Jojo3D
-
Compteur de contenus
117 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Tout ce qui a été posté par Jojo3D
-
Je comprend mieux ton premier message. Essaie peut-être de faire une recherche avancée sur le forum. Sinon, si tu veux comparer avec un résultat de débutant ayant seulement refait les réglages du portique sur une imprimante pure STOCK, regarde le lien ci-dessous. J'étais passé d'impression bizarroïde à ça malgré sous-extrusion, parois très fines et filament trop chaud : ++
-
Salut Ilopht, S'il est aisé de t'aider dans ton problème, ta comparaison entre une X1 à 350€ et une autre imprimante valant 20000 € (57/1 de rapport quand même) n'est pas flatteuse pour la Markforged Mark Two. Je présume aussi que les coûts d'utilisation, d'entretien, de maintenance et de consommables doivent être dans la même proportion. C'est donc vrai qu'une Renault Twingo fera pâle impression face à une Bugatti Chiron sur circuit fermé, mais sur nos routes urbaines la Chiron sera certainement la plus ridicule sur les dos d'âne de nos cités. Bref, comparons ce qui est comparable. Le problème sur ta photo d'impression sur la X1 est propre. Propre dans le sens où les structures sont respectées. Seul manque un élargissement de la première couche de + 5 à 15 % suivant la qualité de ton filament. Sinon, pourquoi aurais-tu besoin d'un cube de calibration ? J'ai un doute là ... STL ou Gcode ?
-
Content que tu ais trouvé ta panne. Pour les drivers comme les firmwares, tu peux regarder sur ce forum les posts de @MrMagounet qui s'est énormément investi pour nous rédiger des tutos et conseils pour nos imprimantes X1 et Genius. Tu y trouveras le pourquoi du comment (ou l'inverse) sur les différents drivers. Pour les drivers, ça commence là (clique sur le titre de l'encart ci-dessous) : ++
-
Le crin-crin n'est pas obligatoire mais si c'était un problème de nappe, le moteur n'irait jamais dans le même sens. Peut-être un problème de firmware, de driver ou de MainBoard ... Je n'y connais rien en chargement de firmware, mais il me semble que ce problème a été développé sur le forum. Faire une recherche sur "firmware TFT" peut-être ...
-
Effectivement, Une bonne nouvelle, tes axes semblent assez bien réglés. 1°) Bed très sale : empêche adhérence 1ère couche. 2°) Irrégularité d'extrusion: Molette de réglage pas assez forte pour entraîner le filament ? Cable limande 20 pts de l'extrudeur ? Module extrudeur entier (1 ou plusieurs éléments) ? Main Board ? Mais aussi, réduire 1ère couche à 0.2 max. avec 105% d'épaisseur de 1ère ligne.
-
@elliotm, Edit : pour 2ème version de gcode. 1er Fichier : De plus dans ton gcode, tu n'as pas fait de chauffe du bed avec une hauteur de première couche à 0.35 mm et les autres à 0.30 mm. Avec une buse de 0.4 effectivement, tu auras de gros problèmes de collage entre couches. 2ème Fichier : Chauffe de bed à 65 °C, un peu fort pour la X1 mais c'est dans les clous. 1ère couche à 0.3 mm, c'est trop sans augmenter fortement la largeur de couche. Les autres couches à 0.2 mm, OK. Sinon, les 2 fichiers n'ont pas la même structure.
-
@elliotm, Comme te l'a conseillé Sidewainder, essayer le firmware d'origine permettrait au moins de savoir si il y a panne soft ou hard. Sinon, tu peux vérifier la connection du cable limande sur l'extrudeur, voire changer la limande 20 pts de l'extrudeur. La limande 30 pts peut aussi être concernée mais plus rarement. Et puis, si tu as monté physiquement le Touchmi, envoie donc une photo pour vérifier le montage des fils. Cordialement.
-
Merci pour ta réponse @Sidewaindeur, c'est très intéressant. Mais je préfèrerais en discuter dans un autre post.
-
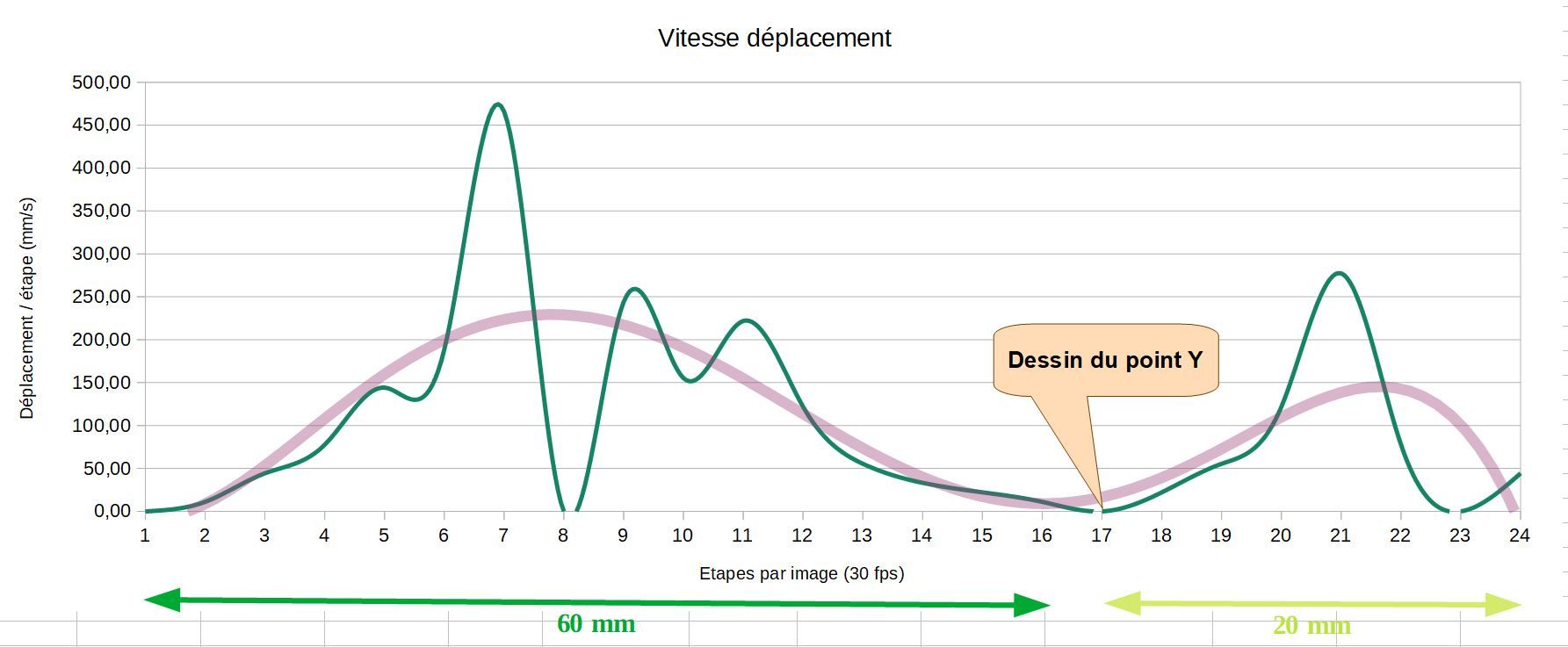
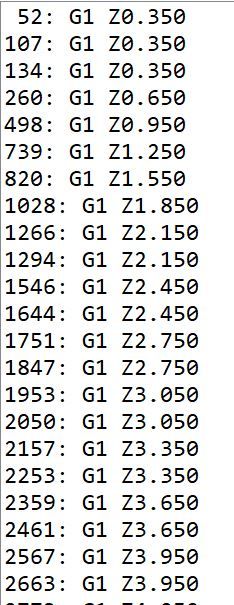
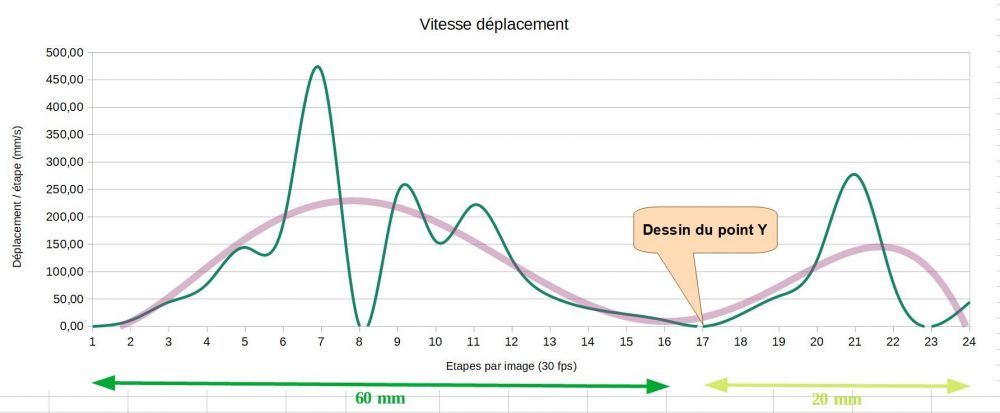
Content que tu sois satisfait de ton imprimante @Brisacier, n'hésite pas à partager toi aussi ton savoir et tes réalisations. @Sidewaindeur, je ne veux pas polluer le post de @Brisacier alors, je fais une réponse courte. Ton raisonnement est cohérent mais si tu fais allusion à mon test d'accélération, tu ne sembles pas avoir compris le but de ce test. Il est assez facile de vérifier approximativement une vitesse avec une simple vidéo de smartphone. Voici la courbe du test d'accélération que j'ai obtenue par l'impression que j'ai posté plus haut. Comme tu peux le remarquer, on atteint une vitesse moyenne de 234 mm/s en 8 images soit en 0.267 secondes = non visible à l’œil nu. Quant au but recherché, il est de pousser l'imprimante pour connaître les défaillances et/ou le module le plus faible afin de connaître les limites physiques de mon imprimante. Si ça intéresse quelqu'un, je peux partager mes tests complets. Cordialement.
-
Bonjour @Ewe, Ton problème est générique et peut avoir plusieurs origines, en particulier la connexion du câble limande sur la carte d'extrudeur. Tu devrais créer un post particulier pour plus de clarté.
-
Juste une limitation : Imprime d'abord à vitesse modérée un bloqueur de nappe d'extrudeur ( la pièce orange dans ma vidéo). A part l'équerrage quasi-parfait des axes à vérifier ou régler, c'est la grosse faiblesse de cette imprimante. ++
-
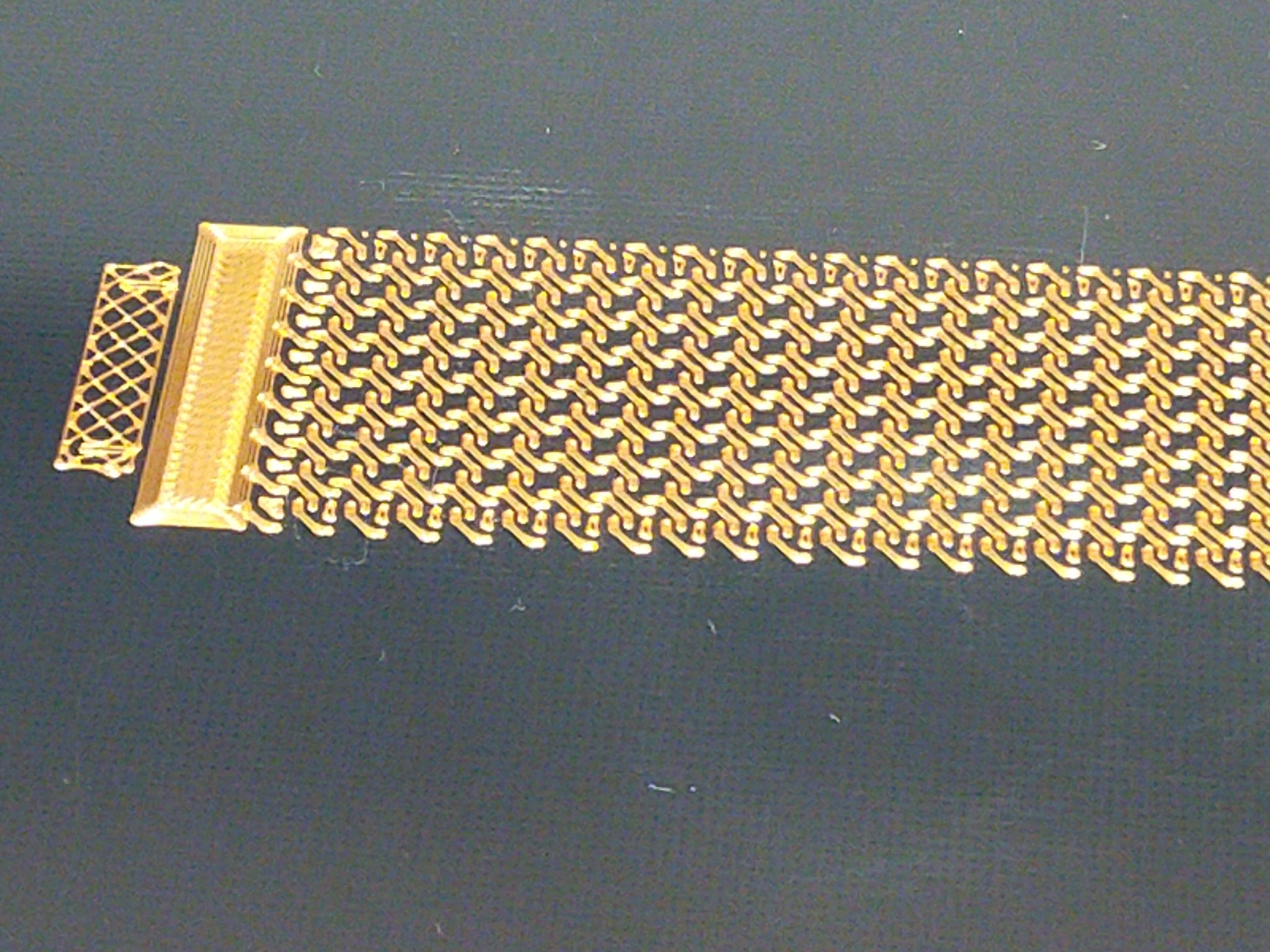
Bonsoir @Brisacier, Coïncidence, je suis justement en train d'essayer de tester les limites de ma X1. J'ai une X1 stock avec un minimum d'adaptations. D'origine, la X1 est donnée pour 150 mm/s en impression et 250 mm/s en déplacement. Mais hier, j'ai bidouillé un modèle de test d'accélération de Teaching Tech pour tenter une impression en 250 mm/s. Voila le résultat : L'accélération est validée à 1000 mm/s² mais la courbe relevée est plutôt équivalente à 250 mm / s². Bien sûr, le résultat est loin d'être parfait dans les angles et ça couine assez fort, mais l'ensemble reste très cohérent. Et puis surtout, je suis étonné par la stabilité de l'extrudeur, des roues d'axes et des courroies d'entrainement. Sinon, avec Cura 4.6.1, j'imprimai proprement le PLA et le PETG à 70 mm/s les parois, 100 mm/s le remplissage et 120 le déplacement. Depuis 4.8 et 4.9, certains paramètres ont changé dans la def Artillery et mes impressions semblent plus grasses dans les coins. Je dois donc retrouver des paramètres adéquats ou optimiser les réglages de la machine. ++
-
Review sur les Améliorations et ajouts de ma Genius.
Jojo3D en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
Merci pour ta réponse @MrMagounet, Je posais ma question de débutant en pensant pragmatique. Mon objectif actuellement, est d'imprimer le plus rapidement possible en conservant une qualité maximum avec mon imprimante en version de base. Ma question ne portait pas sur les améliorations possibles amenés par des drivers plus performants. Mais plutôt de savoir si l'équilibrage de tous les étages importants dans l'équation vitesse/qualité n'était pas indispensable en changeant les drivers, cad suivant caractéristiques des moteurs, des consignes de vitesse d'impression et des capacités de l'asservissement de contrôle ( CM + Marlin ). Bonne soirée, je dois y aller. -
Review sur les Améliorations et ajouts de ma Genius.
Jojo3D en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
Superbe partage encore une fois @MrMagounet ! Deux questions pour bien comprendre : Le changement des drivers ne permet-il pas aussi d'optimiser les mouvements de moteur via les valeurs de PID et d’hystérésis ? Si oui et par le manque d'infos précises sur nos moteurs, n'y aurait-il pas intérêt à vérifier voire corriger ces valeurs par défaut ? -
@Edso60, surtout si tu es débutant et comme te l'as exprimé @J-Philippe, toute technique doit être assimilée avant d'évoluer vers des solutions complexes. Peut-être serait-il bon de te rappeler certains préalables avant de régler la hauteur de plateau : 1°) Le positionnement des Fins de course mécaniques : Comme tu as pu imprimé des tests de calibrage même imparfaits, les fins de course sont sûrement bien réglés. 2°) la stabilité mécanique du guide chariot Y : ton plateau d'origine doit pouvoir naviguer sur toute sa longueur Y sans aucun jeu X ou Z. Pas de dur ou de mou ressenti sur toute la longueur Y. Le plateau doit être perpendiculaire au portique (ça sera mieux pour imprimer dans les limites de la zone d'impression) et tes 4 vis seront bien positionnées pour un réglage efficace. Les 6 écrous anti-retour des roues de chariot doivent être sérieusement serrées. Bien sûr, pas de gêne mécanique pour la câblerie du plateau. 3°) la hauteur du plateau (plateau à froid à moins que tu possèdes des doigts en réserve) : Serrage des molettes régulier et proportionnel : il faut engager chaque molette en séquence avec les autres, par exemple 1 tour chacune, pour garder un pseudo parallélisme qui exercera un minimum de contrainte sur le plateau en verre. Pression première sur les ressorts : serrer les molettes comme indiqué précédemment jusqu'à un peu plus que la moitié de course des ressorts ET surtout sûr d'être positionné en dessous du niveau de la buse en Home Z. Utiliser exclusivement une feuille A4 80 grammes de qualité (norme => 0.1mm épaisseur) : Plier fortement la feuille en 4 => 0.4mm d'épaisseur, régler grossièrement la hauteur du plateau par 1/2 tour maximum sur chaque molette (ne pas se mélanger les pinceaux sinon retour au premier point). Réglage fin : déplier la feuille de papier pour obtenir 0.2 d'épaisseur et agir sur 1/4 tour maximum sur chaque molette. Premier équilibrage : Vérifier chaque point de test d'épaisseur pour vérifier la planéité basique du plateau, ajuster si nécessaire. Réglage final : déplier la feuille de papier pour obtenir 0.1 d'épaisseur et agir sur 1/16 tour maximum sur chaque molette. Dernier équilibrage : Vérifier chaque point de test d'épaisseur pour vérifier la planéité basique du plateau, ajuster si nécessaire. Si tu as un défaut pendant la procédure de hauteur du plateau, tu as sûrement un problème de planéité de celui-ci. Sinon, ça devrait rouler. P.S. 1 : Sur le forum et sur le site du fabricant, on te conseille le réglage du plateau à chaud. Personnellement, je fais toujours le réglage à froid et je n'ai aucun problème d'adhérence pour imprimer une première couche de SYLK à 50 mm/s (vitesse maxi constructeur SYLK) et on peut faire bien mieux. Je crois que c'est à chacun de faire sa propre expérience et trouver sa méthode personnelle. P.S. 2 : Pour le fantasme de l'imprimante universelle qui sortirait du carton toute seule, se brancherait et imprimerait des tonnes de filament sans aide aucune, je crois que c'est raté : Si nos imprimantes sont bien montés de la même manière sur des gabarits précis, on ne peut pas être sûr du grain de sable qui n'aurait jamais du être là pile-poil à ce moment pour foutre la m... De plus, chacun d'entre nous travaille dans des conditions et dans un environnement différents qui ne permettent pas de décrire des méthodes universelles de réglages. Enfin, après chaque réglage, notre imprimante devient unique et aura un comportement inexorablement différent de toutes les autres. Nous pouvons seulement essayer de donner des pistes de détection de désordres pour vous aider à résoudre vous-mêmes les problèmes que vous rencontrez.
-
Bonjour, Je suis aussi un utilisateur FreeCAD et rencontré des problèmes ressemblant au tien. Mon slicer Cura faisait le découpage en signalant un problème de géométrie mais je n'en tenais pas compte. A chaque fois, c'était parce que je ne respectais pas la géométrie des objets sous FreeCAD, du type esquisse non fermée.
-
X1 - Marlin 2.0 (BabyStepping + BLTouch en options)
Jojo3D en réponse au topic de Motard Geek dans Artillery
Bonjour @Atiroocky et @MrMagounet, @Atiroocky, avec tant de manipulations, j'ai un peu de mal à suivre car le souci était d'abord de différencier l'origine de ton problème : hardware, firmware ou codage. Mais tu as peut-être répondu à l'option "problème de codage" : Dans mon analyse, je doutais de la syntaxe : G92 E0.0000 G1 E-1.0000 F2400 La commande G92 est fonctionnelle depuis Marlin 1.0.1, elle est utilisée par Cura 4.8 et ne devrait pas poser de problème. Mais souvent les petits calculateurs comprennent une fonction d'interprétation des nombres assez faible. C'est pourquoi, je pense que le problème réside dans l'écriture des nombres entiers avec fraction à 0 : E0.0000 et E-1.0000. Pourrais-tu recommencer l'opération avec le code initial en corrigeant UNIQUEMENT ces nombres entiers sans virgule, STP ? -
X1 - Marlin 2.0 (BabyStepping + BLTouch en options)
Jojo3D en réponse au topic de Motard Geek dans Artillery
Bonjour, Juste une interrogation sur le code, quel est l’intérêt de ces commandes : G92 E0.0000 G1 E-1.0000 F2400 1°) Si c'est pour créer un retrait de 1mm sur l'extrudeur, ne serait-il pas plus judicieux d'écrire : M83 ; Extrudeur en mode relatif (ou G91) G1 E-1 F2400 M82 ; Extrudeur en mode absolu (ou G90) 2°) Le G92 est une commande de repositionnement de la position des axes qui peut perturber le positionnement des axes : G92 X10 E90 ; Les positions actuelles de X et E passent à posX=10 et posE=90. @Atiroocky, pour le problème que tu rencontres, ne serait-il pas intéressant de faire un test ? -
Bonjour, En tentant d'être clair et compréhensible : 1°) La loi d'OHM : Un ventilateur marche avec un moteur et un moteur ne répond pas du tout comme une résistance. Donc le rapport R=U/I n'est pas fonctionnel dans ce cas précis. Par contre, si tu veux absolument passer en 12V, il faudra équilibrer la puissance consommée pour obtenir un rendement équivalent. En empirique, comme tu divises la tension de fonctionnement par 2, il te faudra au minimum multiplier l'intensité de ton nouveau ventilateur par 2 pour obtenir la même puissance et "peut-être" le bon rendement de flux. Evidemment, si la CM supporte ce doublage d'intensité... 2°) L'adaptation PWM : 2-a : Adaptation 24 > 12V : Pour exploiter correctement le signal PWM en 24V, il te faudra un diviseur de tension qui accepte les fréquences de signaux carrés délivrées par la CM. A ma connaissance, il n'existe pas de modèle spécifiquement adapté à la X1,Genius et au MARLIN x.x.x. Comme les limiteurs, régulateurs et autres abaisseurs ou multiplicateurs de tension sont généralement fabriqués pour réguler des tensions d'entrée à fréquence fixe, il sera certainement difficile de trouver l'oiseau rare. Il faudrait à mon sens s'orienter vers un montage spécifique. Mais quid alors d'autres modifications futures sur l'imprimante qui impacteraient le montage concerné ? 2-b : Adaptation PWM - Analogique : Ça existe mais il faudrait d'abord vérifier les écarts de fréquences du PWM d'origine (Cela demandera forcément un autre matériel qu'un multimètre). Ensuite, il faudra encore rechercher un adaptateur qui donne un résultat correct avec le nouveau ventilateur. De même, quid alors d'autres modifications futures sur l'imprimante qui impacteraient le montage concerné ? Voili, voilou, j'espère que cette longue tirade vous aidera à faire la part des choses.
-
Hello @MrMagounet, Pas encore convaincu par ton explication mais je n'ai pas le temps de vérifier en profondeur car Marlin fait une gestion complexe entre chauffage et extrusion. Mais je suis curieux d'avoir des retours d'utilisation de convertisseurs de tension sur les ventilateurs de l'extrudeur. Cordialement.
-
Arrrgh, conflit avec @MrMagounet ! Je viens de trouver ça : Je ne sais plus si c'est la bonne version de MKS mais c'est bon pour Marlin 1.1.9 (qui est ma version personnelle). De toute évidence la commande du ventilo de HeatSink est proportionnelle ! (fin de video). Mais effectivement, cela ne prouve pas que l'exploitation soit proportionnée aussi. Alors autant à titre interrogatif qu'à but constructif car je suis loin d'avoir tes compétences, voici ma réflexion : Comment expliquer que l'on obtienne de bons résultats d'extrusion à différentes vitesses (30 à 100 mm/s pour moi) sans changement de réglages, avec un système déséquilibré de chauffe et de refroidissement (chauffe rapide et refroidissement très lent) ? Donc, à mon avis, l'imprimante nécessite un système de refroidissement rapide du bloc pour maintenir la bonne température du filament fondu. Je pense à un échange calorifique favorisé par les ailettes du radiateur du HeatSink qui repousse vers le haut la chaleur dissipée. L'utilisation proportionnée de la vitesse du ventilateur serait donc un plus pour la stabilité de la température dans le corps de chauffe, non ? Cordialement.
-
@MrMagounet, Il y a bien un flou d'interprétation, c'est pour cela que je ne suis pas formel. Par contre,j'ai un doute sur le ventilo de heatsink. J'ai du mal à croire que ça soit un fonctionnement en tout ou rien car c'est quand même lui qui régule à la baisse la température du filament fondu. N'y aurait-il pas une latence énorme des plages de température ? Cordialement.
-
Bonjour à tous, @feron458, si j'ai bien compris par le contenu de tes messages, tu as l'intention de réguler la vitesse des ventilateurs de l'extrudeur avec des abaisseurs de tension. Probablement pour limiter le bruit de la machine... Dans ce cas, tu risques de rencontrer plusieurs problèmes : Ces 2 ventilateurs sont asservis en puissance soit en analogique soit en variation d'amplitude moyenne. 1°) Comme tes abaisseurs ne peuvent être efficaces que sur une tension d'entrée constante, il a fort risque de déstabilisation des composants et/ou de griller tes circuits à très court terme. 2°) En limitant l'efficacité de la ventilation en sortie, l'asservissement risque de demander encore plus de puissance car il n'arrivera pas à atteindre la consigne demandée. Encore une fois, risque de grillage des circuits, erreur majeure interne ou simplement l'impossibilité d'obtenir une impression propre. Par contre, si tu as trouvé une solution à ces problématiques, je serai très intéressé à savoir comment. Merci alors de partager tes idées. Cordialement.
-
Oui @MrMagounet, j'ai lu ça. Mais il me semble que les premières photos indiqueraient un problème de nappe ou d'extrusion. Alors que les dernières photos font plutôt penser à une mauvaise hauteur de plateau que la phrase suivante confirmerait " Apres 3 impressions, j'ai une erreur récurrente. Genius imprime un peu dans le vide les 5 premières secondes, puis apres, ca fait quelque chose de pas propre, comme une petit bull ou une impressions bien plus épaisse." Comme je ne peux comparer les résultats obtenus avec un modèle connu, je demande l'impression d'un standard pour avancer. ++
-
Bonjour à tous, Je m'immisce dans la conversation pour tenter de revenir aux fondamentaux : @Loan, Ta question première était : "J'ai du mal à identifier mes erreurs". Est-ce toujours le cas ? Si oui, je n'arrive pas à comprendre sur les photos, la forme finale que devraient avoir tes pièces (plate, grille, décoration ? ). Ne serait-il pas judicieux que tu documentes tes problèmes àpartir de pièces standardisées telles que le cube XYZ de 20mm ? Bien sûr, les améliorations qui t'ont déjà été proposées sont très judicieuses. Je ne t'indique pas d'autre piste pour le moment, car ça risquerait de brouiller la procédure. ++