


Orkh4nn
-
Compteur de contenus
66 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Orkh4nn
-
Plateau oui ( déjà mentionné au-dessus d'ailleurs ) mais pas la tête ! Si tu chauffe la tête pendant tes réglages, tu va te retrouver avec un filament qui coule non-stop et bon courage pour effectuer tes réglages avec ça... ( à moins bien sûr d'avoir retiré le filament AVANT mais aucun intérêt à faire ça, chauffer uniquement la plateau suffit amplement.... )
-
Hello ! Alors je n'ai vu personne en parler dans les commentaires ci-dessus mais un détail important : ton réglage plateau, tu le fait bien A CHAUD rassures-nous ? Car si tu fait ton réglage à froid, lorsque ton plateau va chauffer, ça va se dilater et ta buse ne sera plus à hauteur...
-
Hello ! J'ai changé la mienne récemment, j'ai pris ça et ça fonctionne aussi bien que celle d'origine ! Pas déçu ! ( compter environ 3 semaines/1 mois pour la réception ) https://fr.aliexpress.com/item/4001178127689.html?spm=a2g0s.9042311.0.0.b75a6c37FxIHiA
-
Hello ! De ce que je vois sur les photos je dirais qu'il y a encore des choses à améliorer car : - warping sur les coins - Point dur à certaines hauteurs OU sous-extrusion
-
Hello ! De ce que je vois sur la photo, tu as ce qu'on appelle un "pied d'éléphant" à la base de ton impression, cela signifie que tes 2-3 1ères couches sont trop écrasées. Solutions : - Revoir la hauteur buse/plateau car ta buse est peut-être trop proche ( ton extrudeur claque-t-il lors des 1ère couche d'ailleurs ? ) - Diminuer la hauteur de tes 1ères couches dans ton slicer - Réaliser un test d'extrusion ( extrude 100mm de filament et vérifie si la quantité extrudée est bien identique ) et si la quantité est plus importante que prévue, diminuer la valeur d'extrusion dans ton slicer
-
Bonjour à toi et bienvenu ! Je vais essayer de répondre dans l'ordre : 1 - la température va jouer sur la qualité et la solidité de ton impression. En effet, si la T°C est trop basse, les couches ne seront pas assez chaude pour se "souder" entre elle et certains défauts risquent d'apparaitre sans compter le fait que ton impression sera beaucoup plus "cassante". 2 - Régler ta température via CURA est simplement un gain de temps pour éviter justement d'avoir à triturer ton imprimante pendant l'impression. L'imprimante est normalement conçue pour imprimer parfaitement si les réglages sont bon dans ton slicer sans avoir besoin d'intervenir pendant l'impression. Tu peux également configurer un G-Code si tu veux imprimer différents éléments sur une même impression mais à des températures différentes ( une tour de T°C par exemple pour trouver la température d'impression idéale en fonction du type/marque de filament ) 3 - Plus tu imprimera avec une vitesse élevé, plus tu aura besoin d'avoir une machine réglée précisément. Pour avoir un bon rapport qualité/temps d'impression, la vitesse va de pair avec la Température. Par exemple pour des petits objets très détaillés, on préconise souvent de réduire la hauteur de couche, augmenter la température et diminuer la vitesse. Au contraire, pour une impression "prototype" tu peux te permettre d'augmenter la vitesse, la hauteur de couche et baisser un peu la température.Si tu veux donc imprimer par exemple un figurine très détaillées avec le moins de défauts possible, opte pour une vitesse moyenne/basse afin que toutes les couches soient parfaitement déposées et que les détails ressortent bien. La vitesse a aussi une influence sur les "fails" d'impression car plus la vitesse est élevée, plus l'imprimante subit de vibrations, vibrations crées et ressenties par le plateau et les axes et qui peuvent amener la buse à "buter" dans des supports ou des parties de l'impression lors d'un déplacement, et une buse qui bute sur un support, c'est un support qui dégage ! ( cassé ou décollé ) Je laisse le soin aux anciens de t'apporter plus de précisions En espérant t'avoir éclairé un minimum
-
Alors déjà "BONJOUR" nan.... ?
-
Hello ! J'ai déjà rencontré ce problème de sous-extrusion sur ma CR-10 V2 avec un dépôt de filament qui s'élargit dans le PTFE au contact du heatbreak. Ma solution a été de couper le morceau de tube PTFE bouché à 90°, histoire que tout soit nikel et de diminuer le nombre et la distance de rétractions. En effet, il y avait trop de rétraction et sur une trop grande distance ce qui fait que de minuscules dépôts de filaments fondus "remontaient" le long du PTFE pour s'accumuler en refroidissant dans la partie tube juste à la sortie du heatbrake et commençait à boucher le tube. Si ça peut t'aider
-
Hello ! Une fois que tu as re-découpé ton fichier sous CURA, est-ce que les parties du haut apparaissent sur "l'aperçu" ( 2ème onglet en haut ) ou pas ? Edit : je vois que @PPAC a été plus rapide que moi et sur la même idée
-
Hey ! Comme on est sur le fofo Creality, il m'a semblé bon de partager cette info intéressante : début d'un partenariat entre Creality et Gambody. Pour ceux qui ne connaissent pas Gambody, c'est un site d'achat de modèles 3D spécialement réalisés pour l'impression 3D en HD et le plus souvent HYPER détaillé et articulés ! Les prix sont abordables vu la qualité des modèles proposé et on y trouve 2 à 3 nouveaux modèles par mois en moyenne. Hâte de voir ce que va proposer ce partenariat. La seule chose étant que sur leur image de présentation, on peux voir une imprimante SLA ( résine ) mais aucune imprimante FDM, j'espère que ces machines ne seront pas épargnées.... PS : si les modérateurs estiment que ce post est considéré comme publicité, je comprendrai parfaitement qu'il soit supprimé Dans tous les cas je n'y gagne rien, juste l'envie de vous partager l'info et peut-être faire découvrir ce site à ceux qui ne connaissaient pas encore
-
Le CR-Scan 01 a l'air juste OUF ! Hmmm...je connais déjà mon prochain achat.....
-
Avis personnel : Ultrabase je n'ai JAMAIS rencontré de soucis avec l'accroche et ce, sur toutes mes machines. Si je devais remplacer un plateau un jour, je repart direct sur de l'ultrabase !
-
La plateau en verre avec le revêtement noir
-
Si tu as nettoyé ton Ultrabase a l'Acétone tu as littéralement DETRUIT ton bed... L'acétone a commencé à dissoudre le revêtement du plateau...
-
En gros, si tu préfères, l'Ultrabase est une plaque de verre recouverte d'un revêtement micro-poreux. Lorsque le filament fondu est déposé sur le plateau, il recouvre les trous et tu as un effet "d'aspiration" ou de "dépression" thermique ce qui permet à la pièce de coller au plateau un peu comme une ventouse. Lorsque le plateau refroidi à la fin d'une impression, l'effet ventouse s'estompe et la pièce se décolle toute seule Donc : - Retirer la pièce A FROID - Nettoyage/dégraissage à l'eau CHAUDE/TIEDE
-
Hello ! Si ton extruder claque lors d'une impression ça peux être dû à plusieurs choses : 1 - T°C du filament trop basse ( l'extrudeur essaie de pousser le filament qui n'est pas suffisamment fondu et bloque/bouche la buse ) 2 - Vitesse d'impression trop élevée 3 - Tube PTFE bouché par des résidus de filament ( cela peux arriver lors d'une rétraction trop importante et trop présente, le filament frotte contre le tube PTFE et de minuscules résidus s'accumulent jusqu'à boucher le tube en refroidissant ) 4 - Ton plateau est trop haut ( surtout si l'extrudeur claque durant la ligne de purge c'est que le buse n'est pas suffisamment éloignée du plateau pour pouvoir expulser le filament ) 5 - Extrudeur pas assez serré ( tu peux resserrer via la vis-ressort située à côté de l'extrudeur ) 6 - Extrudeur cassé au niveau de la roue ( surtout si c'est un extrudeur de base en plastique comme les Ender3 / Ender3 V2 )
-
Hey ! Content que tu vois le bout du tunnel ! Pour l'Ultrabase en terme de durée, j'ai 4 machines et je n'imprime QUE sur ce genre de surface, cela fait des mois et des mois, ça tourne H24 et je n'ai AUCUN soucis, mes plateaux sont toujours limite comme neufs ( tant qu'on respecte l'utilisation : bien laisser refroidir et nettoyer à l'eau chaude/tiède + MIR ). D'ailleurs ce qui est drôle c'est que sur ma dernière Ender3 V2 reçu il y a quelques semaines, le plateau était même TROP collant ( même après avoir terminé une impression le soir, le lendemain matin plateau à froid, l'impression collait encore comme pas possible ) Sinon en terme de "plus résistant" tu as toujours la solution du verre/miroir + laque/colle mais c'est pareil : gros travail de nettoyage/dégraissage après chaque impression
-
Hello ! Je pense à un soucis d'extrusion ou de rétraction. En gros, ta buse laisse échapper un tout petit peu de matière au moment du changement de couche qui fait que lorsque la couche suivante démarre, le petit dépôt accumulé forme un "blob" ( soit ton extruder envoie trop de matière, soit ta rétraction n'est pas activée ou pas assez prononcée pour éviter ce genre de surplus entre chaque couche ). Je te conseille de regarder au niveau de tes valeurs d'extrusion et de rétraction en modifiant légèrement les paramètres 1 à la fois histoire de solutionner le problème. PS : SURTOUT ne modifie pas 2 valeurs à la fois, il sera sinon impossible de trouver la raison du problème si tu remarque bien un changement sur tes futures impressions.
-

Photos de vos prints avec une imprimante 3D Creality
Orkh4nn en réponse au topic de Le Kampaniard dans Creality
25mm/s pour la 1ère couche et ensuite 60mm/s pour tout le reste -
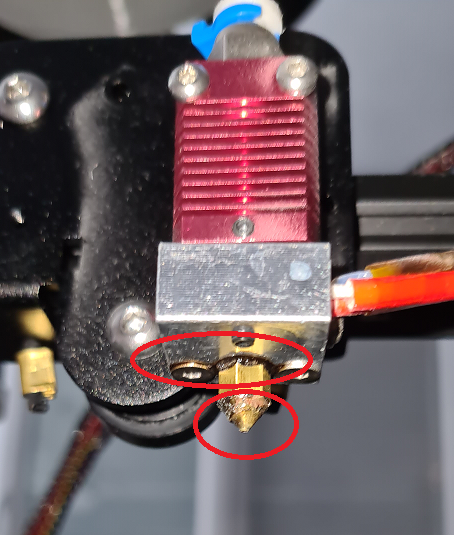
Oui oui merci titi, j'avais déjà commencé à la suivre avant de lire ton message D'ailleurs, effectivement la tête est pas jolie jolie à voir et le tube PTFE n'est pas parfaitement à 90° donc je pense que le soucis est bien là

-
Hey ! Merci pour la réponse. J'extrude à 205°C comme sur toutes mes autres Ender 3 V2 qui n'ont jamais eu de soucis ( j'utilise maintenant toujours la même marque/couleur de filament ). Possible que ce soit un défaut d'usinage/montage au niveau de la jonction buse/PTFE alors...
-
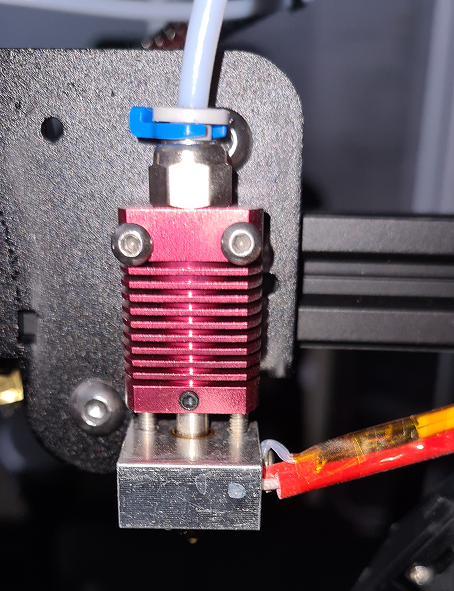
Bonjour à tous et bon week-end de Pâques ! Je sollicite votre aide aujourd'hui concernant un élément que j'ai remarqué à l'instant sur l'une de mes Ender 3V2. N'étant pas forcément bon mécanicien, je préfère d'abord demander un avis "global" de la communauté histoire d'essayer de cibler plus précisément le problème avant de commencer à tout démonter. Juste après avoir terminé un print, j'ai remarqué 3 ou 4 petit débris de fin filament complètement marron foncé/noir alors que je n'utilise QUE du gris. Je décide de jeter un coup d'oeil à la buse et là je me dit : "Tiens c'est bizarre, elle l'air plus "foncée" que d'habitude...." J'allume ma lampe de poche, je jette un coup d'oeil et je remarque une "couche" foncée sur les contour de la buse. Je décide donc de retirer simplement le cache du heatbreak et là je me rend compte qu'il y a la même substance entre le bloc de chauffe et la buse. Cela ressemble un peu à de la "rouille" au premier abord mais je pensait surtout à une possible légère fuite de filament entre la buse et le tube PTFE qui aurait commencé à "brûler" et noircir.... Vos avis ? Démontage complet de la tête, nettoyage et recoupe du PTFE ? Merci d'avance Cordialement
-
Photos de vos prints avec une imprimante 3D Creality
Orkh4nn en réponse au topic de Le Kampaniard dans Creality
8h32 de print 1114 couches de 0.04mm 4,5cm de haut environ Dorénavant je ferais toutes les parties "détaillées" de mes figurines ( visages, mains,etc... ) avec ce type de réglage -
Photos de vos prints avec une imprimante 3D Creality
Orkh4nn en réponse au topic de Le Kampaniard dans Creality
J'avais lu qu'en "théorie", la couche minimale qu'on pouvait obtenir sur une imprimante FDM était de 0.04mm ( vu qu'un "pas" du coupleur correspond à cette valeur ), j'ai voulu tester et sincèrement, tout s'est très bien déroulé et la qualité est vraiment incroyable ! On se rapproche d'une qualité SLA..... La lumière ne mets clairement pas en valeur le résultat mais bordel c'est HYPER propre.... Ender3 V2 Vitesse 60mm/s Hauteur couche : 0.04mm T°C Buse 205°C / T°C plateau : 60°C Filament Eryone Gris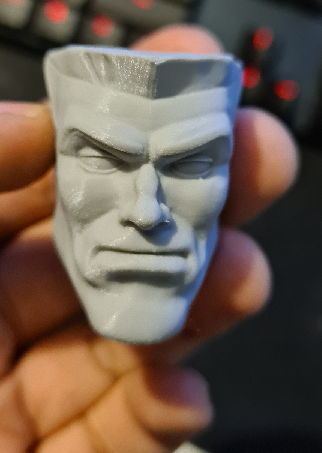
-
Photos de vos prints avec une imprimante 3D Creality
Orkh4nn en réponse au topic de Le Kampaniard dans Creality
Qui est-ce qui va avoir une bonne 60aine d'heures de ponçage/mastiquage/ponçage/apprêt/peinture/montage devant lui....?? Quasi 2 mois de print sur 3 machines pour toutes les pièces détachées d'un projet entièrement articulé de 1m de haut.... Je vous posterai le projet terminé après le plus gros du travail....donc en 2032 à priori...



