


Minioim
-
Compteur de contenus
115 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Tout ce qui a été posté par Minioim
-
flow rate "classique" du PETG
Minioim en réponse au topic de Minioim dans Consommables (filaments, résines...)
hello, 240 est effectivement un peu chaud, depuis j'ai réduit un peu. Mais c'était pendant la période impression de visière covid, ça permettait d'augmenter la vitesse d'impression. -
Si tu as ce luxe sur ta carte... c'est parfait ^^
-
Oui j'imagine que c'est la seule solution correcte ^^ par curiosité toutefois je suis curieux de savoir sur quels paramètres jouent la taille de la buse dans cura? pour qu'il accepte de slicer correctement. Mais c'est peut être juste une curiosité mal placée
-
@Ellionas hello, alors je comprends bien ce que tu dis. je pense que là c'est le coté "RepRap" qui se manifeste ^^ traditionnellement les imprimantes 3D étaient fabriquées de bout en bout par leurs propriétaires. Cet esprit fait que ça n'inquiète pas plus que ça les constructeurs de ne pas fournir "clé en main" des améliorations. Enfin c'est mon interprétation, sujette à caution pour ce qui est des tutos, en version écrite (je n'en trouve pas en français qui correspondent à ton besoin, je sais pas chercher en français déformation pro ^^) en voici un, c'est un reddit, mais il correspond à ce que j'avais fait. Dans ton cas, si tu veux passer sur du TH3D, tu peux le suivre directement. Si tu préfères rester sur du Marlin, il y a quelques points légers qui diffèrent: les points 6 à 8 évidemment. si tu veux du marlin, le lien est : https://marlinfw.org/meta/download/ et non tu ne manqueras pas de place, à condition de désactiver quelques fonctionnalités dans le code. Si tu veux viser la simplicité et que tu ne prévois pas d'aller jouer avec le firmware dans ce cas TH3D fera le job mais il me semble qu'il est pas tout à fait optimisé pour le bltouch (ils mettent en avant leurs propre produits) et c'est surtout pour ça que je suggère Marlin. et à partir du point 18. c'est pour TH3D. Bref, ce tuto te dis au moins comment préparer ton environnement (arduino IDE) pour que la carte soit programmable. Une fois que tu as ça, installer Marlin devient très facile
-
Je me permet de relancer, personne n'a d'idée ?
-
Recyclage des chutes plastique
Minioim en réponse au topic de Rioma dans Consommables (filaments, résines...)
la science avance autant grâce à un échec que grâce à une réussite ^^ bon courage -
ah c'est bon à savoir ça! j'vais finir par tester le 2.0 pour me faire un avis définitif sur l'intérêt que ça apporte sur une 8 bits du coup. Si il y a au minimum les mêmes fonctionnalités... ça devrait être tout benef finalement. @Ellionas par la doc ou plus simplement par un tuto, comme ceux de teaching tech. perso j'ai utilisé ceux pour la Ender 3. mais il en a aussi fait un pour la ender 5 visiblement. Avec Marlin ou TH3D. (a priori, sans rentrer dans le détail du pourquoi, je conseillerais plutôt Marlin. TH3D est réputé plus simple à configurer mais en pratique, bien guidé, Marlin est tout simple également, et plus détaillé. Au moins on comprend à quoi on touche. Et pour limiter les quiproquo, et si j'ai bien compris: TH3D est juste une version légèrement réécrite au niveau config de Marlin, mais au final c'est la même chose)
-
@Marc3D dans un montage de 2 ventilos en série, si l'un des 2 "grilles", il y a de très grande chance que ce soit à cause d'une coupure dans ses bobines. Donc il ne laisse plus passer de courant -> le 2ème s'arrête. Si c'est à cause d'un court circuit, il va laisser passer le courant, sans "prélever" ses 12V, et donc le 2nd va recevoir 24V et ne va donc pas faire de vieux os, avec risque potentiel niveau sécurité (mais faible risque quand même, le plus probable est qu'il se retrouve avec une coupure dans son bobinage à très brève échéance) le montage en parallèle, si tu as le convertisseur vers 12V reste la solution la plus sûre. D'autant que tu peux tout à fait prendre le 24v à la sortie du bornier de la carte mère (celui qui alimente le ventilo du hotend) ce qui permet de garder l'action unique de l'interrupteur principal de l'imprimante. Il faut juste soit faire sortir les cables vers le régulateur, puis les faire rerentrer dans le boitier de la CM, soit juste faire rentrer le régulateur dans le boitier.
-
Hello la 1.1.5 est une 8 bits. les retours que j'ai eu sur la 2.0 de marlin sur une creality 1.1.5 c'est surtout que les nouvelles fonctionnalités amenées dans la 2.0 ne sont pas utilisables sur les 8 bits (désactivées en gros). Donc que ça n'a pas tellement d'intérêt de prendre la 2.0.Mais n'ayant pas fait l'essai, ce n'est là aussi qu'un avis de plus... de plus, la 1.1.9 n'est plus maintenue, donc rien que pour ça c'est pas stupide de passer sur la 2.0 même sans profiter de toutes les fonctionnalités (si c'est vraiment le cas qu'elles sont inutilisables sur une 8 bits). pour ce qui est de la 1.9 par contre de Marlin sur une creality 1.1.5 ça c'est ce que j'ai sur ma machine (une ender 3 a laquelle j'ai ajouté la carte 1.1.5) Je ne sais pas si la Ender 5 a besoin de plus de code source pour tourner donc mon avis ne sera pas 100% précis. Pour la ender 3, en gros il faut effectivement désactiver quelques fonctionalités à cause du manque de place. C'est très facile à faire (il suffit de commenter 2-3 lignes du type #define dans le code) concrètement ce n'est pas bien grave. En gros sur la Ender 3 ce que j'ai désactivé c'est le boot screen (le joli dragon qui apparait au démarrage...) et la version utilisée du firmware. En fait c'est même un avantage... l'imprimante est quasi instantanément utilisable quand tu la démarres. pas besoin d'attendre la fin des écrans de démarrage. ensuite désactiver le "full menu" et garder uniquement le "slim menu". ça c'est pour le menu sur le panneau LCD. En gros ça fait que plusieurs fonctionnalités disparaissent du menu (comme le reglage des steps/mm des moteurs il me semble) mais sont toujours utilisables (heureusement) via des commandes GCODE et puis tu peux aussi désactiver le "arc support" (je n'en ai pas eu besoin perso mais bon...) qui permet au firmware d'interpréter les commandes gcode pour faire des arcs de cercle. Mais les slicers ne s'en servent pas donc bon... bref en désactivant quelques fonctionnalités inutiles, on gagne la place pour faire marcher le bltouch
-
ah bah voilà! ça paraissait surprenant de pas pouvoir jouer au centième sur la compensation
-
@khopai excellent ! pour ton Zlevel, il suffit que tes premiers essais aient été fait avec un moteur qui fatiguait pour avoir une valeur fausse. Peut être que c'est -1.9 qui est vraiment la bonne valeur oublie la précédente. Par contre c'est dommage de ne pas pouvoir gérer les pas à moins de 0.1mm de précision Si il y a une vis de réglage sur le bltouch dans ce cas ça doit être là dessus qu'il faut jouer.
-
@khopai nickel! tu approches de la solution pour le Zoffset je ne sais pas comment tu le règles avec le firmware tiny machine (j'utilise marlin) Mais l'offset se gère généralement au centième de millimètre. Si tu as moyen de lui fournir un offset comme -1.75 il faudrait tester cette solution pour la vis de réglage je ne sais pas Peut être que ça te concerne? https://tiny-machines-3d.myshopify.com/pages/10spro
-
Interpréter l'impression d'un cube de calibration XYZ
Minioim en réponse au topic de SadE dans Entraide : Questions/Réponses sur l'impression 3D
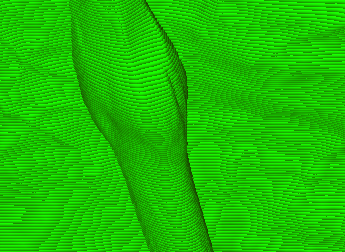
je n'ai pas trouvé pour le satin gris, j'ai trouvé la fiche du silver par contre: donc là.. température vitreuse à 55°C. du coup à 60... bah t'es au dessus la température vitreuse dépend de pas mal de facteurs et diffère donc d'un PLA à l'autre. idéalement, faudrait trouver la température de transition du filament satin gris, mais bon.. même marque, même type de coloration a priori, il y a des chances qu'elle ne soit pas bien loin. passe sur du 50°C, tu devrais déjà voir une nette amélioration. pour les galets, si ils sont neufs, ils sont peut être un peu trop serrés. Sinon ils sont peut être usé. Enfin tu peux avoir de la poussière dans les rails qui génère ces points dur (je viens de nettoyer les miens ça a fait un sacré changement sur les points dur ^^)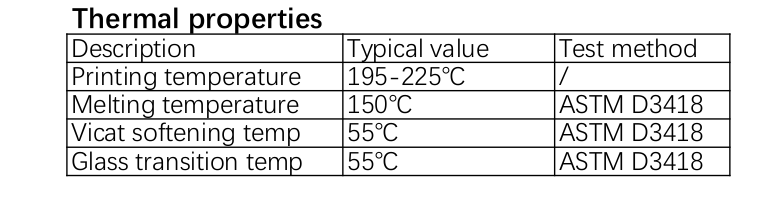
-
Recyclage des chutes plastique
Minioim en réponse au topic de Rioma dans Consommables (filaments, résines...)
franchement si tu arrives a sortir un fil précis au niveau diamètre et tout avec les moyens du bord... rien que la réutilisation des chutes, support, essais de calibration etc... ça vaut le coup. Et si tu veux ajouter au calcul de la démarche écologique... bah t'as quand même tout le cout de production/transport de la bobine (coût carbone) que tu aurais commandé sinon qui est déduit. Donc même si c'est pas utilisable à échelle industrielle, parce que pas rentable/pas gérable vu les sources différentes de plastiques à recycler, au niveau domestique ça le fait je trouve! Et puis pour ce qui est de broyer le plastique... tu peux toujours lier ça à un vélo d'appartement, l'humain qui pédale coutera toujours de l'énergie mais il en profitera pour faire son sport XD -
Interpréter l'impression d'un cube de calibration XYZ
Minioim en réponse au topic de SadE dans Entraide : Questions/Réponses sur l'impression 3D
que tu imprimes sur un lit chauffé au chalumeau XD ce que tu as en bas c'est ce qu'on appelle des "pieds d'éléphant" et ça vient d'un seul soucis: la température. Celle du lit essentiellement et dans une moindre mesure celle de la buse. En gros le PLA (si c'est du PLA) a une transition vitreuse aux alentours de 80°C. Si ton lit est à 80°C ou plus, le PLA reste mou. et plus ton lit est proche de 80°C plus il est molasson. or, tu lui imprimes un cube, tout en hauteur. Ce cube a un poids.. faible certes mais présent. Du coup les couches d'en dessous, qui sont maintenues en température par le lit, ont le temps de s'affaisser a cause du poids du cube pendant toute la durée de l'impression. c'est pour ça que les températures de lit du PLA sont plus faibles que celles , par exemple, du PETG qui a une transition vitreuse à une température plus haute. normalement il faut éviter de dépasser les 60°C grand max avec du PLA ça n'empêchera pas un léger pied d'éléphant (lié à la température générale du cube notamment parce qu'on chauffe quand même le plastique à 180-190°C en sortie de buse) mais il sera très léger une astuce si tu veux une pièce dont la première couche est parfaitement à la taille prévue c'est soit d'adapter le modèle à imprimer (en faisant un petit chanfrein à la base pour absorber l'élargissement) soit, et c'est le plus simple, en imprimant un raft comme support d'impression. C'est le raft qui encaissera la chaleur du lit et la déformation qui va avec. Je te conseille de faire un raft quand tu fais un cube de calibration. Sinon la mesure que tu vas faire de la hauteur en Z sera faussée par cet affaissement et tu vas régler tes steps/mm sur une valeur fausse qui ne sera valable du coup que pour les premiers cm d'une impression et variable en fonction des températures/matériaux d'impression pour ton pattern apparent, ça s'appelle du ghosting, je te laisse chercher sur google, mais c'est lié à des vibrations résiduelles de la structure/tête d'impression (courroies pas assez tendues par exemple ou structure métallique mal serrée) lors des changement brute de direction. et vu que t'as pas une couche au dessus de l'autre... je dirais que tes courroies doivent avoir un sérieux besoin de tension -
je suis preneur des retours sur les ressorts. Par contre j'ai peur que pour rattraper 3mm de jeu... il n'y ait pas que les ressorts. Tu es sûr de l'horizontalité de ton bras de support de l'axe X (à regarder notamment une fois que le décalage apparait)? après, vu que tu as 2 vis pour l'axe Z, effectivement il doit y avoir un problème de synchronicité entre les 2. Potentiellement lié au jeu mais ça m'étonnerait si t'as un tel écart à la fin. si je ne dis pas de bétise, le jeu au niveau de la noix n'est pas un jeu "proportionnel" : il ne s'aggrave pas avec la quantité de mouvements effectués vu qu'il correspond au jeu qu'il y a dans le filet de la vis. Donc au pire ça doit faire un jeu au plus large égale à la largeur du filet. Même au bout de 30 000 aller retour de l'axe Z exemple de décalage strictement proportionel: mauvaise calibration des steps/mm, si tu as un écart de 1mm pour 10mm de mouvement attendu, tu auras un écart de 10mm pour 100mm attendus. exemple de décalage "aléatoire" : le moteur manque des pas. Vu que dans ton cas il y a, si ne me trompe pas, 2 moteurs pour Z. il y en a peut être un des 2 qui est fatigué ou mal calibré si la calibration est séparée pour chaque moteur, ou un driver qui n'envoie pas assez de jus. Pour vérifier cette partie, tu peux inverser les moteurs. Si tu as le même soucis, inverse les cablages (pour tester les drivers) si ça inverse ton soucis, c'est que le problème vient des moteurs ou des drivers selon le test effectué. Si ça ne change rien, alors oui ça vient de la partie mécanique, et dans ce cas... si c'est pas les noix qui sont usées, je ne vois pas. Mais ça aussi ça peut s'inverser pour tester Profite d'avoir 2 axes Z, tout le monde n'a pas cette chance ^^ Comme disait un célèbre personnage de bande dessinée: un biréacteur c'est 2 fois plus de pannes, mais 2 fois plus de chance de rentrer à la maison (Tanguy et Laverdure)
-
A un petit détail prêt, sauf erreur de ma part @khopai a une cr10s pro V2, donc... un palpeur de plateau. Donc un auto leveling probablement actif, donc un axe Z qui danse la java en permanence. Du coup je ne dis pas que l'antibacklash change quelque chose (personnellement j'en ai commandé un pour mon Ender3 dont l'axeZ n'est pas stable dans les basses hauteurs, peut être l'usure justement) et je pourrais faire un retour dessus quand je le recevrais. Mais justement je me suis rendu compte vraiment du soucis quand j'ai installé le BLTouch. Avant ça j'avais aussi le problème, mais moins visible parce que je ne faisais jamais monter puis descendre le Z sur de petites amplitudes.
-
Recyclage des chutes plastique
Minioim en réponse au topic de Rioma dans Consommables (filaments, résines...)
tout à fait, si tu n'as pas besoin de courant en continue et que tu la stock du coup Pour ma part j'avais fait l'essai pour allumer une led sur un barbecue pendant qu'il chauffait, en "flux tendu". le résultat n'a pas été probant ^^ (aussi parce que les 2 faces chauffaient, mais même en utilisant un conducteur thermique pour amener la chaleur un peu plus loin vers le module peltier et façon localisée sur une seule face, c'était pas foufou) bref fin du hors sujet -
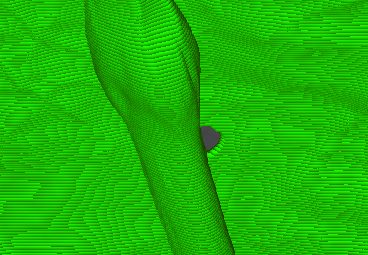
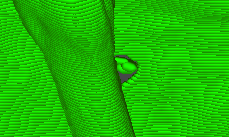
Salut à tous Voilà mon soucis du jour: Je souhaite imprimer une aile de dragon (certains reconnaîtront peut être le print, c'est la lampe dragon de GoT) et pour le moment je voudrais l'imprimer en format réduit. Sauf que... elles sont fines ces ailes! et Cura me fait... un trou. Et encore là c'est quand je l'imprime en taille 25cm d'envergure (il est initialement prévu pour du 50cm) avec une buse de 0.4mm. Je me suis renseigné sur les "small features" de Cura et malgré tout... j'arrive pas à lui faire compléter le trou! au moins virtuellement (la réussite de l'impression sera un autre soucis ^^) ce que j'ai essayé: activer le "print thin wall" -> rien changé mettre une line width de 0.3mm -> rien changé activer le print thin wall et mettre un line width de 0.3 -> ça me fait cet espèce de petit paté en lévitation: la seule chose qui a l'air de partir sur un print assez propre, c'est de mettre un nozzle de 0.3mm: et là même pas besoin de thin wall ou autre. Mais voilà quelque chose que je ne comprend pas. pourquoi quand je mets un line width de 0.3, il n'y arrive pas, et quand je mets un nozzle de 0.3 (qui amène entre autre un line width de 0.3) il me fait le cheminement correct? J'imagine que la taille de la buse ne change pas que le line width. Mais alors quoi d'autre? et quel intérêt à pouvoir changer la line width si de toute façon ça n'influe pas sur le cheminement de la buse? Merci à tous
-
oui @Avrel c'était ça en gros @Jekar les molettes qu'il y a a chaque coin du lit te permette de régler la hauteur de chaque coin. si tu les vis à fond toutes les 4... le lit baisse (et le centre aussi..) mais la méthode proposée par @Avrel et @Raggasly (c'est à dire juste monter le fin de course de l'épaisseur de ton plateau en verre) est plus simple si t'es pas sûr de ce que tu fais. Enfin ma méthode n'est pas compliquée non plus et, je pense, plus précise, mais elle est compliquée à expliquer, et je ne suis pas sûr que pour ce que tu veux faire ça en vaille tellement la chandelle ^^
-
pour ma part, quand j'ai fait le changement pour un plateau en verre j'ai joué la sécu: - vissage à fond du bed pour le descendre au max (sans mettre le lit en verre, donc soit tu laisses l'original soit tu l'enlèves aussi) - faire un autohome avec le fin de course Z à sa position originale - faire monter l'axe Z avec le panneau de controle de l'imprimante jusqu'à pouvoir glisser le lit en verre sur le support de lit sans que ça tape la buse -faire monter encore de 2 ou 3mm l'axe Z - dévisser les molettes du lit de manière à amener le lit comme quand on fait un nivelage manuel du lit classique. - ensuite, sans toucher à l'axe Z, venir plaquer le fin de course contre le charriot, en le faisant coulisser dans son rail, puis le visser quand il est bien plaqué contre le chariot. ça définit donc la position Z=0. refaire un autohome classique, histoire que le charriot se mette au vrai futur et définitif Z=0 (ça peut être légèrement différent de quand tu as plaqué le fin de course contre le charriot, de quelques pouièmes de milimètres. puis niveler ton lit comme d'hab. l'intérêt de lever de 2 ou 3mm l'axe Z par rapport a la position où le lit est complètement comprimé est de se garder un peu de marge de manoeuvre pour ajuster le lit après. Mais 1, 2 ou 3 mm... ça ça dépend de toi
-
Ok ça me suffit comme info, merci
-
Recyclage des chutes plastique
Minioim en réponse au topic de Rioma dans Consommables (filaments, résines...)
disons qu'en achetant tes resistances chauffantes tu fais un bien meilleur choix ^^ les modules peltiers sont un des rares moyens existant de petite taille, et fonctionnant à l'electricité, pour "produire" du froid (ou plutôt pour déplacer de la chaleur) du coup on s'en sert pour les glacières portables. Par contre niveau rendement on est sur du assez pourri. Du coup pour ce qui est de créer de la chaleur... comme on a d'autres systèmes disponibles bien plus efficaces... le module peltier n'est pas une bonne option. Si tu veux recycler tes modules, il y a plus rigolo à faire : produire de l'electricité avec une différence de température parce que le principe de fonctionnement est réversible. Je te laisse regarder sur internet. Mais ne t'attends pas à produire grand chose avec. De quoi allumer une led d'éclairage, dans les conditions idéales de gradiant de chaleur c'est déjà une belle réussite avec un module XD et quand je dis conditions idéales, c'est du genre une face du module chauffée au décapeur thermique, et l'autre posée sur un radiateur en alu oui oui, tu allumes une led en utilisant un décapeur thermique... pas étonnant que le module peltier ne soit pas utilisé pour produire de l'electricité... (sauf conditions très spéciales comme le spatial) Mais bref, tout ça pour dire, si tu aimes bricoler, ya des trucs rigolos à faire avec des modules peltiers -
@Idealnight c'est celui que j'ai commandé aussi du coup. Celui qui m'inspirait le plus confiance. Si tu l'as déjà reçu, t'as pu comparer les débits d'air? (à la louche hein, avec la main quoi) c'est équivalent? Merci en attendant, un coup de WD40 dans le roulement a fait des miracles, très temporaire mais ça va peut être lui permettre de tenir jusqu'à l'arrivée du sunon....
-
bon je me réponds à moi même pour d'autre que l'info pourrai intéresser. Et pour le moment avec un degré de certitude moyen. En cherchant le modèle d'origine je suis tombé sur celui ci : https://www.aliexpress.com/i/32899774379.html qui n'est pas celui de creality mais ressemble pas mal. Par contre c'est pas le même nombre de pales donc bon... il est donné à 7CFM soit ~11.9 m3/h

