malphodo
-
Compteur de contenus
101 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par malphodo
-

🎁 Concours de Noël 🎅🌲 Gagnez un graveur laser Longer RAY5 ! 🎁
malphodo en réponse au topic de LesImprimantes3D.fr dans Actualité et nouveautés du forum
hello belle initiative je serais interessé par la gravure bois pour personaliser des objets pour ma part. -
[Klipper] Dual Hot end : BED_MESH_CALIBRATE & Macro
malphodo en réponse au topic de malphodo dans Paramétrer et contrôler son imprimante 3D
Merci à tous les deux, je vais etudier ça de pret. Curieusement la température de stand by marche bien par défaut, je pense que ça vient effectivement du slicer. Du coup ce qui me manque c est juste un petit z hop durant la montée en temperature. C est clairement un manque pour les multibuses.... et ça me gonfle flerais de repartir vers marlin. Je vais voir si éventuellement je peux pas ajouter la fonction dans les scripts de klipper -
Bonjour à tous, Je viens de tuner ma tornado avec une MKS SBASE 1.3 et une chimera Watercooled, au final pas mal de bugs sous marlin 2 provoquant de l'instabilité dés le passage en dual color. Du coup je me lance dans klipper depuis ce week end. Grace au super tuto trouvé sur le forum les premières étapes sont faites, maintenant je rame un peu sur le tuning "fin", du coup je fais appel à vous ! Il me reste deux problèmes : M'inspirant du tuto j'ai fais une macro G29,start_Gcode & purge (voir PJ). 1) après avoir fait le BED_MESH_CALIBRATE je ne peux pas dérouler ma purge car la commande G1 X20 Y3 Z.20 revient en erreur le indiquant que le Z est hors plage, ce que je ne comprend pas. juste avant la commande BED_MESH_CALIBRATE ça fonctionne, juste après ça marche plus. Pourtant cette commande n'est pas censée toucher à l'offset "absolu" il me semble. ? 2) j'ai créé des macros T0 et T1 pour gérer le switch de buse, mais quand l'imprimante switch de buse et que la buse qui entre en phase de travail était en température de veille (175° environ), la montée en température se fait en laissant la buse au contact, ce qui est forcement moche. Je souhaiterai dans ce cas la relever un peu. Mais pas forcement systématiquement pour éviter de trop perdre de temps sur les alternances courtes . Si vous avez une piste je suis preneur Edit : concernant le point 1) le problème a été réglé en ajoutant : [stepper_z] Position_min : -1.5 TEVO_Tornado-Chimera_MKS_SBASE_BLTOUCH_inprogress.cfg
-
Comme le dit Jean Claude Dusse :"Si tu me sens pas, le fait pas." Les soucis possibles du coup ta première couche risque d’adhérer moins, tu peux pas faire d'ABS et tu risque dans certain cas de trop refroidir et du coup d'avoir du délaminage. Mais si ca marche comme çà avec les ventilos à fond "fonce et oublis que t'as aucune chance" .... encore Jean Claude !*
-
ouaip mais non en fait la conclusion est pas la bonne je pense C'est normal (décrit dans la doc du marlin d'origine) que si tu change de type de ventilo tu doives changer quelques réglages dans le configuration.h Ci dessous 2 variables qui jouent la dessus La première ligne température en dessous de la quelle le ventilo ne peut pas être déclenché (par défaut ça doit être 40 de tete) La seconde la valeur mini pour faire tourner le ventilo (certains ventilo demandent + pour démarrer), tu essayes 110 puis 120 .... bref petit à petit #define MONO_FAN_MIN_TEMP 10.0 #define MONO_FAN_MIN_PWM 100 Apres faut aussi bien verifier que le ventilo est bien libre, moi par défaut il était un peut trop écrasé dans la tete et j'ai du jouer du cutter pour que ca tourne parfaitement librement (a verifier avant la modif du firmware du coup) C'est vrai que c'est pénible cette phase de test quand il faut flasher...courage !
-
Sympa en blanc aussi ! Pourquoi tu dis ca pour le ventilo ? la melzi gère impec et ca se branche pareil pour le ventilo qui sert à refroidir la pièce.
-
Étrange tu peux essayer clic droit sur le fichier et "propriétés" et vérifier que lecture seule n'est pas cochée. Après si tu es sur un Windows ou tu dois utiliser un login/mot de passe bien vérifier que tu utilises le compte qui a servi à l'installation et qu'il est bien administrateur de la machine.... Pratiquement Impossible de relire un firmware, en fait c'est pas un code en "clair" qui est stocké dans la carte, il est compilé avant le téléversement. Il faudrait donc un "dé-compilateur"....mieux vaut laisser tomber tu passeras moins de temps à configurer un nouveau firmware. Pour Cura 2.3 après avoir parcouru la blinde de forum US ce qui se dit c'est que c'est une beta qui ne comporte que le slicer et une couche minimum qui ne permet le fonctionnement des imprimantes ultimaker ...et peut être quelques chanceuses. J'ai tout essayé et j'ai arrêté de perdre mon temps pour une fonction au final qui ne sert que pour faire des tests d'offset. D'ailleurs même sur la 2.3.1 et 2.4 c'est blindé d'autres bug super pénibles et régulièrement il perd les profils de materiaux et parfois le profil d'imprimante. Bref ne te prends pas trop la tète.
-
Pas besoin de Dagomapp ... suffit de suivre le tuto :
-
merci pour ta réponse rapide
-
Super taf ! Sur un autre post tu indiques etre passé sur des barres de 300mm pour compenser la largeur de la nouvelle, mais du coup tu as changé les 5 barres, mais je suis interessé de savoir comment tu as fait pour la liaisons des supports de Z avec les barres Y, vue qu'elles sont plus ecartées maintenant
-
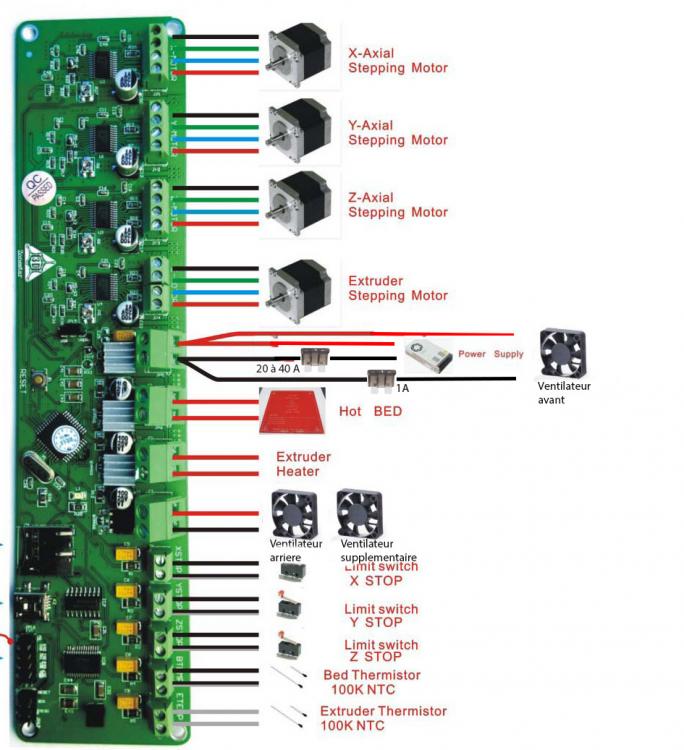
Pour vous aider j'ai modifié rapido un schéma trouvé sur le net, en bas les 2 ventilos qui refroidissent la piece (doivent etre contrôlés par la melzi) et en haut le ventilo qui refroidi la hotend (toujours à fond). Vous l'aurez compris la notion ventilo avant/arrière c'est par rapport à la tete dont nous parlons dans le fil, et "supplémentaire" pour ceux qui imprime se support pour la 3eme tete. Le fusible de 20 à 40 A est optionnel mais fortement conseillé.
-
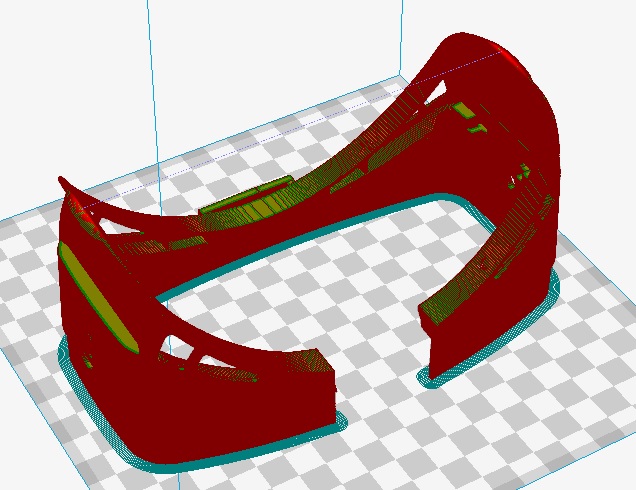
merci pour vos réponses je suis rassuré du coup. j'ai reussis a sortir la piece avec cura 2.3 .. mais c'est pas top
-
d’ailleurs je suis curieux si l'un d'entre vous peut tester en chargeant la même pièce histoire de voir si le probleme est de l'autre coté du clavier http://www.thingiverse.com/thing:664703 pièce main-google.stl dans le pack ci dessus
-
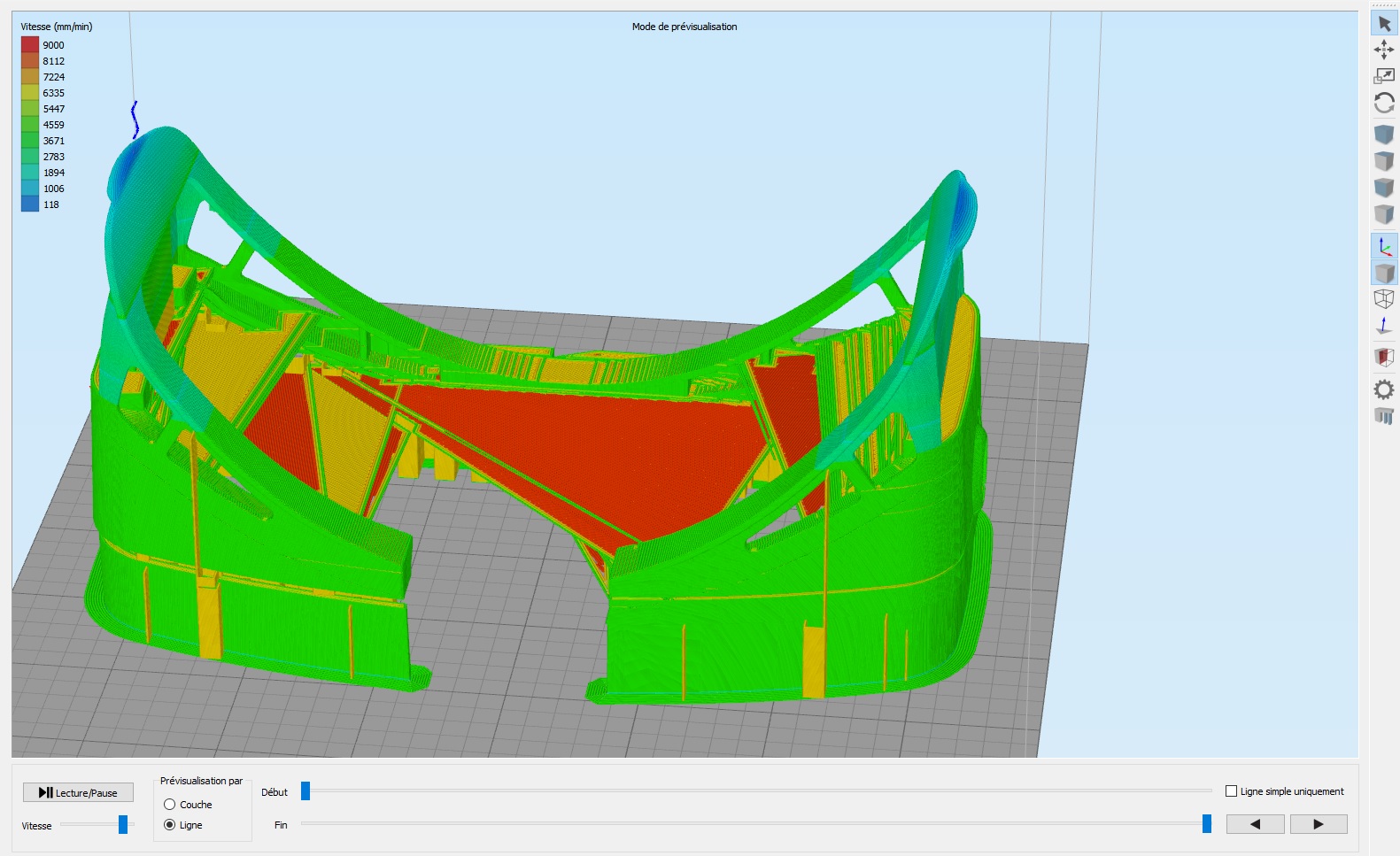
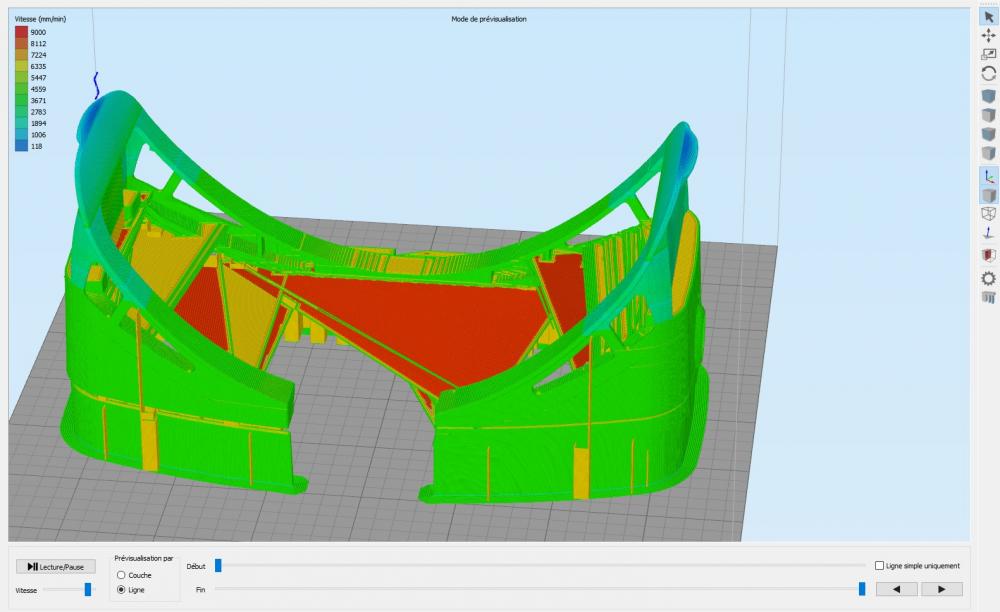
perso j'ai pas mal testé depuis quelques jours mais je pense que je vais lâcher l'affaire. J'ai bien compris le produit et meme si il est complexe les options sont interessantes mais j'ai régulièrement des "abbérations" dans le slicing exemple ci dessous comparaison simplify et cura 2.3.1:
-
Sympa les couleurs ! Pour la butée avec le capteur pibot pas de problèmes je me suis débrouillé pour que la vis de fixation tombe pile sur le capteur de fin de course Étrange cette histoire de home à modifier...moi j 'ai pas touché et je suis pas spécialement décalé.....au pire il faudrait juste que je baisse un peu le x max ça force très légèrement la tête étant plus large.
-
La tête version pibot pibot Tête bi ventilateur IndC mixte.STL
-
Impec pour ton fusible 1A ! pour un 20A ca se trouve dans les magasins pièces auto en complément je te conseille d'acheter des jst et porte fusible comme ci dessous : http://www.ebay.fr/itm/5x-Cable-12V-30A-Standard-Enfichable-Lame-Porte-fusible-Fil-Plomb-Support-Splash-/201693317357?hash=item2ef5dbc8ed:g:NTsAAOSwh2xYBKHk http://www.ebay.fr/itm/10-Paire-JST-Connecteur-Prise-Cable-Femelle-Male-100-150-200mm-pour-Heli-RC-/111459975765?var=&hash=item19f3884255:m:m1I66_sqFU0N2OphKiaFdfw le plus important pour moi est le 20A après tu peux monter les 2. le ventilo est bien en parallèle sur l'alimentation et les fusibles en série sur chaque ligne 12v
-
Tu peux utiliser des fusibles auto plat soit 20a (40 si tu as un plateau chauffant) sur l alim principale. Soit 1a (dur a trouver)sur la ligne de ton ventilo. C est surtout en cas de court circuit pour éviter que l alim debite toute sa puissance..
-
Faut que tu branche en parrallele sur ton arrivee en 12v par contre pense a mettre un fusible si tu veux pas risque l incendit. Perso j utilise des prises jst (ca coute rien sur ebay) et c est pratique !
-
C'est kifkif en fait, les débutants qui ont du mal avec le gcode préférerons utiliser dagomapp mais le résultat est exactement le même. Perso j'utilise la valeur par défaut dans le firmware que j'entre à la main avec la commande m851 zxxx (je trouve dagomapp penible) mais je garde quand même la possibilité d'ajuster avec le start gcode. Cependant si tu fais bien ton reglage ton offset dans leGcode doit être à 0. dans ton exemple si tu le met dans le gcode tu vas avoir 1.6 dans le firmware + 1.6 dans le gcode soit 3.2 en tout. Ci dessous mon start qui marche pas mal sous simplify (attention j'ai un plateau chauffant) : G91 ;relative positioning G1 Z10 G90 ;absolute positioning G28 X Y G01 X50 Y100 F10000 M140 S[bed0_temperature] M104 S[extruder0_temperature] G28 Z G29 G1 Z15 G91 ;relative positioning G1 Z-0 ; OFFSET de reglage hauteur de buse G90 ;absolute positioning G92 Z15 ;enregistrement du nouveau Z15 G1 Z3 G1 X100 Y205 F5000 G1 Z0 M82 ;set extruder to absolute mode M107 ;start with the fan off G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again
-
ben ton start gcode semble bien. et j'ai juste mal lu ton post ... dsl surtout pas ajouter un g92 ! Quand tu dis que ca extrude dans le vide c'est durant la sequence d'init ou quand il attaque ta pièce ? dans ton start tu as : G1 F200 E10 ;extrude 10mm of feed stock = extrusion de 10mm alors que tu es à 0.5 au dessus de ton plateau. donc normal. pour ton decalage par rapport au centre tu as du inverser les valeurs de décalage du palpeur
-
non, logiquement si tu as refait un réglage après avec dagomapp ça doit marcher nickel, sauf si ton start Gcode est à l'ancienne mode et du coup refait un G92 qui annule ton reglage.
-
Franchement je conseil d’éviter le capacitif c'est une galère, surtout avec les variations de température de la buse. Soit tu restes sur un capacitif avec généralement une vitre de 2mm (3mm généralement trop épais), tu peux completer d'un morceau de scotch alu en surface (mais attention ya du tuning firmware à faire pour le G29) ou eventuellement des lame de cutter sous la vitre (améliore la distance de detection de +- 0.5 mmen moyenne). Ou alors tu passes sur un autre capteur type PIBOT qui marche encore mieux
-
Début de post à finaliser et trouver quelqu'un qui utilise octoprint pour plus de details
- 57 réponses
-
- 1
-

-
- discovery200
- dagoma
- (et 1 en plus)
-
Bonjour à tous, A la demande voici comment je procède pour régler mon offset sans utilisé Dagomapp. Je completerai plus tard de quelques captures d’écran et j'invite les "sachants" à proposer d'autres méthodes et/ou me corriger S'applique à tous marlin et utilisable après avoir modifié votre start GCODE Vous ne devez plus avoir de commande G92 juste après votre G29 Ci dessous un startgcode que j'utilise : En bleu la partie standard, en rouge spécifique à cura 2.3 (il faudra changer les variables pour les autres slicer) et en vert la partie optionnelle qui vous permet de jouer avec l'offset en dehors du firmware. G91 G1 Z10 ; remonte de 7mm M140 S{material_bed_temperature} ; set bed temp M104 S{material_print_temperature} ; set extruder temp M109 S{material_print_temperature} ; set extruder temp G90 ;absolute positioning G28 X Y G01 X50 Y100 G28 Z G29 ; Detailed Z-Probe G1 Z15 G91 ;relative positioning G1 Z-0 ; OFFSET de reglage hauteur de buse G90 ;absolute positioning G92 Z15 ;enregistrement du nouveau Z15 G1 Z3 G1 X100 Y205 F3000 G1 Z0 M82 ;set extruder to absolute mode M107 ;start with the fan off G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again Procédure sous pronterface : A noter que xxx ci dessous peut etre du type positif exemple 0.75 ou négatif type exemple -0.15 Connecter la machine et dans la fenêtre de commande lancer en suivant : G28 -> fait un home sur tous les axes et permet de débloquer la commande G29 G90 passe en coordonnées absolues G29 -> palpe de manière précise votre plateau M503 -> vous retourne des informations Dans les infos retournée par l'imprimante relevez la ligne M851 Zxxx Vous pouvez tester votre nouvel offset en tapant : G1 Zxxx (optionnel) -> déplace la buse à la nouvelle valeur Pour fixer la nouvelle valeur : M851 Zxxx Pour enregistrer dans la mémoire (sinon c'est perdu au prochain redémarrage) M500 et cerise sur le gâteau on peut vérifier en faisant un G1 Z0 on doit être pile à la hauteur voulue !