Chercher dans la communauté
Résultats des étiquettes.
8 résultats trouvés
-

Calibration rétraction sans succès
Chrisbati a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
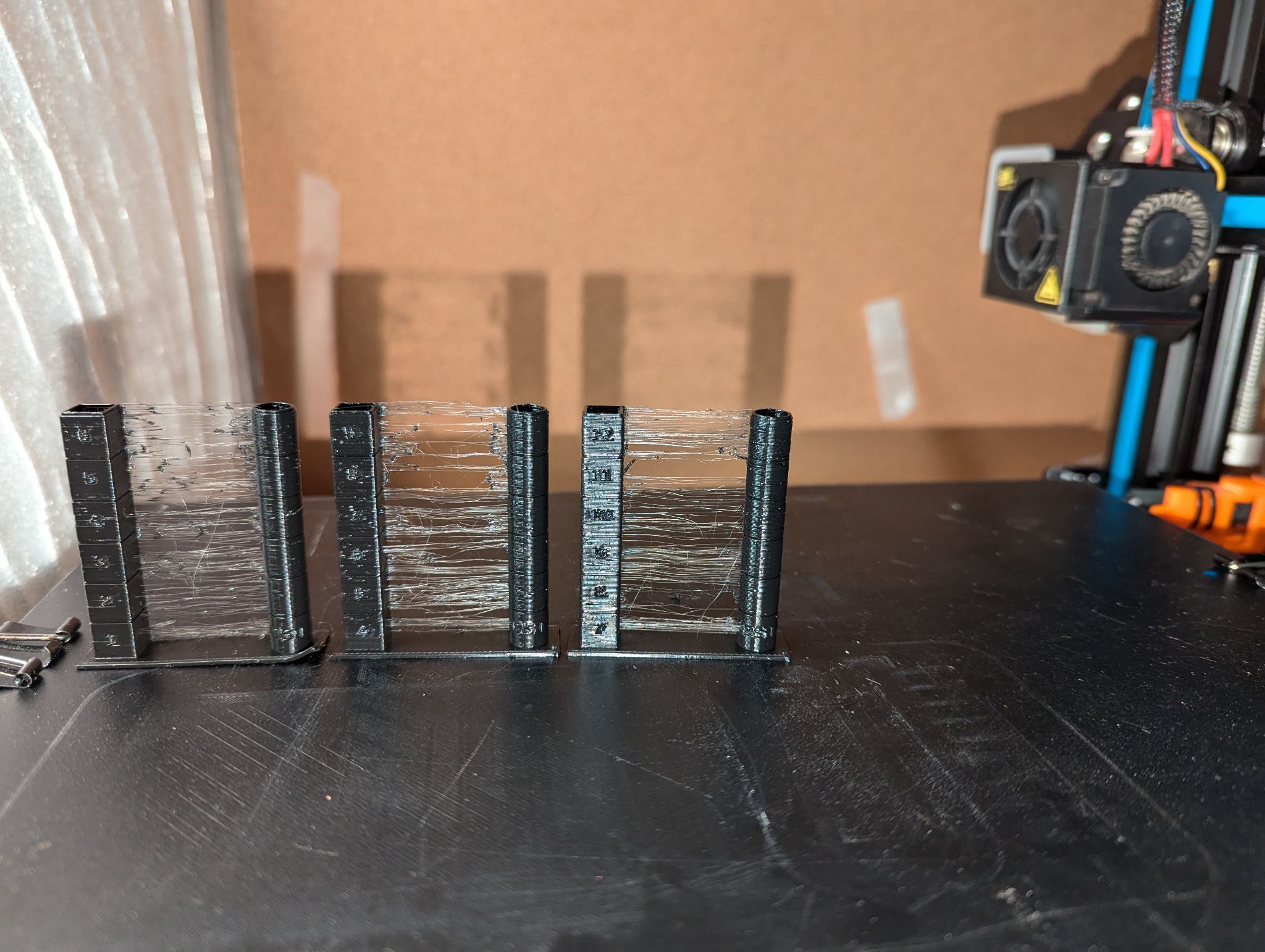
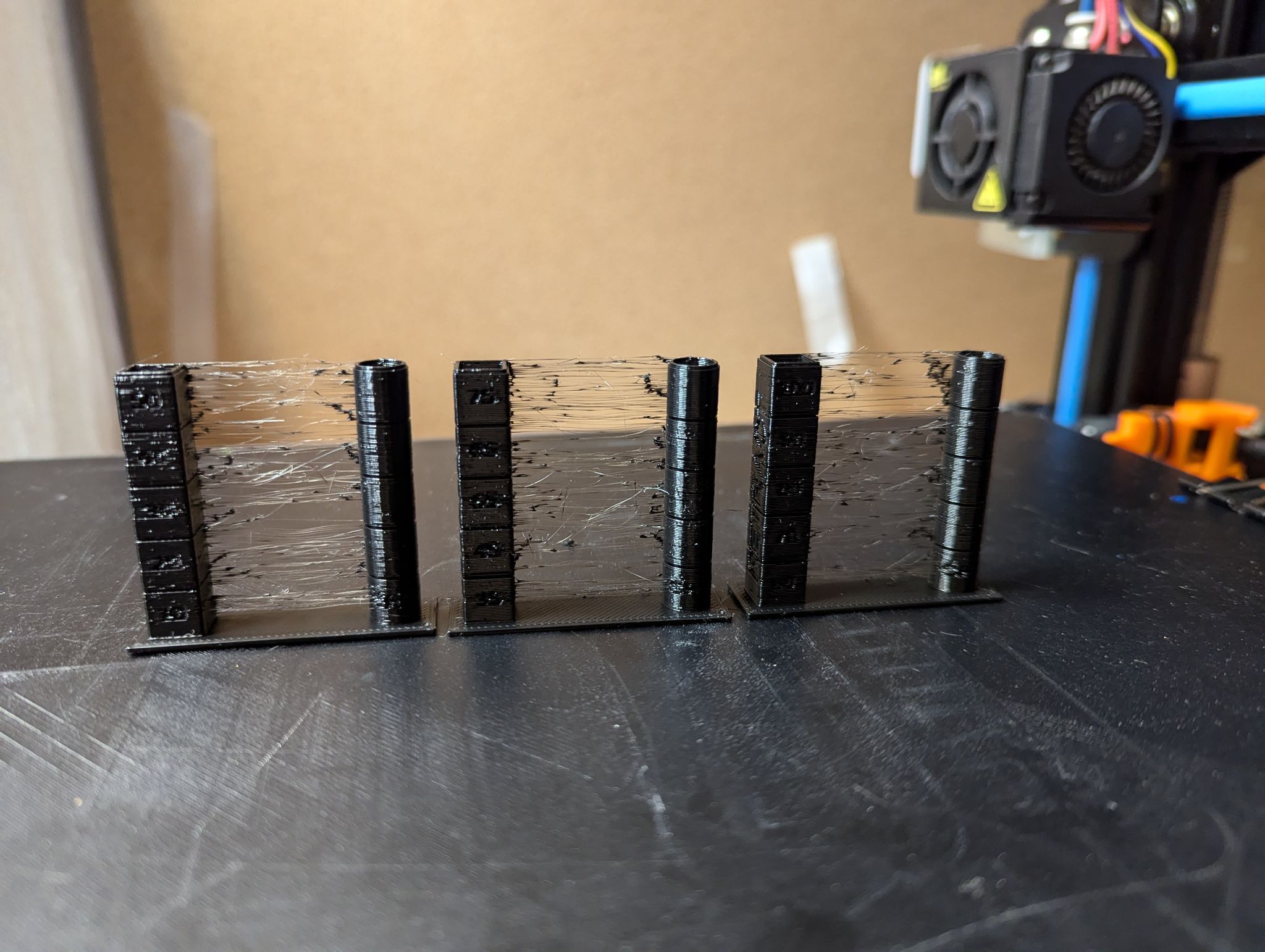
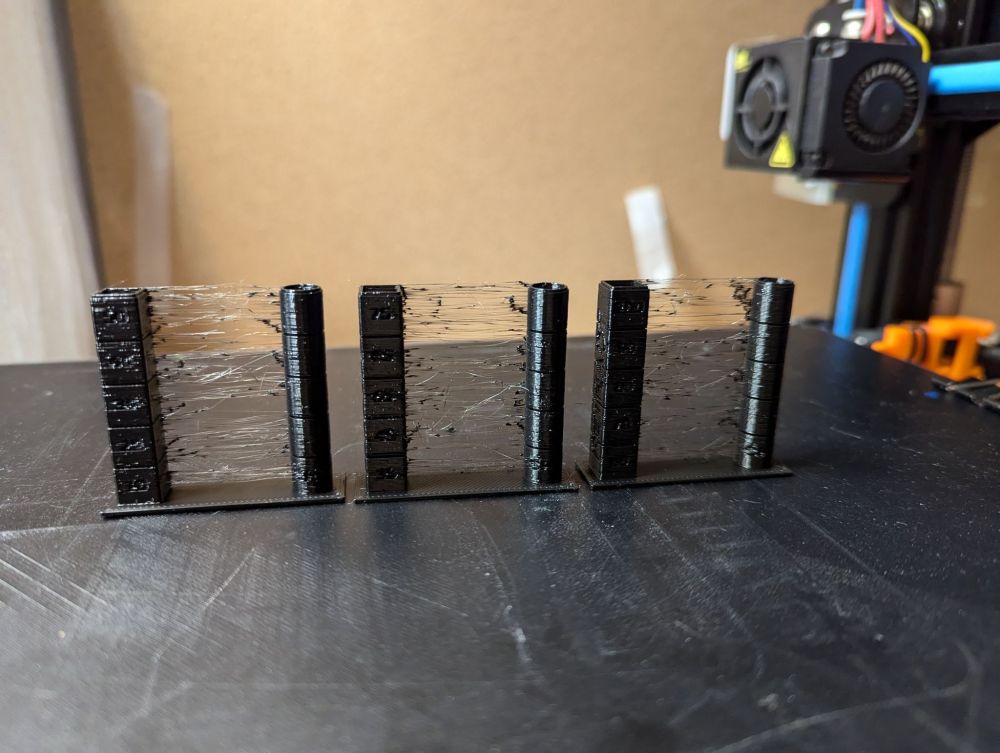
Bonjour à tous, Depuis quelques temps, sans trop identifier l'origine, j'ai une augmentation de stringing sur toutes mes impressions. J'ai donc tout repris à 0 et: - ouvert une nouvelle bobine de sunlu pla+ - calibré les e steps - calibré le flow - imprimé une tour de température (déjà horriblement "stringé" et sans bons résultats) - testé plusieurs rétraction distance et speed avec différents tests: * génération de gcode pour une "tour" complète avec des rétractation de 0.5 à 8 et de 10mm/s à 120mm/s (via http://retractioncalibration.com/) * génération de tours de calibration de rétractation via le plugin cura auto tower generator Les résultats ne sont pas toujours cohérents, une même distance de rétractation peut parfois donner des résultats différents. Le plugin auto tower sous cura donne des résultats quasi identiques quelque soit la vitesse ou la distance de rétractation. La génération de gcode via des sites web sans passer par cura ne m'a pas permis de trouver une bonne distance/vitesse, ce n'est jamais "bon". Je suis sur une cr10s, avec du pla+, les impressions ont été faites à 200 et à 215, le tour de température ne donnant rien de probant. Le bed est à 60 mais ça ne doit pas jouer. L'imprimante est dans un caisson donc pas de perturbations de température ou de refroidissement en théorie. Ci-dessous quelques photos des résultats par rapport aux descriptions ci-dessus. D'avance merci pour tout conseil Chrisbati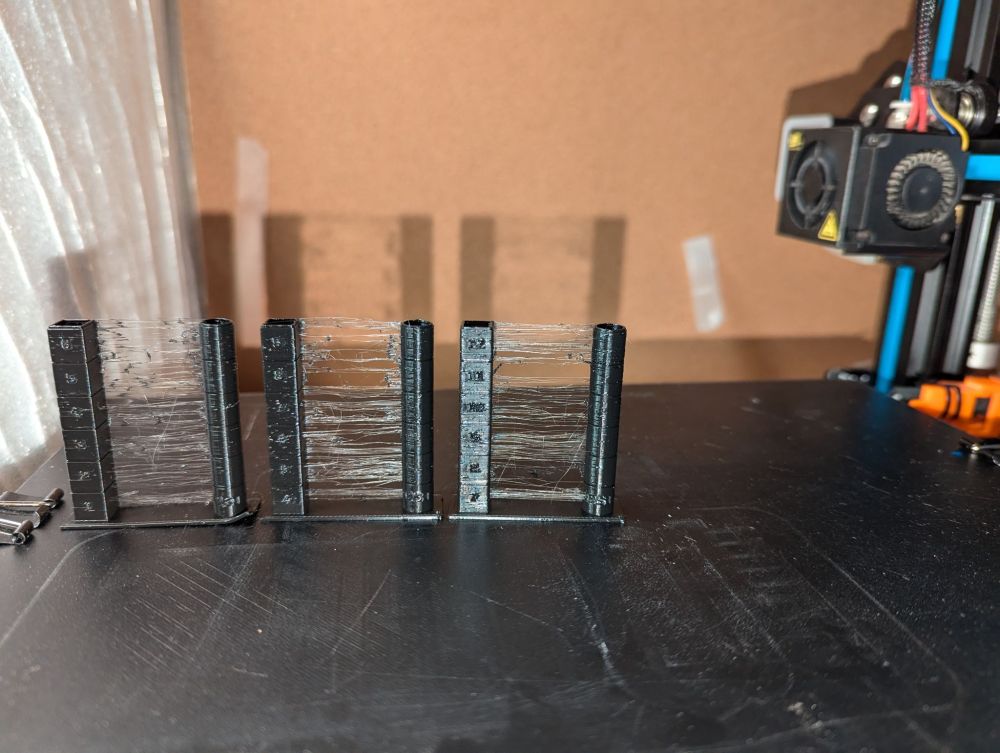

-
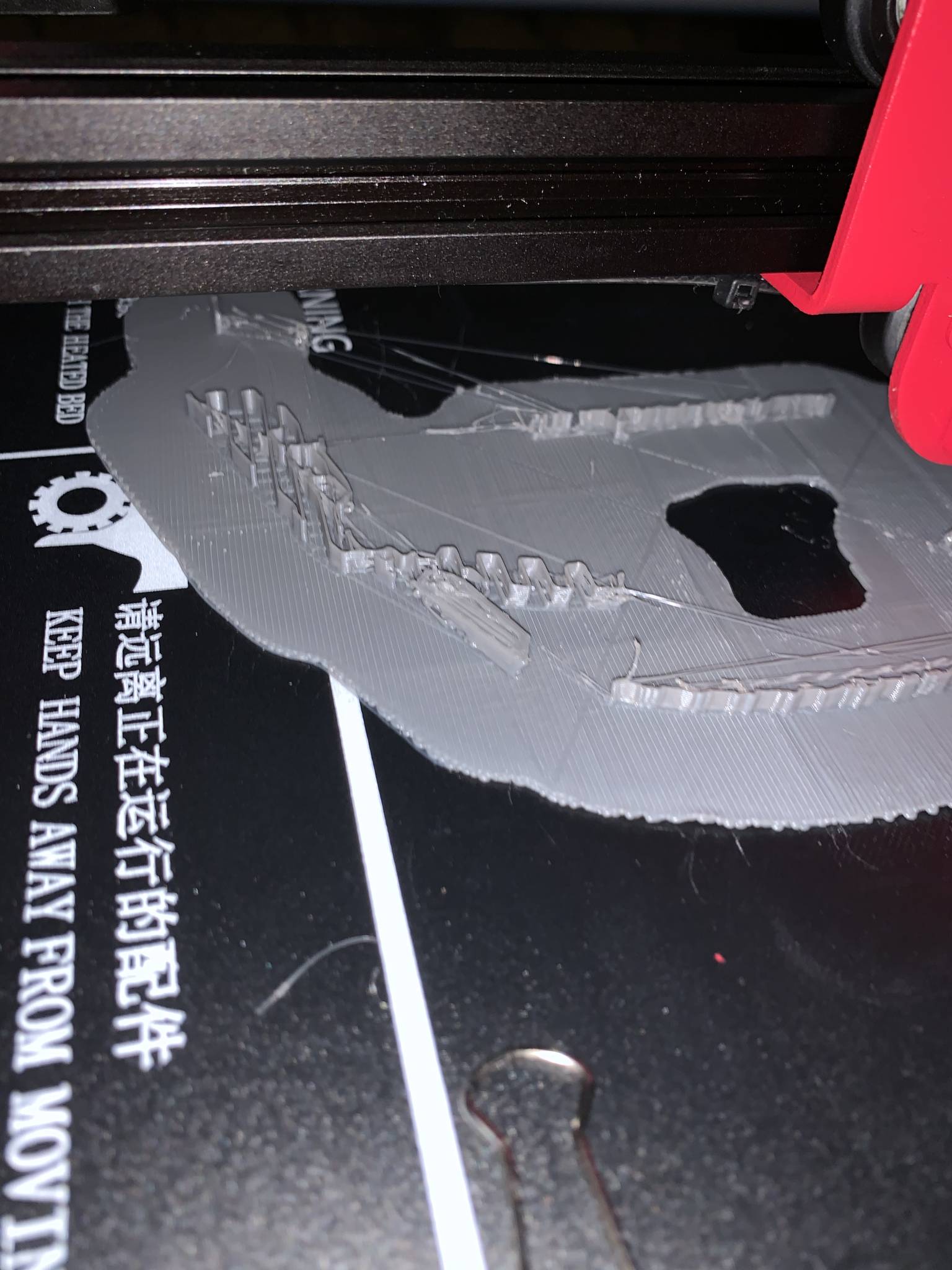
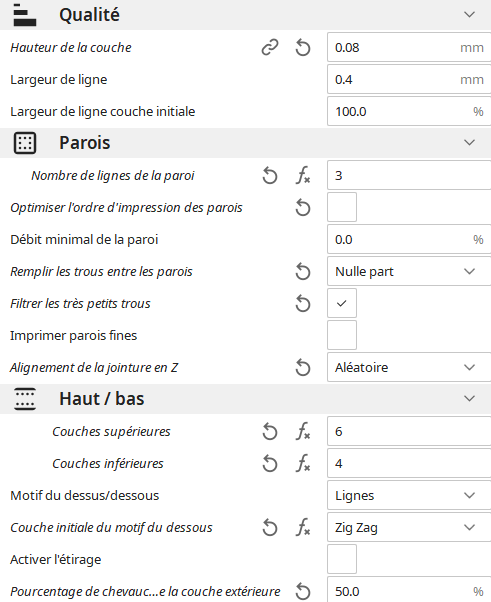
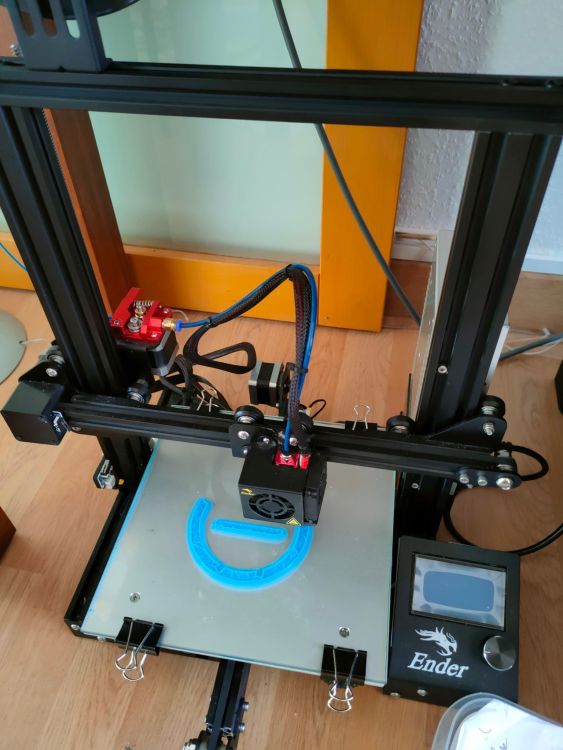
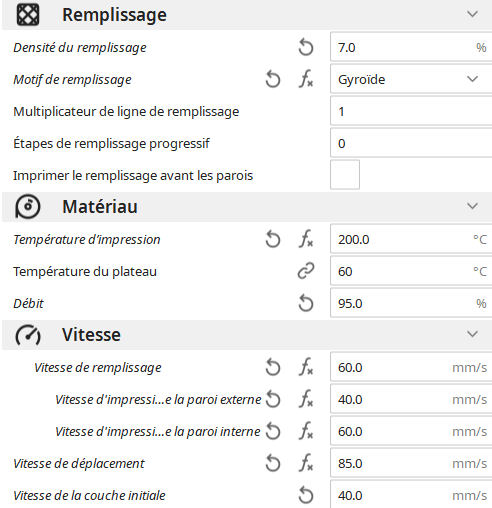
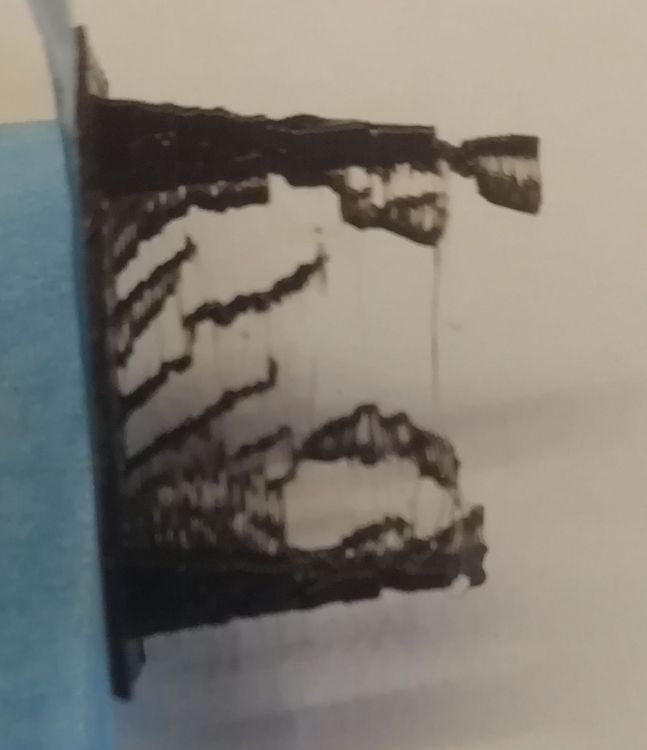
 Bonjour à tous, je possède une imprimante ender 3 pro de première génération je crois. Depuis 6ans que je l'ai, j'ai rencontré de nombreux problèmes, mais ai toujours réussi à trouver les solutions. Pourtant aujourd'hui je sèche. Après l'avoir ressortie de son placard, j'ai voulu utiliser ma Créality avec mes paramètres habituels sur Cura, mais l'impression ne se déroule pas correctement. Après avoir réalisé les couches inférieurs normalement, elle commence à créer les parois et le remplissage et là, ça bloque... L'extrudeur se met à sauter (des copeaux apparaissent car le filament ne peut plus être poussé), les parois s'imprime sans soucis mais le remplissage ne veut pas . Je ne comprends pas comment cela est possible et cela se produit sur 100% des impressions depuis qu'elle à commencé, si bien que je ne peux plus en terminer une seule. Pour tenter de résoudre le problème, j'ai déjà: -changé la buse pour une buse neuve -démonté l’entièreté du bloc de chauffe pour le nettoyer... -démonté les ventilateurs de la tête d'impression pour les nettoyer (ils tournent comme d'habitude) -changé l'extrudeur d'origine en plastique (ils commençait à être fatigué le pauvre) pour le même en version aluminium rouge -changé deux fois le tube Bowden et fini par en acheté un "capricorn premium" -imprimé avec la bobine que j'utilise depuis presque 6 mois et qui m'a permit de réaliser mes meilleurs impressions (et que je déshumidifie de temps en temps) -Dans Cura, à chaque impression j'ajuste légèrement les paramètres mais je ne crois pas avoir fait de changement drastique par rapport à d'habitude qui expliquerai le problème. -J'ai tenté une impression avec une rétraction 2X plus lente et des vitesses d'impression très lentes aussi (environ 50mm/s) pour vérifier que ça ne venait pas de ça, mais rien, le problème reste entier. Le pire, c'est que quand j'arrête l'impression, je peux pousser le filament dans la buse, elle n'est pas bouchée... c'est juste pendant l'impression qu'il refuse de s'extruder pendant le remplissage Jusqu'alors, j'ai toujours réussi à résoudre mes pannes en regardant les forums existants, mais là, je ne vois pas d'issue car en plus, plus qu'un super gadget technologique, cette imprimante fait aussi parti de mes outils de travail et j'aurai bientôt changé toutes les pièces en vain Avez vous déjà vu un truc comme ça? en tout cas, avis à toutes les bonnes âmes, je suis preneur pour un peu d'aide là Merci par avance à tous, Cordialement
Bonjour à tous, je possède une imprimante ender 3 pro de première génération je crois. Depuis 6ans que je l'ai, j'ai rencontré de nombreux problèmes, mais ai toujours réussi à trouver les solutions. Pourtant aujourd'hui je sèche. Après l'avoir ressortie de son placard, j'ai voulu utiliser ma Créality avec mes paramètres habituels sur Cura, mais l'impression ne se déroule pas correctement. Après avoir réalisé les couches inférieurs normalement, elle commence à créer les parois et le remplissage et là, ça bloque... L'extrudeur se met à sauter (des copeaux apparaissent car le filament ne peut plus être poussé), les parois s'imprime sans soucis mais le remplissage ne veut pas . Je ne comprends pas comment cela est possible et cela se produit sur 100% des impressions depuis qu'elle à commencé, si bien que je ne peux plus en terminer une seule. Pour tenter de résoudre le problème, j'ai déjà: -changé la buse pour une buse neuve -démonté l’entièreté du bloc de chauffe pour le nettoyer... -démonté les ventilateurs de la tête d'impression pour les nettoyer (ils tournent comme d'habitude) -changé l'extrudeur d'origine en plastique (ils commençait à être fatigué le pauvre) pour le même en version aluminium rouge -changé deux fois le tube Bowden et fini par en acheté un "capricorn premium" -imprimé avec la bobine que j'utilise depuis presque 6 mois et qui m'a permit de réaliser mes meilleurs impressions (et que je déshumidifie de temps en temps) -Dans Cura, à chaque impression j'ajuste légèrement les paramètres mais je ne crois pas avoir fait de changement drastique par rapport à d'habitude qui expliquerai le problème. -J'ai tenté une impression avec une rétraction 2X plus lente et des vitesses d'impression très lentes aussi (environ 50mm/s) pour vérifier que ça ne venait pas de ça, mais rien, le problème reste entier. Le pire, c'est que quand j'arrête l'impression, je peux pousser le filament dans la buse, elle n'est pas bouchée... c'est juste pendant l'impression qu'il refuse de s'extruder pendant le remplissage Jusqu'alors, j'ai toujours réussi à résoudre mes pannes en regardant les forums existants, mais là, je ne vois pas d'issue car en plus, plus qu'un super gadget technologique, cette imprimante fait aussi parti de mes outils de travail et j'aurai bientôt changé toutes les pièces en vain Avez vous déjà vu un truc comme ça? en tout cas, avis à toutes les bonnes âmes, je suis preneur pour un peu d'aide là Merci par avance à tous, Cordialement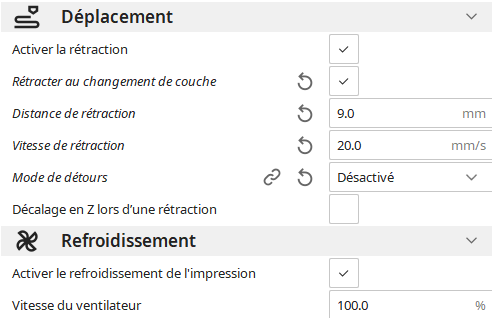


-
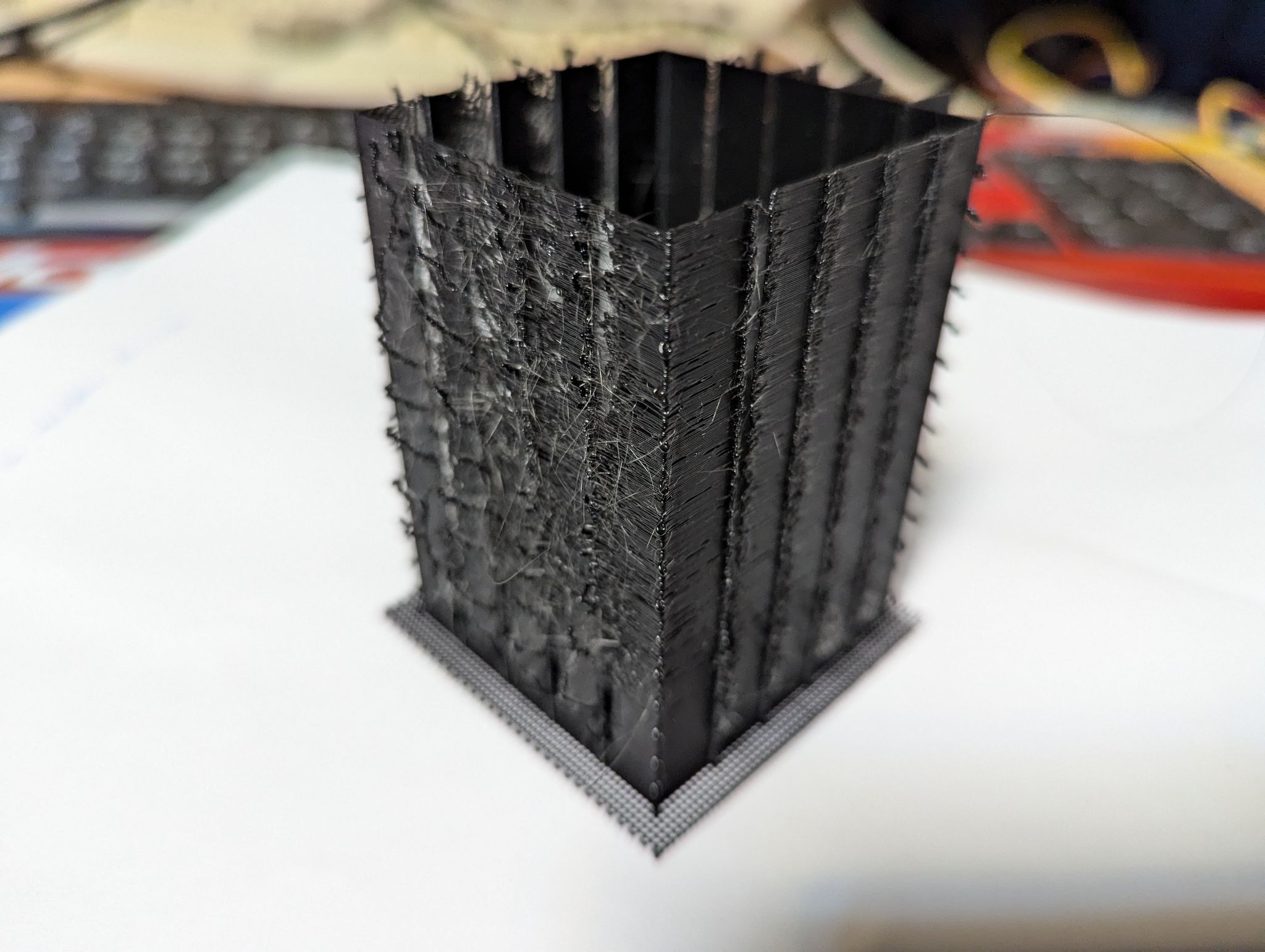
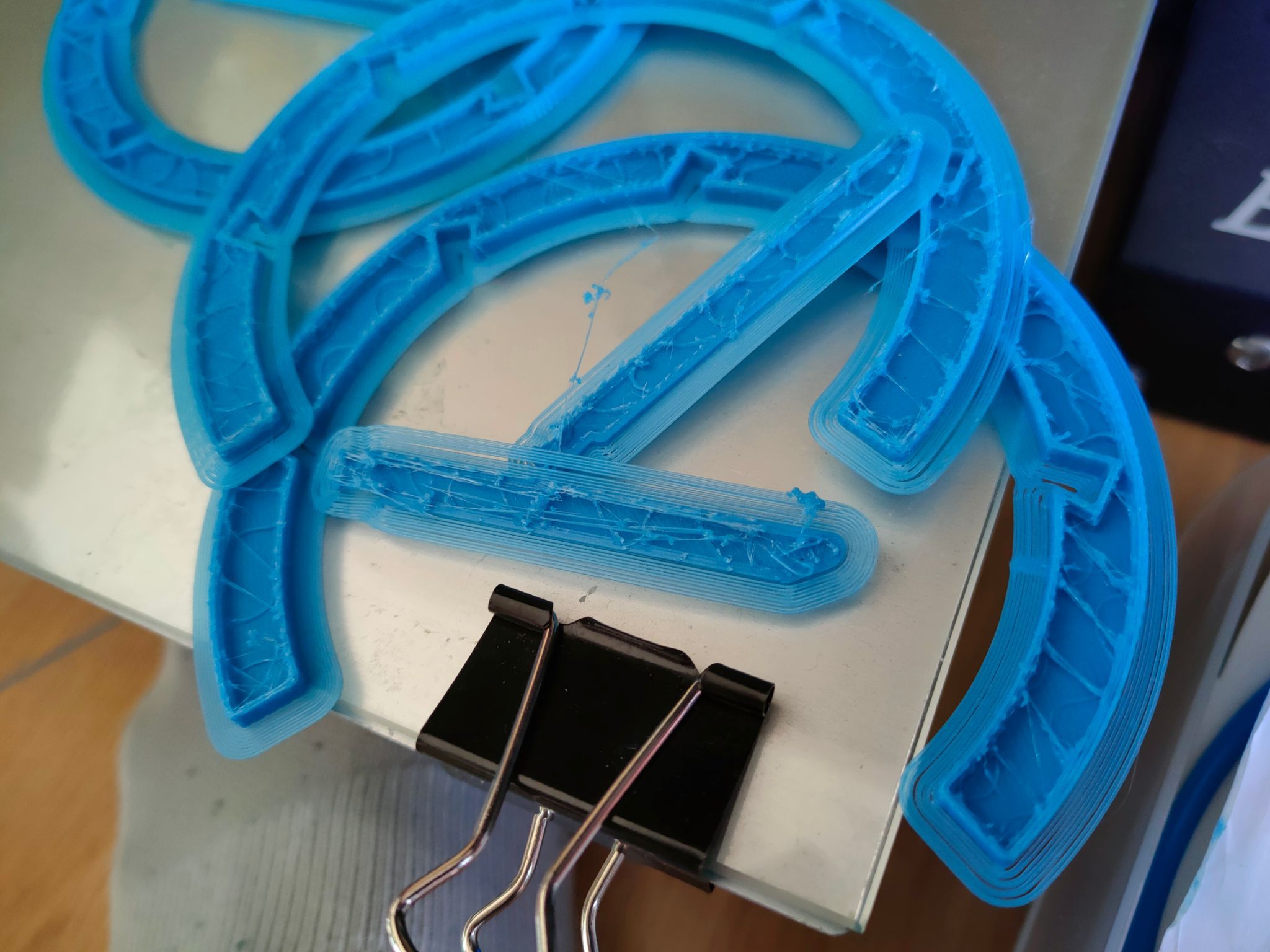
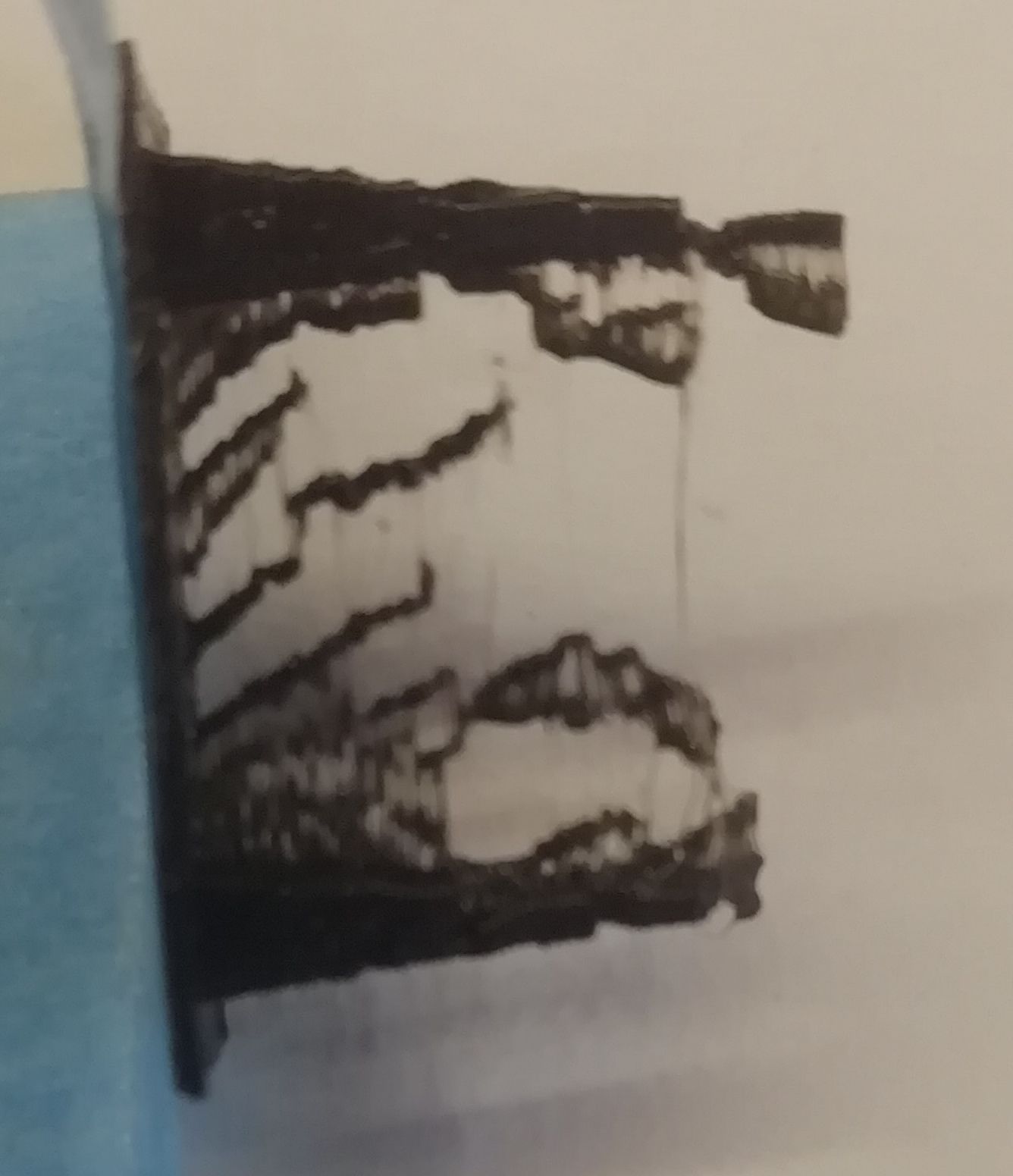
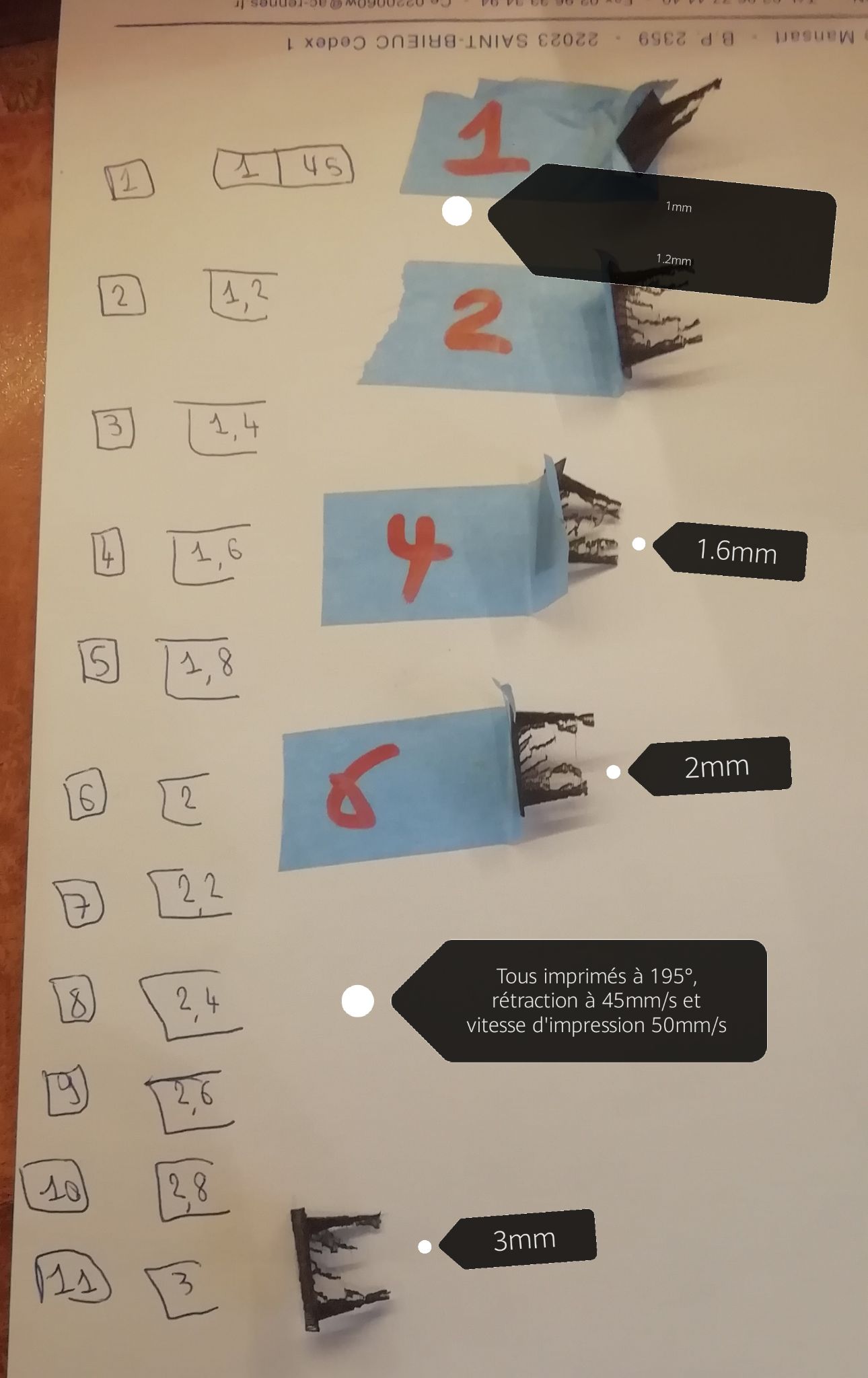
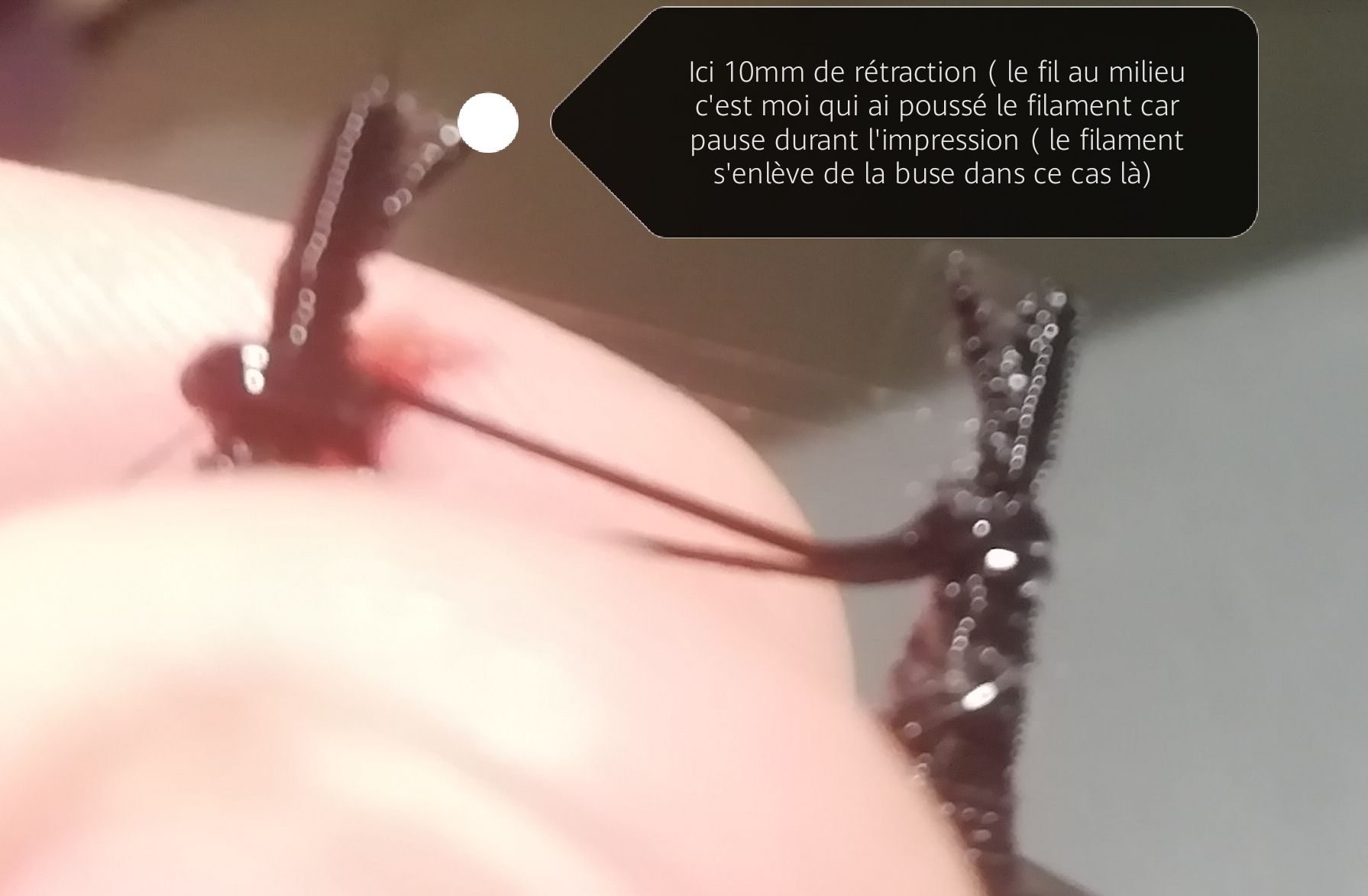
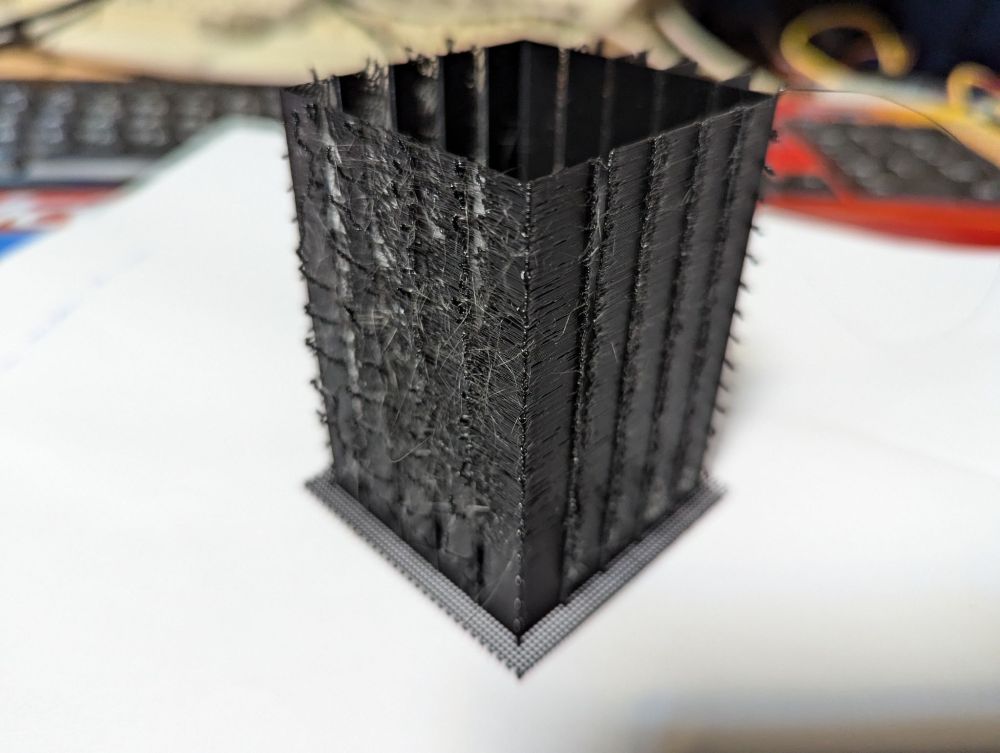
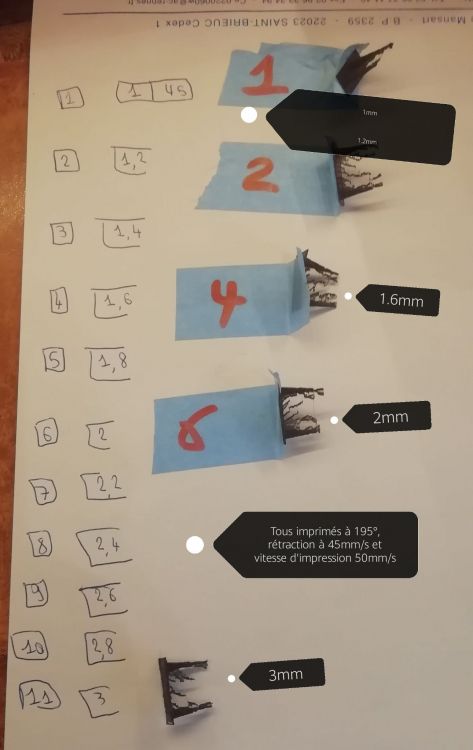
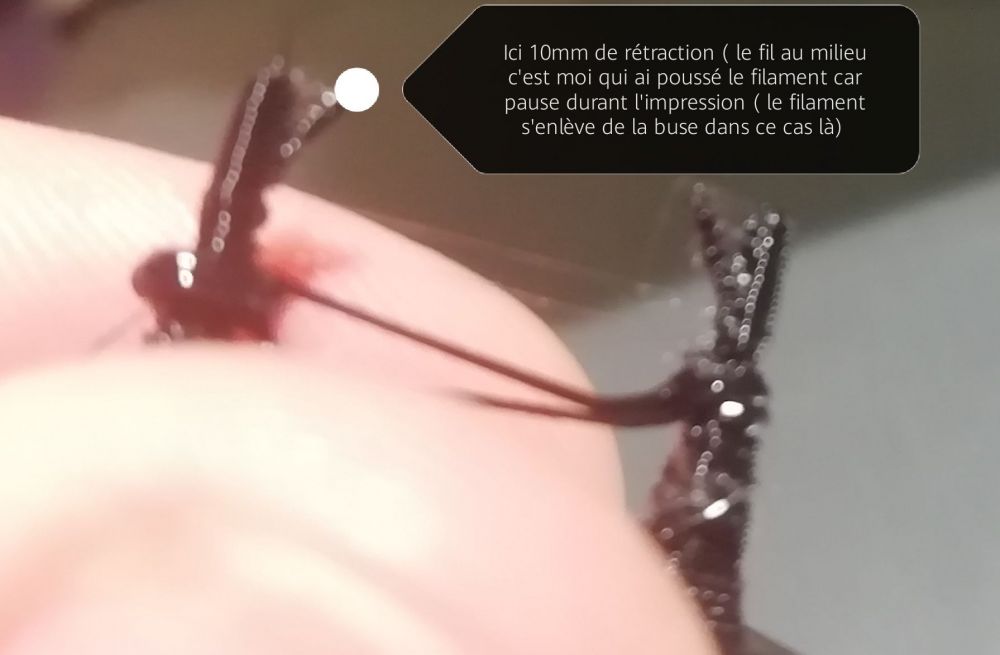
Bonjour, depuis que j'ai l'Ender 3 depuis 1 an, je n'arrive pas à sortir d'impression sans cheveux d'anges. J'ai remplacé l'extrudeur par un extrudeur alu double entraînement et rajouté des dampers à mes moteurs. J'ai réalisé de nombreux tests mais je n'arrive toujours pas à les enlever. J'ai réalisé une tour de température et choisit 195° pour mon filament ( FormFutura reform noir pla recyclé ). Avec ma deuxième bobine ( PLA bleu mat Dailyfil ), il y a moins de stringing mais il y en a quand même. J'ai testé à peu près toutes les options de rétraction ( vitesse 25, 40, 35, 50mm/s ///// distance 1, 1.2, 1.4, 1.6, 2, 3, 5, 10 mm ) et le résultat est toujours semblable. J'imprime avec la vitesse de base 50mm/s, à 195° ou 205°, plateau 50°, filament 1.75mm, extrudeur réglé pour qu'il n'y ait pas de sous/sur extrusion ( peut-être qu'il faut diminuer le débit sur cura pour sous-extruder ???... ). Je précise que la tour de température est un gcode déjà paramétré par quelqu'un sur thingiverse, mais il y a quand mème du stringing sur toutes les températures.


-

rétraction Calibration de la rétraction
LM Prod a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
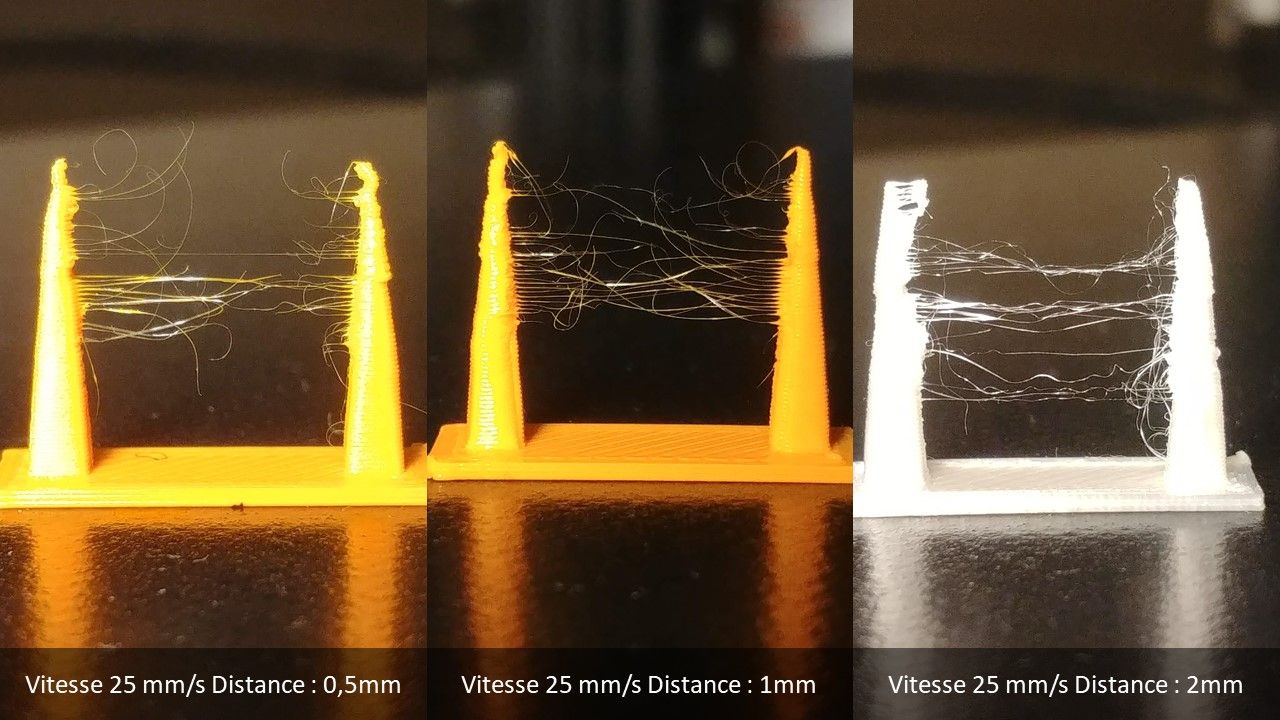
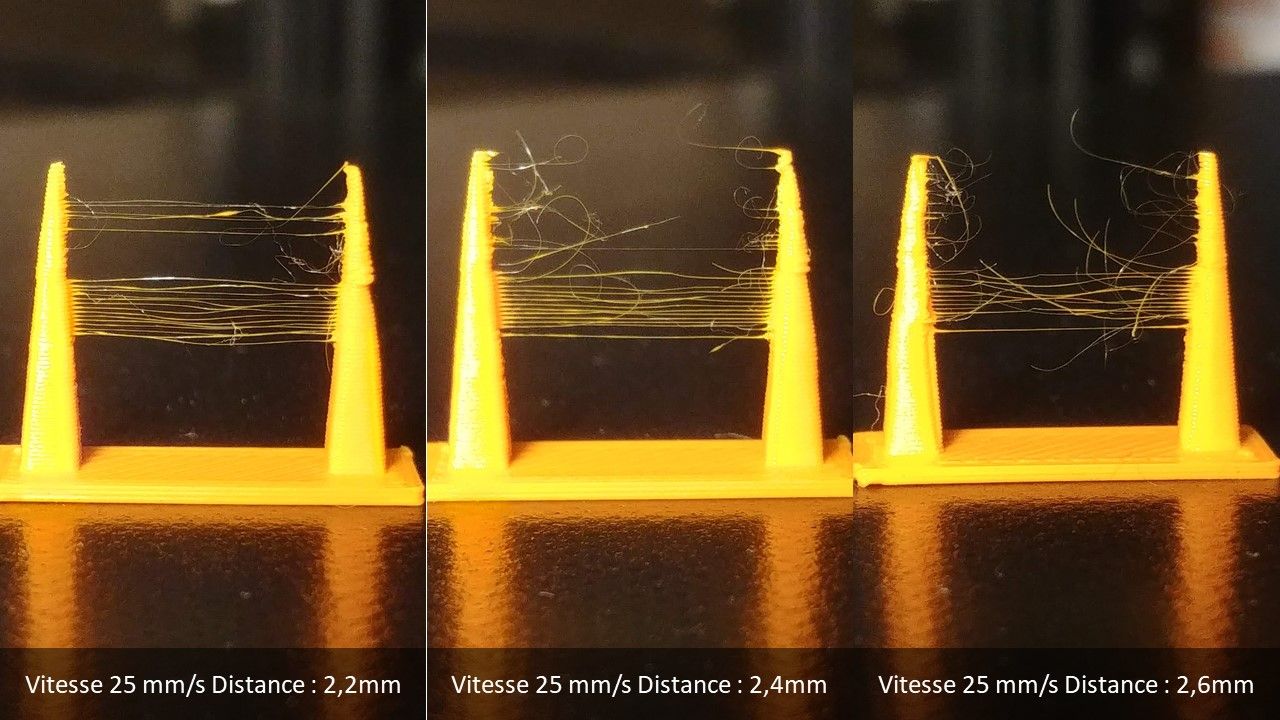
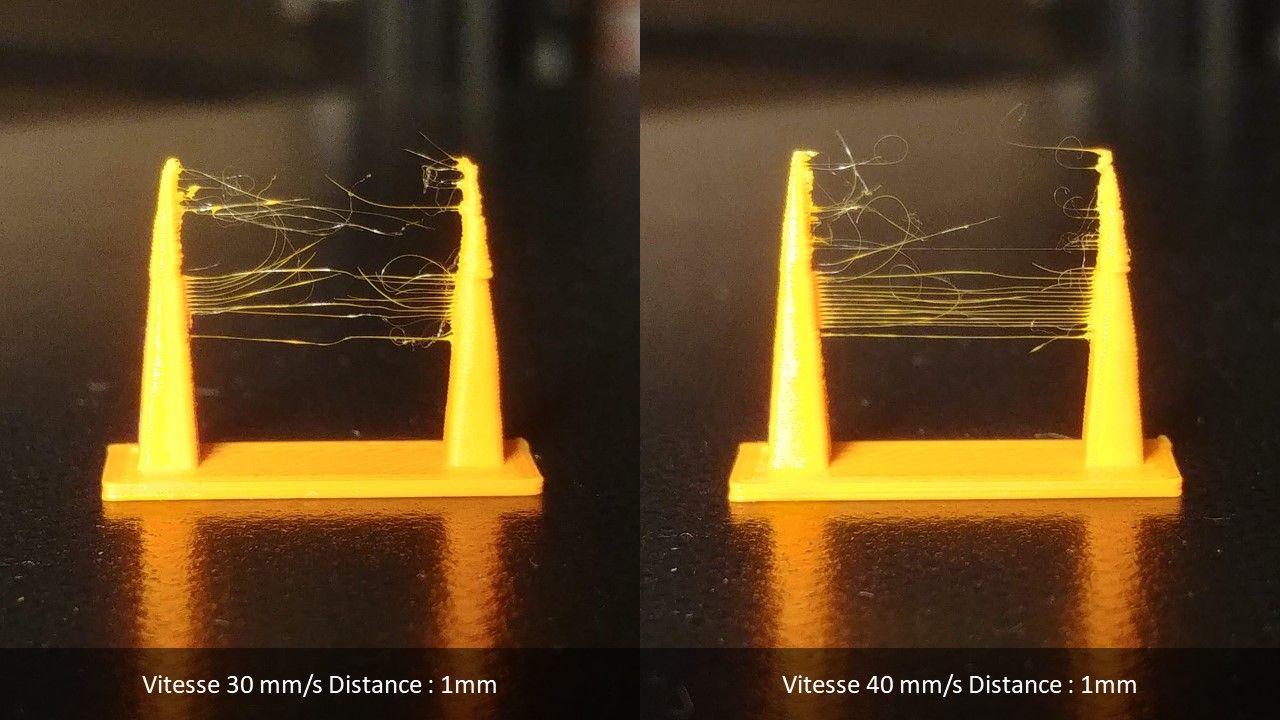
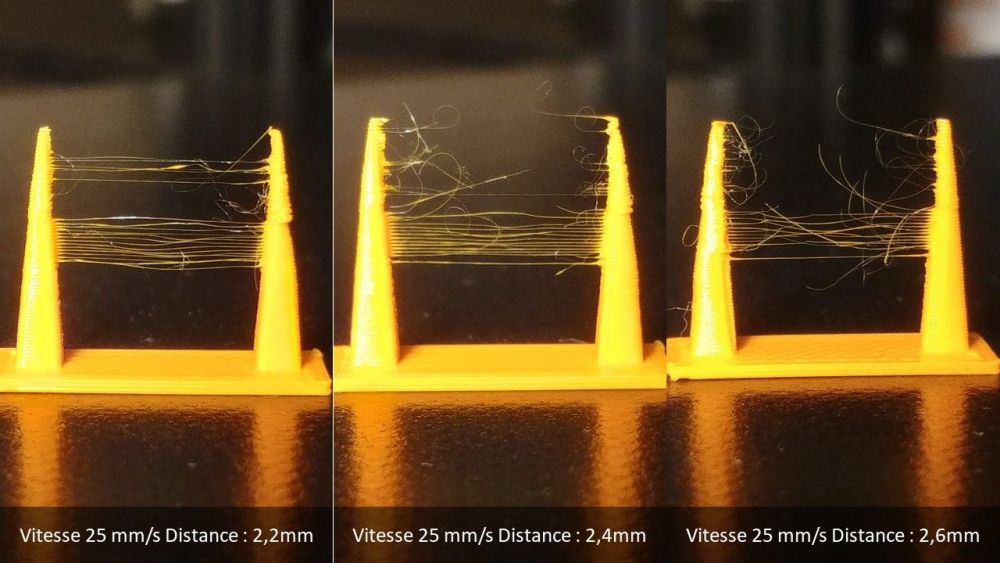
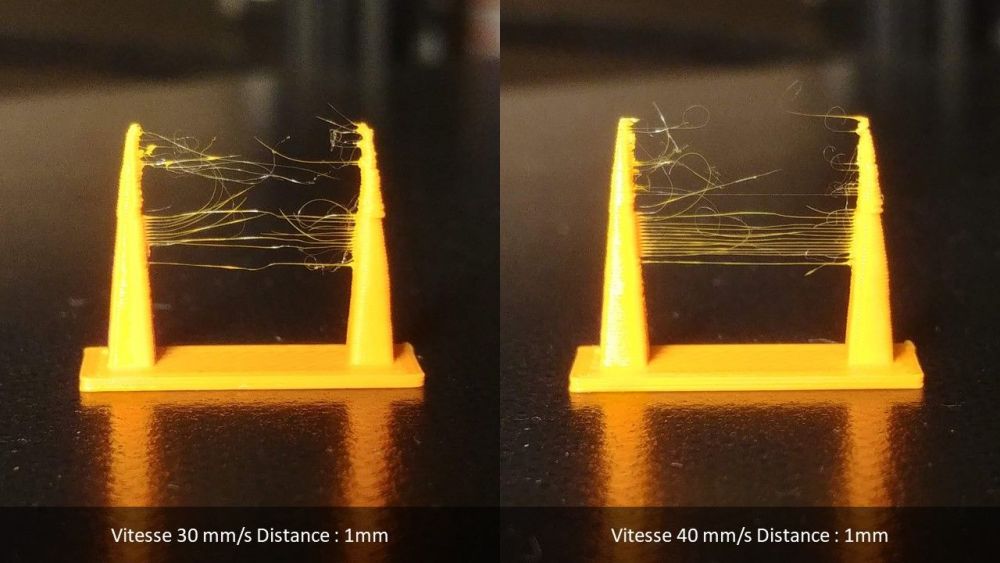
Bonjour à tous, Voilà, je m'attelle à la calibration de la rétraction sur ma sidewinder X1. J'ai voulu procéder à l’étalonnage de la distance de rétraction en premier. J'ai conservé le réglage de la vitesse de rétraction par défaut de cura (25mm/s). J'ai imprimé les colonnettes avec les distances 0.5, 1, 2, 2.2, 2.4 et 2.6. Trouvant que ça commençait à faire beaucoup, je me suis arrêté là, mais j'ai toujours des fils d'ange à cette distance. Pensez vous que je dois continuer à augmenter la distance de rétraction? Je ne vois pas vraiment d'évolution... J'ai voulu ensuite modifier la vitesse de rétraction pour voir l'influence que ça avait sur la pièce. J'ai donc fait sélectionner la distance de distance de 1mm et fait une impression à vitesse 30mm/s et 40mm/s. Là aussi je ne vois pas vraiment de différence. C'est à se demander si les paramètres CURA sont bien appliqués. Avez vous quelques conseils à me donner?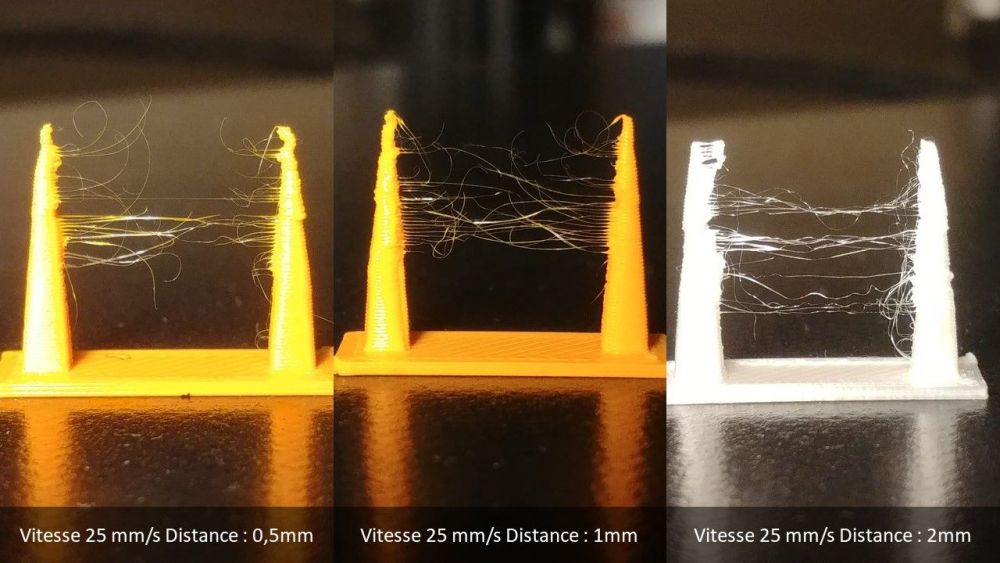
-

- autre - Retraction Ideamaker
deledav a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Salut, je suis en train d'optimiser Ideamaker mais je galère sur ma rétraction. (je ne suis pas novice en réglage) J'ai repris mes paramètres de température, distance, de flow et vitesse dans cura avec lesquels c'est parfait. Pour le flow j'ai un doute dans ideamaker: On le règle ou? Dans les paramètres des filaments ou dans "avance" => "surpasser le débit"? J'ai remarqué aussi que lorsque je joue sur le Z hop et que je le met à zero c'est parfait alors que si j'en met c'est horrible. Je voudrais en mettre par sécurité pour éviter les frottements lors des déplacements. (dans cura je suis à 0.7 et aucuns soucis de rétraction) Merci pour votre aide.
-

Problème rétraction filament
Kaiiso a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, j'ai récemment acheté l'Alfawise U30 pro et j'ai fait face a de multiples problèmes, j'ai tenté de nombreux réglages mais malgré ceux-ci je ne vois pas de résultat. Lorsque j'imprime j'ai plein de fils qui se forment mais j'ai un doute quand au fait que ça soit la rétractation, j'ai l'impression que la buse reste "accrochée" au PLA qui vient d'être déposé. J’espère que vous saurez m'éclairer sur le sujet, merci d'avance

-
Bonjour amis makers(euses) Je suis en pleine question existentielles sur certaines choses pas terribles que fait ma gentille prusa et qui, à mon avis, peuvent être améliorées dans le GCODE (j'utilise CURA): point n°1: quand la prusa fait ses 5 points de calibration, elle me laisse des petites crottes (pardon, mais ça ressemble) en 5 points du plateau. celles des angles sont pas gênantes, mais celle du centre, c'est beurk. évidemment je suis à côté pour l'enlever directement. mais peut être certains d'entre vous ont ils trouvé une parade? point n°2 : ensuite elle fait sa ligne test (appelée intro line dans le GCODE) . Certains ont ils déjà fait sauter les 2 lignes de GCODE correspondantes : G1 X60.0 E9.0 F1000.0 ; intro line G1 X100.0 E21.5 F1000.0 ; intro line point n°3: ensuite elle se promène jusqu'au point de début d'impression réelle de mon fichier, et là elle me laisse un jolie trainée bien dégeux. Pas la mort, me direz vous, mais une fois ôtée, on garde un picot sur la pièce très magnifique qu'on a conçu avec amour (enfin, si vous êtes comme moi, hein!) J'ai vu dans une vidéo que certain slicer inséraient des lignes pour la rétraction (remontant le fil avant impression). c'est d'ailleurs ce que je croyais faire, car dans Cura, au chapitre Matériaux je coche "activer la rétraction". pourtant dans le GCODE ca n'apparait pas. j'ai recopié les lignes dans la vidéo : ça fait G1E-2.00000 F2400.00000 ;rétraction du fil Puis déplacement au premier point puis G1E 2.00000 F2400.00000 ;annulation rétraction du fil du coup, avez vous une astuce pour que Cura le fasse? certains d'entre vous ajoutent il des lignes dans le Gcode? la rétraction pourrait elle poser des problèmes justifiant qu'on n'y recoure pas? Voilà voilà.... merci pour les réponses que vous pourrez m'apporter! Pousss'
-
 Bonjour à tous, Voila, j'imprime sans soucis avec mon Itopie, buse e3dv6 (en bowden), et j'utilise S3D (globalement, à 200° pour du PLA de chez emotion tech). Mais voila, j'ai un soucis plutôt esthétique disons. Je sais que ce soucis a été abordé de multiples fois, mais j'aimerais cette fois si avoir votre avis sur la question. En faite, si je n'active pas le "vertical lift" (remonté de la buse avant déplacement) dans S3D, je n'ai absolument pas d'oozing avec ma hotend. Mais dans ce cas la, la buse vient frotter en surface et ça créé de belles trainées sur les pièces. Ce qui est acceptable pour des pièces mécaniques mais moyennement jolie... Dès que j'active le lift, plus de soucis de trainées, mais je me retrouve avec de l'oozing... Ayant essayé (selon moi) une flopée de réglages, j'avoue que je sèche. La doc de S3D indique dans ce cas la, d'augmenter la rétractation, ainsi que la vitesse de rétractation. Or, la doc d'e3d indique plutôt de commencer avec un réglage de rétractation de 2mm en augmentant si nécessaire, mais sans jamais dépasser 5mm... En réglant le lift au minimum (0.05mm), l'oozing disparait un peu, mais plus je l'augmente, plus il apparait et je peux jouer sur la longueur et la vitesse de rétractation sans que ça change quoi que ce soit. Idem, si je diminue la température d'extrusion, que dalle... J'arrive à avoir un compromis entre oozing et qualité mais ça créé quand même pas mal de nettoyage à faire sur la pièce pour que ce soit parfait... Ce qui est dommage. Du coup, je me suis mis à la recherche d'une solution et je suis tombé sur un forum ou un membre explique que les buses e3d sont mal conçues et que certaines ne respectent pas les "normes" qui permettent d'utiliser leurs paramètres recommandés. En gros, il explique que la longueur ou le filament est "contraint" au diamètre de sortie de la buse est trop importante pour que ça fonctionne correctement et que du coup, la pression étant tout le temps trop élevée dans la buse, ça créé énormément d'oozing. Voila un schéma qui explique ce qu'il dit : Il conseille donc de modifier cette distance pour arriver à une distance de l'ordre de 0.5mm. Plusieurs membres semblent avoir testé cette méthode sur le forum ou il y a les explications et ça semble effectivement porté ses fruits. Quelqu'un à t'il déjà vérifié ou appliquer ce genre de méthode ? Je me demande ce que ça pourrait entrainer comme soucis une fois que la buse sera modifiée. Merci d'avance pour vos réponses. En espérant que ça puisse aider certains qui sont dans le même cas que moi Cordialement
Bonjour à tous, Voila, j'imprime sans soucis avec mon Itopie, buse e3dv6 (en bowden), et j'utilise S3D (globalement, à 200° pour du PLA de chez emotion tech). Mais voila, j'ai un soucis plutôt esthétique disons. Je sais que ce soucis a été abordé de multiples fois, mais j'aimerais cette fois si avoir votre avis sur la question. En faite, si je n'active pas le "vertical lift" (remonté de la buse avant déplacement) dans S3D, je n'ai absolument pas d'oozing avec ma hotend. Mais dans ce cas la, la buse vient frotter en surface et ça créé de belles trainées sur les pièces. Ce qui est acceptable pour des pièces mécaniques mais moyennement jolie... Dès que j'active le lift, plus de soucis de trainées, mais je me retrouve avec de l'oozing... Ayant essayé (selon moi) une flopée de réglages, j'avoue que je sèche. La doc de S3D indique dans ce cas la, d'augmenter la rétractation, ainsi que la vitesse de rétractation. Or, la doc d'e3d indique plutôt de commencer avec un réglage de rétractation de 2mm en augmentant si nécessaire, mais sans jamais dépasser 5mm... En réglant le lift au minimum (0.05mm), l'oozing disparait un peu, mais plus je l'augmente, plus il apparait et je peux jouer sur la longueur et la vitesse de rétractation sans que ça change quoi que ce soit. Idem, si je diminue la température d'extrusion, que dalle... J'arrive à avoir un compromis entre oozing et qualité mais ça créé quand même pas mal de nettoyage à faire sur la pièce pour que ce soit parfait... Ce qui est dommage. Du coup, je me suis mis à la recherche d'une solution et je suis tombé sur un forum ou un membre explique que les buses e3d sont mal conçues et que certaines ne respectent pas les "normes" qui permettent d'utiliser leurs paramètres recommandés. En gros, il explique que la longueur ou le filament est "contraint" au diamètre de sortie de la buse est trop importante pour que ça fonctionne correctement et que du coup, la pression étant tout le temps trop élevée dans la buse, ça créé énormément d'oozing. Voila un schéma qui explique ce qu'il dit : Il conseille donc de modifier cette distance pour arriver à une distance de l'ordre de 0.5mm. Plusieurs membres semblent avoir testé cette méthode sur le forum ou il y a les explications et ça semble effectivement porté ses fruits. Quelqu'un à t'il déjà vérifié ou appliquer ce genre de méthode ? Je me demande ce que ça pourrait entrainer comme soucis une fois que la buse sera modifiée. Merci d'avance pour vos réponses. En espérant que ça puisse aider certains qui sont dans le même cas que moi Cordialement- 148 réponses
-
- 1
-

-
- retraction
- simplify 3d
- (et 2 en plus)