


GsxZera
-
Compteur de contenus
28 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par GsxZera
-
cura Cura 4.9 pas de COQUE
GsxZera en réponse au topic de GsxZera dans Paramétrer et contrôler son imprimante 3D
Salut, Je te remerci, Je regarde ça dans l'après-midi. Comme un boulet, je cherchais "vase" je n'ai pas du tout penser à "fine" -
Bonjour, Je suis entrain de refaire la calibration de mon Alfawise U20 et en voulant imprimer le cube de 0.40mm d'épaisseur, je me rends compte que les parois ne sont pas visibles. Je cherche les réglages COQUE, mais il n'y a rien dans le menu. Ma question est donc, comment faire pour imprimer en mode vase, pour que les parois soient visibles.

-
Fang modulable MK8/E3D/AiO - BL-Touch/Touch-Mi
GsxZera en réponse au topic de deamoncrack dans Tutoriels et améliorations pour Alfawise / Longer3D
Oui en fait, tu me fais une réponse de mouton de Panurge. On t'a dit, ou tu as lu, que le fang de @deamoncrackétait bien donc pour toi, il est obligatoirement mieux qu'un autre, et surtout s'il est laid... Quoi répondre à une telle réponse, si ce n'est que je vais te laisser avec tes certitudes, en te souhaitant une bonne fin de journée.... -
Fang modulable MK8/E3D/AiO - BL-Touch/Touch-Mi
GsxZera en réponse au topic de deamoncrack dans Tutoriels et améliorations pour Alfawise / Longer3D
Bonjour, Il y a une question que je me pose depuis un certain temps, concernant ce fameux fang de deamoncrack. S'il a l'avantage de pouvoir être monté sur plusieurs systéme de têtes et de pouvoir supporter un BLTouch ou autre, qu'en est il en terme de performance, dans l'impression des portes-à-faux, si on le compare au fang pour la CR-10 qui était conseillé aussi la Alfawise U20 https://www.thingiverse.com/thing:2683629 qui est BEAUCOUP plus facile à imprimer. Ma question est donc, pour ceux qui ont eu le fang de la CR-10 et maintenant celui de deamoncrack, avez-vous constatez des meilleures, ou moins bonnes performances dans l'impression des portes-à-faux avec le même ventilateur bien évidement. SI vous avez imprimé des overang, à combien vous arrivez d'angle maxi avec le fang de la CR-10 et celui de deamoncrack. Merci pour vos retours -
Fang modulable MK8/E3D/AiO - BL-Touch/Touch-Mi
GsxZera en réponse au topic de deamoncrack dans Tutoriels et améliorations pour Alfawise / Longer3D
Comme toi j'ai essayé de comprendre les paramètres de @deamoncrack, mais sans succès, j'espère qu'il ne m'en voudra pas, c'est un tuto ou une explication fait pour des personnes qui maîtrisent déjà le sujet. Je m'étais donc contenté de faire avec le gcode d'un autre membre. Je veux bien tester ton gcode.Si ça ne te dérange pas. En te remerciant. Sinon pour les supports, j'ai découvert il y a peu de temps Meshmixer -
alfawise U30: le leveling coupe le chauffage du bed !
GsxZera en réponse au topic de ymgui dans Alfawise / Longer3D
Pour réussir à la connecter en USB avec CURA 4.*.* J'ai du la passer sous le FW 1.7 de la Longer LK1 idem pour les drivers. Je dois donc être content d'avoir pu la connecter sur slicer... -
alfawise U30: le leveling coupe le chauffage du bed !
GsxZera en réponse au topic de ymgui dans Alfawise / Longer3D
Problème identique avec ma U20 que je le fasse chauffer depuis l'écran ou depuis CURA. HS on @ ymgui Tu peux me dire comment tu fais pour la connecter sur Repetier en USB, parce que mise à part CURA, que ce soit avec Repetier ou Simplify3D, j'ai un échec de connexion alors que je selection le bon port COM et la bonne vitesse 9600 dans mon cas. -
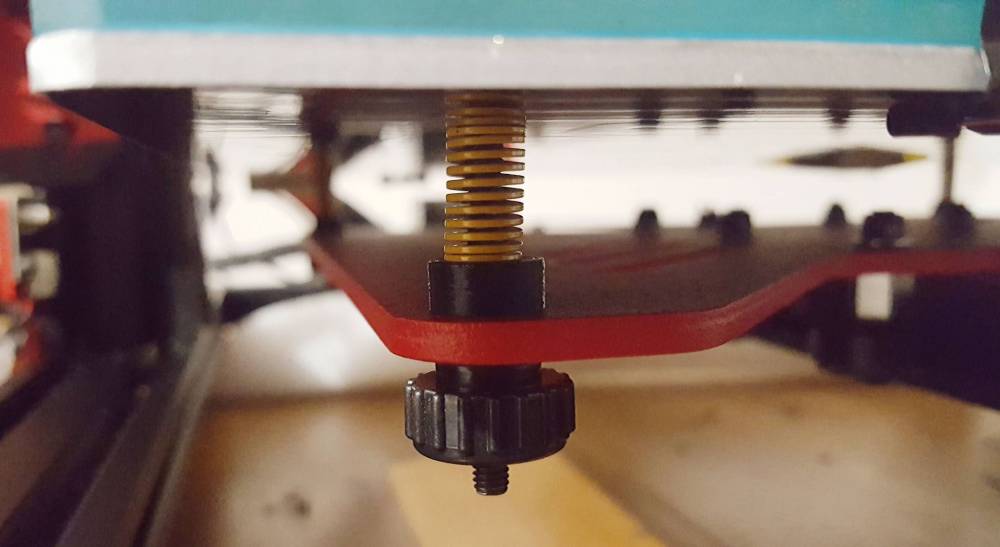
J'ai oublié de te dire que je suis passé depuis sur des empilements de rondelles. En sachant quelles font 1mm d'épaisseur, à toi de voir de combien tu en auras besoin. Si tu as un pied à coulisse, mesures les pour faire des piles de la même hauteur; parce que certaines feront par exemple 0.91mm et d'autres 1.36mm.
-
Bonsoir, Quelqu'un pourrait-il me dire comment connecter Simplify3D en USB avec mon Alfawise U20. J'ai eu du mal la connecter avec Cura 4, mais j'ai finalement réussi après avoir installé les drivers de la Longer LK1, puis le FW 2.17 également de la LK1. Du coup maintenant j'ai Longer qui s'affiche sur l'écran au démarrage, mais au moins sa fonctionne, je peux envoyer les fichiers à imprimer directement depuis Cura en USB. Mais impossible de la connecter avec Simplify3D ou en Repeater alors que je sélectionne le même port et la même vitesse. Petite précision, quand j'essaye de la connecter avec Simplify3D ou en Repeater, Cura n'est pas lancé. En vous remerciant par avance pour votre aide.
-
Fang modulable MK8/E3D/AiO - BL-Touch/Touch-Mi
GsxZera en réponse au topic de deamoncrack dans Tutoriels et améliorations pour Alfawise / Longer3D
Salut, Je te remercie pour le fichier gcode l'impression s'est passée sans problème, même s'il a fallu 14h. Je confirme que les supports se retirent très facilement sans laisser de traces. Est-ce que tu pourrais me faire passer ton profil pour Simplify3D en te remerciant -
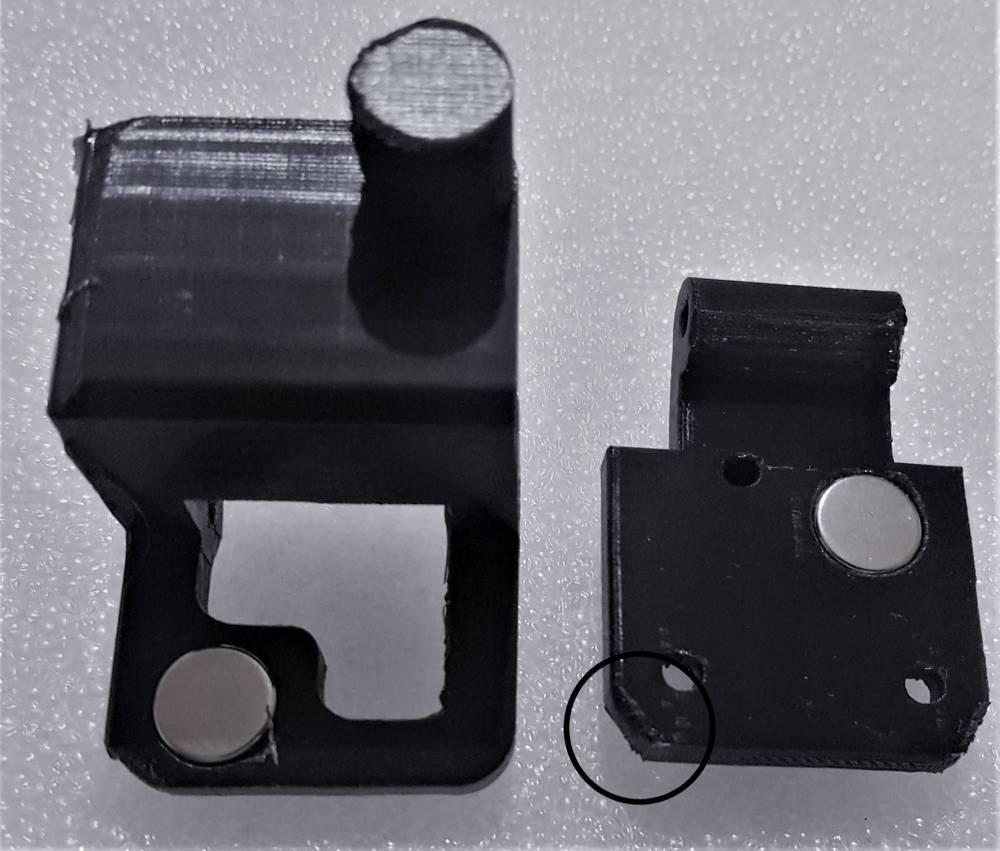
Salut, J'ai eu le même problème, mais suite à l'installation du damper sous le moteur de l'axe Z. Pour résoudre le problème, j'ai imprimé des cales de 5mm d'épaisseur qui ont remonté le plateau, tout en permettant d'avoir une certaine précontrainte des ressorts qui empêche les vis de réglages de se dévisser trop facilement. Je ne connais pas la Ender 3 Mais dans ton cas, je me demande si tu n'aurais pas mal monté le fin de course. Je dis ça pour avoir vu la vidéo d'un YouTubeur québécois qui avait monter le end stop de sa U20 dans le mauvais sens.
-
Fang modulable MK8/E3D/AiO - BL-Touch/Touch-Mi
GsxZera en réponse au topic de deamoncrack dans Tutoriels et améliorations pour Alfawise / Longer3D
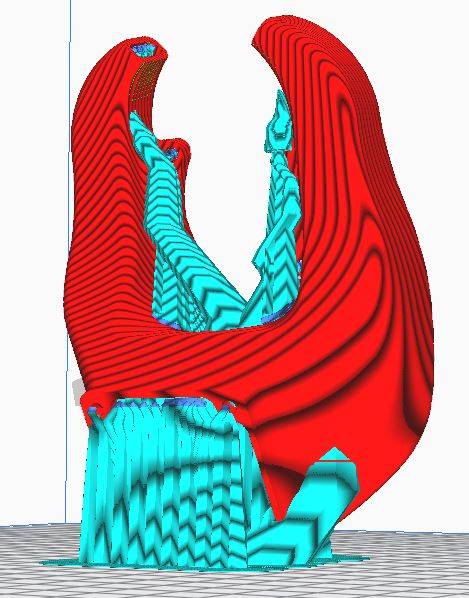
C'est bien ce que j'ai fait, mais ça ne fonctionne pas. J'ai fait une petite vidéo sur laquelle on voit se dont je parle plus haut " Largeur minimale des supports coniques. L’option disparaît dès que je mets l'option Angles des supports coniques à -3. PS je n'ai mis qu'un seul cube de 5x5x5 pour faire vite, parce qu'il faudrait que je sois entrain de dormir. https://youtu.be/nbkycSfD-O4 -
Fang modulable MK8/E3D/AiO - BL-Touch/Touch-Mi
GsxZera en réponse au topic de deamoncrack dans Tutoriels et améliorations pour Alfawise / Longer3D
Merci pour ta réponse rapide. Je ne sais pas pour les supports arborescent de cochés dans expérimental, je regarderai ça demain en rentrant du boulot. Par contre j'ai essayé en décochant les supports standards, ça me fait la même chose. -
Fang modulable MK8/E3D/AiO - BL-Touch/Touch-Mi
GsxZera en réponse au topic de deamoncrack dans Tutoriels et améliorations pour Alfawise / Longer3D
Bonjour, L'un de vous aurait-il l'amabilité de m'envoyer le fichier gcode de ce fang pour que je puisse l'imprimer. J'ai imprimer le tuto en début de post en essayant de remplir exactement tout ce qu'il y a sauf qu'il y a des options que je n'ai pas. Par exemple Largeur minimale des supports coniques. L’option disparaît dès que je mets l'option Angles des supports coniques à -3. Je place les 4 petits cubes comme indiqué, mais il me rempli quand même tout l'intérieur du fang de support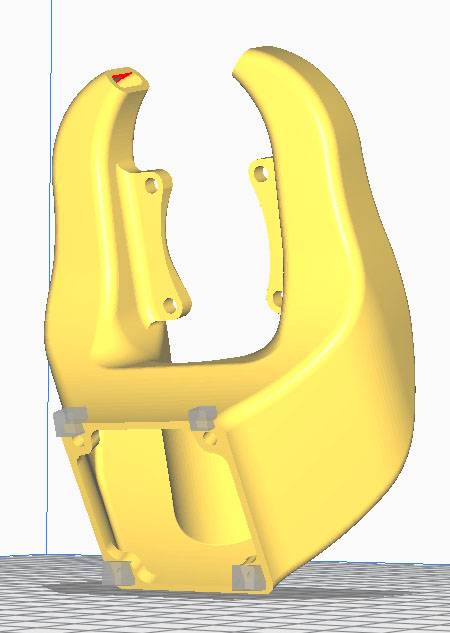
-
Salut, Avant de commencer, il est de coutume quand on arrive sur un forum, de passer par la case présentation avant de poster des messages. Pour revenir sur ton problème, déjà en usinage avec des machines à commande numérique pouvant travailler au micron avec une température contrôlée, la perfection n'existe pas. C'est pour cela qu'il y a des tolérances. Alors vouloir faire des ronds parfaits avec une imprimante 3D faut pas rêver. Avant d'aller plus loin, est-ce que tu as calibrer ton imprimante. ? 1 L' extrudeur 2 Le débit 3 les axes X Y Z
-
Salut, pour ne pas écraser ton filament dans le plateau, il faut que tu règles l'écart entre la buse et le plateau, après l'avoir chauffé. Une feuille de papier doit pouvoir passer en frottant trés légèrement.
-
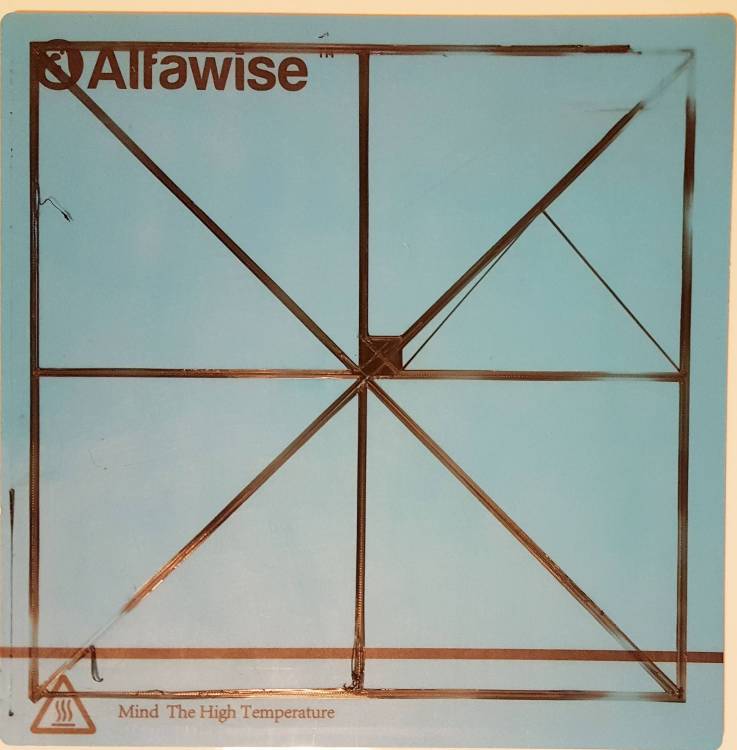
Bonsoir, Je viens d'imprimer 2 tests de planéité de 0.2mm d'épaisseur. Vu que je ne pense pas devoir imprimer un jour des pièces de 0.2mm d'épaisseur; je pense que la planéité est plutôt correcte. https://www.thingiverse.com/thing:244468 https://www.thingiverse.com/thing:2125977
-
Fang modulable MK8/E3D/AiO - BL-Touch/Touch-Mi
GsxZera en réponse au topic de deamoncrack dans Tutoriels et améliorations pour Alfawise / Longer3D
Bonjour, @ CacaoTor Toi qui a eu le fameux fang de la CR10 https://www.thingiverse.com/thing:2683629 pourrais-tu me dires si ça vaut le coup, point vu efficacité et bruit de passer sur le fang de DeamonWise, en sachant que c'est celui que je me sers jusqu'à présent et que j'en suis vraiment content. J'en parlerais ailleurs, mais avec quelques modifications classiques, comme les Dampers, et des ventilateurs Sunon j'imprime à 32 33 34DB devant l'imprimante et 26-28 à 5m. Autant dire que je suis pour le moment plutôt satisfait. J'avais ouvert un sujet parce que j'avais du mal à imprimer des congés qui ressemblent à des congés, Le problème a été résolu grâce à ce fang de CR10 Je voulais commencer à imprimer la version monobloc en suivant les réglages conseillés pour Cura, seulement j'obtiens un temps d'impression de plus de 10h soit + ou - 15h réelle Alors que selon les captures d'écrans la durée d'impression ne devrait être que de 3h52. Comme dirait l'autre il y a comme une c**** dans le potage... Pourtant il semble avoir tout fait comme il faut, mais apparemment ce n'est le cas J'aimerais bien le tester OUI, mais gaspiller du PLA NON. Et idem du temps. Toi, ou un de ceux qui a réussi à imprimer la version monobloc pourriez-vous me faire parvenir, comment je ne sais, pas le fichier Gcode prés à être imprimé. En vous remerciant par avance. -
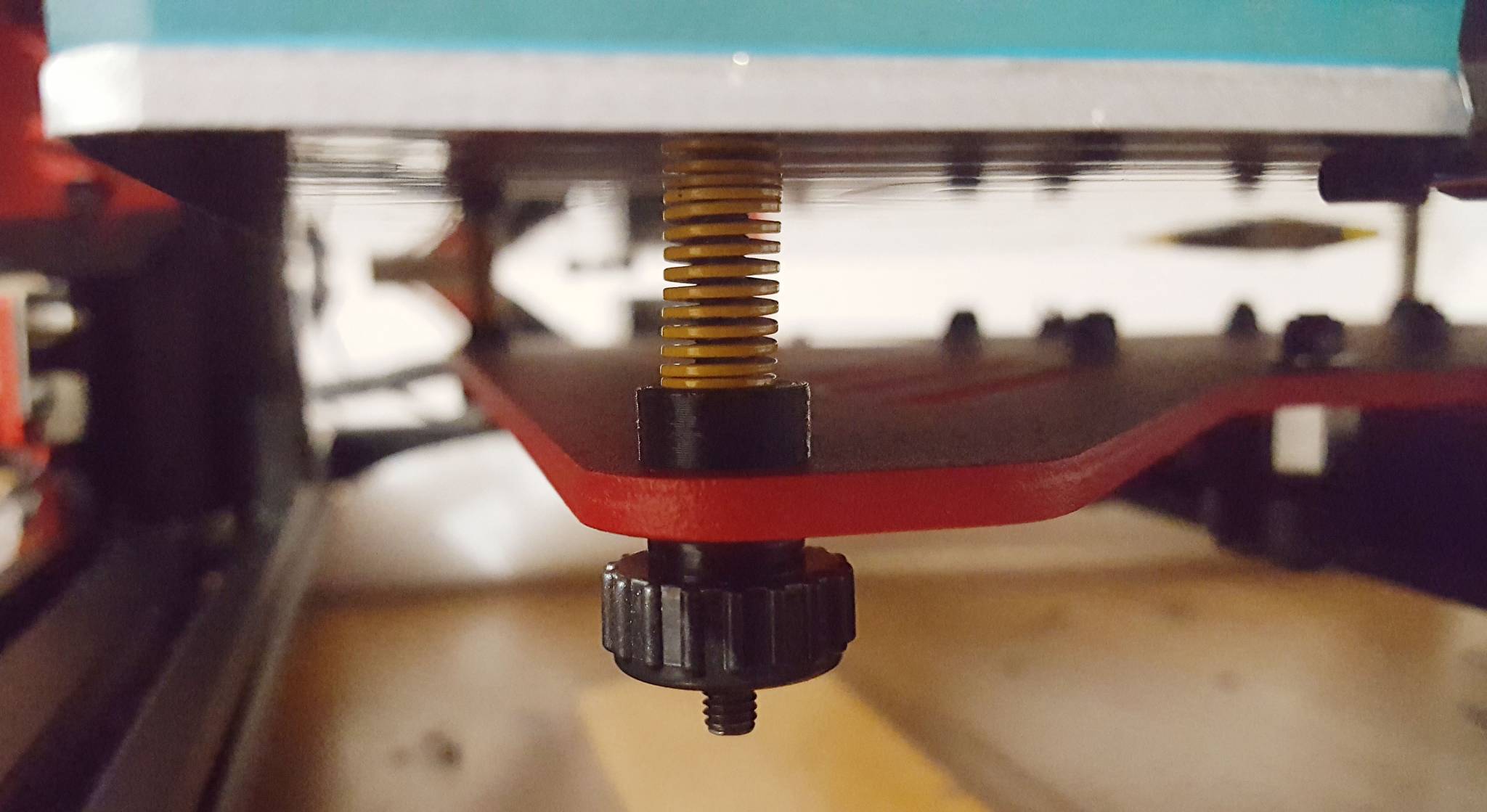
Bonsoir, Après avoir installé des dampers entre les moteurs des axes XYZ j'ai constaté que j'avais du mal à faire le leveling car les ressorts sous le plateau étaient trop lâches à cause des 5mm d'épaisseur du damper sous le moteur de l'axe Z. J'ai eu l'idée de faire des entretoises de 5mm d'épaisseur, pour pré-contraindre les ressorts. Une fois tout remonté, quand j'ai refait le leveling , j'ai constaté que le plateau dont je pensais que le verre n'était pas parfaitement plat, puisque j'avais environ 0.30mm (3 épaisseurs de papier) d'espace au centre entre la buse et le plateau, quand une feuille de papier de 0.10mm passée tout juste aux 4 angles. Finalement, je me retrouve maintenant avec une plaque de verre parfaitement plane. Il semble bien que la tension exercée sur les ressorts par les entretoises font que le centre du plateau est remonté suffisamment pour rattraper ce jeu de 0.20mm que j'avais entre le centre les 4 angles. J'avais bien essayé de mettre une épaisseur de papier alu, au centre, entre la plateau et la plaque de verre, mais sans succès. J'avais prévu d'acheter les fameux miroir IKEA prochainement, finalement, je n'en plus besoin pour le moment.
-
cura Angles arrondis qui s'impriment comme un chanfrein
GsxZera en réponse au topic de GsxZera dans Paramétrer et contrôler son imprimante 3D
Bonsoir, J'ai fait un test à 180° avec le même résultat. Ensuite, j'ai eu l'idée d'aligner la pièce sur l'axe Y pour vérifier que mon idée que ce problème pouvait venir de la ventilation du refroidissement du filament. Le résultat semble bien confirmer mon idée. Du coté de la ventilation, les 2 arrondis sont assez bien tracés Par contre du coté opposé à la ventilation, les arrondis ressemblent à des chanfreins taillés à la hache. -
cura Angles arrondis qui s'impriment comme un chanfrein
GsxZera en réponse au topic de GsxZera dans Paramétrer et contrôler son imprimante 3D
Bonjour, Je viens de faire un test avec tes réglages pour Solidworks Titi78 en passant par Simplify3D, dont j'ai oublié de modifier un réglage qui simule une buse de 0.25mm, mais à mon avis ça ne change rien. Voilà ce que j'obtiens. Du coté ou l'air du ventilateur qui refroidi le filament arrive, j'ai un arrondi qui ressemble à un arrondi (Je parle sur la pièce, pas sur la photo qui l'agrandie) alors que du coté opposé, j'ai un chanfrein qui semble avoir été tranché avec un couteau chauffé au rouge. En regardant toutes les pièces que j'ai déjà imprimé, elles sont toutes comme ça. Il semblerait dont, le problème ne vienne pas d'un quelconque réglage, mais plutôt du refroidissement du filament du coté gauche. La question EST: Est-ce qu'un systéme de ventilation double sortie, comme cela pourrait être la solution à ce problème... -
cura Angles arrondis qui s'impriment comme un chanfrein
GsxZera en réponse au topic de GsxZera dans Paramétrer et contrôler son imprimante 3D
Je viens de faire un test avec la vitesse à 10mm/s sur les 5 premiers mm, soit un peu plus haut que la hauteur des congés. J'obtiens toujours des chanfrein, MAIS plus propres En attendant de trouver une meilleure solution, en supposant qu'elle existe, je vais appliquer la méthode dite "De la lime" de Luvwahraan -
cura Angles arrondis qui s'impriment comme un chanfrein
GsxZera en réponse au topic de GsxZera dans Paramétrer et contrôler son imprimante 3D
Salut, Je te remercie pour cette vidéo que je regarderais plus tard Salut, Je n'avais pas fait attention au bouton Option quand j'importais en STL. J'ai donc des réglages par défauts. Quels sont réglages que je devrais modifier ? Pour la vitesse, je suis à 40mm/s. Il faut que j'essaye de faire un script pour imprimer à 10mm/s les congés,pour repasser sur une vitesse plus rapide ensuite. ; Salut, Excuses moi, mais je n'ai pas compris cette histoire de couche adaptatives... Je suis débutant en impression 3D. J'ai mangé pas mal de tuto vidéo pour la plus part, mais je n'ai jamais rien vu sur "Les couches adaptatives..." Si tu pouvais me dire de quoi il s'agit, mais sinon, j'en parlerais à mon ami Google. Pour ce qui est de ta remarque sur la lime, j'ai découvert par hasard sur un tuto (Encore) que l'on pouvait effacer les traces blanchâtres dû au ponçage en passant brièvement la flamme d'un briquet. Donc je pense que vais partir sur des chanfreins, dont j'arrondirais les angles au papier de verre Sinon, je viens tout juste de faire un test en passant par Simplify3D avec un profil pour une CR10. Je n'ai toujours pas mes congé, mais au moins les chanfreins qu'il m'a fait sont beaucoup plus propres. Salut, Vu le profil de la pièce, l'impression à plat sans supports est impossible à mon avis -
Bonsoir, Je me tourne vers vous, pour voir si vous pouvez m'aider à résoudre un problème avec l'impression des angles arrondis (Congés) quand ils sont en contacts avec le bed. Je mets une première photo de la disposition des pièces sur le bed. On voit bien que l'arrondi du haut sur la pièce à droite s'est imprimé parfaitement Alors que sur la 2iéme photo, on voit que les angles qui auraient dû être également arrondis, ressemblent à un chanfrein de mauvaise qualité. Précisions: J'ai modélisé ces pièces avec Solidworks 2019 Je me sers de CURA 4.4 Mon imprimante: Alfawuise U20 T° du Bed 60° Température de la buse 190 et 200° Le PLA https://www.amazon.fr/dp/B07TKKSH2M?ref=ppx_pop_mob_ap_share En vous remerciant
.thumb.jpg.69b14fc6c7cfe91c4e61c80b09cf315a.jpg)
-
Alfawise-Longer3D-U20x-U30x-LKx - La ventilation
GsxZera en réponse au topic de CacaoTor dans Tutoriels et améliorations pour Alfawise / Longer3D
Bonsoir, Je te remercie pour cette confirmation. J'avais peur de ne pas pouvoir la faire tourner pendant la nuit, mais en fait ça ne gêne pas du tout. Alors qu'elle était entrain d'imprimer au salon, je n'avais que 18 à 22dB dans la chambre. La seule chose que j'entendais ce sont les moteurs des axes, mais sans que cela ne soit gênant. J'avais d'ailleurs toujours 18 à 22dB avec l'imprimante éteinte. Mais ce n'est pas pour ça que je ne vais pas changer les ventilateurs par des modèles plus silencieux.



.jpg.d1b85b93a64fc663fe9a3e12657f1df9.jpg)
