Chrisbati
-
Compteur de contenus
39 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Chrisbati
-
Calibration rétraction sans succès
Chrisbati en réponse au topic de Chrisbati dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour ton retour. C'est pas un caisson 100% fermé, j'ai 5 faces fermées et isolées et la face avant où je mets juste une bande au 1/3 de la hauteur pour éviter du refoidissement à hauteur du plateau et donc du warping. Effectivement, je n'en ai jamais eu (les clips, ni coté buse ni extrudeur) ! Donc je dirais que pas de changement pas rapport à toujours. Si je reprends les principaux "évènements" depuis l'apparition des problèmes, dans le désordre: - Cura (de 5.1 à 5.8), mais hors de cause car je gènère des gcodes hors slicer pour faire les tests - J'ai du forcer sur le fil (pla) pour l'extraire sur toute la longueur du bowden et de l'extrudeur, en tirant vraiment très fort, il ne coulissait plus du tout dans le bowden - Remplacement du Bowden (celui fourni d'origine par un capricorn) - Remplacement de la Buse (en même temps que le bowden) - Lors d'une impression, le cable s'est coincé physiquement sur sont "trajet" jusqu'à l'imprimante, ce qui a entrainé une force sur le mécanisme de l'extrudeur Si je reprends ce que j'ai fait depuis: - Remplacer la buse (une seconde fois), à chaud comme toujours et en vérifiant (du mieux que j'ai pu) que le bowden fait bien contact dans le corps de chauffe - Calibration plateau (mais bon, c'est juste pour être "propre" car aucun impact) - Calibration PID - Calibration E steps - Calibration flow - Tour de température (stringing du début à la fin; avant c'était le contraire, aucune différence au extrèment minime et tour très propre) - Plusieurs tours de retraction, 2 générateur différents et plusieurs tests. -
Calibration rétraction sans succès
Chrisbati en réponse au topic de Chrisbati dans Entraide : Questions/Réponses sur l'impression 3D
merci pour ton conseil. Rien que je n'ai pas déjà testé malheureusement, j'ai un bowden capricorn, j'ai changé de buse, calibrer e-steps et flow, changer de filament 2 fois. Et je vois que finalement la personne qui avait le problème de base de l'article l'a résolu en ne faisait rien... (juste le Z hop mais pas activé chez moi). -
Calibration rétraction sans succès
Chrisbati a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
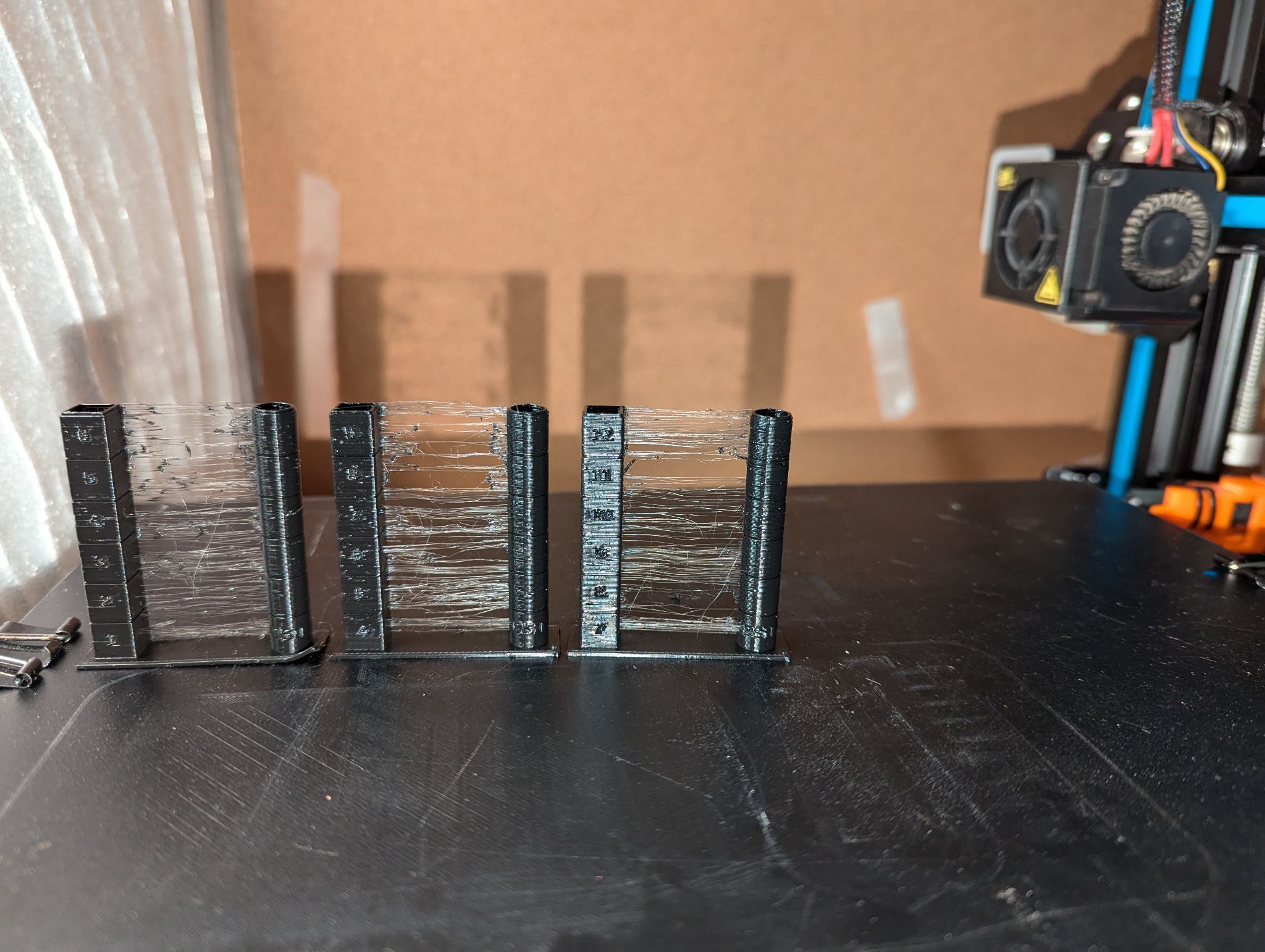
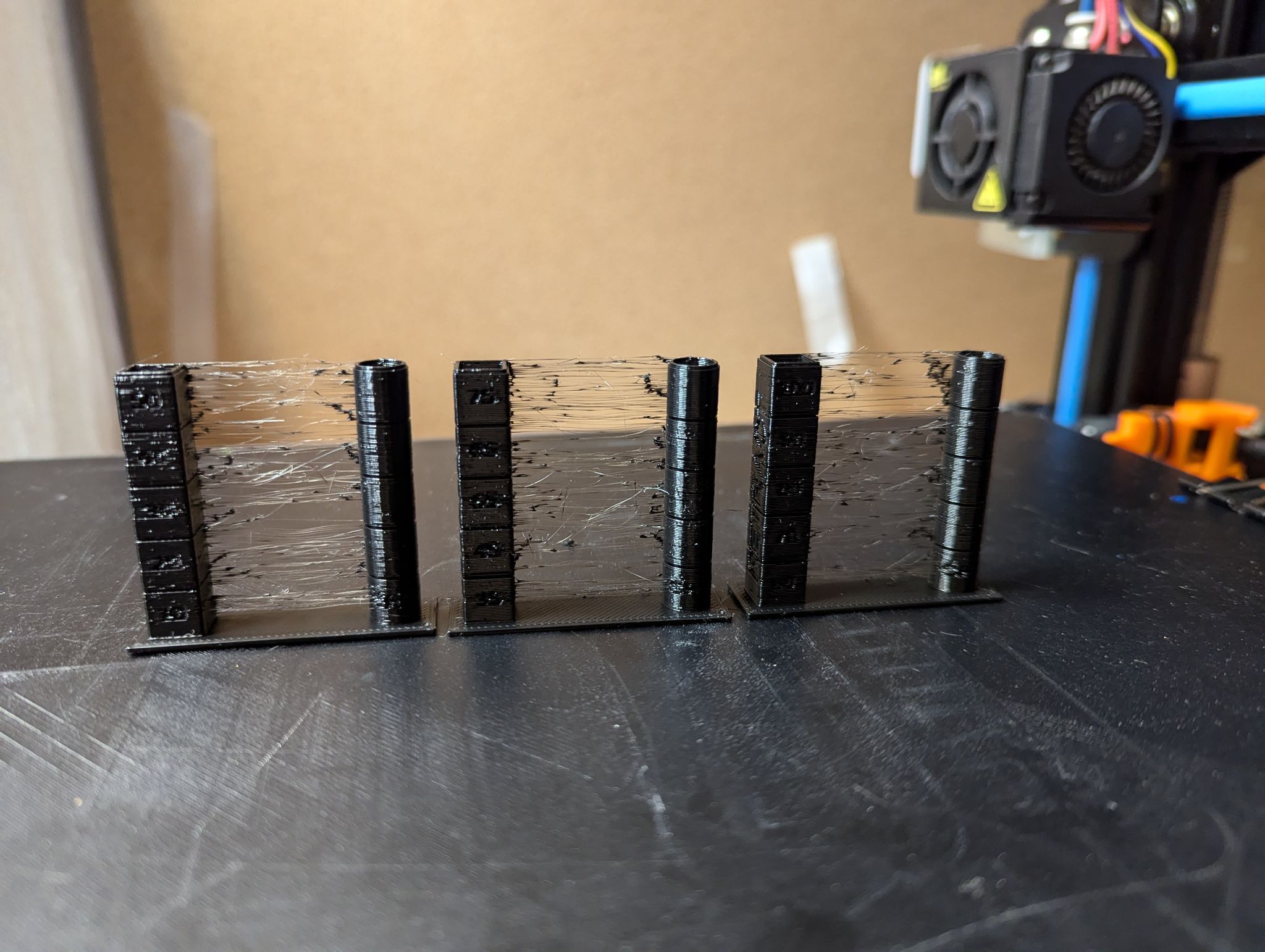
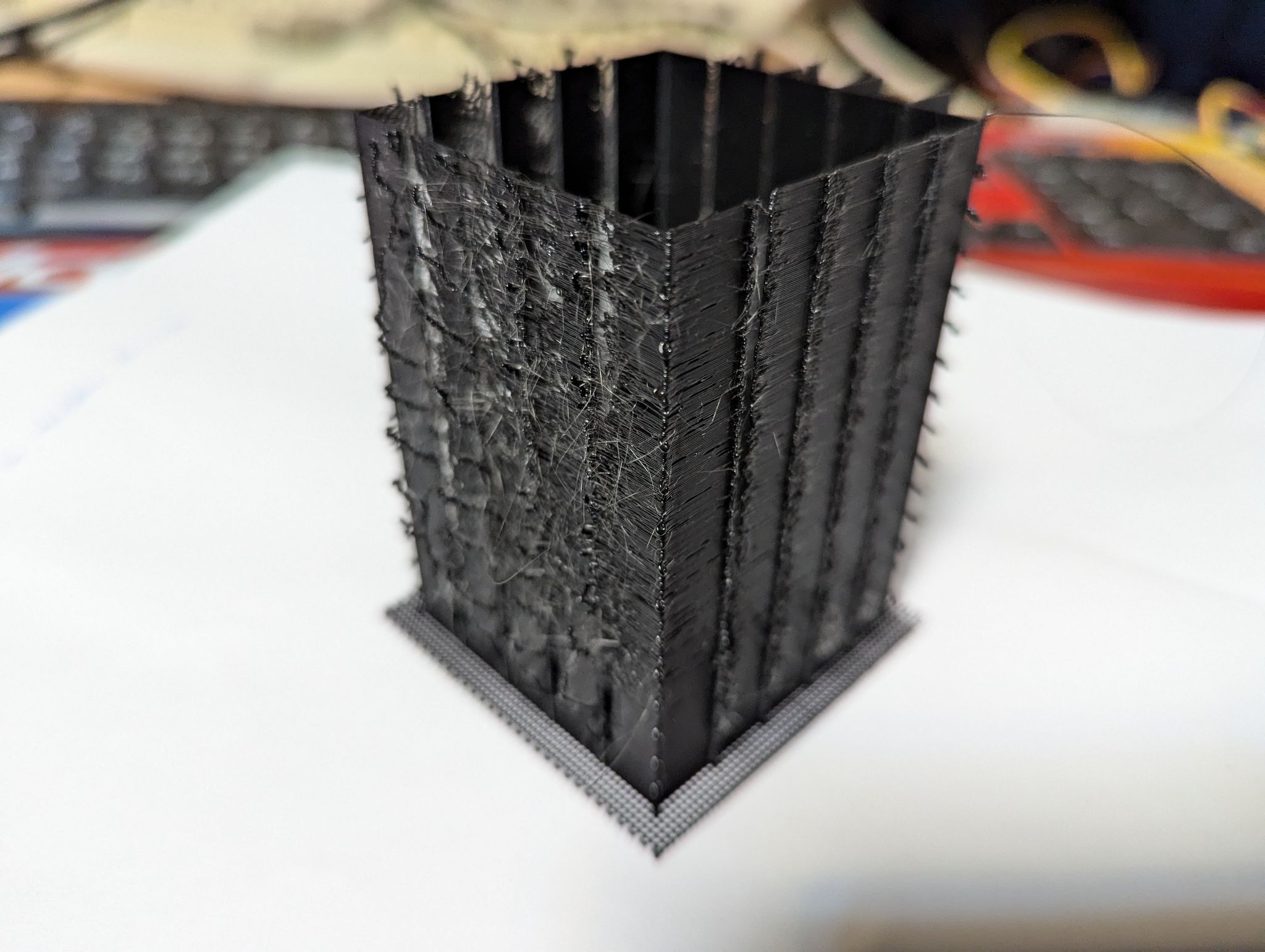
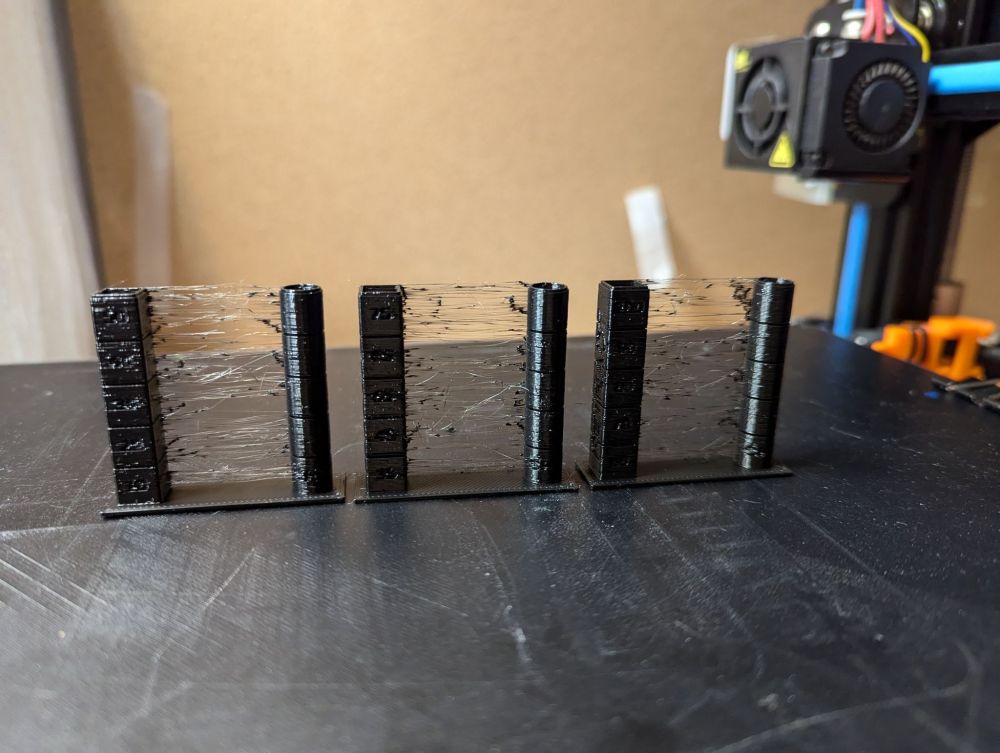
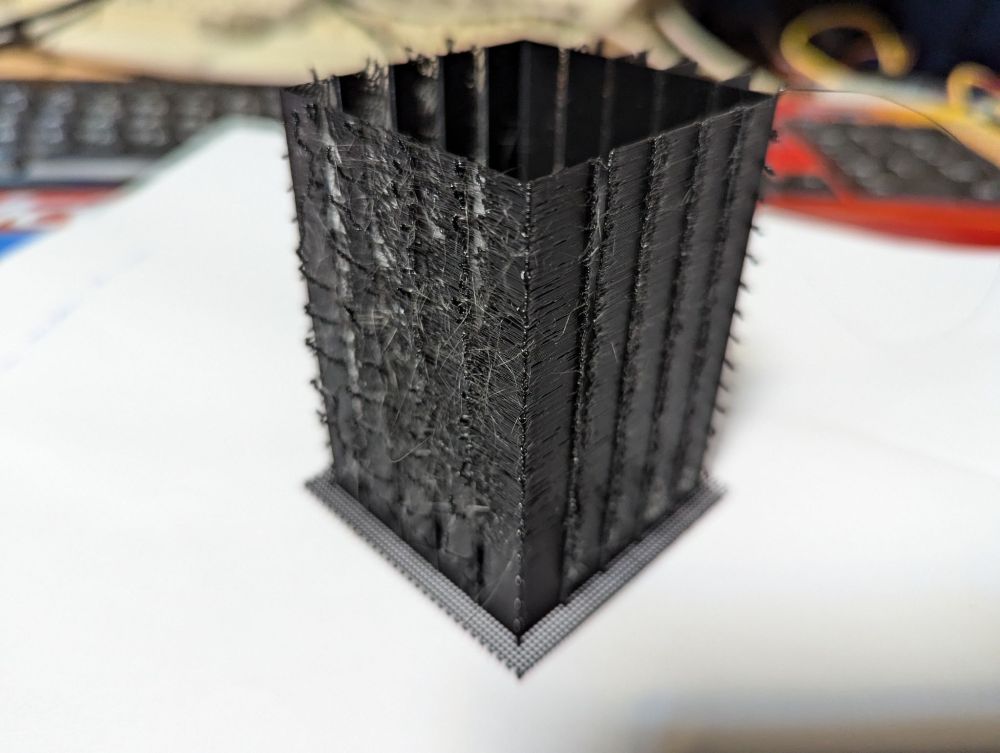
Bonjour à tous, Depuis quelques temps, sans trop identifier l'origine, j'ai une augmentation de stringing sur toutes mes impressions. J'ai donc tout repris à 0 et: - ouvert une nouvelle bobine de sunlu pla+ - calibré les e steps - calibré le flow - imprimé une tour de température (déjà horriblement "stringé" et sans bons résultats) - testé plusieurs rétraction distance et speed avec différents tests: * génération de gcode pour une "tour" complète avec des rétractation de 0.5 à 8 et de 10mm/s à 120mm/s (via http://retractioncalibration.com/) * génération de tours de calibration de rétractation via le plugin cura auto tower generator Les résultats ne sont pas toujours cohérents, une même distance de rétractation peut parfois donner des résultats différents. Le plugin auto tower sous cura donne des résultats quasi identiques quelque soit la vitesse ou la distance de rétractation. La génération de gcode via des sites web sans passer par cura ne m'a pas permis de trouver une bonne distance/vitesse, ce n'est jamais "bon". Je suis sur une cr10s, avec du pla+, les impressions ont été faites à 200 et à 215, le tour de température ne donnant rien de probant. Le bed est à 60 mais ça ne doit pas jouer. L'imprimante est dans un caisson donc pas de perturbations de température ou de refroidissement en théorie. Ci-dessous quelques photos des résultats par rapport aux descriptions ci-dessus. D'avance merci pour tout conseil Chrisbati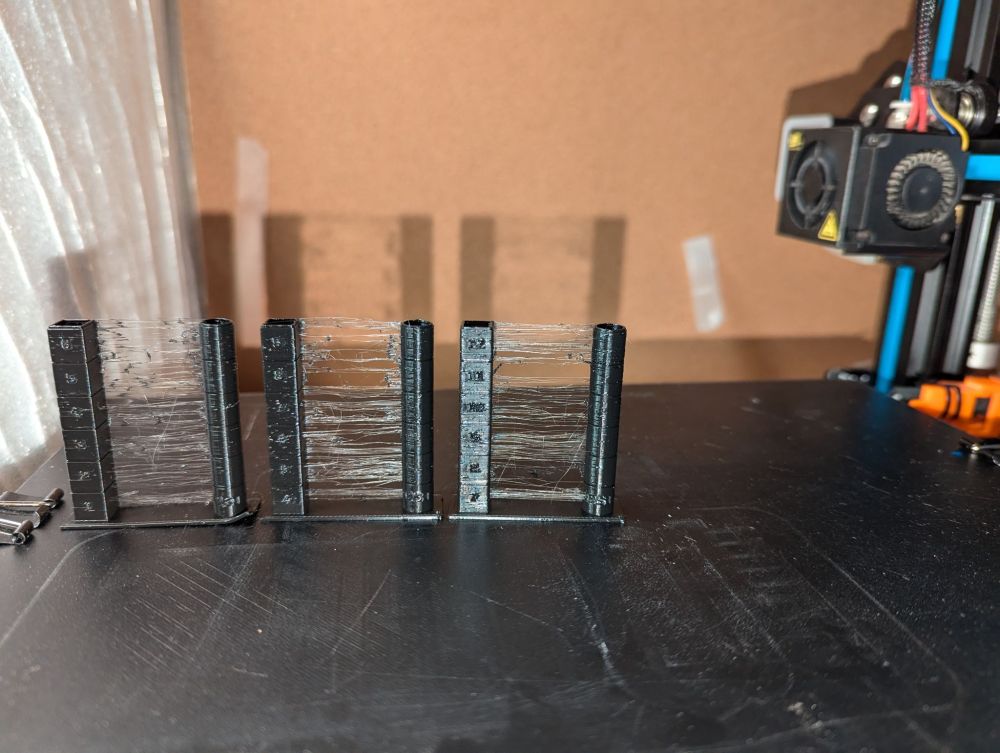

-
Cr10s filament coincé, cause?
Chrisbati en réponse au topic de Chrisbati dans Entraide : Questions/Réponses sur l'impression 3D
oui, de toute façon peut-il y avoir d'autre problème qu'un problème d'usure du tube ou un probème physique du filament qui casserait dans le tube et serait "mal" poussé. J'ai finalement remplacé le tube, le filament était bloqué à quelques cm de l'entrée dans le hotend. -
Cr10s filament coincé, cause?
Chrisbati a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, Problème mainte fois abordé toutefois j'aimerais trouver pourquoi c'est arrivé. Je suis CR10s depuis plusieurs années, j'imprime régulièrement avec du pla+ et du pla. Ici j'étais sur une impression de 2 jours, il restait 5h, pla normal, bed à 60 et buse à 205 (sur base tout température), pla avec lequel j'imprime souvent. Tous les filaments que j'utilise font l'objet d'une calibration du flow. L'imprimante imprimait dans le vide, plus de filament en sortie. J'ai d'abord pensé un clog, mais rien dans la buse. J'ai débrayé l'extrudeur et essayer de pousser au tirer le filament, impossible, ça ne bouge pas d'1mm (avec buse à 230). J'ai démonté la buse et l'entrée du tube côté hotend, rien. Je ne vais pas me casser la tête et remplacer le tube, par contre j'aimerais éviter que ça ne se reproduise, à quoi cela peut-il être dû ? Usure du tube (c'est celui d'origine)? D'avance merci pour vos retours Chrisbati -
Salut @pommeverte, merci pour ce lien ! J'ai testé, et grosso modo, je suis systématiquement au-dessus des mesures (5.11 au lieu de 5 de 50.19 au lieu de 50,...) sauf pour le plus grand morceau ou je suis un peu en dessous (149.7 au lieu de 150). Je ne pense donc pas qu'il y ait un problème de fond, si ?
-
Bonjour, J'ai une CR10s firmware th3d. Extrudeur calibré et flow calibré par type de filament. J'y ai installé une synchronisation des Z selon la méthode proposée par @Titi78. Ça a vraiment amélioré mes couches mais jusqu'à présent je n'imprimais rien de précis et je n'avais jamais remarqué que la hauteur des pièces en Z est trop basse. J'ai donc imprimé quelques cubes de calibration et systématiquement la hauteur Z n'est pas assez haute, au lieu de 20 mm je suis à 19.54mm. J'ai comparé avec des anciens cubes imprimés avant la synchro et ils avaient bien +-20mm. Je suppose donc que c'est la synchro qui provoque ça mais je ne ne vois pas comment corriger. D'avance merci pour toute aide. Chrisbati
-
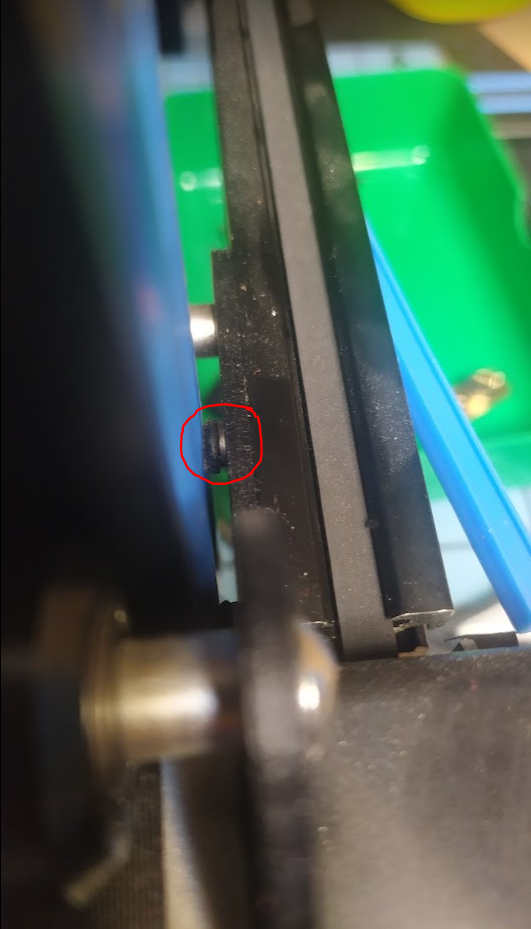
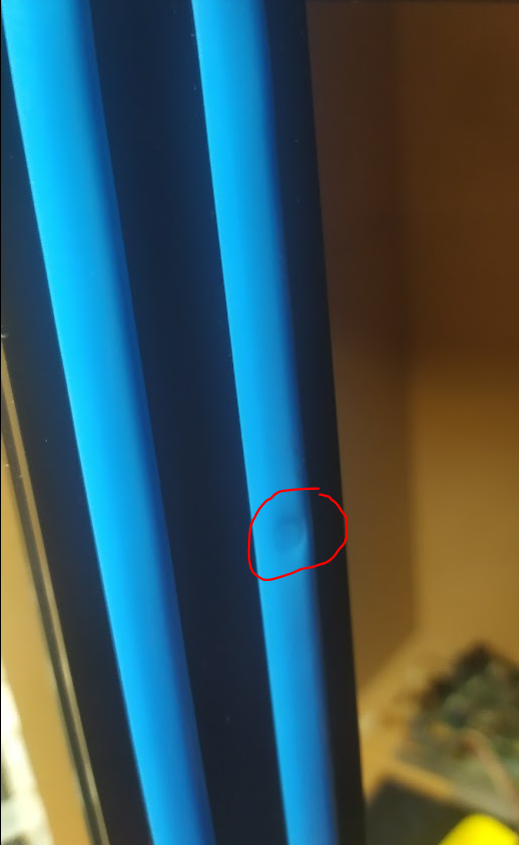
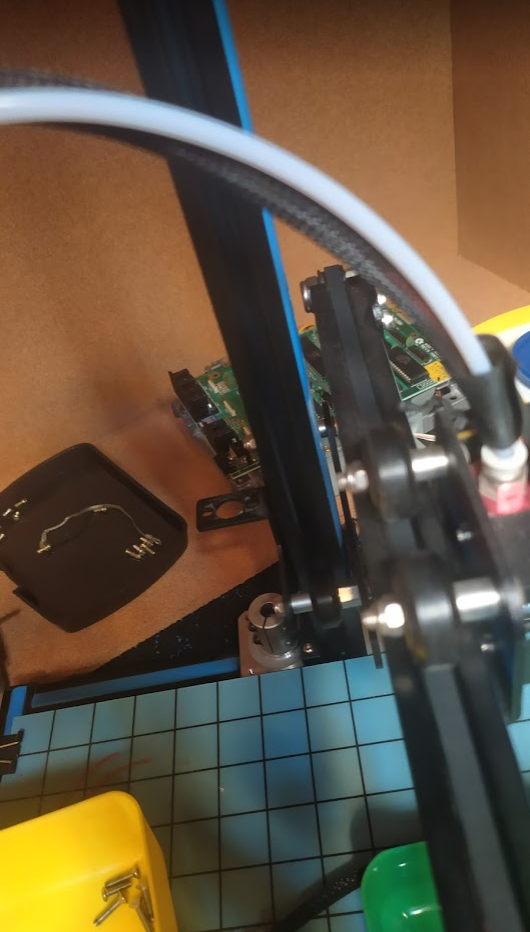
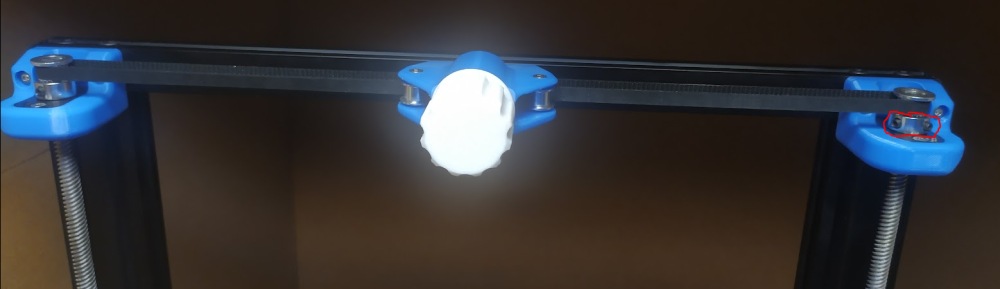
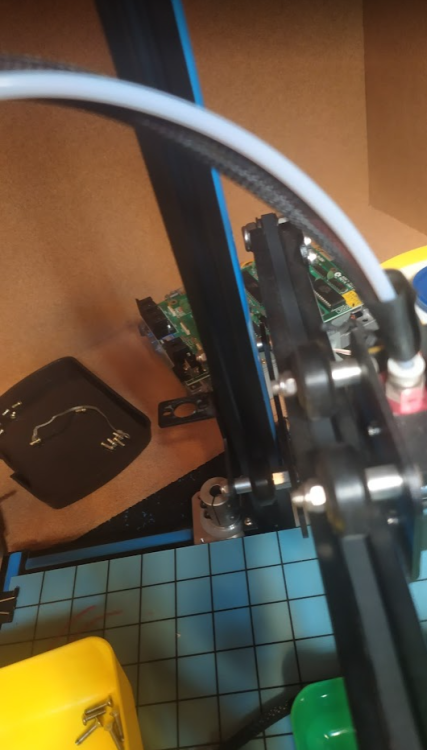
@Titi78, oui j'ai viré le cache bleu sur lequel la vis frottait, le jour et la nuit. J'ai terminé le réglage de l'axe, même si quand j'ai revissé le x sur le z, j'ai un peu du faire tourner les vis du z pour être aligné avec les trous. J'ai ensuite retourné les vis pour que l'appui sur les cales soient identiques. Le plus touchy a été de remettre les vis z dans les coupleurs, mais tout semble en ordre. Dans la foulée j'ai finalisé la synchro Z, c'est bien la tienne que j'avais commencé il y a un an, l'avantage c'est que j'avais tout sous la main ! Les deux poulies au-dessus sur les vis Z on est d'accord que je ne dois pas serrer les mini vis pour serrer l'axe z (comme les coupleurs) ? Car au départ je les avais serrées mais plus rien ne bougeait (à la main en tout cas). Voici ce que ça donne, je n'ai pas encore rebranché, je voulais avant avoir des conseils de quoi vérifier ou tester à la mano pour être sûr de ne pas faire de dégât au démarrage. D'avance merci Chrisbati
-
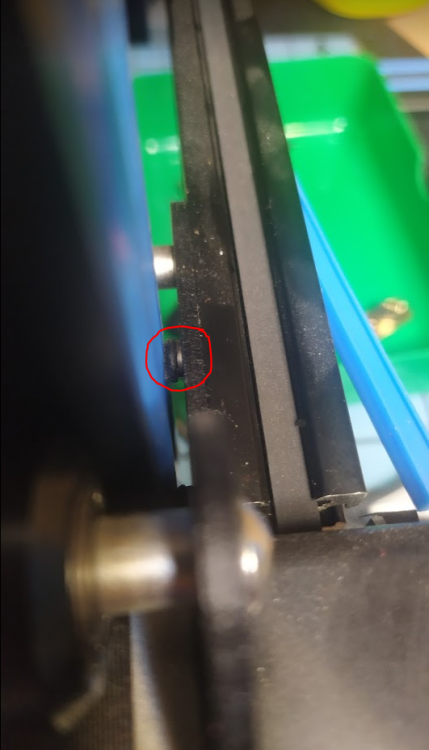
@Titi78 je déterre le post suite à un changement de local pour l'imprimante voilà seulement que je peux reprendre mes activités imprimante 3d, il y a eu d'autres priorités Je suis tes conseils pour régler mon axe. Voici où j'en suis: Démonter les 2 Vis du Z et les noix laiton en enlevant les supports du haut et desserrant les coupleurs moteur Z. ==> OK Sur le montant de droite il y a 2 vis accessibles par l’arrière via des trous traversant qui permette la fixation de la traverse. X. il faut enlever ces vis pour désaccoupler la traverse X de la liaison avec le guidage Z de droite. ==> ok... j'espère. Je n'avais qu'une vis qui traversait et accessible via trou, l'autre était apparente. Et maintenant la traverse penche de ce côté vu que plus rien ne la soutient. Régler les excentriques de gauche sur les roulettes Z pour que la traverse soit droite et qu'il n'y ai pas de points durs et un guidage correct sur toute la hauteur comme les vis Z sont démontées cela permet de coulisser sur Z et bien sentir si il y a des points durs. ==>KO Je suis bloqué au réglage de l'excentrique de gauche. Dans ton détail ce sont les excentriques. Si j'ai bien deux roues sur l'axe, une seule est réglable donc je n'ai qu'un excentrique. En essayant tous les tours d'excentrique possible, je me rends compte que j'ai toujours, aux deux mêmes endroits, un glissement soudain de l'axe. Je règle l'excentrique et la laisse coulisser naturellement du dessus. Aux 2 mêmes endroits, elle accélère d'un coup puis bloque légèrement et reprend ça descente. J'ai constaté qu'à ces endroits j'ai un renfoncement dans le cache décoratif bleu du z. En regardant de plus près, j'ai vu que derrière l'axe X j'ai une vis, qui ne tient rien, qui n'est présente que du côté droit. Je suppose que cette vis sert à "ralentir" le coulissement de l'axe, mais l'ennui c'est qu'au moment d'arriver sur les 2 zones problématiques, elle ne touche plus le plastic bleu et l'axe accélère. Que dois-je faire ? supprimer la vis ? changer le déco bleu pour un sans irrégularité ? Ci-dessous les photos avec les points dans le plastic bleu et la petite vis derrière l'axe. D'avance merci pour tout conseil Chrisbati Bon, je rectifie mes conneries. La fameuse vis qui frotte tout le long contre le plastique est bien évidement très utile, par contre, je ne sais pas pourquoi, au-delà des points ou elle ne touche plus, elle freine tout le long. J'ai donc viré le plastic bleu et là... le jour et là nuit, l'axe tombe à pic, heureusement que j'avais les cales. Avec le plastic bleu, quand je lâchais l'axe depuis le sommet, il fallait une bonne dizaine de seconde pour qu'il descende. Maintenant il met moins d'une seconde ! Je me demande comment j'ai pu imprimer des trucs très corrects avec ce frottement assez fort d'un côté et rien de l'autre. Donc je poursuis le réglage de l'axe. J'en profite également pour installer une synchro z !


-
Que prévoir dans mon caisson pour imprimante 3d ?
Chrisbati en réponse au topic de Chrisbati dans Discussions sur les imprimantes 3D
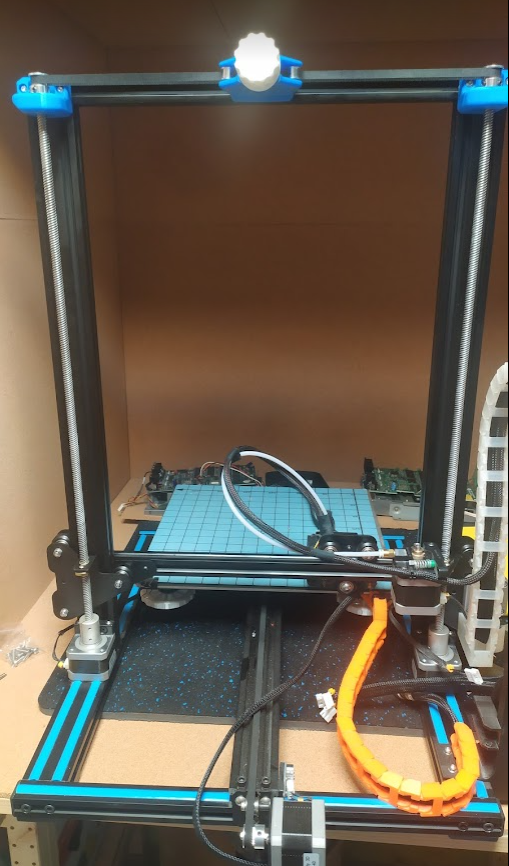
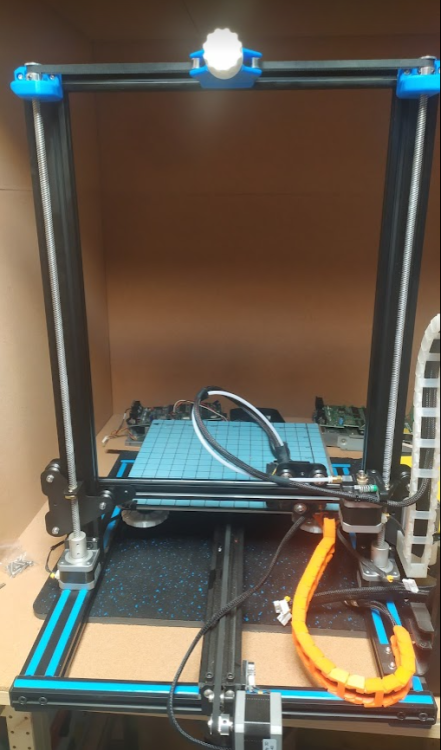
Bonjour à tous, merci pour vos nombreuses réponses, certains points super intéressants et d'autres trop compliqués pour moi Je n'en suis pas très loin, j'ai fini de fabriquer le caisson et l'isolation interne (en liège). Ma première étape après ça va être de faire passer proprement les cables d'alimentation et de pilotage, car mon boitier sera bien à l'extérieur. J'attends les passes cables. Ensuite, j'aimerais trouver une solution propre pour faire passer le filament, car la bobine sera aussi à l'extérieur du caisson. voici le caisson, n'étant pas bricoleur du tout j'ai fait de l'ikéa :
-
Que prévoir dans mon caisson pour imprimante 3d ?
Chrisbati a posté un sujet dans Discussions sur les imprimantes 3D
Bonjour, j'ai profité d'un déménagement forcé de l'imprimante 3d (creality cr-10s) pour lui faire un petit espace dédié. J'ai donc mis en place un caisson, la structure est terminée et je me demande maintenant ce que je dois prévoir d'utile ou comme accessoires ? voici en vrac les questions que je me pose: - faut-il un simple trou pour l'arrivée du filament dans le caisson ou quelque chose de plus sophistiqué ? - la bobine au-dessus ou à coté (mais en dehors) du caisson ? ou c'est pareil ? - l'éclairage: je pensais mettre des led sur toute la périphérie du plafond du caisson, c'est confortable pour une bonne vision de l'impression ou prévoir autre chose ? - la ventilation: de base je n'imprime que du pla mais j'ai un peu d'abs. Dois-je prévoir des orifices d'aération ou des ventilateurs en mode "extraction d'air" ou laisser la porte du caisson ouverte est suffisant? Je sais qu'avec le pla il vaut mieux qu'il ne fasse pas exagérément chaud dans le caisson pour qu'il prenne bien sur les couches. - le bruit: fortement lié au point précédent, si je laisse la porte fermée je gagne en confort acoustique mais j'ai peur pour la prise du pla. Mon but est la qualité des impressions avant tout, quelle est donc la meilleure option ? - autres accessoires utiles : thermomètre, hygromètre, je sais pas quoi mètre (ou mettre ) ? - autre truc que j'ai oublié ? D'avance merci pour tout conseil ! Chrisbati -
@Titi78 ok merci. J'ai imprimé les cales, par contre elles ne rentrent pas dans les rainures et ne tiennent donc pas stablement sur la base de l'imprimante. Est-ce normal ? D'avance merci Chrisbati

-
@Titi78, tout d'abord mille merci, tu n'imagines pas le support que tu m'apportes ! Débutant un peu stressé, tout n'est pas clair pour moi, dommage qu'en plus il n'y a pas les vidéos On est d'accord que ce sont les vis qui tiennent les 2 roues extérieurs ? D'ailleurs j'ai remarqué que celle du bas tourne dans le vide, je suppose que ça fait partie intégrante du problème et que je règle ça avec le réglage de l'excentrique qui est à l'intérieur côté droit ? Et merci aussi pour les cales !!! J'essaye d'abord de tout comprendre avant de commencer l'exercice, de toute façon j'ai commandé le matos pour poulie Z, mais il sera pas là avant un bon mois Chrisbati
-
Merci pour ces explications très utiles quand on commence et qu'on ne comprend pas tout ! Concernant le fait d'enlever les deux grandes vis du Z c'est bien pour régler les excentriques sur les Z (une de chaque côté) et faire en sorte que le X glisse de manière ferme mais fluide sur les Z c'est bien ça ?
-
Mais concrètement qu'est ce qui fait que ça bouge tant ? tous les plus ou moins deux print je dois régler le bed car la buse grave littéralement la surface ! Alors que quand je règle la feuille gratte légèrement, après je la déchire si je veux la bouger. je dois donc faire plusieurs tours de roues pour retrouver une situation normale ! Et parfois, mais beaucoup plus rarement, c'est l'inverse, la feuille ne touche plus du tout et je dois resserrer beaucoup pour la faire gratter. Qu'est ce qui peut provoquer ça car je suis plus qu'au millimètre là et avant de passer à un système de synchro j'aimerais voir si il n'y a pas un truc à régler/corriger ? D'avance merci pour toute aide Chrisbati
-
@Titi78, j'ai regardé ton post sur la synchro Z, mais je ne comprends pas bien, la CR10S a deux moteurs pour chaque vis sans fin de chaque Z, n'est-il pas risqué de les reliés entre eux et qu'un moteur soit "forcé" contre son gré ?
-
@fran6p et @Titi78, merci pour vos réponses, mais c'est techniquement un peu compliqué pour moi J'ai bien deux moteurs sur mon Z, chacun relié à un cable différent. J'ai bien une excentrique sur chaque montant de Z. Je ne comprends pas la gestion des Z via courroie pour régler mon problème d'axe X Ici justement je ne sais pas faire un parallélisme du X avec le bed car dès que j'essaye de le faire en bougeant manuellement la vis sans fin pour redresser on X, ça retombe tout seul. Je ne vois pas quoi faire avec les excentriques pour empêcher que le côté que je remonte ne retombe ? D'avance merci Chrisbati
-
Bonjour, j'ai un soucis de parallélisme avec l'axe X. Il penche plus d'un côté que de l'autre, et quand je veux le redresser en tournant manuellement les vis sans fin des axes Z, ça met de la tension sur l'axe X, et au bout d'un moment il fini par s'incliner de nouveau. Que puis je faire pour régler on axe X ? D'avance merci Chrisbati
-
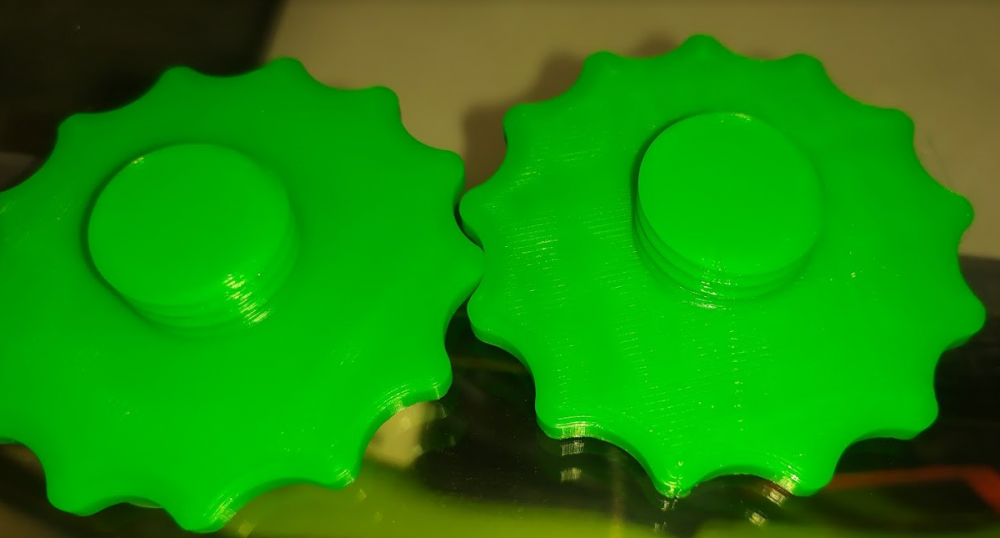
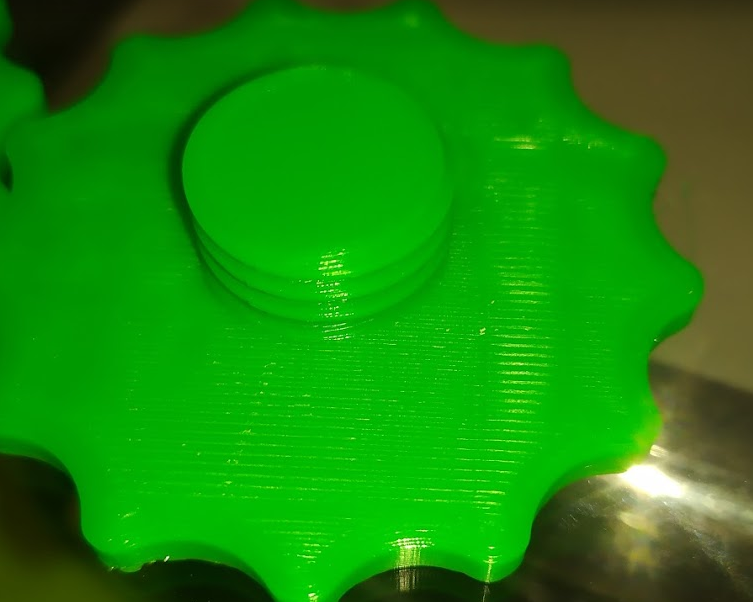
Bonjour, j'ai des résultats très différents sur les couches d'un même gcode. Impression parfaitement identique: même gcode (temp 210/65), même bobine. Sur les photos ci-dessous, ça ne ressort pas bien, mais la couche du dessus avant le pas de vis, est parfaitement lisse et régulière sur la roue dentelée de gauche. Celle de droite est "resh" et irrégulière, il y a même des "bosses" ou des creux par endroit (comme une autoroute belge ) , malheureusement ça ne ressort pas bien sur les photos. D'où peut provenir cette différence ? D'avance merci chrisbati
-
Irrégularité sur les couches
Chrisbati en réponse au topic de Chrisbati dans Entraide : Questions/Réponses sur l'impression 3D
@remibora, oui c'est vrai que c'est pas clair, mais je suis le nez dedans et oublie de prendre un peu de recul Le cube qui me pose problème (tout colle l'autre grande pièce en début de post, avec les boursoufflures entourées en rouges sur une pièce bleue): https://www.thingiverse.com/thing:3397997 Le cube qui passe sans soucis: https://www.thingiverse.com/thing:1278865 Je comptais faire un test avec Simplify3d, j'essayerai ideamaker par la suite. Merci pour ton aide ! Chrisbati -
Irrégularité sur les couches
Chrisbati en réponse au topic de Chrisbati dans Entraide : Questions/Réponses sur l'impression 3D
Bon alors j'ai fait un week end de test j'ai des cubes pour construire un nouveau légoland J'ai tout essayé je pense, jerk, acceleration, z seam, température, vitesse... J'était à deux doigts de la taper par la fenêtre (c'est pas la première fois que ça m'arrive ). Finalement je me suis dit, repars de "zéro", j'ai toujours un fichier gcode d'un cube qui date de ma première version cura (je sais plus laquelle mais c'était il y a 2 ans), je l'imprime, nickel. Donc je me dis, qu'à part les esteps et le pid, le gcode a bien fait avec mes paramètres d'origine et que c'est donc un problème de param mais lequel ? Bon, je slice un nouveau cube, je ne touche qu'à deux paramètres du profil par défaut cura Super Quality: le flow et la rétraction (dont les 2 tests de calibration sont ok). Cube nickel (et en fait pas de différence avec celui d'avant alors qu'à l'époque je n'avais rien calibré du tout). Donc je comprends plus rien, ce sont pourtant bien deux pièces avec des angles qui se succèdent rapidement, mais aucun problème de boursoufflures... Par contre, sur les deux autres pièces que j'avais mis en exemple au début du post, j'ai toujours le problème. Il y a donc certains enchainement de droite/angles qui ne sont pas bien gérés, mais impossible pour moi de trouver le paramètre . Ce sont pourtant deux pièces imprimées par beaucoup de gens, surtout le cube de calibration de flow qui est celui le plus utilisé de thingiverse pour ce test. Je sais plus quoi faire... -
Irrégularité sur les couches
Chrisbati en réponse au topic de Chrisbati dans Entraide : Questions/Réponses sur l'impression 3D
Attention que au départ je n'avais pas cette possibilité, et finalement j'ai flashé avec le firmware th3d, qui libère l'écriture sur l'eeprom et apporte des fonctionnalités via le menu. Maintenant effectivement, si tout fonctionne bien, vaut mieux ne pas prendre de risque ! -
Irrégularité sur les couches
Chrisbati en réponse au topic de Chrisbati dans Entraide : Questions/Réponses sur l'impression 3D
@remibora, bien vu, j'ai effectivement ça dans mon gcode, mais avec d'autres choses aussi, ce qui m'inquiète c'est la valeur qui fait un reset flowrate, ça veut dire que le calibrage et la valeur de mon flowrate que je défini par filament dans Cura est "resetée" ?? Je peux simplement enlever toutes les lignes Mxxx ou je dois faire autre chose ? D'avance merci Chrisbati Mon Gcode de démarrage: M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G28 ;Home G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up Salut @Titi78, dans mon cas j'ai un "store settings" dans le menu de ma cr10s (th3d) et quand je rallume, mais settings sont toujours bien là. -
Irrégularité sur les couches
Chrisbati en réponse au topic de Chrisbati dans Entraide : Questions/Réponses sur l'impression 3D
Merci @remibora. Pour l'anglais c'est simplement parce que les tuto les infos,... Sont principalement en anglais et plus facile pour s'y retrouver . Pour le flow j'ai pris cette procédure qui est utilisée un peu partout: https://www.thingiverse.com/thing:3397997 Je vais essayer tes paramètres. Merci encore. Chrisbati Bonjour, j'ai fait les différents tests, mais ça ne change pas le problème. Je vais donc me pencher sur jerk/acceleration mais je n'y comprends pas grand chose. Je suis convaincu que ce sont ces paramètres car j'ai fait une pièce avec des parties assez pointues (donc des angles très aigu) sur les couches (pas sur le z) et je vois bien qu'au changement de direction il laisse trop de matière. Bonjour, je fais des tests de jerk/acceleration, mais j'ai un problème de settings. Je modifie les paramètres Jerk/Acceleration au niveau du boitier de la CR10 (store settings, j'éteins et je rallume, ce sont bien mes nouveaux settings). Dès que je lance une impression, mes settings sont écrasés et tous mes tests n'ont donc pas pris en compte mes modifications. Comment mon test peut-il écraser mes paramètres de jerk/acceleration, j'ai regardé dans mes paramètres Cura et Jerk et acceleration ne sont pas activés. J'aimerais ne pas les gérer via le soft (cura) mais directements sur la cr10. D'avance merci Chrisbati -
Irrégularité sur les couches
Chrisbati en réponse au topic de Chrisbati dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour tes conseils @remibora ! Moi ce ne sont que les angles et encore ceux qui arrivent sur une courte distance. Mes lignes "droites" sont impeccables. J'ai joint le fichier correspondant au test de calibration du flox. Je regarderai la couche initiale mais ce n'est pas un vrai problème pour le moment car mes pièces sont bien droites, les dimensions correspondent, c'est juste que ça "m'énerve" car j'aime bien résoudre les problèmes PS: référence ajoutée CCR10S_35x35_0.4mm_nozzle_flowrate_calibration.html