FabienW
-
Compteur de contenus
21 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par FabienW
-

ideamaker [Ideamaker] Problème de contour extérieur
FabienW a posté un sujet dans Discussions sur les logiciels 3D
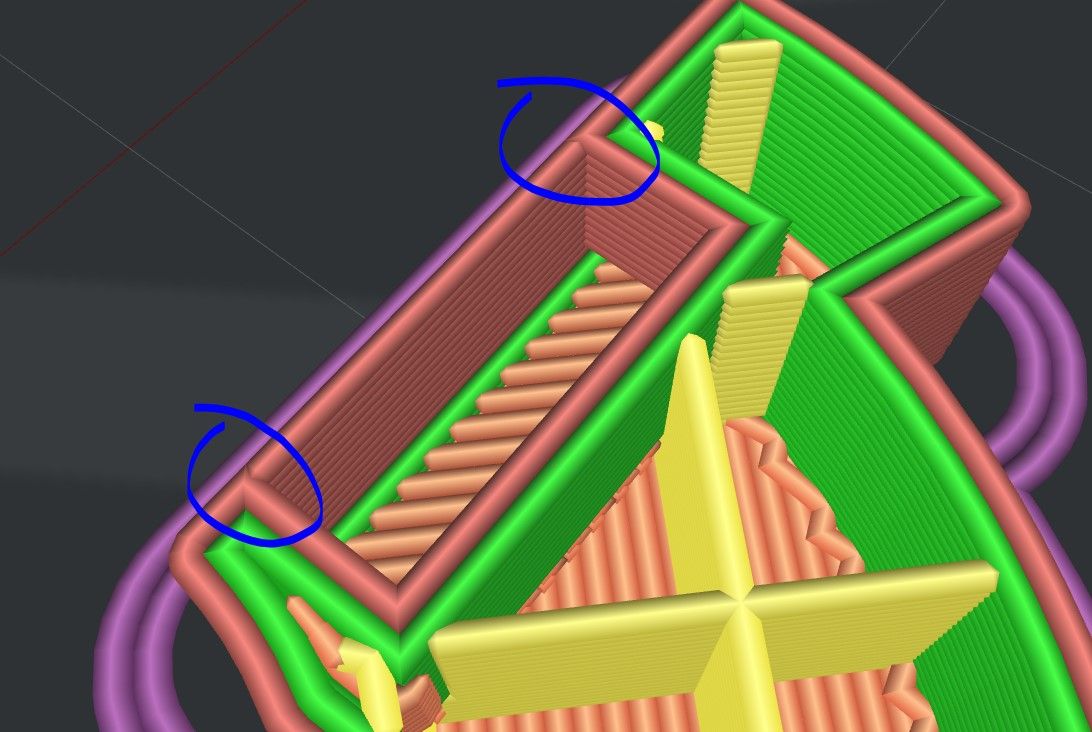
Salut tout le monde, j'utilise au quotidien IDeamaker et j'adore ce slicer. Je rencontre cependant un blocage... Je veux slicer une pièce et le résultat est celui attaché en pièce jointe. Il s'agit d'une pièce ayant un orifice le long d'une paroi. Entre cette orifice et et l'extérieur, il y a une membrane ayant une épaisseur égale à la largeur d'extrusion. Ce qui me pose soucis lors du slicing, c'est que le contour extérieur n'est pas continu. Ideamaker imprime la membrane après un déplacement et non lors d'un contour continu. J'ai tenté d'activer l'option "Print external shells first", mais sans succès. Auriez-vous une piste pour m'aider ? Merci d'avance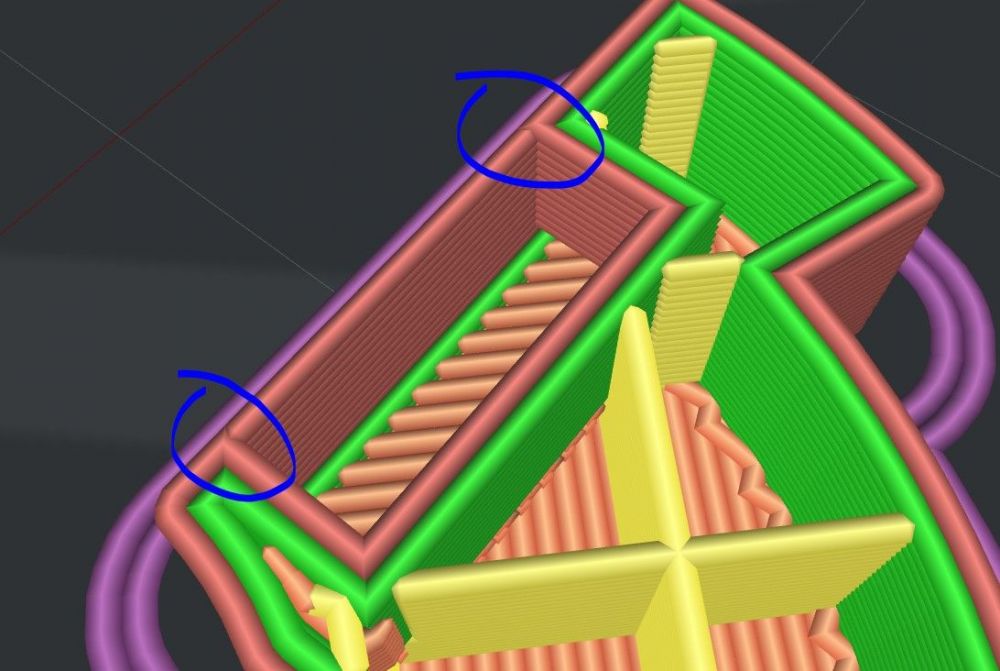
-
Le mieux est de le mesurer...
-
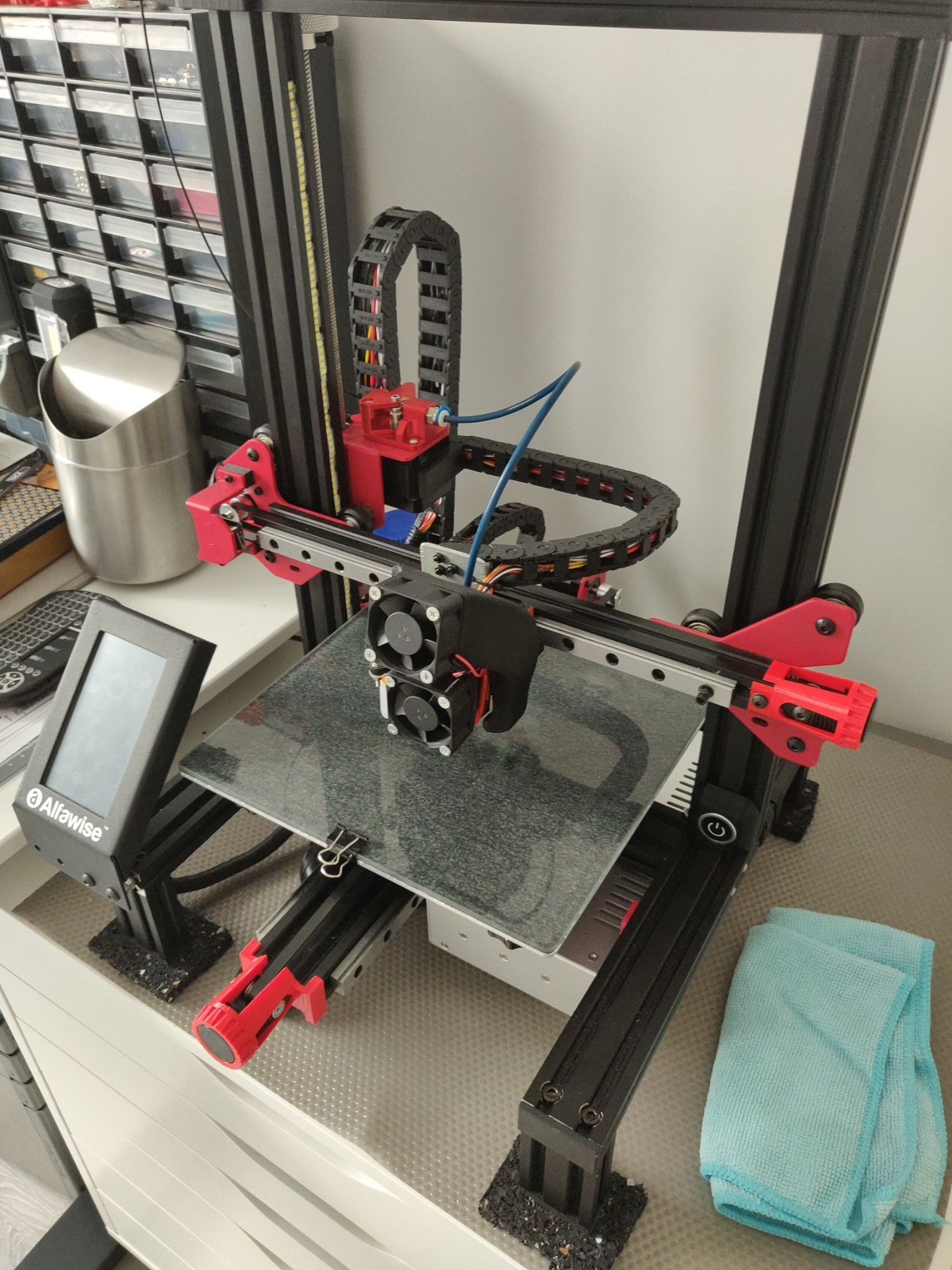
Salut, pour ma part je suis passé sous skr 1.4 turbo\Marlin2 et je suis également passé en direct drive. Elle n'a quasiment plus rien d'origine
-
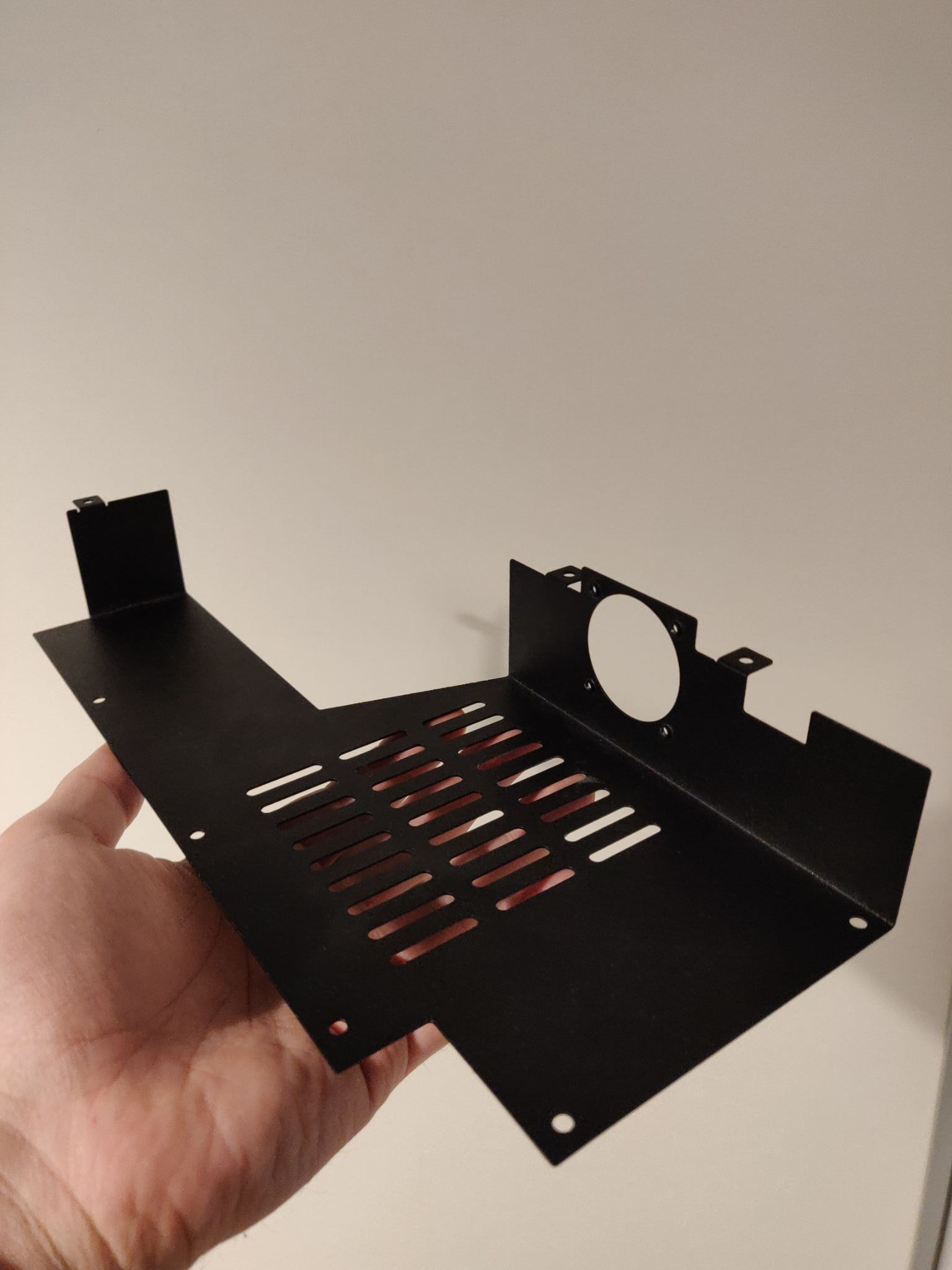
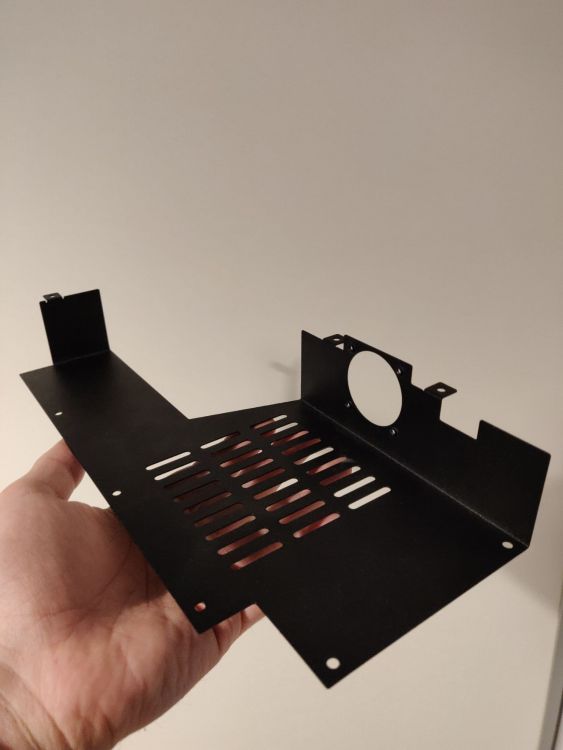
Salut @Guraz, J'ai déjà monté la carte avec cet adatateur. Je parlais plus de le partie dont j'attache une photo. Celle-ci n'est clairement pas adaptée à la skr 1.4 Je suis entrain de refaire cette pièce sous fusion 360 pour avoir un truc clean. Si quelqu'un a une autre option, je suis preneur. Ca me ferait économiser pas mal de temps et de mesures.
-
Salut à tous, Tout d'abord merci pour ce thread ! Je fais maintenant partie des propriétaires d'une u30pro avec skr 1.4 turbo . Il me reste cependant un petit soucis esthétique/sécurité. L'un de vous a-t-il trouvé un moyen de fermer la skr1.4 ? Bien évidemment le cadre métallique d'origine sur lequel le ventilo de la carte mère était monté ne rentre pas et de toute façon le ventilo soufflerait sur la prise USB . Quelqu'un aurait-il un stl d'un cache pour protéger la skr et tous les cables ? Comment avez-vous protégé le tout ? Merci d'avance
-
Par exemple, mon plateau est décalé vers l'avant à cause du rail linéaire de l'axe X et du bloc d'impression custom.
-
Salut, Je me suis basé là-dessus : https://www.thingiverse.com/thing:4293753 Mais j'ai refais intégralement le tout sous fusion 360 pour l'adapter à mes spécificités. Amuse-toi bien
-
Effectivement, c'est le plaque en métal qui fixe le bloc hotend/fang et le bout du cable chain sur le rail linéaire du Z. Les tendeurs de courroie m'ont permis de me rendre compte qu'elles étaient trop tendues . Tous le reste à été fait sous fusion 360. Alors personne n'a eu un bondtech trop bruyant ? Les leds c'est genial pour vérifier les premiers couches. Ça projette la lumière par derrière et sur le verre, ça déchire.
-
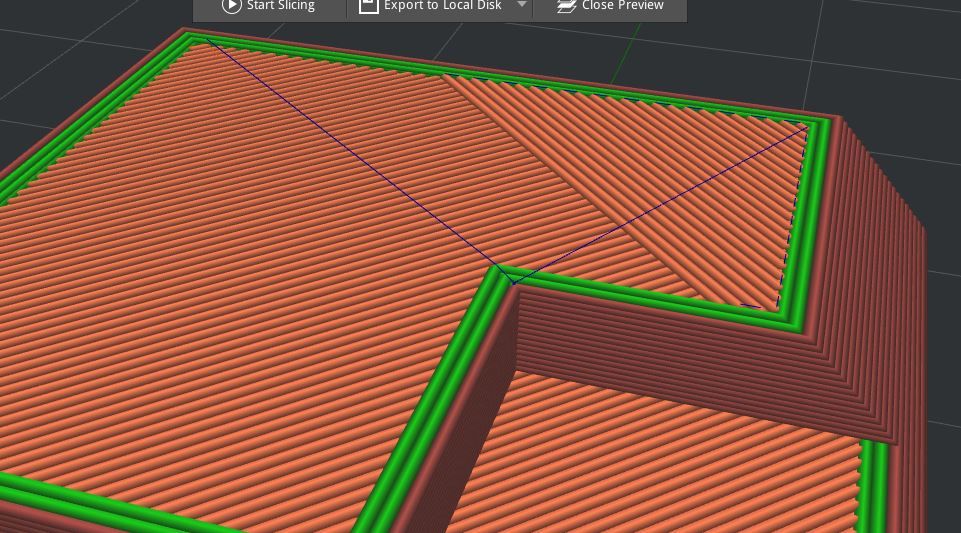
Effectivement, en jouant avec ces paramètres, je suis arrivé au bon résultat En activant "Enable retraction at bottom and top of models", je me suis débarassé de la cicatrice sur la dernière couche, mais pas celle du plateau intermédiaire (ce n'est pas une des dernières couches). Pour que les deux soient clean, il m'a fallu désactiver "Avoid retraction inside models". Merci
-
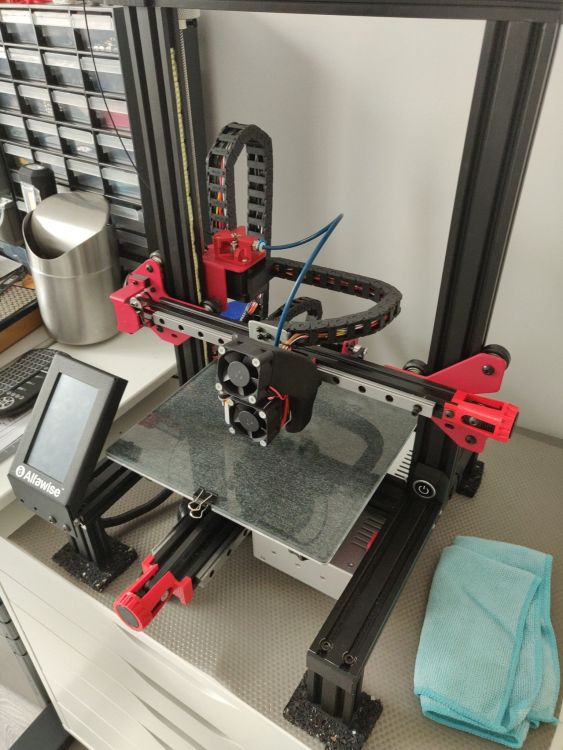
Pour le cable chain, j'ai pris https://a.aliexpress.com/_mqyeWif 10x20 pour celui du Z, et des 10x11, pour l'axe y et l'axe x. J'ai designé les attaches et utilisé un support en métal au niveau du hotend/fang pour plus de stabilité. Le bouton on/off est un variateur pour les bandeaux leds qui sont dans les axes z. Qu'as-tu vu d'autre ?
-
@Tormak C'est un très bon point, je vais vérifier cette config ce soir.
-
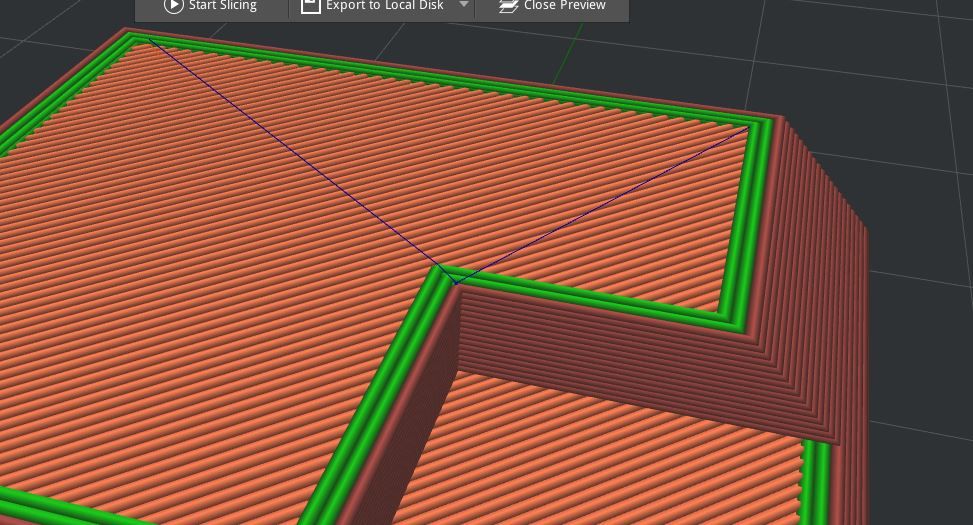
Ce n'est pas le déplacement de la buse après impression, mais un dépôt de filament non nécessaire avant l'impression de la dernière couche comme illustré dans les screen . Si je force la retraction à ce moment là, ça devrait être bon (ce que fait cura).
-
Merci pour vos réponses, je vais effectivement tenter avec le "Force retraction if travel length exceed", mais je vais le tenter uniquement sur les couches avec des solid infill en jouant sur des surcharges de paramètres en fonction des couches. C'est dommage que ce ne soit pas géré nativement pour pouvoir garder des couches visibles propres
-
Salut à tous, voici une petite photo de la bête J'avais également monté un extrudeur type BMG, mais je trouvais que les rétractions faisaient beaucoup trop de bruit... Est-ce le cas chez vous ?
-
Bonjour à tous, je viens vers vous car je suis entrain de potasser Ideamaker. J'aime bien la philosophie de ce slicer, son UX et ses fonctionnalités. Mon seul soucis est que je ne parviens pas à faire disparaître ces cicatrices qui sont dues à un déplacement juste avant l'impression de l'infill qui laisse couler du pla (pas de retraction avant déplacement). Je joins une photo du problème (à gauche Ideamaker et à droite Cura). Vous pouvez voir dans la preview d'Ideamaker la source du problème. Si je peux vous donner plus d'informations, n'hésitez pas . Je sais qu'il y a quelques utilisateurs de ce slicer ici ( @Chris_Workshop , @NOX ou encore @merlinx). Merci d'avance

-
Mise en place d'un extrudeur bondtech => Soucis dans les premières couches
FabienW en réponse au topic de FabienW dans Discussions sur les imprimantes 3D
Merci Loak, Je vais intégrer tous vos conseils ce soir. Je vous tiens au courant. Merci -
Mise en place d'un extrudeur bondtech => Soucis dans les premières couches
FabienW en réponse au topic de FabienW dans Discussions sur les imprimantes 3D
Merci Bakatora, je teste ça et je te fais un retour. -
Mise en place d'un extrudeur bondtech => Soucis dans les premières couches
FabienW en réponse au topic de FabienW dans Discussions sur les imprimantes 3D
Je viens de remettre l'extrudeur d'origine et le problème persiste . Donc ce n'est pas lié à ça. Des idées camarades ? -
Bonjour tout le monde, je possède une U30 Pro depuis près de 3 mois et je m'amuse bien avec A force de profiter de vos conseils sans m'inscrire, j'ai décidé de vous rejoindre
-
Mise en place d'un extrudeur bondtech => Soucis dans les premières couches
FabienW en réponse au topic de FabienW dans Discussions sur les imprimantes 3D
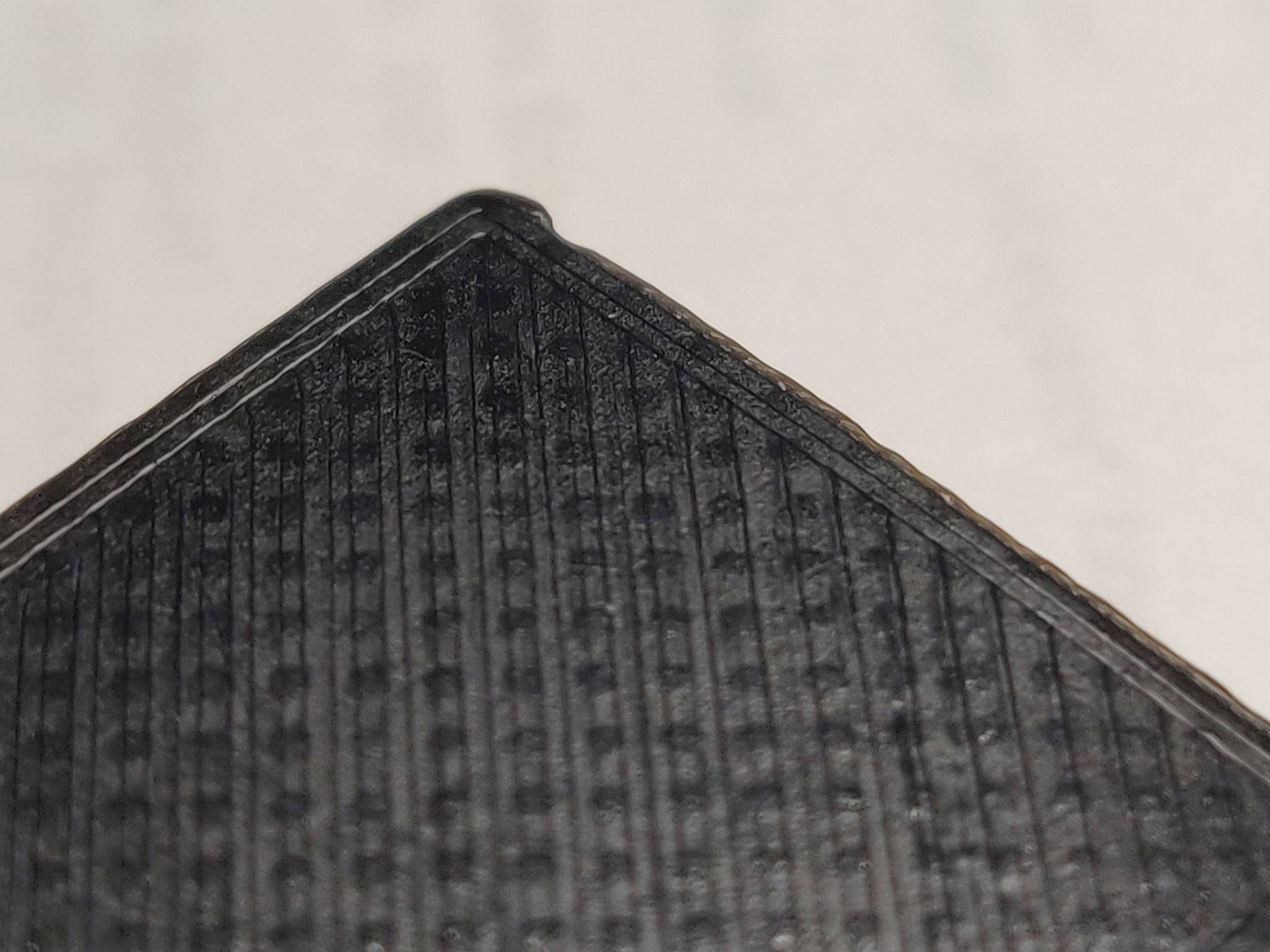
Voici également une photo du rendu de la première couche: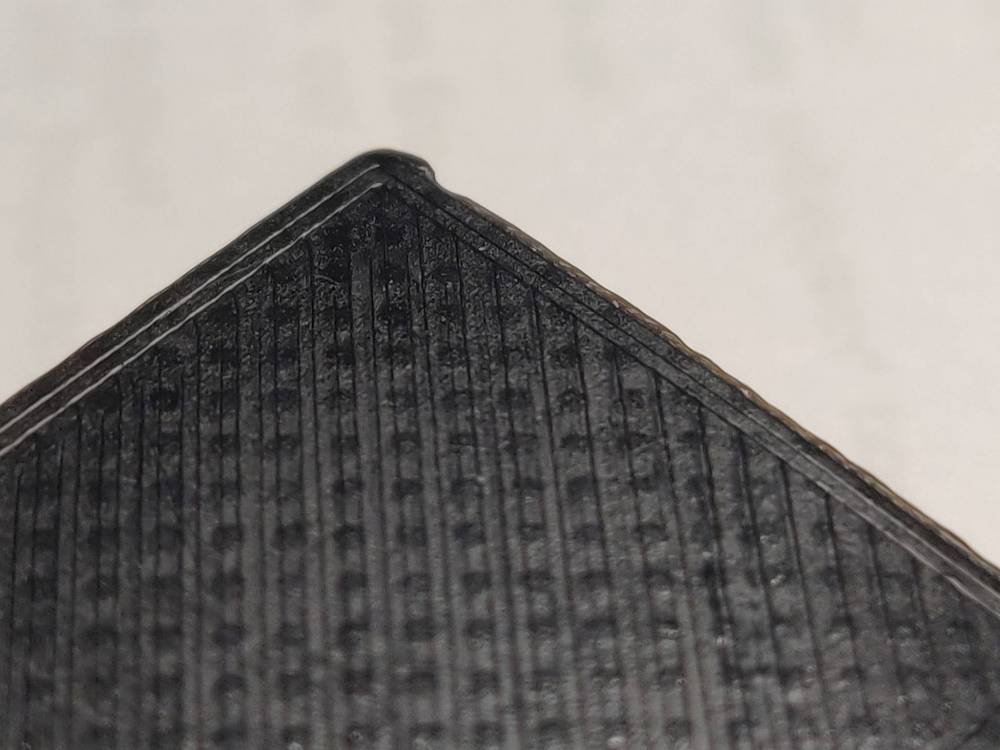
-
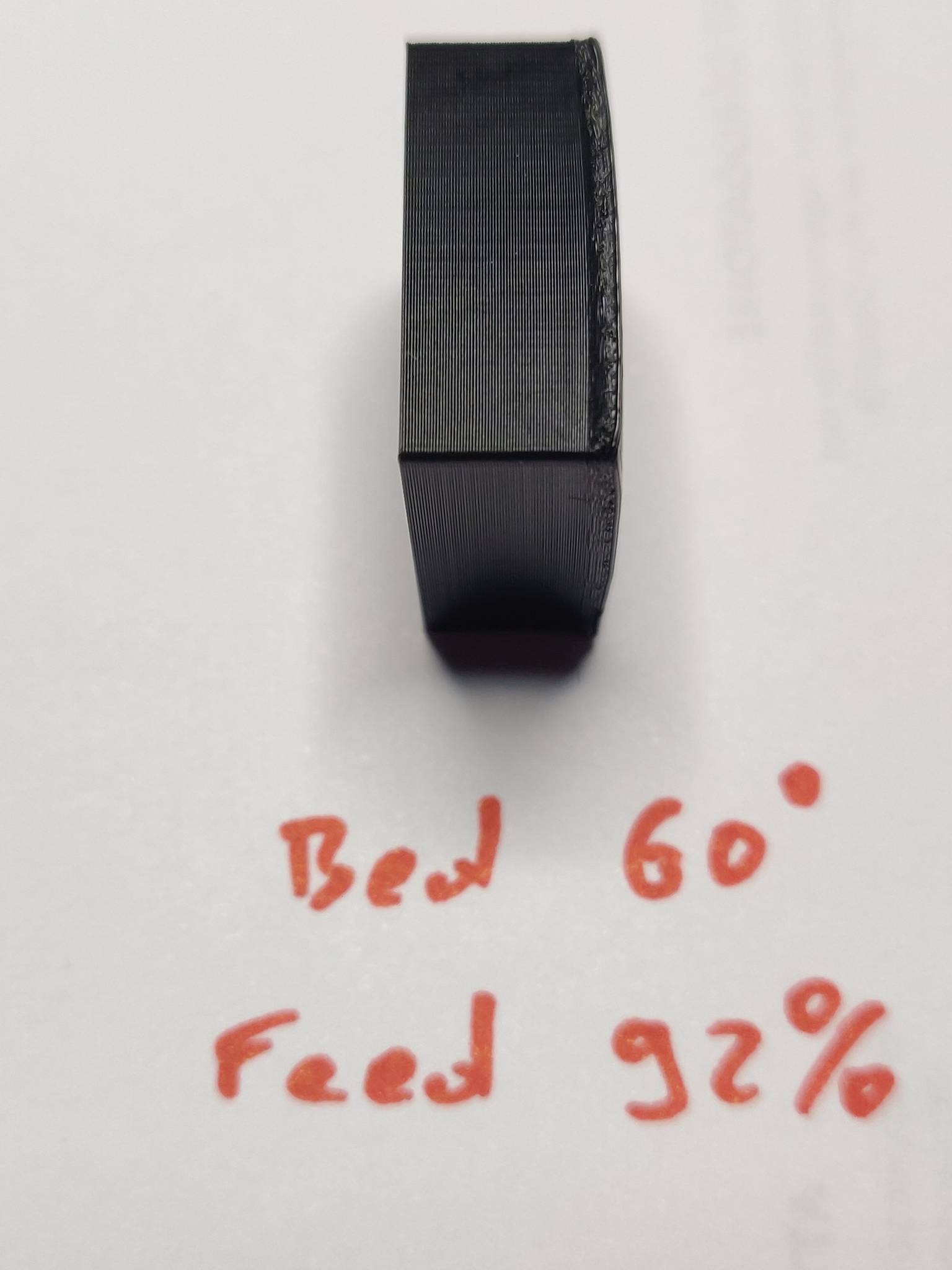
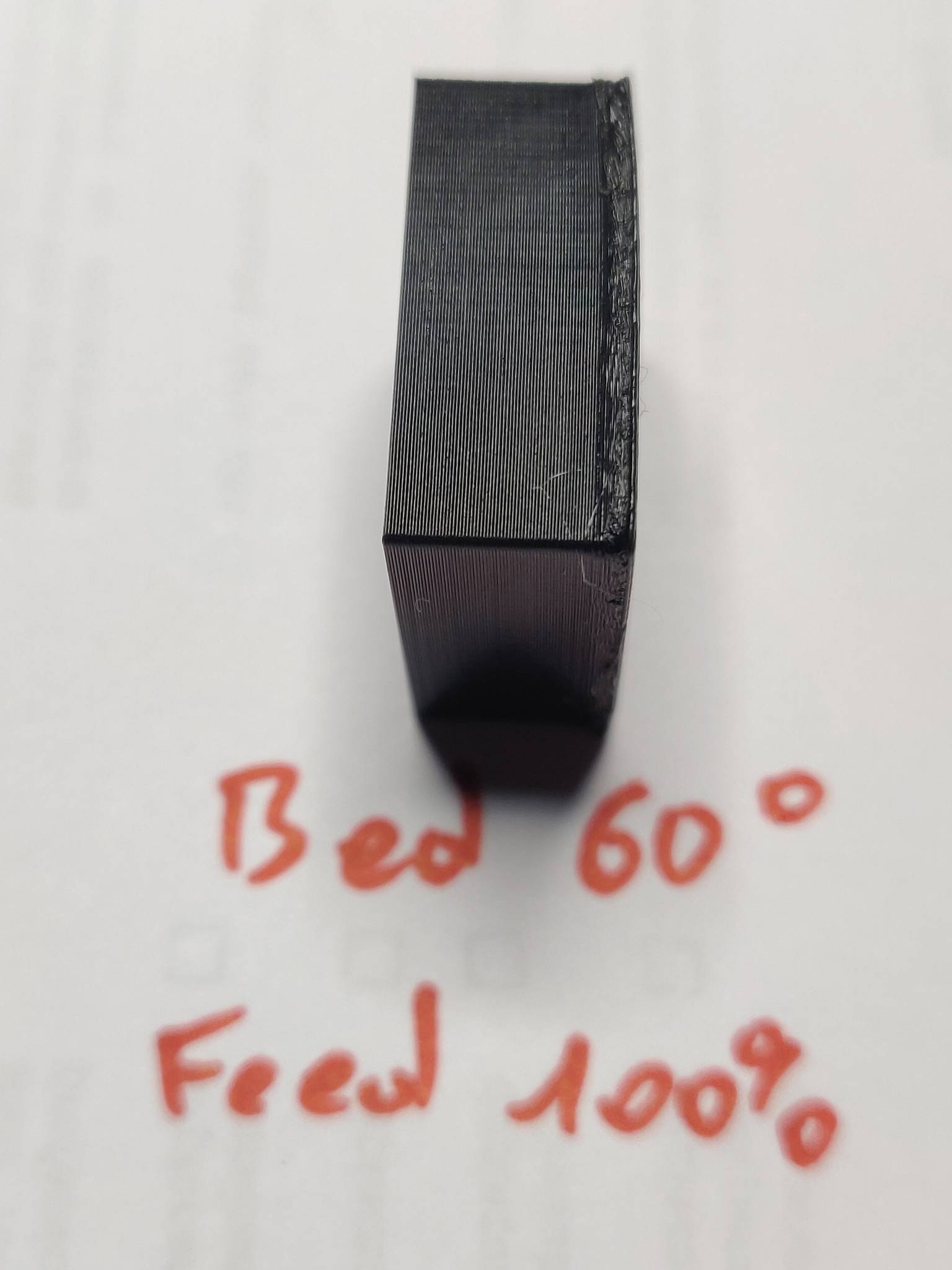
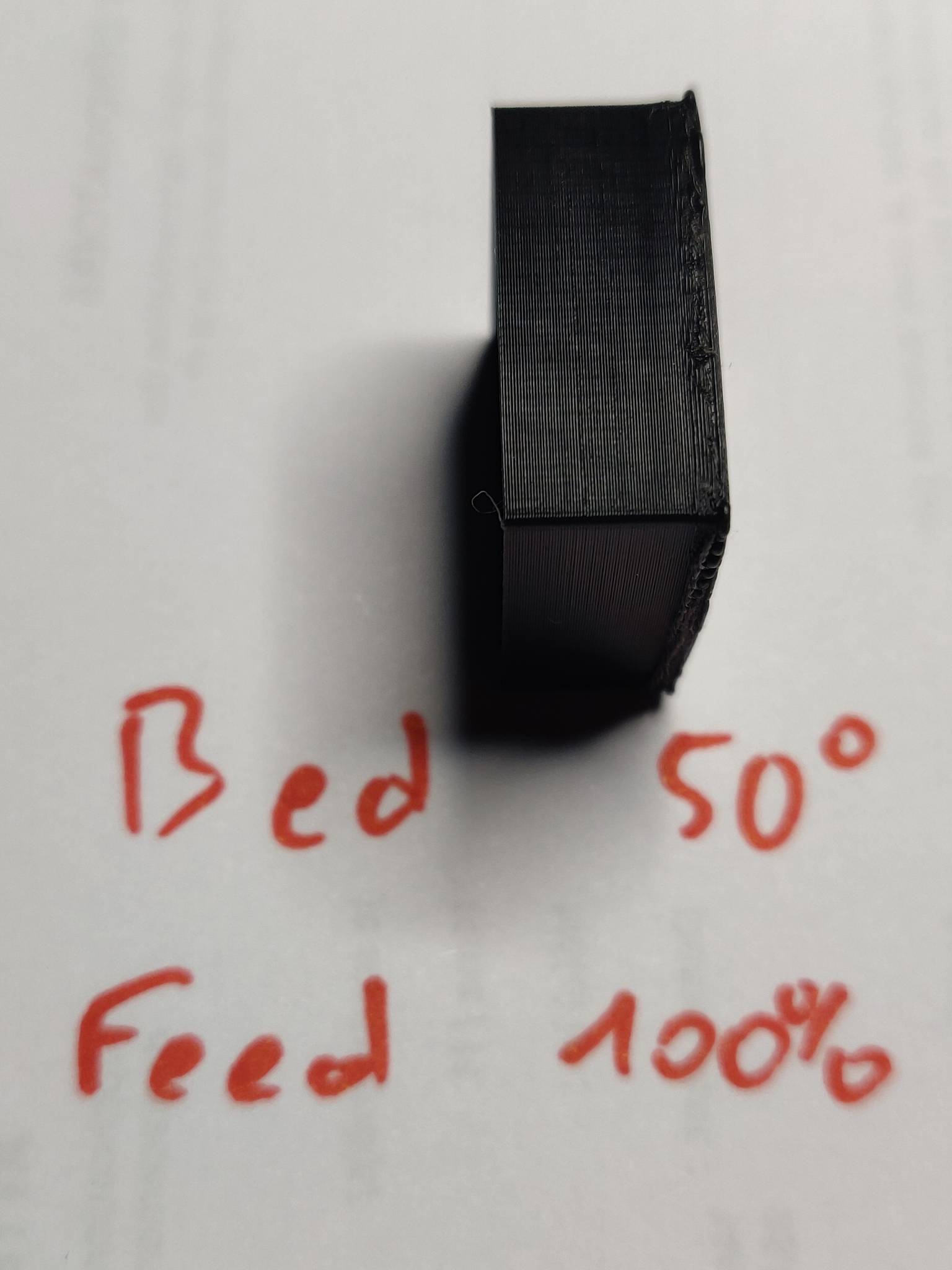
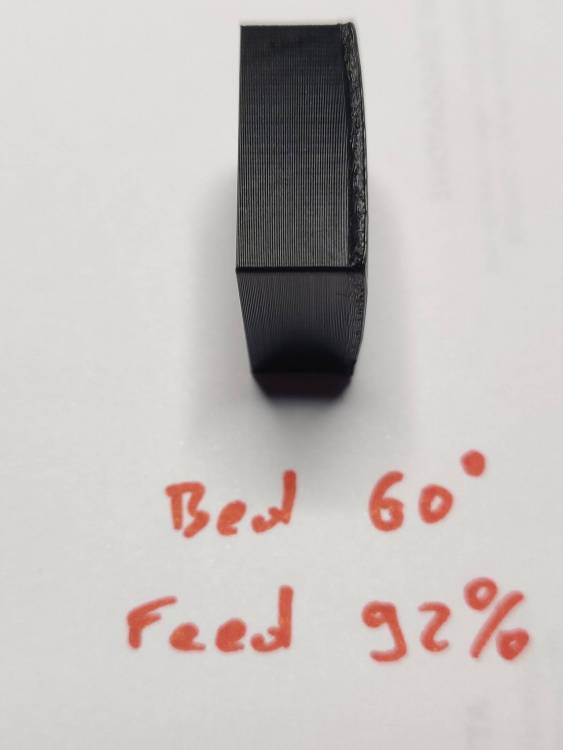
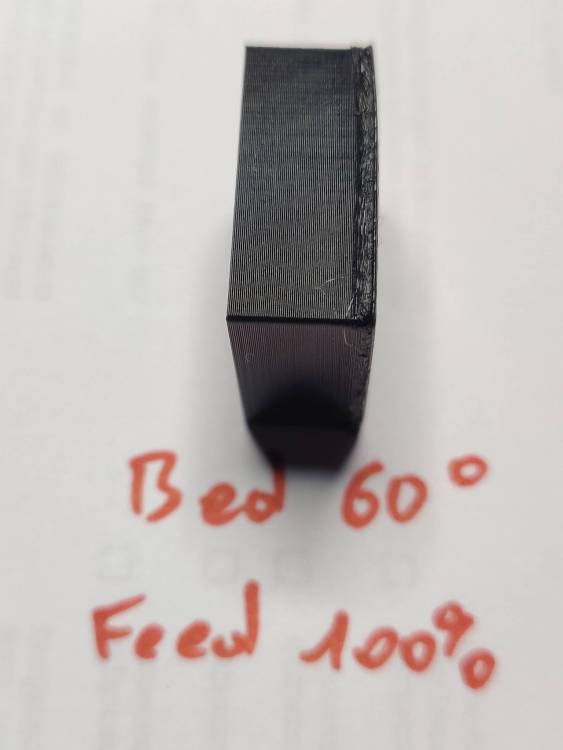
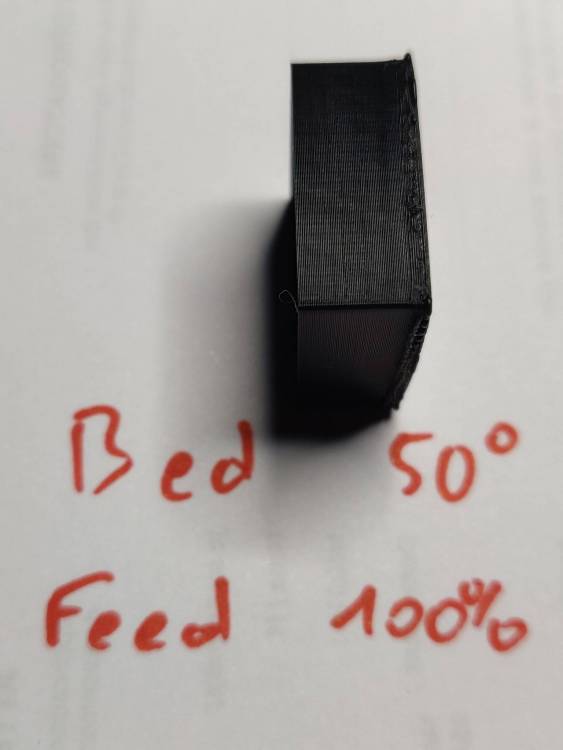
Salut tout le monde, Je viens quémander vos conseils sur mon cas. Je viens de remplacer mon extrudeur d'origine de ma u30 pro par un bondtech (copie chinoise tout en métal). J'ai bien réglé mon extrusion (estep à 415) et bien réglé mon flow (100% me donne une épaisseur de 0.44 et 92% me donne une épaisseur de 0.40). Cependant j'ai un vrai soucis sur les premières couches, elles sont extrêmement brouillon et baveuses. Au bout de quelques couches, le résultat est parfait ! Il s'agit d'un impression en mode vase (utilisée pour calibrer le flow). J'ai tenté de nombreux changements concernant le flow et les températures de bed (variation entre 40° et 70°) mais rien n'y fait. La température de la buse est de 200° et j'imprime à 50mm/s et 20mm/s pour la première. La première couche est faite sans ventilation et je ventile à 100% à partir de la deuxième. J'utilise une rétractation de 6mm à 25mm/s. J'ai également tenté un changement de buse La première couche a un rendu lisse. Voici trois photos de mes tentatives. Durant le print la température oscille entre 199.6° et 200° dès le début, donc plutôt stable. Que me conseillez-vous pour régler ce soucis ? (Avant le changement de l'extrudeur, je n'avais pas ce soucis ) J'ai bien évidemment vu le post de Addramyr (https://www.lesimprimantes3d.fr/forum/topic/19544-surextrusion-sur-les-premières-couches/) qui semble avoir un problème similaire, mais dans le doute, j'ai voulu faire ma propre demande. Merci d'avance pour vos conseils
-
Vos première couches sur LK4 +/-Pro et U30 +/-Pro ?
FabienW en réponse au topic de Legeantbleu dans Alfawise / Longer3D
Salut tout le monde, je suis très intéressé par ces galet en polycarbonate. Malheureusement ils sont en rupture chez Compozan. Est-ce que ceux-là sont équivalents :https://www.amazon.fr/YuCool-imprimante-polycarbonate-transparent-plastique/dp/B07PXCLSQN (de retour en stock le 11 mars apparemment) ? Ou dois-je attendre sagement que Copozan en ait de nouveau en stock ? Merci d'avance