aide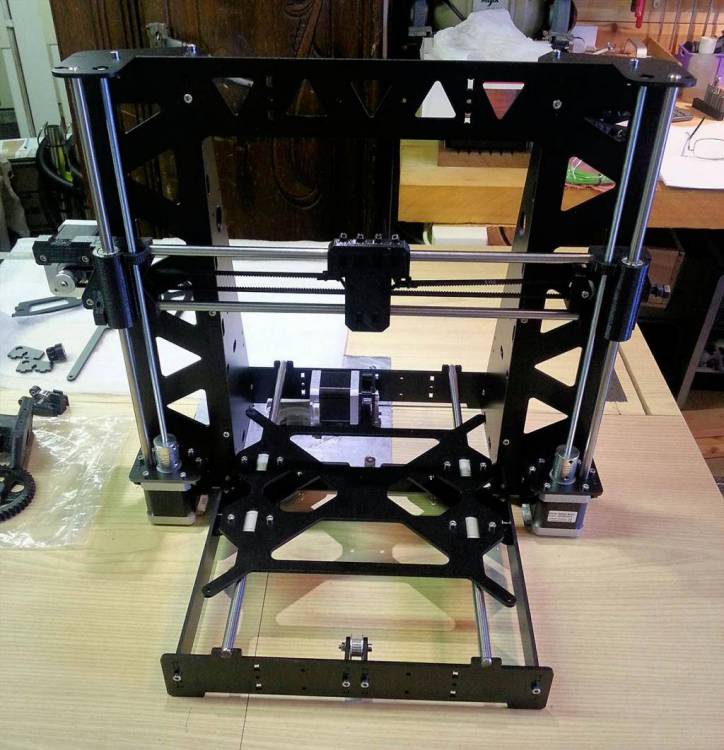
-
BLTouch 3.1 - Problemes de Bed leveling
lezabour a posté un sujet dans Discussion sur les imprimantes 3D
Bonjour a tous, Je continue les modifs de mon imprimante, P3Steel SKR 1.3 + TMC2208 + Ed3 v6 J'avais un 3DTouch de Geeetech, et depuis un moment j'avais un problème de bed leveling. Le 3D touch sensé régler ca, n'y arrivait plus, même après un changement de bed. J'ai donc investi dans un BLTouch officiel, v3.1 de antlabs. Et je suis surpris, car j'ai toujours le même problème En gros la première couche a l’arrière du plateau est parfaite, bonne taille, bonne adhérence plateau. Mais a l'avant, le hotend bute sur le plateau et provoque du clog.... je pensais que le BLtouch officiel m'aiderait mais ça n'a pas l'air. Je me dis que je dois avoir un problème de gcode; Voici le mien, si quelqu'un a une idée d'ou ça pourrait venir: G21 ;metric values G90 ;absolute positioning G28 ; home all axes M104 S[first_layer_temperature] G29 M109 S[first_layer_temperature] Ici le résultat du G29 08:44:38.958 : Bilinear Leveling Grid: 08:44:38.958 : 0 1 2 3 08:44:38.958 : 0 -0.491 -0.459 -0.445 -0.646 08:44:38.959 : 1 -0.442 -0.284 -0.238 -0.444 08:44:38.959 : 2 -0.085 +0.087 +0.069 -0.260 08:44:38.959 : 3 -0.081 +0.027 +0.026 -0.254 08:44:38.982 : Subdivided with CATMULL ROM Leveling Grid: 08:44:38.982 : 0 1 2 3 4 5 6 7 8 9 08:44:38.982 : 0 -0.49100 -0.47944 -0.46789 -0.45850 -0.44480 -0.43326 -0.44550 -0.49665 -0.57157 ======= 08:44:38.982 : 1 -0.48607 -0.45803 -0.42998 -0.40759 -0.38627 -0.37061 -0.38002 -0.42933 -0.50372 ======= 08:44:38.982 : 2 -0.48115 -0.43661 -0.39208 -0.35669 -0.32775 -0.30796 -0.31454 -0.36202 -0.43587 ======= 08:44:38.982 : 3 -0.44200 -0.38519 -0.32837 -0.28400 -0.25106 -0.23056 -0.23800 -0.28787 -0.36569 ======= 08:44:38.982 : 4 -0.33274 -0.26950 -0.20626 -0.15909 -0.12859 -0.11415 -0.13007 -0.19125 -0.28278 ======= 08:44:38.983 : 5 -0.18926 -0.12381 -0.05836 -0.01241 +0.01205 +0.01701 -0.01109 -0.08779 -0.19754 ======= 08:44:38.983 : 6 -0.08500 -0.02083 +0.04333 +0.08650 +0.10620 +0.10491 +0.06900 -0.01759 -0.13880 -0.26000 08:44:38.986 : 7 -0.05752 +0.00094 +0.05939 +0.09852 +0.11682 +0.11579 +0.08059 -0.00511 -0.12498 -0.24485 08:44:38.986 : 8 -0.06926 -0.02001 +0.02923 +0.06276 +0.08095 +0.08341 +0.05330 -0.02589 -0.13766 -0.24943 08:44:38.986 : 9 -0.08100 -0.04096 -0.00093 +0.02700 +0.04507 +0.05104 +0.02600 -0.04667 -0.15033 -0.25400 08:44:38.986 : X:178.00 Y:225.00 Z:12.04 E:0.00 Count X:14240 Y:18000 Z:4720 Evidemment j'ai avant tout fais une calibration manuel au centre du bed (le bed étant sur des entretoise en acier, pas de ressort a gérer), et bien mis l'offset dans Marlin. si quelqu'un a une idée d'ou ca pourrait venir, car avec le nozzle qui clog, mes "grandes" impressions foire a tous les coups merci à tous de votre aide . -
SKR1.3 - TMC2208 - P3Steel - Problèmes de qualité de print
lezabour en réponse au topic de lezabour dans Discussion
Petit suivi a priori j'ai resolu une partie du probleme en retournant au montage du Z que j'avais avant, c'est a dire avec un coupleur (1 seul drivers pour les 2 moteurs) Il semble que le mode dual_Z ait posé probleme; j'ai aussi corrigé un peu d'extrusion qui semblait peut etre un peu en dessous (97mm pour 100mm demandé) la qualité des prints s'est grandement amélioré; encore 2-3 petites choses qui vont pas (bridge pas top, et des traces externes sur les layers ) mais ca semble bcp mieux je suis tjrs en 16 pas interpolé en 256 merci -
SKR1.3 - TMC2208 - P3Steel - Problèmes de qualité de print
lezabour a posté un sujet dans Discussion
Bonjour à tous, Apres pas mal d'hésitations entre garder mon système actuel (mks gen 1.4 / marlin 1.9) et ajouter RPI + klipper ou directement du 32bits avec la SKR1.3. J'ai décidé de prendre la 1.3, plus pratique pour moi de pas avoir à gérer le RPI en plus de l'imprimante. J'ai aussi décidé de modifier mes drivers moteurs, pour passer à des TMC2208 (pour tous les moteurs) que je gère en UART, stealchop, via Marlin 2.0. Je suis resté sur les 16 pas interpolé (d'ailleurs ça vaut le coup de passer en 256 vu que la SKR doit le supporter? En sachant que mon objectif reste la qualité/silence) Sur mon Marlin 2.0, j'ai également un dual Z (branché en Z + E1) et plusieurs ventilateurs (2 pour tmc2208, 1 extruder, 1 pour le cooling du filament) C'est beaucoup plus silencieux, même si j'ai encore plusieurs réglage a faire. Mon problème principal via de la qualité des prints pour le moment (cf. les photos); c'est pas encore ça et j'arrive pas a comprendre ce qui foire. Plusieurs problèmes que j'ai identifiés si quelqu'un a une idée d'ou ça pourrait venir: 1) les couches sont mal fixé entre elles: j'ai l'impression que le Z monte trop?on vois clairement de l'espace entre les couches, et au toucher c'est tres fragiles. J'ai verifié les step, quand je bouge mes axes de 10mm j'ai bien 10mm (de plus j'ai pas changé vis a vis de mon ancienne config ou tout fonctionnait bien); peut etre un probleme de vref? ou autre? 2) les périmètres ne sont pas réguliers, (pas des lignes droites); j'ai renforcer la Belt de X et Y au cas ou (via un belt tensioner), mais ça change pas grand chose 3) les couches du dessus sont pas tres propres J'ajoute mes fichiers config de Marlin2.0 au post, si quelqu'un a une idée d'ou pourrais venir le probleme. Ou si vous avez une experience avec une config similaire (skr1.3+tmc2208) merci de votre aide Configuration.h Configuration_adv.h


-
Ok, j'ai reussi a pas mal avancé, c'est tout pour ce soir J'ai plus le probleme de M117, c'est cool. Par contre, je slice mes fichiers via Slic3r sur PC, pour envoyer sur mon raspberry (pas reussi encore a installer une version de slicer sur rpi). J'ai plein de Gcode de debut non reconnu, le G29 du bed leveling non plus, et mon Z offset defini dans marlin (et identique normalement dans Klipper) ne semble pas pris en compte Je me demande si c'est la bonne maniere d'utiliser Slic3r pour slicer? Vous faites comment vous? merci encode de votre aide
-
Merci a tous pour votre aide. Ca a l'air de bcp mieux fonctionner en corrigeant le port serial par le serial/by-id/* J'ai enfin les bonnes temperatures!! J'arrive a chaufer le bed etc. Bon j'ai encore des reglages a faire (Y endstop pas correctement reconnu, BLtouch non fonctionnel encore), mais j'ai deja le gros de corrigé Par contre quand je me connecte j'ai un message Unknown command M117 merci encore!
.thumb.png.beedc9ebbe226ab3fc336aa2678ccc73.png)
-
Merci pour votre aide Oui l'imprimante est bien connecté sur le port TEMP, je peux faire bouger les axes. j'ai pas de message d'erreur qui s'affiche, mais je vois les temperatures a 0. A chaque changement du fichier printer.cfg je fais un restart et reconnect l'imprimante sudo service klipper restart en PJ le log merci encore klippy.log
-
Bonjour a tous, après avoir lu les messages je tente de passer vers Klipper pour ma MKS Gen 1.4 Installation OK, pas de soucis (merci pour le tuto), flashage de la carte OK, modification de la config...mmm OK Juste un problème, je me connecte via mon Octoprint, mais je n'ai aucune température valide. Le SOC affiche 36° (ok), mais l'extruder affiche 0 et le Bed 0 ou NAN J'ai tenter tous les types de sensor proposés dans l'extra config; mais tjrs meme resultat, alors que ca marche parfaitement sur Marlin. Normalement les PIN sont les bonnes, car reprise du fichier config RAMPS (et j'ai aussi checker le github/issus checker les configs des personnes avec MKS gen 1.4) Si quelqu'un a une idée de ce que ça pourrait être merci de votre aide [extruder] step_pin: ar26 dir_pin: ar28 enable_pin: !ar24 #step_distance: .002 step_distance: .01052 nozzle_diameter: 0.400 filament_diameter: 1.750 heater_pin: ar10 sensor_type: EPCOS 100K B57560G104F sensor_pin: analog13 control: pid pid_Kp: 22.2 pid_Ki: 1.08 pid_Kd: 114 min_temp: 0 max_temp: 250 ----> Pour info j'ai aussi testé le control=watermark mais ca change fonctionne tjrs pas [heater_bed] heater_pin = ar8 sensor_type = EPCOS 100K B57560G104F sensor_pin = analog14 control = pid pid_kp = 474.78 pid_ki = 193.84 pid_kd = 602.85 min_temp = 0 max_temp = 110
-
merci bcp
-
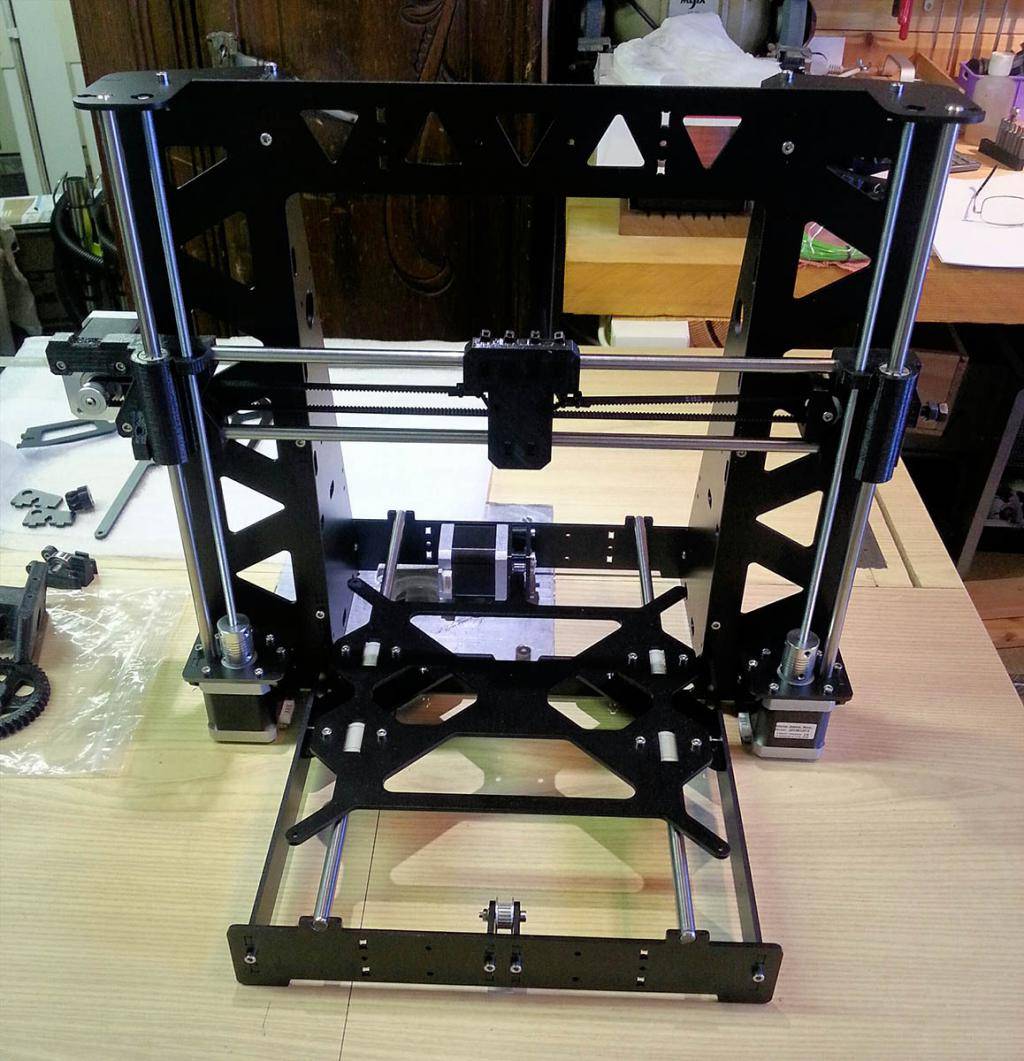
Bonjour, Tres beau boulot!! Hyper silencieux et la qualité semble la Ca m'a donné envie de modifier ma P3steel vers un modèle type CR10 mini J'ai suivi ta liste de course, j'ai deja pas mal d'elements et je vais commander et imprimer le reste. Par contre j'ai pas encore trouvé les STL de l'axe des X et Z (les parties que tu as faites en CNC) Aurais tu pars hasard les fichiers? je pourrais les faire découper dans un fablab ou si c'est des STL les faire imprimer en ABS (?) merci de ton aide et encore tres beau boulot :)
-
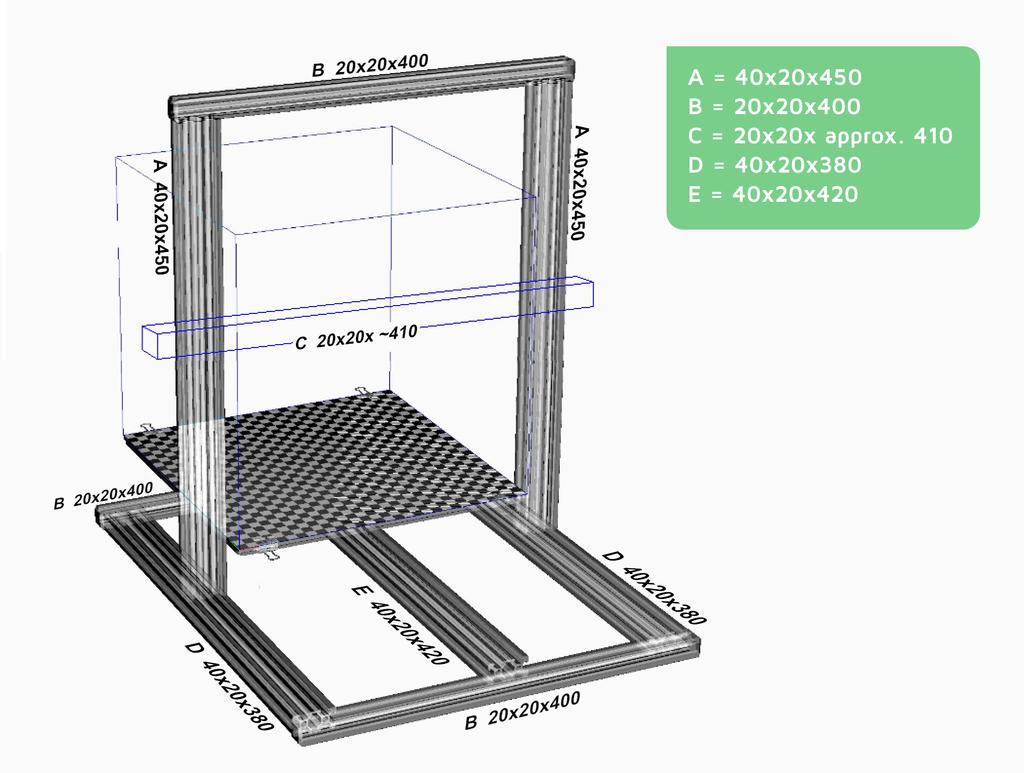
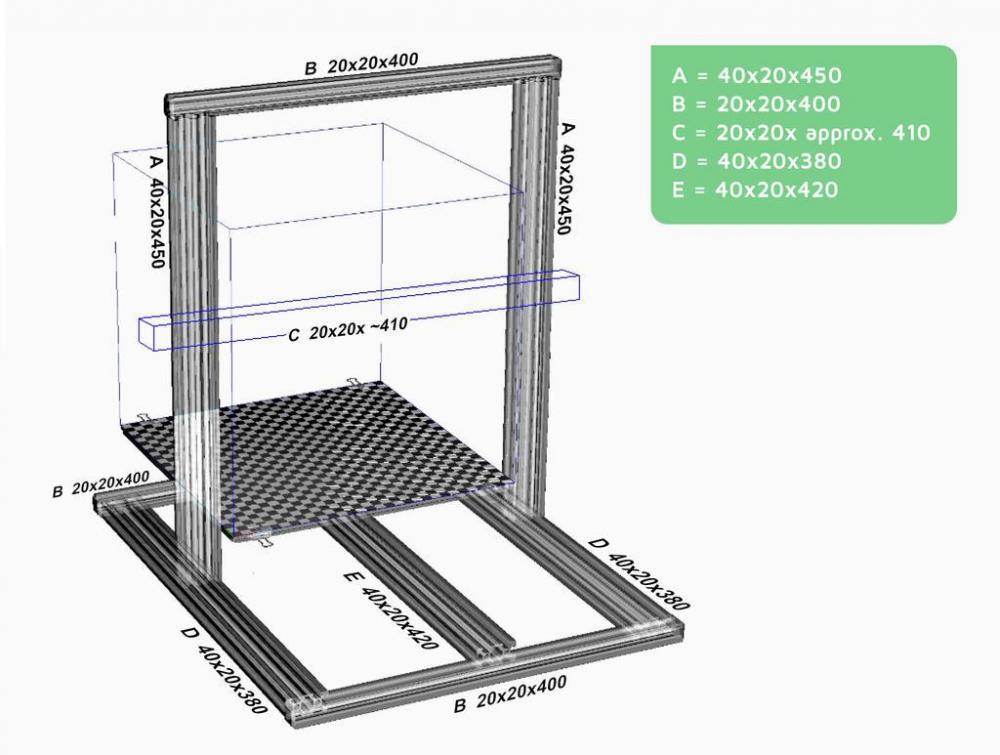
un utilisateur de thingiverse m'a envoyé les dimensions, je partage ici au cas ou quelqu'un aurais besoin
-
Bonjour Je pense a agrandir mon plateau d'impression, et pour cela passer d'une P3Steel, vers un modèle CR10mini DIY (j'ai deja tout l'electronique, moteurs et autres) je sais que la P3steel existe aussi en plus grand, mais je voudrais en profiter pour passer au systeme vslot, qui semble plus silencieux et 'rapide' (?) J'ai trouvé pas mal de kit vslot pour recréer une CR10 ou CR10S, mais pas encore pour la mini. (ex: https://fr.aliexpress.com/item/33012439773.html) Or seul la CR10mini tiens dans mon espace dédié à l'imprimante cf ce post pour la CR10 normal L'idée est d'avoir un bed de 300x220x300 (ou 300*200*300) Est ce que quelqu'un aurait les dimensions des barres vslot alu de la CR10 mini? merci de votre aide



.png.588f26fc01f9ab5089ebb524d746610b.png)