


Rlv
-
Compteur de contenus
434 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
3
Visiteurs récents du profil
1 484 visualisations du profil





Récompenses de Rlv
")





-
Les sécheurs de Filaments
Rlv en réponse au topic de pjtlivjy dans Consommables (filaments, résines...)
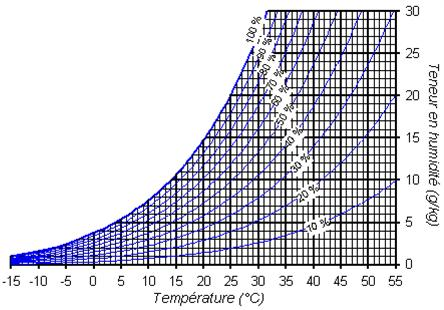
Hello, Merci pour toute les infos, c'est très instructif. Juste pour compléter un peu le sujet. Quand on dis que l'eau bout à 100%, c'est à 1b. Donc forcement en fonction de la pression atmosphérique il y a quelques variations, mais l'effet est bien bien marqué lorsque l'on sèche ses bobine sous vide. Un petit diagramme pour rappeler ça rapidement. Sauf que la on parle d'ébullition et non d'évaporation ! Dans le cas de notre bobine, on ne veut pas faire bouillir de l'eau, on veut abaisser la quantité d'eau dans la bobine. Et il faut imaginer ça plus comme un équilibre. La couche externe du filament est au contact de l'air. Hors cet air contient de l'humidité. Pareil pour le filament (qui pourrait être vu comme une éponge). Sur la surface de contact, il y a donc un échange d'humidité en fonction de l'hygrométrie relative des deux éléments. Alors pourquoi chauffer l'air ? Simplement parce que l'air chaud peut contenir plus d'humidité que l'air froid. Quantité d'eau en fonction de la température et du % d'humidité (en g/kg d'air). On prend une bobine qui a trainé dehors. Elle a atteint un point d'équilibre qui est + ou - le même que le % d'humidité de la pièce. On prends également l'air de la pièce, que l'on va chauffer. Cet air va pouvoir contenir plus d'eau : on est en déséquilibre à la surface d'échange et le filament va tendre vers le % d'hygrométrie de l'air chaud. Un exemple : si on a une pièce a 20°C et 50% d'humidité, on a 10 g/kg. Si on augmente la température de l'air, on a toujours 10g/kg (conservation de la masse et on néglige la dilatation de l'air pour simplifier). A 50°C on va être aux alentours de 15% d'hygrométrie relative. On a donc un filament qui était à l'équilibre qui maintenant se retrouve balayé par de l'eau avec une hygrométrie relative plus faible. On va donc avoir un échange d'humidité entre le filament et l'air qui a une hygrométrie relative plus faible que l'environnement initial du filament. => Ceci est de la vulgarisation/simplification à l'extrême. Il y a également des sombres histoires de pression partielle de gaz, etc .... Tout ça pour dire : même en dessous de 100°C on sèche le filament. Et le top c'est effectivement de chauffer sous vide, mais c'est un poil plus compliqué. @electroremy : j'étais en train d'écrire et je viens de voir ta réponse. Je pense que tu donnes l'autre morceau du puzzle !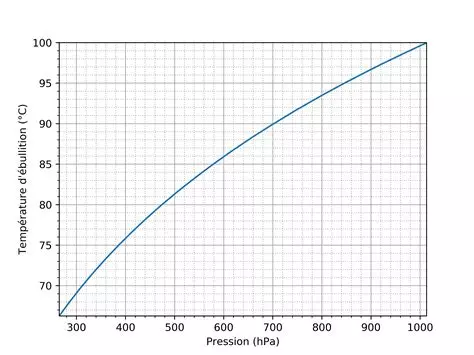
-
Pour Fusion 360, effectivement il y a des licences éducation, même si tu as finis tes études depuis un moment (ce qui est plutôt cool).
-
Hello, Le CRTouch est un confort non négligeable : ne tarde pas trop à l'installer ! Sachant que l'installation de cet auto nivellement ne dispense pas d'avoir un plateau bien réglé !
-
Hellow, Imprimer du PETG est relativement simple : les températures de hotend et de bed ne sont pas super élevées et doivent passer sur une ender 'stock'. --> Il faut juste limiter ou ne pas mettre de ventilation sur les premières couches (et limiter la ventilation sur les couches suivantes) --> avoir un bed propre et atteignant les 75/80°C (ce qui est le cas sur ender 5). --> Température d'impression entre 200 et 230°C. Donc ça passe aussi. Le soucis majeur du PETG est l'apparition de cheveux d'anges ou stringing pour les amateurs de nov'langue. Une petite tour de température permet de trouver la température idéale, souvent éloignée des températures indiquées sur la bobine. Et bien sur la rétractation quivabien. L'opacité du filament (si c'est du transparent) est un bon indicateur aussi. Trop chaud -> des petites bulles et un filament plus opaque. Trop froid -> opaque et des couches qui se décollent. Quand c'est crystal clear, c'est que t'est bon. Bien sur plus les couches sont épaisses et plus le diamètre de la buse est important, plus tu vas avoir l'effet "verre".
-
Hello, Quand tu parles de la température fausse, la température de consigne réglée est étrange mais la température mesurée est correcte ? Tu as une température de préchauffage réglée dans ton imprimante puis une température de chauffe réglée dans le fichier gcode (le fichier de ta pièce). Si la température de chauffe est étrange c'est un paramétrage dans ton slicer. Tu peux partager ton fichier ? Le retour home au début semble normal car l'imprimante va chercher les fins de courses pour régler le point zéro de chaque axe.
-
Hello, Que les moteurs chauffent c'est normal. L'important est de ne pas dépasser une valeur critique : le risque est de détériorer l'isolant des fils (le cuivre fond vers 1000°C donc tu as un peu de marge). Tu risque d'atteindre la température de Curie, à partir de la quelle les aimants perdent leur aimantation, mais tu es encore bien bien loin ! A titre de comparaison, je suis aux alentours de 0.7/0.8A pour le X,Y et la température du moteur le plus chaud est aux alentours de 40/50°C. 50°C externe reste une valeur acceptable sans problème. Tu peux mettre des radiateurs + ventilateurs pour faire baisser un peu la température, mais je doute de l'intérêt dans ton cas. En baissant encore le courant max tu risques de manquer de couple, surtout pour les accélérations. Pour résumer : il n'y a pas de danger. Si ça fonctionne, ne cherche pas à réparer Au final ton seul problème est un moteur qui siffle ?
-
Pour moi le café, c'est en grain . Après ça me choque pas franchement le coup des capsule alu, c'est toujours mieux que du plastique. Il faudrait faire des capsules en or pour être sur que tout soit recyclé !
-
Ender 3 S1 - menu "prepare" sous menu "disable stepper"
Rlv en réponse au topic de dom59 dans Entraide : Questions/Réponses sur l'impression 3D
Je crois que le problème est identifié ! Comme le dis @RFN_31 imprimante hors tension tu dois pouvoir bouger les axes sans forcer. Au pire si tu vas un peu vite tu sens l'effet "dynamo" et l'imprimante qui s'allume. Pour avoir une idée de la fluidité requise, il ne doit pas avoir de jeux mais les axes X et Y doivent bouger (tomber) si tu penches ton imprimante. -
Hello, Le retour d'expérience avec une ender 5 première version que je possède depuis quelques années est que c'est une bonne machine avec un bon rapport qualité/prix. Tout est modifiable simplement et il y a pas mal de pièces "custom" trouvables simplement. Le volume d'impression est suffisant pour mal mal d'usage. Le fait que le bed ne bouge qu'en Z permet d'avoir des pièces vraiment très propres. Le plateau n'a pas cette tendance à se dérégler toutes les 5 minutes et le fait d'avoir un BLTouch déjà monté va te simplifier la vie. Il y a quelques problèmes courant, comme le bras en plastique de l'extrudeur qui avait tendance à casser sur les premières versions (en bowden) mais je pense que les soucis de jeunesse ont été résolus depuis un bon moment. D'ailleurs la version que tu cites a bien évolué depuis les premières version de la ender 5 (je la découvre) et est en direct drive. Creality a une plutôt bonne réputation pour les imprimantes "amateur" et réserve rarement de mauvaises surprises.
-
Ender 3 S1 - menu "prepare" sous menu "disable stepper"
Rlv en réponse au topic de dom59 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, L'imprimante 3D est une machine qui lit des instructions et les execute. Ces instructions sont sous un format particulier : le G-Code. Par exemple pour bouger les axes et aller à un certain point, on lui dis : G1 X100 Y100 Z0. Et la tête va bouger vers le point X:100,Y:100,Z:0. L'imprimante a plusieurs façon de récupérer ces commandes. Principalement elle peut les lire depuis une carte SD ou les récupérer directement depuis un ordinateur (souvent en USB). Quand la Ender 3 est connectée au PC, elle est vue comme un "port série" du point de vue du PC (si tout est bien configuré). On peut donc lui envoyer des commandes via un simple "hyper terminal", mais ce n'est pas le plus simple. L'autre solution est d'utiliser le logiciel CURA -> Onglet surveiller (tout en haut, à côté de préparer et aperçu). Il y a (toujours si l'imprimante est bien reconnue), une ligne ou on peut taper les commandes. Il suffit donc d'écrire M18 et d'appuyer sur entrée. Désolé, j'aurais bien mis des capture d'écran mais je passe par un autre système (octoprint). Après ce qui est étrange c'est que passer par le menu de l'imprimante devrait fonctionner également. Quand l'imprimante est hors tension : les mouvement sont-ils libres ? (il ne faut pas bouger trop vite pour éviter de faire dynamo avec les moteurs). -
problème ender 3 v2
Rlv en réponse au topic de wad dans Entraide : Questions/Réponses sur l'impression 3D
Salut ! Vérifie le réglage du plateau. Tu peux dégraisser la plaque avec de l'IPA (alcool iso propylique) ou avec de l'eau+savon. Tu as la bonne température pour le plateau ? -
- autre - regler son plateau facilement avec quasimment rien
Rlv en réponse au topic de krisna dans Électronique
Quand on a une idée et qu'on la partage il faut savoir écouter les gens qui ont testé et qui cherchent des solutions depuis 10/15 ans ? Juste comme ça, tout ce que tu utilise a été créé et testé par des "pigeons" (a.k.a la "communauté") qui ont acquis au fur et à mesure une certaine expérience. Si ces personnes utilisent des capteurs "pourris" c'est que ça doit avoir des avantages ? Si tu crois à ton idée : lance toi, test et fait un retour ! Pas grand monde ne croyait au système "bowden" par exemple : au final ça fonctionne plutôt bien. Si tu le dis ... -
Salut, Tu peux piloter des moteurs 2,5A avec des drivers 2A, mais tu n'auras pas le couple max atteignable par les moteurs. En théorie tu pars de la partie mécanique, tu calcules le couple nécéssaire (en fonction de l'accélération souhaitée et de la masse à déplacer). Puis tu choisis le moteur en fonction et tu prends des drivers adaptés. Si tes moteurs sont sur dimensionnés, ça ne change pas grand chose a part du poids et un coût supplémentaire. Bref, c'est pas choquant dans la mesure ou de toutes façons tu vas sûrement régler les drivers en dessous de 2A (je crois que la tête est assez légère sur la UM2)
-
Ender 3 S1 - menu "prepare" sous menu "disable stepper"
Rlv en réponse au topic de dom59 dans Entraide : Questions/Réponses sur l'impression 3D
Salut, Effectivement ce menu c'est pour pouvoir tes moteurs à la main, et il n'y a pas (de mémoire) de confirmation. Après ce qui est étrange c'est que ça ne change rien sur ta machine. Si tu envoies la commande M18 ou M84, cela désactive tes moteurs ? -
- autre - regler son plateau facilement avec quasimment rien
Rlv en réponse au topic de krisna dans Électronique
Yop, Tu as deux cas : -- Une imprimante petit format, ou tu vas régler les 4 coins en considérant que ton plateau est plan. Une feuille de papier fait le taff. C'est précis et rapide. Temps < 2 minutes quand tu as l'habitude (3 passes en diagonales pour moi). D'ailleurs même avec un bltouch, je règle mon plateau comme ça. -- Une imprimante un peu plus grande et tu as juste pas envie de te te taper 25x25 points avec ta feuille de papier, un truc qui fait de la lumière, bip bip ou autre. Tu veux appuyer sur un bouton, aller prendre un café pendant que ta machine fait sa carto et donc tu as un système automatisé qui règle le tilt puis fait une carto complète. J'ai un peu du mal à comprendre la plus-value de ton système dans l'un ou l'autre cas.


