Phenix2984
-
Compteur de contenus
31 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Phenix2984
-
Need help (sur-extrusion ou rétraction, ou pas?)
Phenix2984 en réponse au topic de Phenix2984 dans Creality
Hello, la valeur de E step à bien été calibrée "dans les règles" mais je joue un peu sur cette valeur car si je règle exactement pour avoir mes 10cm d'extrusion de fil, je suis en sur-extrusion sur la buse (en effet avec cet extrudeur je suis entre 120 et 140 step/mm. Pour la rétractation, c'était une tentative, je suis revenu aux valeurs par défaut. Note: j'ai de super résultats avec le PLA dans mon enceinte, elle sert surtout à éviter que des petites main viennent se poser à des endroits ou il ne faut pas. J'ai reréglé toutes les roues, inversée la vis sans fin du Z, il y avais en effet un point un peut dur. Je relance, on va voir. A priori la piste de PPAC semble être la bonne. -
Need help (sur-extrusion ou rétraction, ou pas?)
Phenix2984 en réponse au topic de Phenix2984 dans Creality
Hello, Pour les infos demandées: J'utilise Cura comme slicer avec les paramètres de base (j'ai fait un reset complet), j'ai fait un cube de calibration et un bechy sans problème. C'est vraiment avec les pièces asses grandes que ça pose soucis. J'ai refait le gcode plusieurs fois avec plusieurs versions de Cura. Au final, je pense à un problème mécanique sur ma vis sans fin pile au niveau de la 2e couche. Je viens de faire un test en utilisant un raft (je n'en ai jamais utilisé avant), pour que ce problème potentiel se retrouve dans le raft et pas dans la pièce: la pièce s'imprime parfaitement (j'en suis à la 6e couche). Dès que c'est fini, j'inverse ma vis sans fin de l'axe Z. Je vous tiendrais au courant. Merci beaucoup -
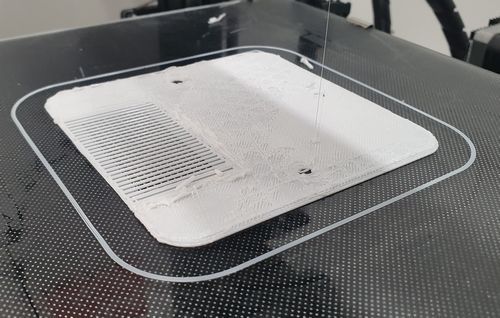
Hello, si quelqu'un pouvais m'aider. Mon Ender3 va partir soit à la beine, soit sur lbc. Ca fait plusieurs semaines que je je n'arrive pas à trouver une solution. Le matériel: Ender3 v1 avec CM 4.2.7, direct drive et extrudeur de CR10 à double entrainement, plateau en verre, enceinte DIY. Je l'ai depuis 2 ans et je n'avais aucun soucis. Tout fonctionnais parfaitement jusqu'à il y a quelques semaines. Pour une raison incompréhensible j'ai des dépôts sur les "grosses" impressions à partir de la 2e couche. Ca fait des dépôts entre les lignes qui finissent par bloquer la tête. La première couche est parfaite. J'ai fait des essais en faisant varier (à chaque fois un seul paramètre à la fois): - les E step/mm de l'extruder (normalement avec mon extruder 130, j'ai fait varier de 140 à 90 sans aucune différence) - la température de 190 à 210, sans aucune différence - la rétractation (de 5 à 10 mm, sans aucune différence - la hauteur de couche de 0.08 à 0.28 sans aucune différence - J'ai changé la buse, le hot end complet; la aussi sans aucune différence - J'ai essayé avec 3 PLA différents sans aucune différence. - J'ai reflashé le FW de Creality sans aucune différence. Je suis incapable de trouver la cause du problème. En plus j'ai des print à faire pour le boulot qui commencent à être grave à la bourre, c'est une catastrophe. Est-ce que par miracle quelqu'un aurais une idée pour m'aider?

-
recherche Cherche carte 32 bits pour mon hypercube.
Phenix2984 en réponse au topic de lulux dans Achats
Hello, ,j'ai dans mes cartons une MKS Gen L v1 avec 5x drivers 2208 et l'écran TFT, ça peut t'intéresser? -
Hello, Désolé de faire encore appel à la communauté pour un problème, mais je ne comprends pas du tout. Un de mes drivers est HS sur ma CM 1.1.5, j'ai commandé une de remplacement, la seule dispo était une 4.2.7. Mon soucis est que j'ai un extrudeur "maison", donc il faut que je change le step/mm. J'ai beau faire le "store setting", le réglage ne reste pas en mémoire. Dès que je reboot l'imprimante, elle reviens avec 93 step/mm. J'ai testé: - store setting long (10sec) - maj firmware marlin (EEprom error) - maj firmware Creality officiel, la machine fonctionne parfaitement mais le problème est toujours là. - test avec SD ou sans SD, pareil (au pire, je me disait que la CM à besoin de la SD pour stocker les réglages, mais c'est pas ça). Je change mon step/mm de l'extruder, ça fonctionne. J’éteins l'imprimante, je rallume, il reviens sur 93 step/mm. Jamais eu ce soucis avec la CM 1.1.3 ou 1.1.5. C'est moi qui ai loupé un truc? Mon prochain test (si j'y arrive) charger un marlin où les step/mm sont indiqué en "dur" dans le FW , mais c'est contourner le problème. Qu'en pensez vous, j’envoie la CM en SAV? Merci d'avance pour vos réponses.
-
Je confirme, j'ai les dampers et les handpose, j'ai rien monté. La CM 1.1.5 + noctua, c'est largement suffisant, plug and play et bien plus rapide à installer.
-
Question aux possesseurs de BL-Touch
Phenix2984 en réponse au topic de Phenix2984 dans Discussions sur les imprimantes 3D
Merci beaucoup. > Mon plateau est pas top mais pour l'instant les défauts de planéité ne m'ont jamais causé de gros soucis, le plateau n'est jamais changé (plateau verre avec Dimafix) sauf 1x tous les 6 mois pour un nettoyage complet. Dans mon cas, c'est donc pas vraiment indispensable. Vue que je l'ai, je ferai quand même surement un test "pour voir" et je reviens en arrière si je constate que ça ne me convient pas. Pour l'instant j'ai du mal à voir ce que ça me fera vraiment gagner (en temps, en qualité, ...), le mieux est l'ennemi du bien En tout cas merci beaucoup pour vos réponses c'est cool. -
Question aux possesseurs de BL-Touch
Phenix2984 a posté un sujet dans Discussions sur les imprimantes 3D
Hello, J'aurais une questions à poser à ceux qui ont installé un BL-Touch. Particulièrement à ceux qui n'en avaient pas et qui en ont ajouté un. J'ai une Ender3 depuis maintenant 2 ans, pas mal upgradé (CM 1.1.5) J'ai acheté un BL-Touch mais pas encore installé (c'est donc pas une question de budget). Le seul truc qui me fait un peut peur est l'installation niveau FW. La question que je me pose c'est: "Le BL-touch est-il vraiment techniquement utile dans mon cas?" - Je change très souvent de buse (en fonction des matériaux et de la pièce). Quand je garde la même buse, je ne re-règle pas forcément le Z entre chaque pièce (si j'enchaine des pièces avec le même filament, la même buse, je peu facile en faire 10 d’affilé sans avoir à modifier les réglages, ça passe tranquille, suffit de bien vérifier la 1ere couche pour détecter un éventuel problème). - Je ne me sert pas de l'écran (débranché et enlevé), utilisation exclusivement via octoprint. Si j'ai bien compris, à chaque changement de buse, il faut ré-paramétrer le Z du BL-touch. (dans mon cas, rebrancher l'écran, régler la hauteur en z avec la feuille de papier dans le menu, ensuite lancer l'impression). Finalement je me dit que le BL-Touch est pratique mais uniquement dans le cas ou on garde la même buse en permanence. Entre régler la hauteur "à la main" comme actuellement sur 4 points du plateau et le BL-Touch, qu'on règle à un seul endroit, mais pour lequel il faut aller dans le menu, je suis pas sûr que ce soit vraiment un gain de temps. Note: oui, avec un BL-Touch, c'est surement plus précis, on peut annuler les déformations du plateau, mais concrètement, là ça fonctionne, j'ai très peu de pertes et "à la main", avec l'habitude, ça va vite. Ajouter un composant, modifier le FW, c'est ajouter des sources potentiel de problème avec des paramètres que je ne maitrise pas. Es-ce que des gens qui ont l’expérience du BL-touch sur des Creality pourrais m'aider dans mon choix? Merci!
-
Bon, ayant besoin de place, c'est parti à la benne, merci de clôturer le topic
-
cura Probleme Interface de support Cura
Phenix2984 en réponse au topic de Laurent73 dans Discussions sur les logiciels 3D
J'ai un un problème similaire, essaye de changer le "motif du support" en le passant en zig-zag par exemple, de mon coté ça à résolu le soucis. -
EDIT, c'est 0,12 / 0,14 mm, désolé.
-
Dernière modif effectuée, réimpression du support Direct drive modifié pour utiliser le dual drive extruder de CR10 en aluminium. Recalibrage de X, Y, Z et extrudeur. Je suis bien précis de partout sauf en Z (je perd systématiquement environ 1 mm sur les premières couches, c'est incompréhensible) Mon cube en 40x40x40 est précis à 0,02/0.04 près, donc asses content du résultat. Next step, radiateurs sur les moteurs (j'attends juste la colle thermique), les moteurs chauffent pas mal dans le caisson (environ 60°C alors que le caisson est stable autour de 30 à 35°C). J'ai un peux peur pour les moteurs avec des longues impression (je viens de faire un Bouddha pour Noël qui a duré 26 h)
-
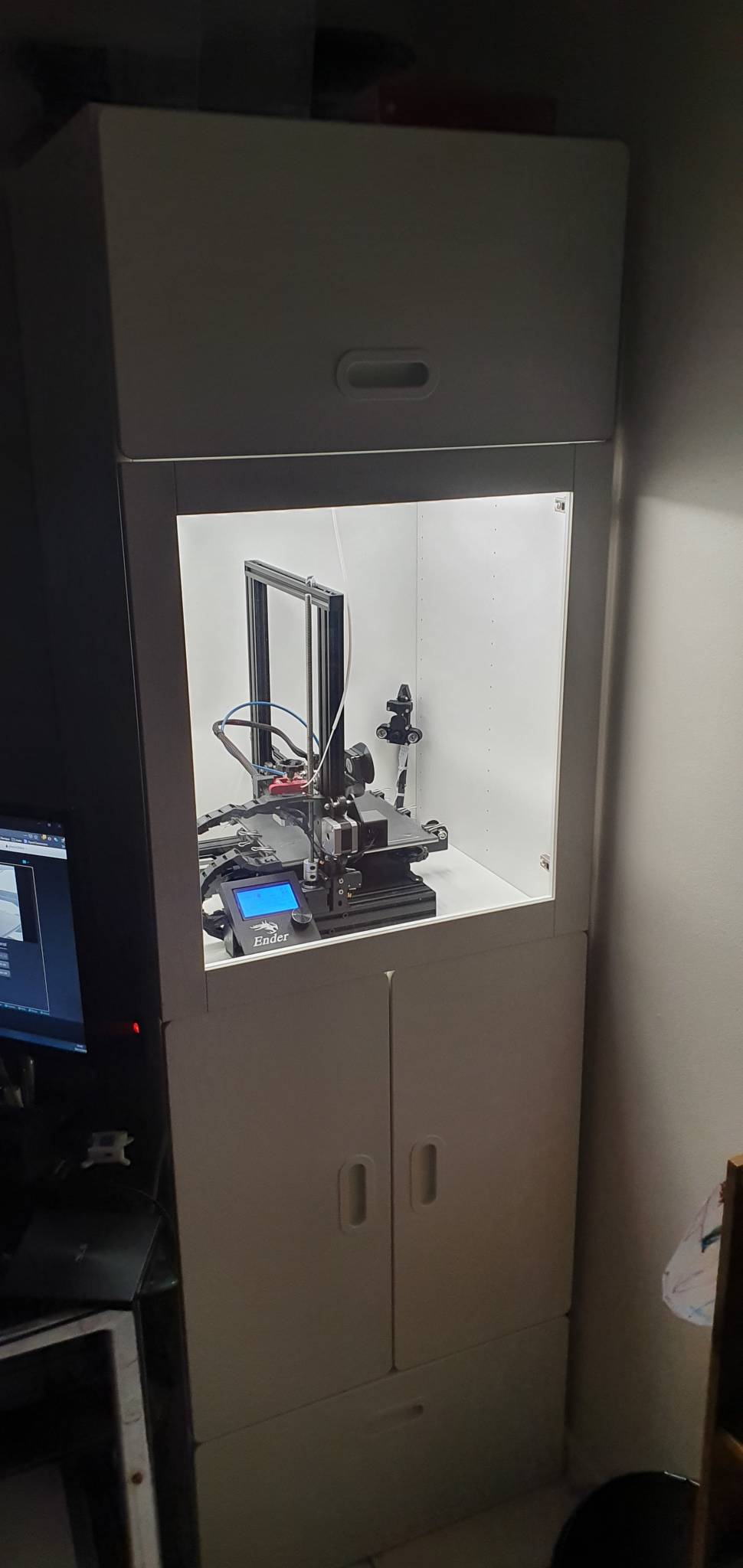
Au bout de 10 mois (et environ 10kg de PLA/PETG) beaucoup de modifs: meuble, direct drive, CM 1.1.5 et tout un tas de merdouilles imprimées. Je pense être près du but: un truc fiable pouvant imprimer tous les types de filaments que je veux, avec une qualité correcte, silencieux, personnalisé (et cool), compatible WAF avec un maximum de homemade. Plus d'infos ici:

-
OK, mais je trouve que ça fait quand même "bricolage" pour un truc à 100€. Et je laisserais pas ma gamine de 5 ans regarder sa licorne s'imprimer devant un truc comme ça.
-
Dégouté, le direct drivinator ne passe pas avec le dual extruder de CR10. Je suis en train d'imprimer un remix qui devrait aller. (Mais en attendant ma version 2.1 est en direct drive, c'est quand même la grande classe)
-
Presque fini de mon côté. LED, fusible 2A, modifié elec, cartes relais avec octoprint et enclosure, et bonus carte mère 1.1.5, l'imprimante est inaudible, ça change la vie. Manque support de caméra et direct dual drive a installer. Trop la classe

-
La bobine en dessous me parait étrange, mais je vois pas pourquoi ça fonctionnerais pas en effet. Le fait d'avoir répondu m'a motivé pour avancer les travaux ce WE. Je suis en train de bosser sur l'elec pour intégrer l'alim dans le meuble sous l'imprimante avec le RPi et des relais. J'ajouterais surement des barres de LED dnas le meuble pilotés par le RPi

-
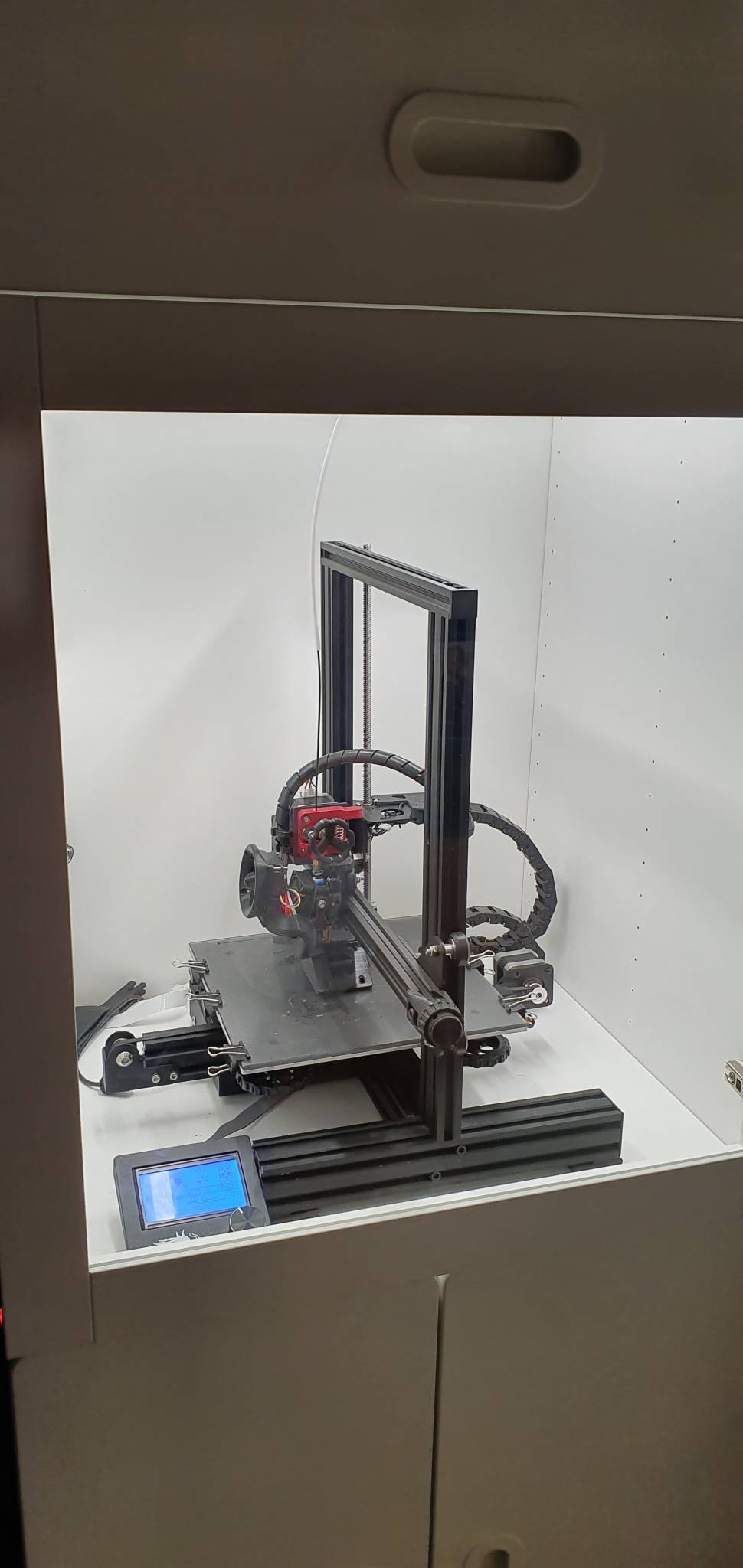
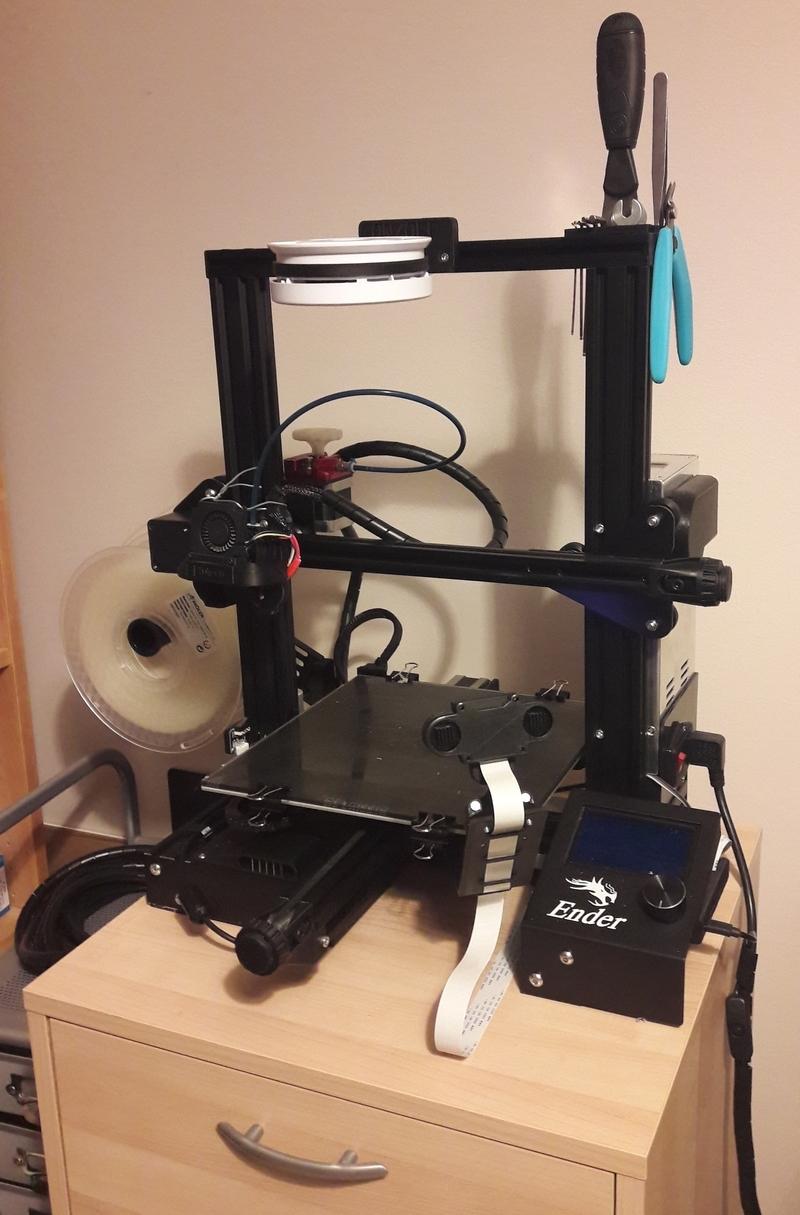
Hello, Bon courage à toi Je suis en cours d'intégration de la mienne dans un caisson IKEA Stuva (décision prise après avoir vu le prix exorbitant des parois en plexi) Je me suis inspiré de pas mal de fabrications vues sur reddit. Le but est d'avoir une intégration la plus propre possible (pour madame) La profondeur maxi de l'imprimante est de 56 cm mini (tout compris, déplacements inclus, clips pour maintenir le plateau inclus). > J'ai été obligé de tourner la mienne à 90° pour que ça rentre sans trop modifier le meuble, c'est pas trop gênant à l'utilisation. En hauteur, 50 cm devraient suffire sans bobine (en fonction de la tête d'impression (petsfang ou pas, autres options ou pas). > Pour ma part, j'ai plutôt prévu large (60cm) a cause de la porte que j'ajouterais, le détecteur de fumée, le passage du filament par le haut, ... Les prochaines modif c'est: - direct drive pour pouvoir faire descendre le filament par le haut et mettre les bobines sur une tringle avec un déshydrateur dans un compartiment fermé au dessus. - étagère en dessous pour déporter l'alim et le RPi Rien qu'un caisson même ouvert à déjà amélioré mes impressions, donc je reste confiant sur l'utilité du truc. Je préfère faire petit à petit, j'ai déjà changé plusieurs fois d'avis en fonction de comment j'avance, mais je suis pas trop pressé. L’intérêt de rester sur du IKEA "modulaire" c'est que tu peut faire évoluer au fur et à mesure dans trop modifier le meuble. Voila a quoi ressemble mon montage temporaire: (les montants en bois me servent pour fixer l'écran et surélever la Ender 3 pour que les câbles passent en dessous en attendant la position finale.

-
J'ai acheté par erreur une bobine de filament 2,85mm (dont que je ne peut pas utilisée) alors que j'ai une imprimante 1,75 mm. Erreur de débutant... C'est une bobine de Neofil3D PLA filament 3D, filament PLA 2.85 mm, 0.75kg, Argent achetée en promo sur Amazon à 50%. Je l'ai juste ouverte et immédiatement refermée en ayant vue mon erreur. Je suis prêt à l'échanger avec n'importe quoi de même valeur en lien avec l'impression 3D (genre du filament 1,75) ou même la donner à quelqu'un qui s'en servira. Je ne veux pas m'embêter a essayer de la vendre pour 5€ ou 10€ sur LBC à des gens qui vont m'en demander 3€ FPI, si quelqu'un est prêt à venir la chercher au sud de Lyon (croisement A7/D301, je suis à 500 m de la sortie d'Autoroute). Si je ne m'en débarrasse pas, elle va pourrir au fond d'un placard, ce serait dommage. Pas d'envoi, mes horaires ne me permettent pas d'aller à la poste.
-
Il faudra surement régler les Vref. Les spécialistes confirmerons, pour ma part je n'ai pas eu le temps de le faire. J'ai testé "pour voir", le moteur ne tourne pas et fait un vilain bruit. De toute façon je doit changer la carte mère donc je n'ai pas testé plus que ça.
-
Hello, Je me lance dans le changement des moteurs de ma Ender. A la base: - Axe moteur tordu en Y suite à courroie trop tendue (bein ouais, je penserais que la courroie ou le tendeur en PLA pèterais avant...) - Pour le bruit, suites aux recommandations de Bosco250 Mise à part le problème signalé ici: Ça devrait aller... Par contre je voudrait être sur à 300% de pas me planter. En suivant le topic dédié je suis tombé sur cette formule pour un A4988 : Inom = Vref / (8 x Rsense) soit: Vref = Inom x 8 x Rsense https://www.lesimprimantes3d.fr/forum/topic/10459-pièges-des-réglages-vref-a4988-ou-drv8825/ J'ai trouvé sur Github la valeur Rsens: 0,10 ohm et les f=drivers de la CM Creality sont bien des A4988 https://gist.github.com/knoopx/e6c40a009e796203b93a75a3ed6a5ab8 La datasheet des Handpose 17HS8401S que j'ai acheté donne Inom = 1,8 A La datasheet des 42x34 d'origine Inom = 0,84 A Avant de modifier le Vref, je me dit pour être sûr de pas me planter, je calcule pour les moteurs d'origine et je mesure pour confirmer le calcul: Creality 42x34 Vref = Inom x 8 x Rsense = 0,84 x 8 x 0,1 = 0,672 V Je mesure (moteur débranché): Vref X = 0,579 V / Vref Y = 0,576 V / Vref Z = 0,586 V C'est normal? Réglé à l'arrache d'usine à +/- 15% ou bien je me suis planté quelque-part? Merci d'avance pour les réponses des experts.
-
Moi ils sont arrivés dans leur boite d'origine dans de la mousse, pas de soucis de ce coté là. Par contre, je viens d’essayer de les monter, je suis un peut dégouté: pas encore installés et il faut déjà les bidouiller. Pas bien grave mais ça m'inquiète le contrôle qualité chez eux: pas les mêmes vis partout et l'une d'elles est trop longue pour y mettre une vis de l'autre coté. Je vais la couper mais c'est asses inquiétant. (Je leur ai envoyé un message on va voir leur réponse...)

-
- autre - Module Sonoff Basic pour allumer / éteindre son imprimante
Phenix2984 en réponse au topic de mikebzh44 dans Électronique
Personnellement, j'ai tous le matos donc j'avais commençé à le faire, et finalement j'ai tout dégagé pour piloter en direct un relai branché sur le GPIO du RPi. Entre une module SonOFF à reprogramment pour le piloter en Wifi via un plugin Octoprint (+ config du plugIN et du Tasmoda). Branchement d'un relai en direct avec 10cm de fil + Plugin PSU control: fait en 5 minutes et fiable. -
La machine est passé en stage 2 avec encore pas mal d'évolutions (Kit extrudeur aluminium, support alarme incendie, kit bobine sur le coté, Petsfang, Tube Capricorn, , RPi/Octoprint intégré au châssis avec caméra et PSU control pour remplacer mon SonOFF) J'ai touts les pièces pour le stage 3, mais c'est un gros, gros taf (Marlin 1.1.9 + Changement des moteurs + BL touch)
-
J'avais vue cette modif mais ça me paraissait pas hyper sécure de rajouter un gros bout de plastique entre le moteur et le châssis. Il y a pas mal de contraintes mécanique sur la pièce, étant donné que c'est ma première imprimante, j’étaie pas encore bien sûr de la qualité de mes pièces, et niveau refroidissement c'est encore pire que les dumpers seuls pour transmettre la chaleur au châssis. Franchement dremel les poulies d'origine + changer les poulies c'est vraiment pas cher et pas trop risqué. J'ai pris les handpose mais parce-que j'ai tordu un axe moteur en tendant trop la courroie (finalement la qualité de mes pièces est bien mieux que ce que je pensais).