diiity
-
Compteur de contenus
983 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par diiity
-

vitesse volumétrique maximum
diiity en réponse au topic de diiity dans Entraide : Questions/Réponses sur l'impression 3D
oui , la MVS -
vitesse volumétrique maximum
diiity a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Je me demande pourquoi les trancheurs comme orca et prusa et peut être d'autres que je ne connais pas, ne calcule pas automatiquement de la vitesse volumétrique maximum. Avez vous une réponse? Diiity -
c'est bon, mauvaise manip. Merci
-
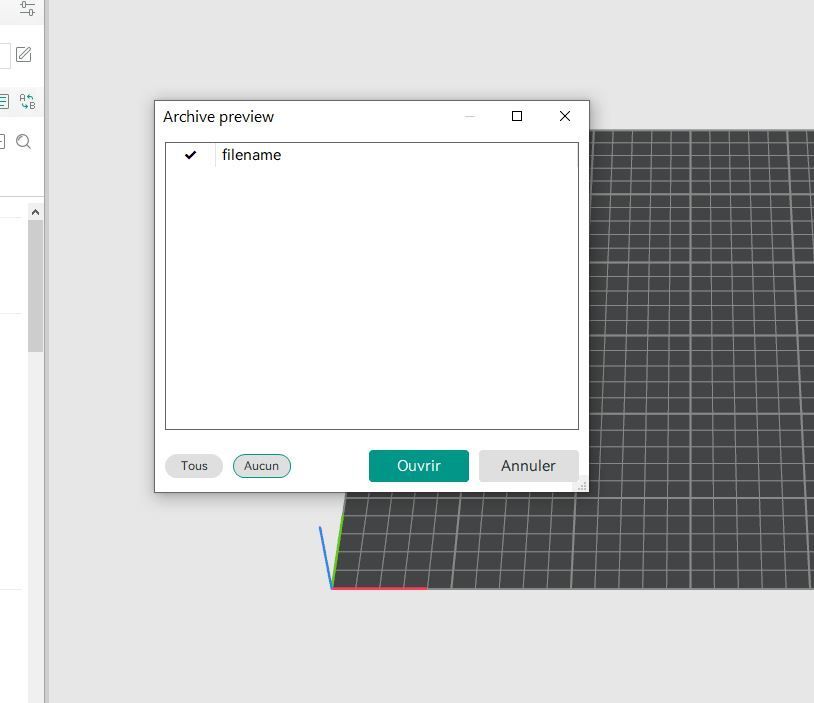
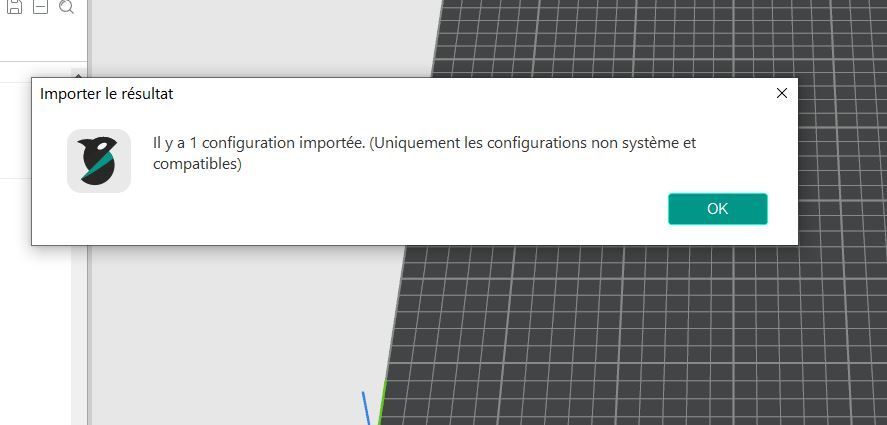
voici ce qui se passe quand j'importe le zip et en faisant "ourvrir" rien dans mes listes Après que j'importe un json, voici ce qui se passe aussi et toujours rien, est ce le bon fichier, je te le joins? Creality+CR-10s+0.4+nozzle.zip
-
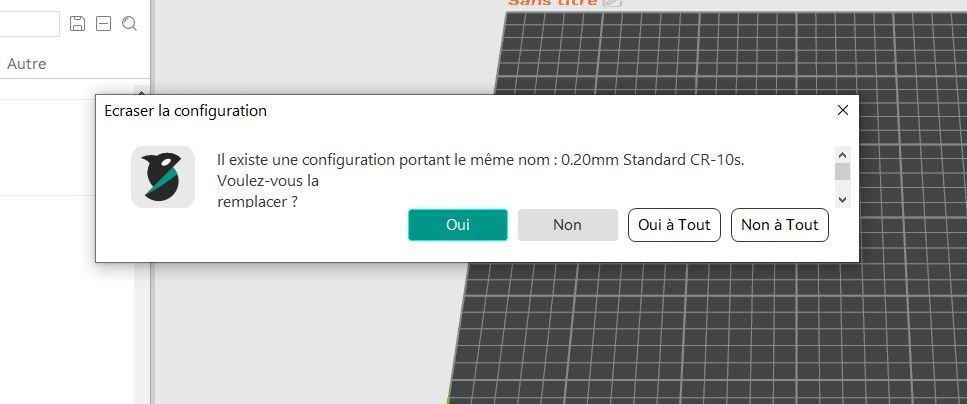
quand j'importe la config traitements "0.20mm Standard CR-10s.json" il me dit que cela existe déjà alors j'accepte quand même qu'il le remplace mais je ne le vois pas dans la liste, par contre quand je fais ok, je vois bien le champ clignoter une fois comme ci il y avait une modif
-
Super merci. Par contre, je ne comprends pas pourquoi que je ne puisse pas utiliser les imprimantes avec tous les filaments et tous les traitements, il y a une astuce?
-
Bonjour, Je cherche un profil de CR10S pour orcaslicer. J'ai actuellement une Alfawise U20 direct drive sous marlin 2.1.2.5. dans Prusaslicer, le profil se rapprochant le plus est celui de la Crérality CR10 S et ça fonctionne bien. Comme je voudrais aussi utiliser Orcaslicer, je cherche un profil correspondant à la CR10S car ces 2 dernières n'apparaissent pas dans les profils utilisables. Merci Diiity
-
Merci pour le lien. Je voudrais pouvoir imprimer des supports solubles, pas spécialement de couleurs de duplications ni de miroirs. Diiity
-
Bonjour, J'ai voulu configurer ma U20 avec les posts que j'ai trouvé mais je me suis aperçu que pas mal de lignes sont différentes, voire inexistence comme #define BLTOUCH Je cherche donc un tuto qui me permettrait de configurer ma machine. Merci Diiity
-
Bonjour, J'avais entendu dire du mal il y a quelques années mais je pensais que ça c'était amélioré, apparemment ,non Par contre le idex devrait fonctioner, j'attend des retours. Merci Pascal Diiity
-
Bonjour, Quelqu'un aurait il ajouter un extrudeur à son imprimante? Pour ma part, j'ai une U20 que je voudrais modifier en IDEX, CHIMERA ou CYCLOP, pensez vous que ce soit possible? Et est ce intéressant? Diiity
-
défaut d'impression
diiity en réponse au topic de diiity dans Paramétrer et contrôler son imprimante 3D
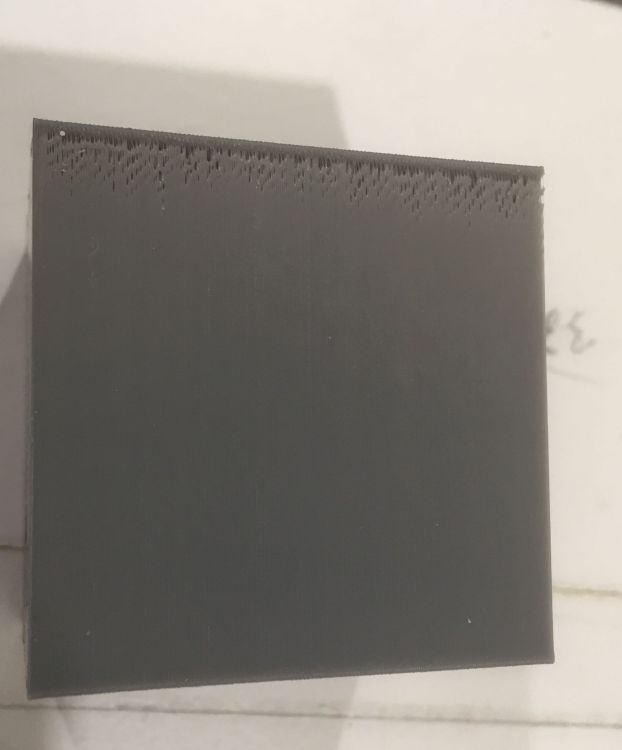
pour la rétraction sur le cube, tu parles de ce qui est indiqué sur la capture? En ce qui concerne la photo, je ne peux pas faire mieux mais depuis que j'ai augmenté la température ça n'arrive plus.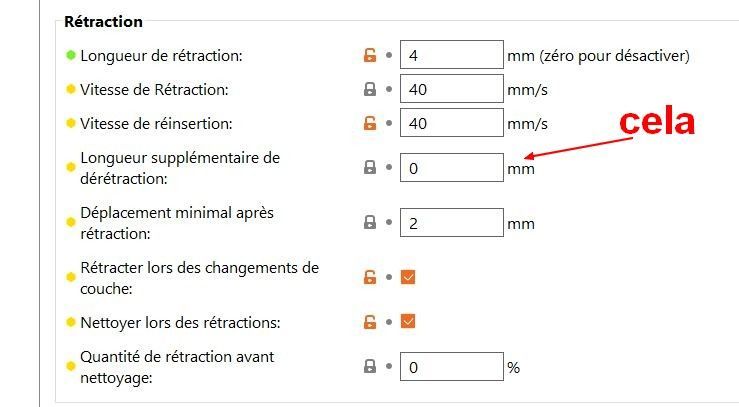
-
défaut d'impression
diiity en réponse au topic de diiity dans Paramétrer et contrôler son imprimante 3D
Non bien sûr, c'est pour la photo Et tu règles comment, en augmentant le débit, je suis à 1 je pourrais passer à 1.1 ou 1.2 -
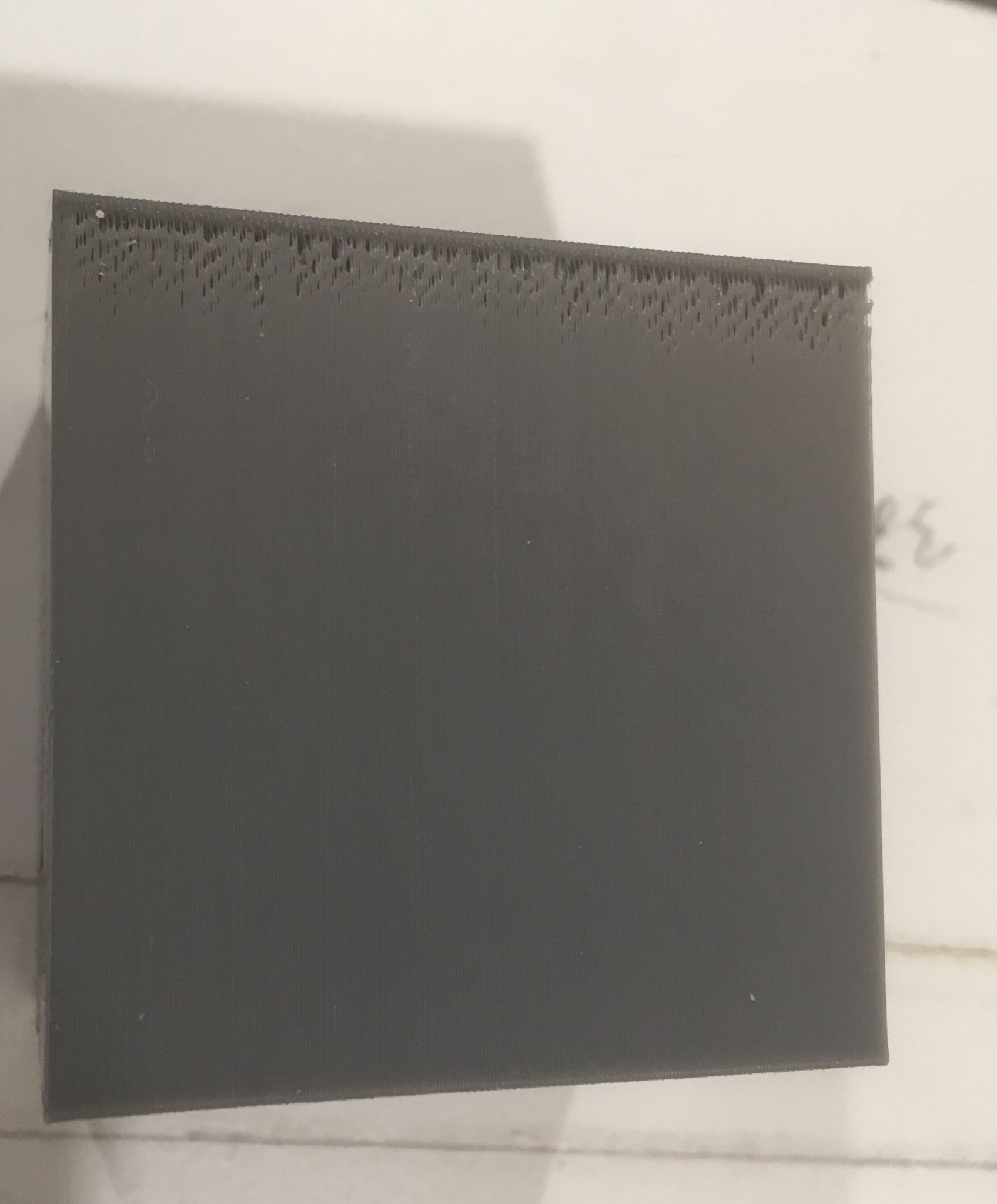
Bonjour, J'ai un défaut d'impression qui ne se fait pas sur toute la pièce, quelques lignes où il manque de la matière, comment corriger le problème? Il en est de même le long de la couture du cube Merci Diiity

-
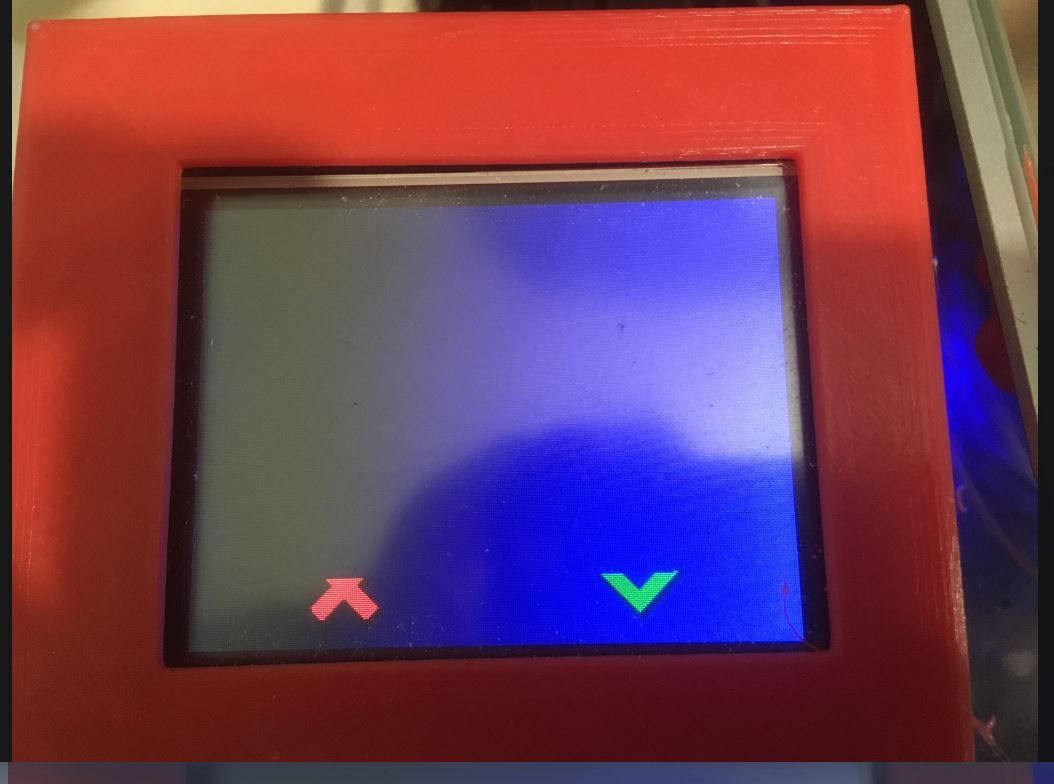
Bonjour, Mon imprimante est une U20 direct drive sous marlin 2125. Quand une impression est fini, il arrive que je retire la carte sd pour ajouter un fichier et dans ce cas je fais une actualisation. L'opération se déroule normalement sauf que quand je veux lancer l'impression, mon écran fait ce qu'il y a sur l'image jointe, m'obligeant à redémarrer l'imprimante. Est ce que vous avez rencontrer le même problème, l'avez vous résolu et comment? Merci Diiity

-
Redémarrage obligatoire après réinsertion de la carte SD
diiity a posté un sujet dans Alfawise / Longer3D
Mon imprimante est une U20 direct drive sous marlin 2125. Quand une impression est fini, il arrive que je retire la carte sd pour ajouter un fichier et dans ce cas je fais une actualisation. L'opération se déroule normalement sauf que quand je veux lancer l'impression, mon écran fait ce qu'il y a sur l'image jointe, m'obligeant à redémarrer l'imprimante. Est ce que vous avez rencontrer le même problème, l'avez vous résolu et comment? Merci Diiity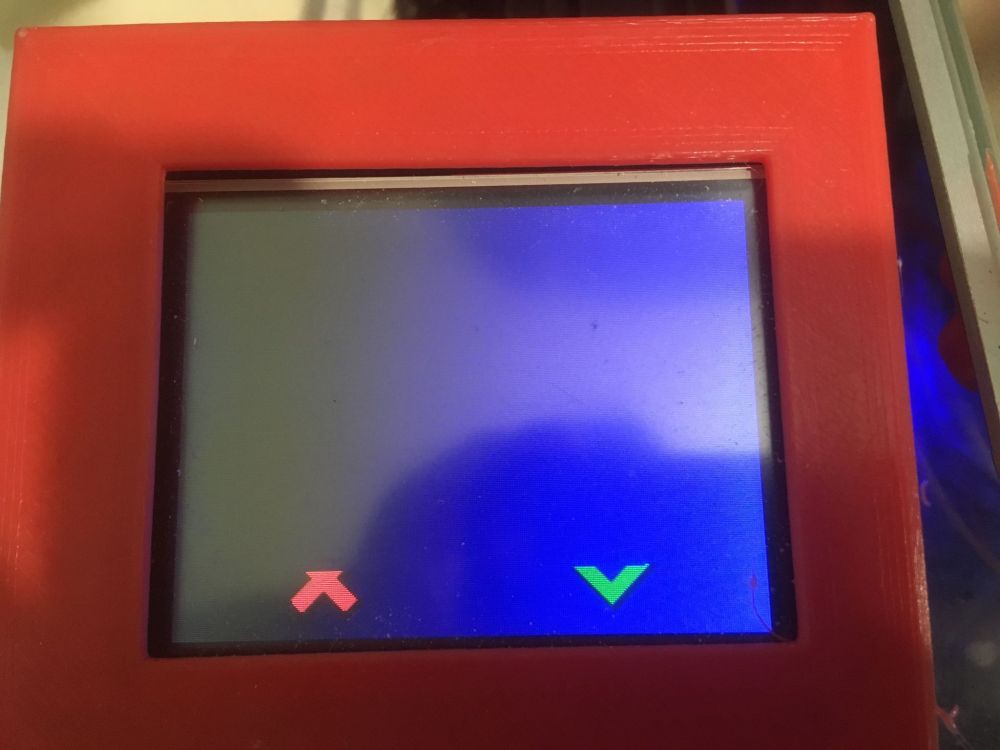
-
Bonjour, J'ai une U20 en directe drive . Pouvez vous me donner la valeur de la résistance des cartouches 24v40w? Merci Diiity
-
prusaslicer supports avec prusaslicer 2.9.2
diiity en réponse au topic de diiity dans Paramétrer et contrôler son imprimante 3D
ah oui effectivement, j'ai regardé vite fait, il parle d'un bug, mais les solutions proposées ne fonctionnent pas -
prusaslicer supports avec prusaslicer 2.9.2
diiity en réponse au topic de diiity dans Paramétrer et contrôler son imprimante 3D
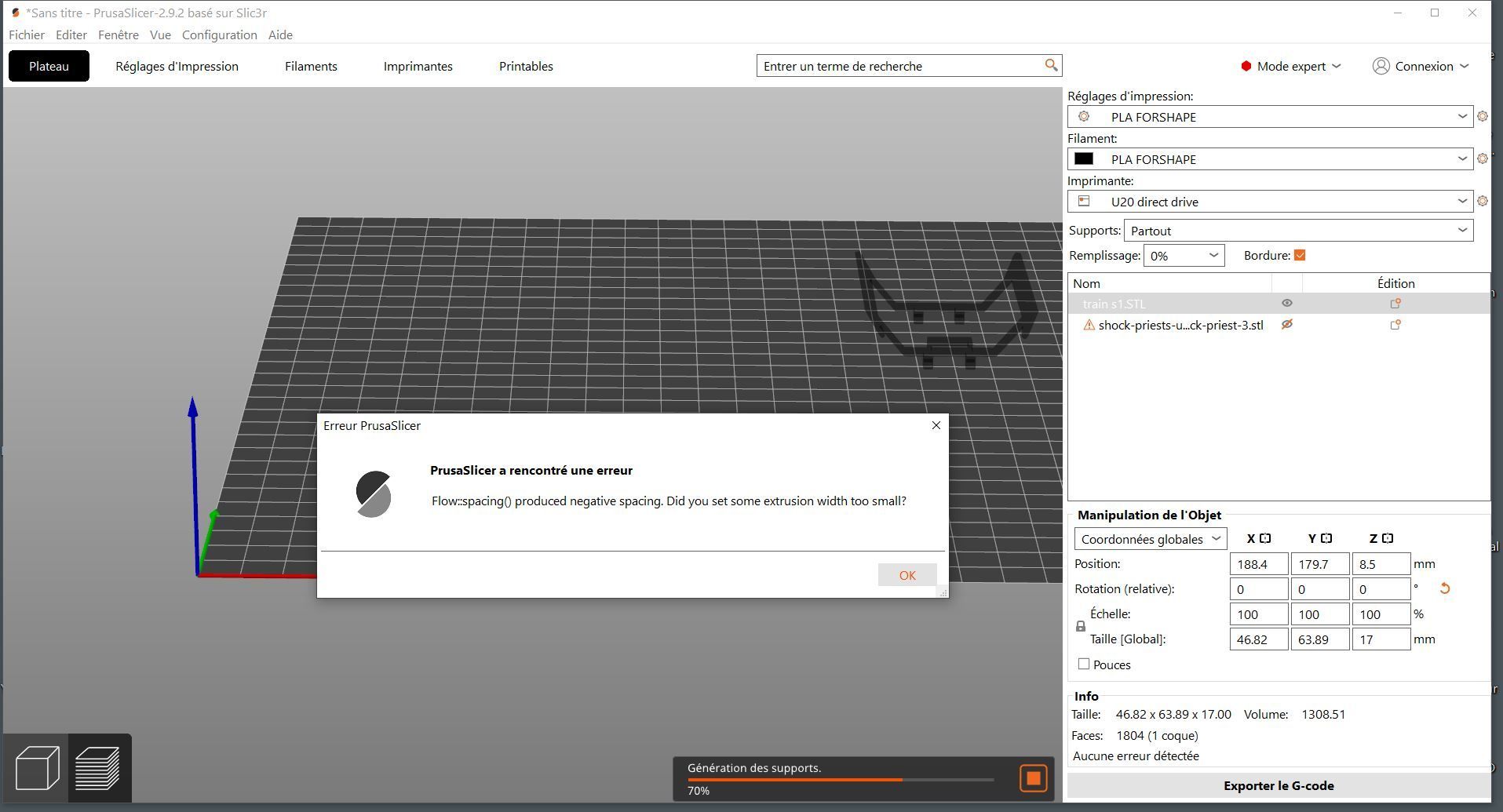
Ca ne vient pas de là car le triangle est sur la figurine et sur celle-ci, les supports fonctionnent bien. -
prusaslicer supports avec prusaslicer 2.9.2
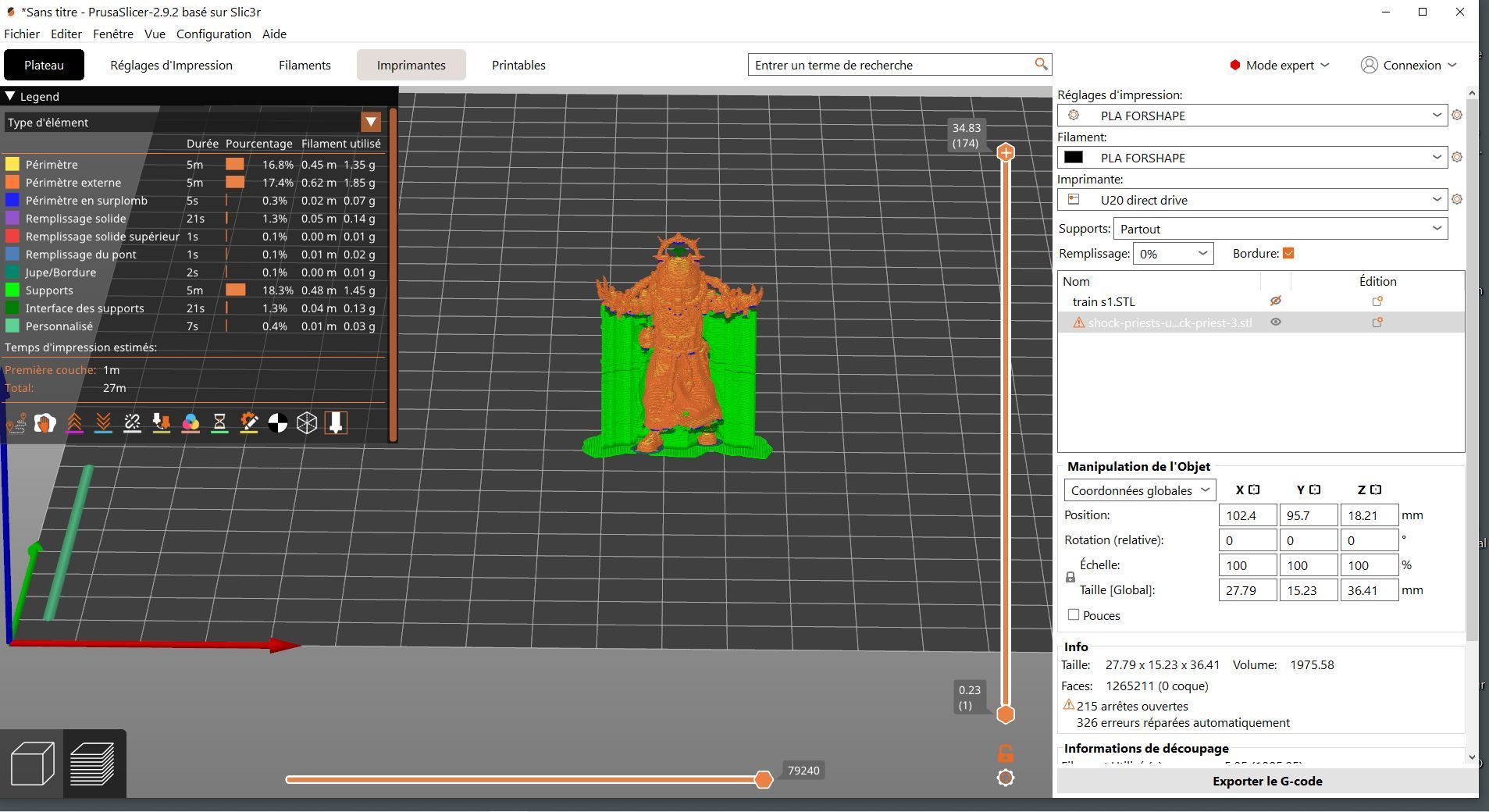
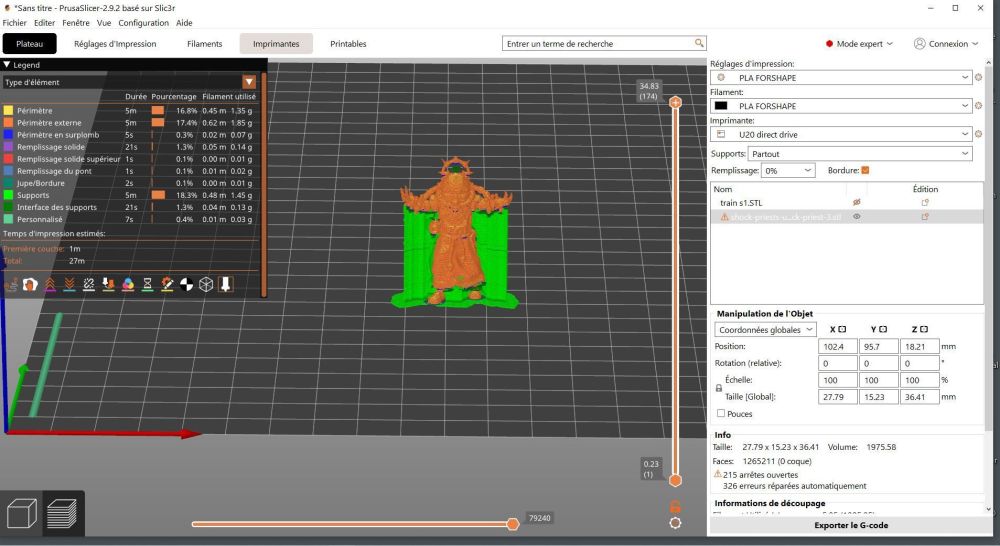
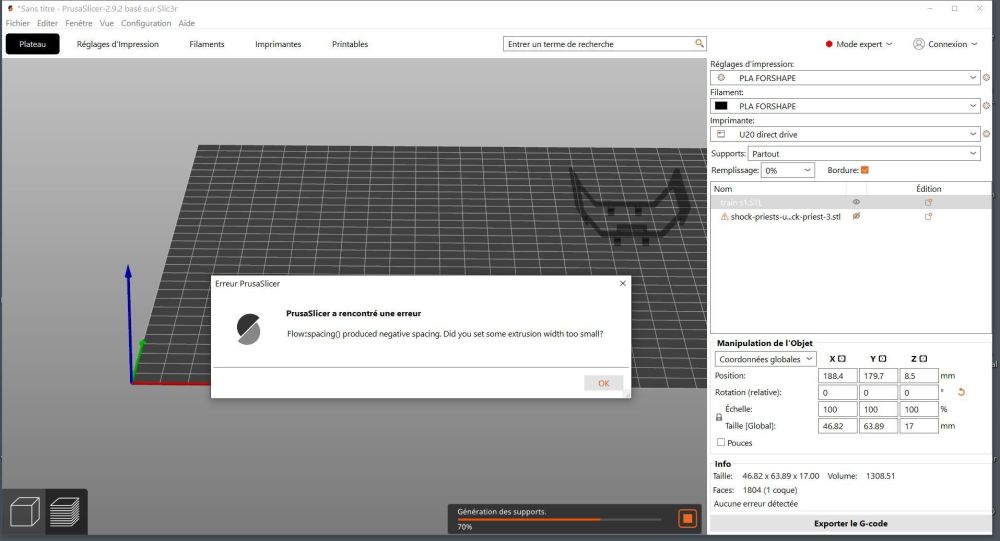
diiity a posté un sujet dans Paramétrer et contrôler son imprimante 3D
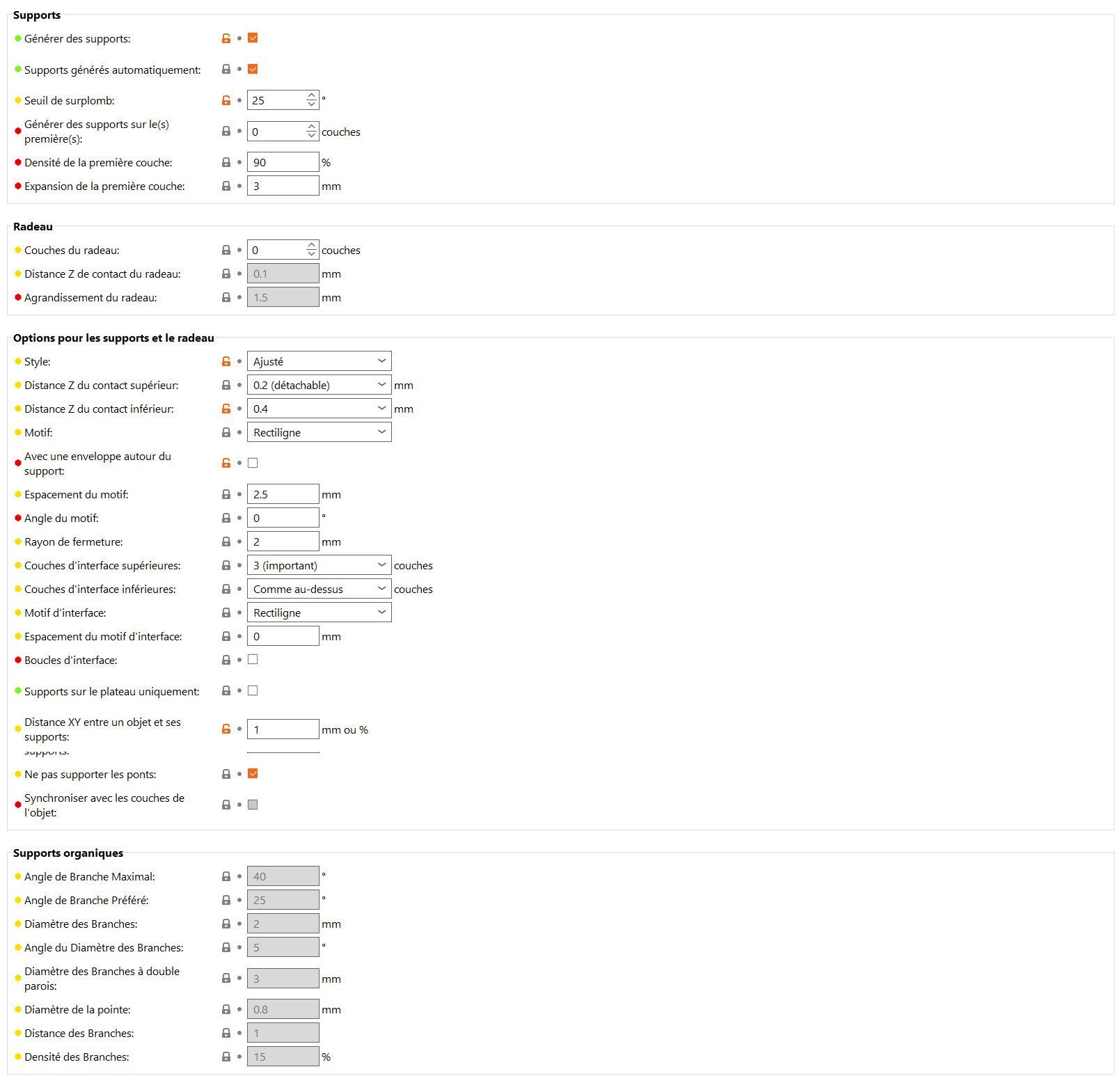
Bonjour, Je ne comprends pas pourquoi PS 2.9.2 ne veut pas me faire des supports sur un fichier mais il en fait sur l'autre. Bien sur, les paramètres sont strictement les mêmes. J'ai pourtant suivi plusieurs tutos, pas de souci avec la figurine mais ça ne fonctionne pas avec le train. Je vous joins des captures d'écrans des 2 pièces ainsi qu'une capture des "supports" de PS. Merci Diiity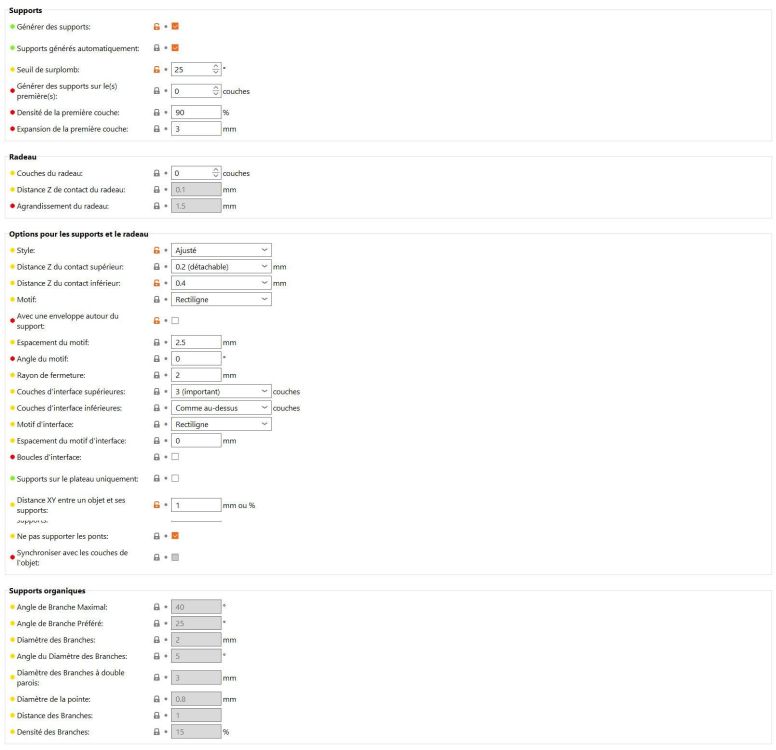
-
prusaslicer jupe et bordure et contour première couche
diiity en réponse au topic de diiity dans Paramétrer et contrôler son imprimante 3D
C'est un filament ultra léger qui s'expanse comme une mousse et dont le multiplicateur d'extrusion est réduit de l'ordre de moitié dont on se sert pour faire des avions rc, entre autre. -
prusaslicer jupe et bordure et contour première couche
diiity en réponse au topic de diiity dans Paramétrer et contrôler son imprimante 3D
Oui effectivement, une erreur de frappe, c'est du LW-PLA. -
prusaslicer jupe et bordure et contour première couche
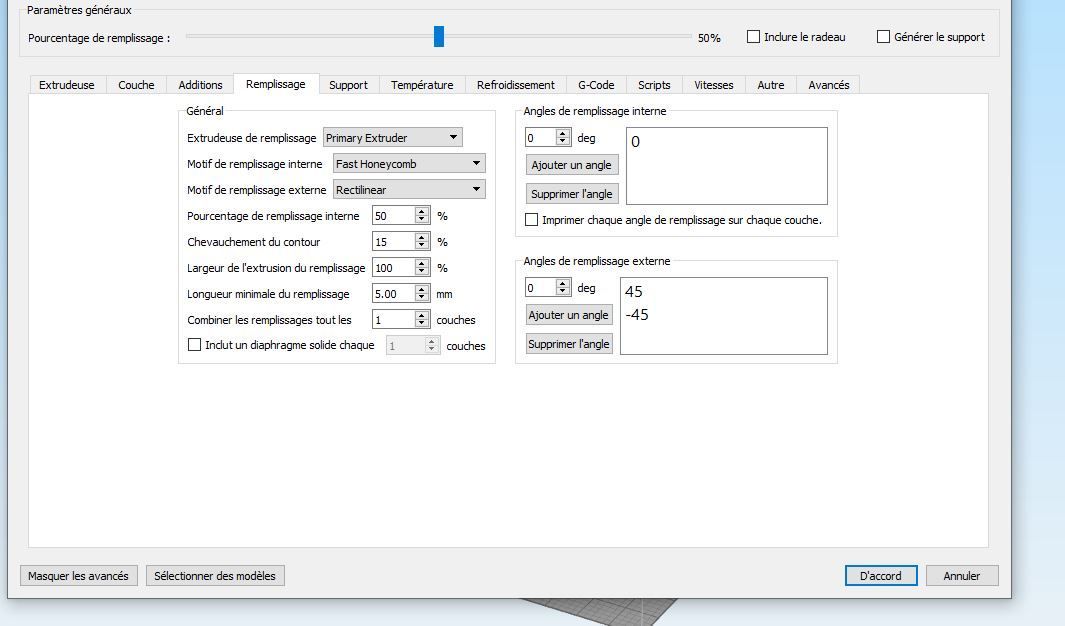
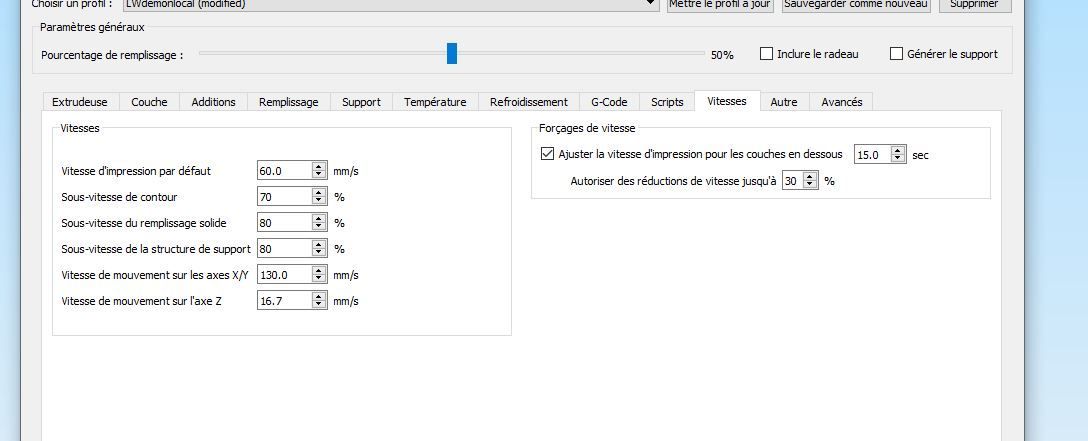
diiity a posté un sujet dans Paramétrer et contrôler son imprimante 3D
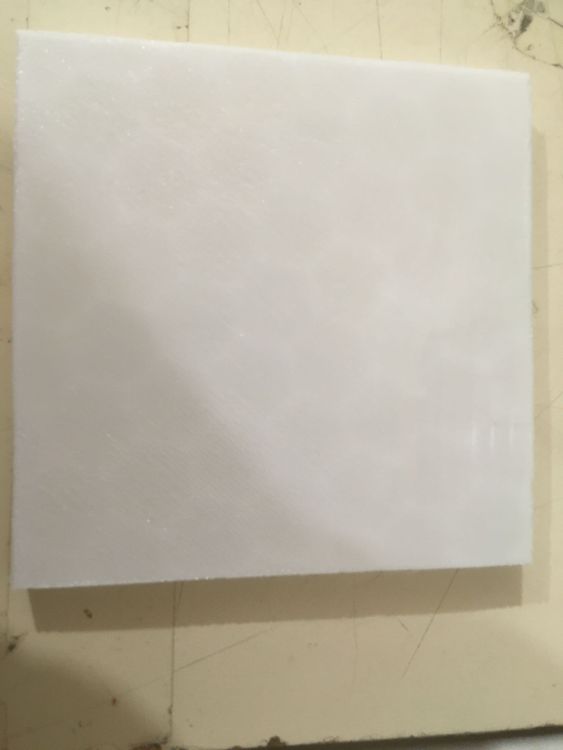
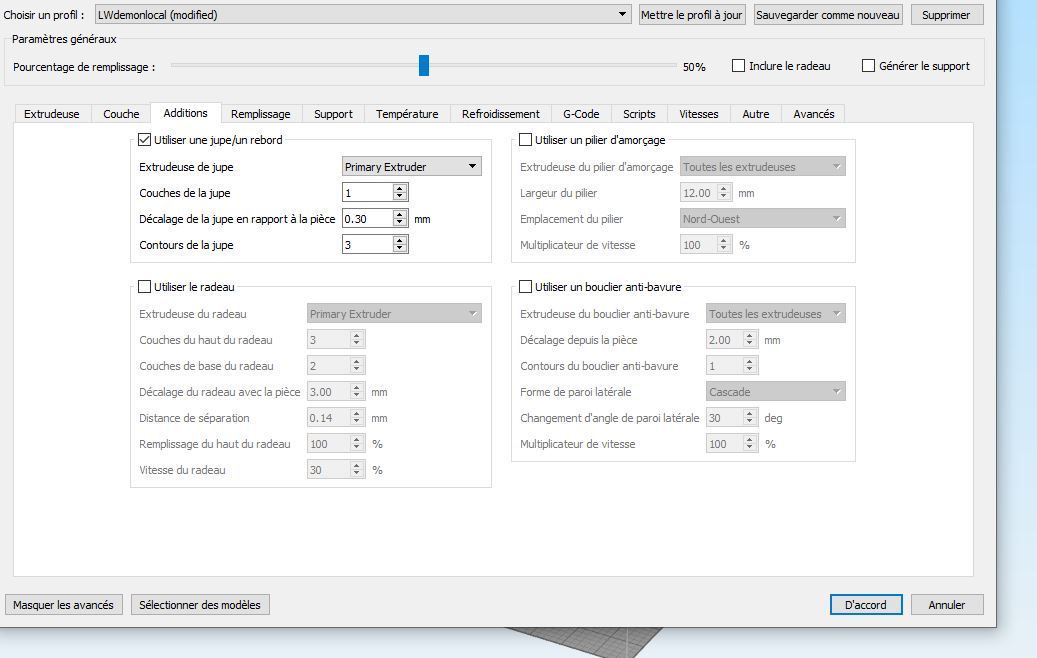
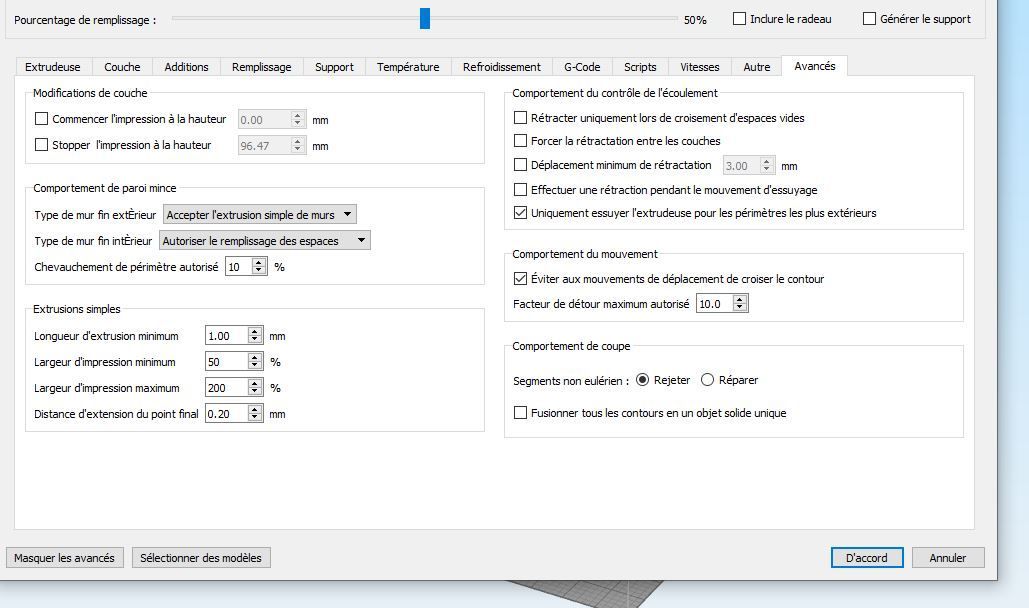
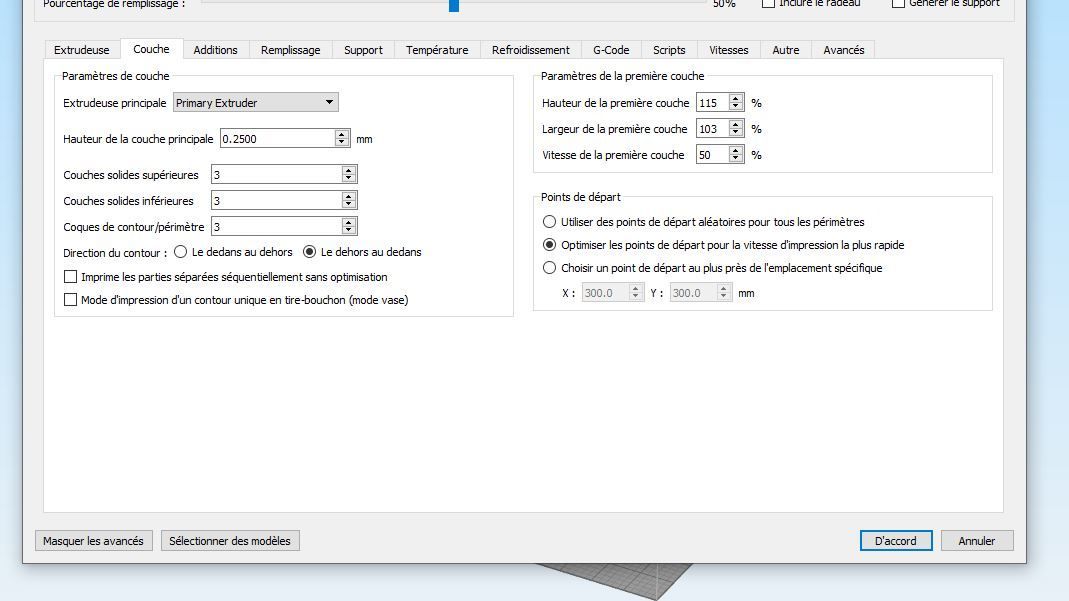
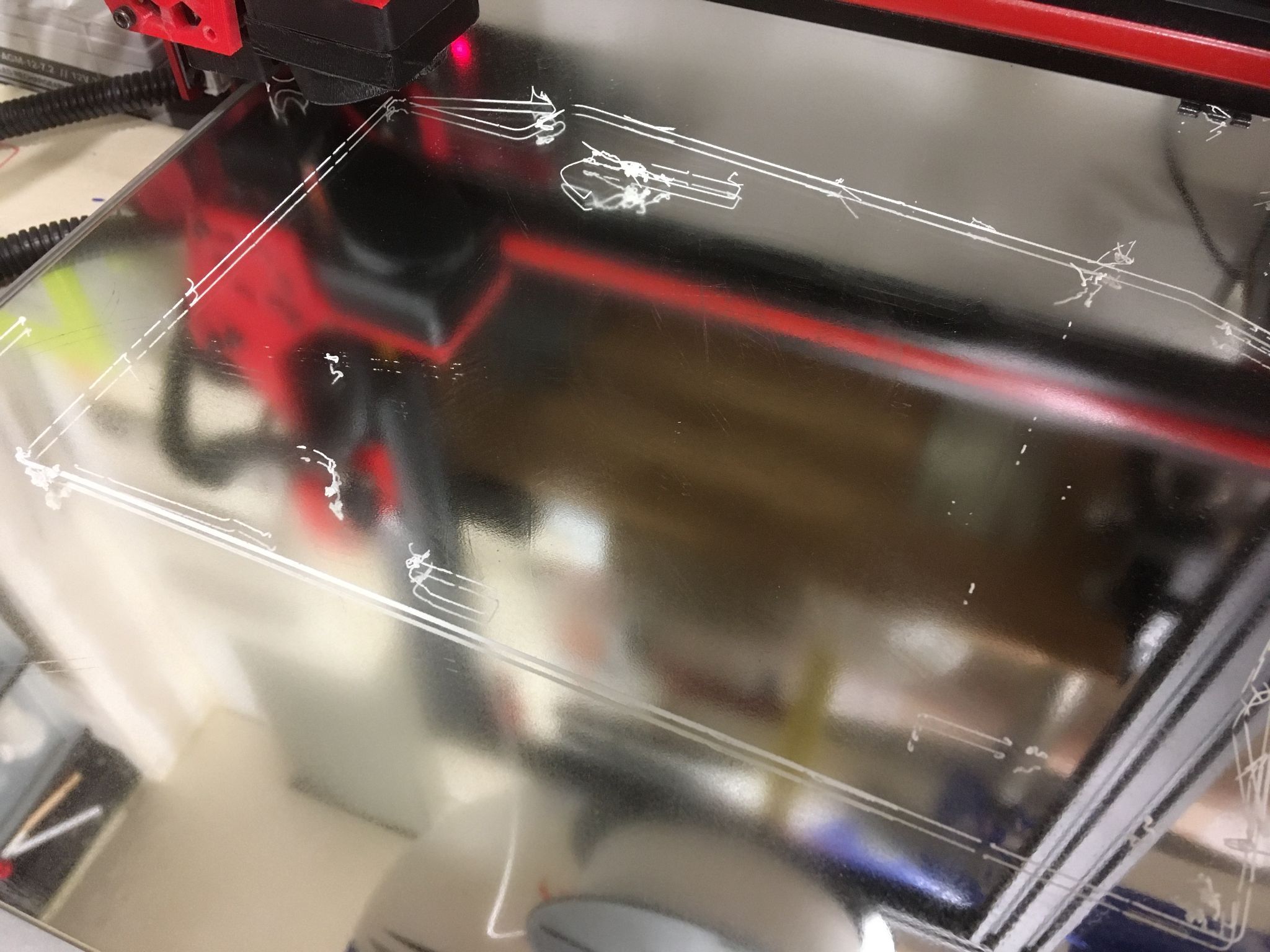
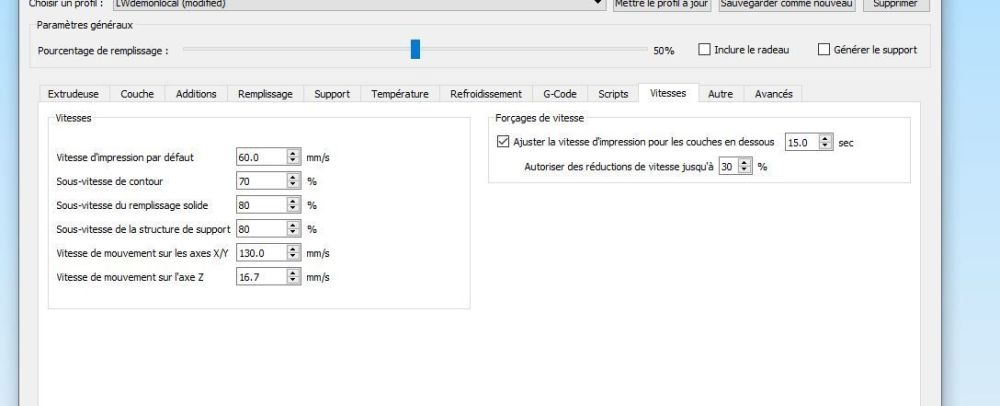
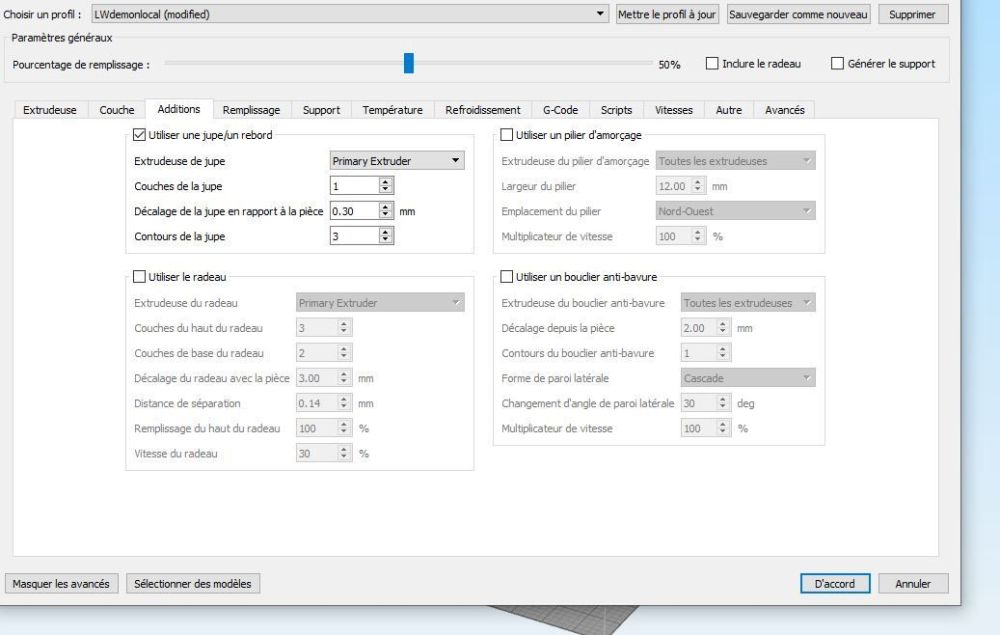
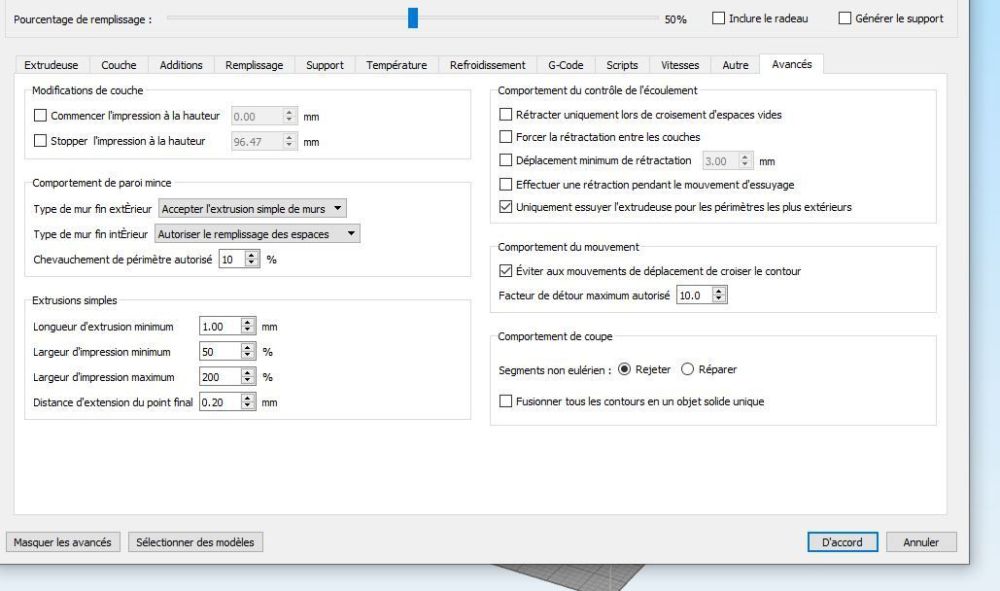
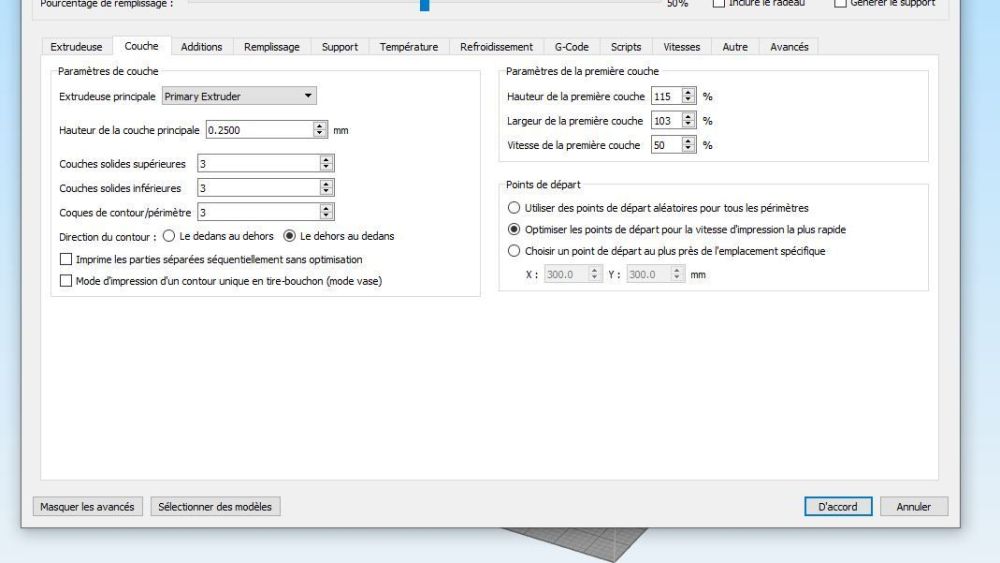
Bonjour, J'ai encore un problème de première couche mais cela concerne les premiers périmètres de jupes et bordures, voir photo. J'ai cru que cela venait de vitesse volumique maxi qui était de 6.45, selon mes calcules, je pensais qu'il n'y avait pas assez de pression dans la buse d'où ces tirets sur le bed. Je l'ai mis à 0 c'est pareil. Mes hauteurs de couches sont presque identiques sur le 2 slicer, 0.25 en standard et 0.28 en première couche. voire 0.2875 pour S3D(115%). Par contre au remplissage de la première couche, tout va bien, sauf les contours. Une fois passé la première couche, tout se déroule correctement. Je n'ai pas ce problème avec S3D. Je vois joins les g-code et certaines captures S3D et config PS. Cela ne concerne que le LPLA eSUN blanc, 230° et 50° pour le bed. Merci Diiity PrusaSlicer_config_bundle.ini PS pendule winglet.gcode S3D winglet.gcode config.ini
-
prusaslicer claquement de l'extrudeur avec prusaslicer
diiity en réponse au topic de diiity dans Paramétrer et contrôler son imprimante 3D
Bonjour, En ce qui concerne la vitesse volumétrique max j'ai trouvé. Merci pour ton aide qui m'a été précieuse. Diiity -
prusaslicer claquement de l'extrudeur avec prusaslicer
diiity en réponse au topic de diiity dans Paramétrer et contrôler son imprimante 3D
Pour ce qui est de l'usine, j'ai essayé bambu et oscaslicer, c'est pire. Désolé, je n'avais pas pensé à modifier mon profil. Pour le profil imprimante, oui et non, je suis parti de 0 mais en m'inspirant de S3D. Je dois donc aussi prendre exemple sur les profils créality, surtout en ce qui concerne le débit volumétrique maximum, sinon comment cela est calculé surtout celui de la machine? Actuellement j'imprime le cube de 100x100x30 sur 10mm, je poste une copie à la fin. Voici le résultat de la première couche avec PS et sa nouvelle config