sevmic44
-
Compteur de contenus
20 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par sevmic44
-
Tu as tout a fait raison, je ne comprends même pas pourquoi tu as répondu, il me semblait évident que seul les débutants pouvaient être intéressés. J'aurais du écrire : membre chevronné passe ton chemin, tu n'apprendras rien, ceci est une méthode réservée aux petites pièces. Il me semblait qu'un forum ne devait pas être uniquement élitiste...mais j'ai peut-être tort! Et puisque tu cites Audiard que j'adore: L'essentiel c'est de râler, ça fait bon genre Audiard
-
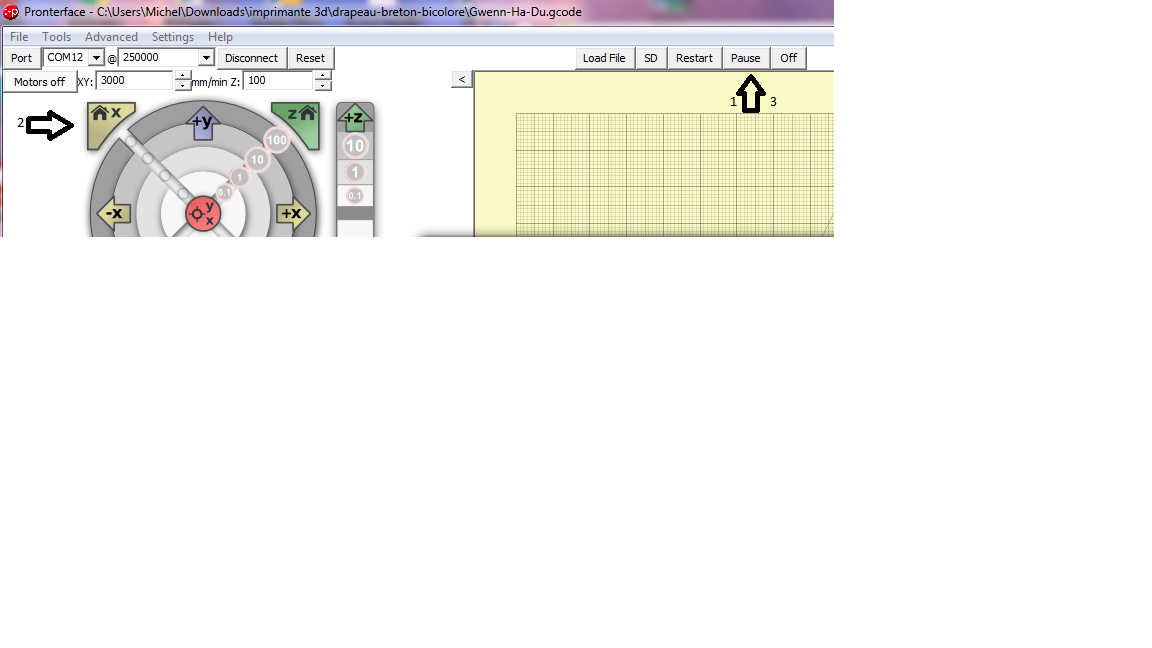
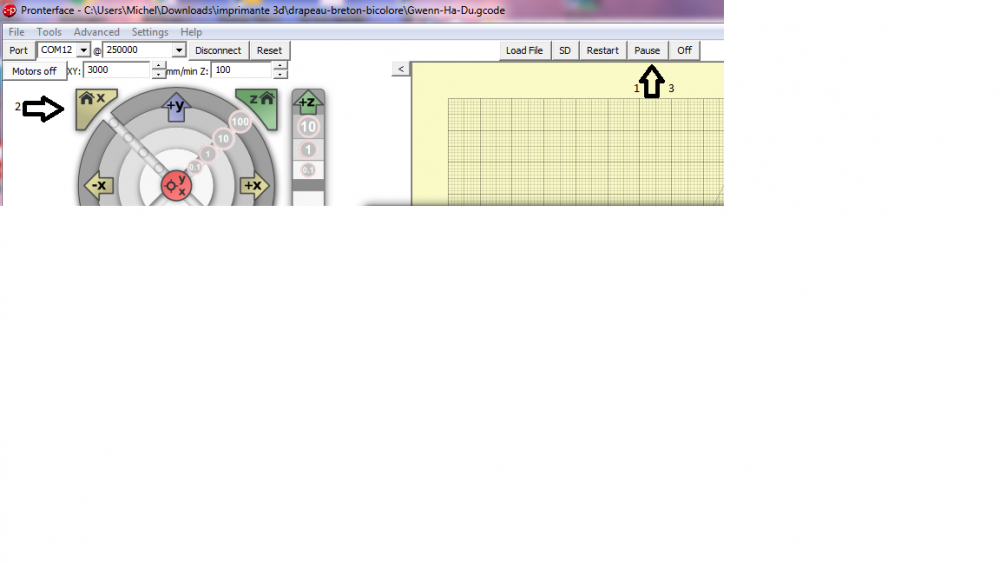
Bonjour à tous, J'ai lu avec beaucoup d’intérêt les méthodes utilisées, mais si vous n'avez pas envie de toucher au firmware ni au gcode, vous pourrez faire comme moi: utiliser PRONTERFACE Après avoir connecté votre imprimante en USB, chargé votre fichier Load File et démarré votre impression Start, quand vous devez changer de filament, faites Pause (flèche 1) puis dès que la tête s'arrête vous cliquez sur Home X (flèche 2) vous changez votre couleur puis vous cliquez sur Resume (flèche3) qui s'est substitué à Pause et c'est reparti, il est même possible de déboucher la buse par cette méthode.
-
Triangulation & Renforts XYZ "By Stan42"
sevmic44 en réponse au topic de stan42 dans Mise à jour et/ou amélioration
Même box pour moi reçue cet après midi mais dans une boîte XXXL montage imminent, flashage différé pour cause d'arrachage accidentel de la prise USB je vais tâcher de la ressouder Je serai peut-être le premier, mais je vais attendre la fin août pour commander -
2 vis assurent le serrage de la buse d'impression (passage de 6 fils entre les vis), en aucun cas tu ne dois pouvoir bouger cette pièce comme dans ta 2ème vidéo, si tu ne peux pas resserrer, il faut revoir l'intégrité de la pièce support.
-
il faudrait savoir si ton pb vient de l'extrudeur où côté moteur juste avant le début d'impression, enlève le filament de la tête et observe ce qui se passe, normalement le filament doit être poussé (presque) régulièrement sans claquements si c'est correct, c'est bien la buse qui pose problème. As-tu un autre filament pour éliminer cette cause possible
-
Bonjour Yannick, Intéressante ta vidéo. - ton axe des Z n'arrête pas de tourner, ce n'est pas normal, il doit rester pratiquement immobile pendant l'impression d'une couche, il faut revoir le parallélisme de l'axe des X / plateau (rectification par rotation de l'un des coupleurs) - la courroie des Y semble détendue (ou pas suffisamment tendue) -Quel Cura utilises tu? température de buse? c'est bien du PLA? -après un débouchage de buse ou une fin d'impression, laisse bien refroidir la tête par le ventilateur, sinon il se reforme immédiatement une zone qui limite le déplacement du filament
-
Quelqu'un a-t-il fait à partir du kit discolaser de @stan42 de la gravure de texte sur plaque en matière bicouche (spéciale laser) et si le résultat est bon avec cette puissance de laser, j'aimerai connaître la taille minimale du texte imprimable.
-
Triangulation & Renforts XYZ "By Stan42"
sevmic44 en réponse au topic de stan42 dans Mise à jour et/ou amélioration
Je vois ma D200 accumuler au fil des passes le résultat de ton travail.. ça n'a pas de prix. Pour la petite histoire, j'ai enfin trouvé la source de mes tracas, l'alimentation ATX avait un défaut et était incapable d'alimenter l'imprimante et le plateau chauffant. La chute de tension générait aléatoirement des décalages sur l'axe des Y le plus sollicité (avec un joli effet de strates!!!). Au risque de me répéter, merci pour tout ce que tu fais pour la communauté. -
Bonjour à tous, Pour CURA V2, existe-t-il un fichier discovery200.json de paramétrage, j'ai cherché vainement.
-
Triangulation & Renforts XYZ "By Stan42"
sevmic44 en réponse au topic de stan42 dans Mise à jour et/ou amélioration
Su Comme dans la pub, j'en avais rêvé.... Stan l'a fait. Super boulot j'en suis baba Quand tu veux pour la mise en ligne Encore un très très grand merci -
Triangulation & Renforts XYZ "By Stan42"
sevmic44 en réponse au topic de stan42 dans Mise à jour et/ou amélioration
Fort intéressant ce que tu me dis là. Je soupçonne mes fixations de plateau (pièce 8) de ne plus être conformes, je vais ajouter la fixation de Bloutix comme tu me l'a recommandé. Pour la version 10, je vais tâcher de retrouver l'adresse où t'envoyer une contribution car une pareille efficacité/disponibilité mérite récompense . Dans tout ce que j'ai vu sur ce forum, je suis admiratif pour des contributeurs comme Dal (malheureusement disparu) et toi qui avez su donner une dimension nouvelle à l'impression 3D. Encore un très grand merci à vous -
Triangulation & Renforts XYZ "By Stan42"
sevmic44 en réponse au topic de stan42 dans Mise à jour et/ou amélioration
Merci de ta réponse Stan, je vais m'atteler à cette modif car j'ai de nouveau raté la pièce et il y en a 2 à faire!!!. Si tu as un moment, te serait-il possible d'ajouter les micro supports interne d'1mm à ébavurer en fin d'impression dans les zones signalées par YEARZERO dans son post de jeudi 17H47, tout se passe bien jusque là, mais les filaments n'ont pas de support pour constituer la partie haute des grandes échancrures avec le crash inévitable qui s'en suit. Mes faibles compétences en conception de pièce ne vont malheureusement pas jusqu'à pouvoir faire cette modif. Enfin, j'ai un bon stock de PLA et j'ai quelques craintes pour l'utilisation de l'ABS avec la D200 ...mais j'ai peut-être tort -
Triangulation & Renforts XYZ "By Stan42"
sevmic44 en réponse au topic de stan42 dans Mise à jour et/ou amélioration
C'est vrai que par paresse j'utilise Cura by Dagoma qui ne permet pas ce genre de réglage, mais ta suggestion est très judicieuse. (le mode normal a bien calmé le jeu) C'est tout de même la première fois que je constate des vibrations aussi violentes au cours d'une l'impression, je serai curieux de savoir pourquoi -
Triangulation & Renforts XYZ "By Stan42"
sevmic44 en réponse au topic de stan42 dans Mise à jour et/ou amélioration
Bonjour Kharr, C'est la première vérification que j'ai fait, mais force est de constater qu'elle est parfaitement tendue! Pour info, j'ai imprimé avec succès les autres pièces du kit EVO 350. La pièce qui me pose problème génère de très violents mouvements selon les axes X et Y en mode rapide au cours les remplissages (très nombreux), l'inertie des plateaux (origine+chauffant) étant plus importante il est fort probable que le décalage vient de cette conjonction. Je suis en cours de réimpression cette fois en mode normal, les mouvements sont moins violents mais comme j'en ai pour plus de 8H d'impression au lieu des 4 précédemment c'est une affaire à suivre!! Si quelqu'un a déjà imprimé cette pièce avec succès, son retour d'expérience sera le bienvenu. -
Triangulation & Renforts XYZ "By Stan42"
sevmic44 en réponse au topic de stan42 dans Mise à jour et/ou amélioration
Bonjour Stan, Le message précédent t'étais adressé, je me suis trompé en répondant à YEARZERO. -
Triangulation & Renforts XYZ "By Stan42"
sevmic44 en réponse au topic de stan42 dans Mise à jour et/ou amélioration
Bonjour Stan, Tout d'abord, merci pour tout ce travail fabuleux! J'attends ton kit EVO350 et j'ai commencé l'impression des pièces. J'ai un gros souci pour l'impression de la fixation haute ( V9), j'en suis à la 3ème pièce ratée. J'utilise CURA by DAGOMA avec le paramètres suivants: rempli, rapide, amélioration de la surface.... Matériel D200 avec buildtak et plateau chauffant à 50° Je constate un décalage sur l'axe des Y (avant, arrière) après le passage des zones signalées sur le message précédent de YEARZERO, les vibrations sont très importantes lors de l'impression, je vais refaire un essai en passant au mode normal, mais si tu as une meilleure idée, je suis preneur ou y-aura-t-il une version 10 de cette pièce? . Merci de ta réponse.
-
Ce que j'ai constaté, si je coupe trop vite le ventilo après une impression de pièce, le fil fond dans la partie normalement refroidie et forme une gangue qui empêche le bon passage du fil avec les claquements caractéristiques. C'est la raison pour laquelle on a cette boule ou sur-épaisseur dès que l'on retire le fil avec la procédure de débouchage décrite dans les tutos. Moralité depuis que je laisse l'imprimante branchée jusqu'à arrêt complet du ventilateur je n'ai plus de soucis, il faut juste être patient.
-
Plus j'utilise cette imprimante (on peut parler maintenant de cadences infernales!!) plus j'ai des pensées reconnaissantes pour les concepteurs de la D200, c'est au départ clairement le prix raisonnable qui m'a fait sauter le pas et découvrir du même coup l'univers fantastique de la conception 3D, maintenant je suis tellement convaincu par les excellents résultats obtenus que je suis prêt à en remonter une autre avec bien entendu quelques améliorations surtout pour augmenter l'axe des Z. Encore un grand merci à tous les passionnés qui agrandissent l'horizon des connaissances.
-
Ce que j'ai constaté: il faut bien laisser refroidir la tête d'impression après chaque pièce sinon une fusion partielle intervient dans la zone normalement ventilée et cette gangue empêche le filament d'avancer. Dès que l'on entend des claquements à répétition, c'est mal parti, il vaut mieux tout arrêter et déboucher correctement la tête. L'utilisation du fichier de débouchage de Dagoma est bien pratique. débouche-buse.zip
-
Je suis un passionné et quand j'ai vu la Dagoma 200 en kit, je n'ai pas résisté! Après une longue attente du kit, le montage a été très vite effectué, parallélisme équerrage et roule ma poule... Ensuite, passage de filaments divers avec de bons résultats et de nombreuses pièces. Après un long tour sur le forum, j'ai vite vu l’intérêt de rigidifier la bête. Un grand merci à @Dal et à @stan42 pour leur travail fantastique. J'ai commencé à utiliser tinkercad et 123D pour confectionner quelques pièces manquantes. Je sens que je vais passer encore de longues heures pour m'améliorer!!