
PPAC
-
Compteur de contenus
10 880 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
186
Tout ce qui a été posté par PPAC
-
Ha zut ! si c'est bien le bon écran et qu'il n'a pas été abîmé lors du transport, alors c'est très mauvais signe et cela pourrait signifier un problème de carte mère ... Tenter de déclipser, débrancher, puis rebrancher, reclipser le câble-ruban du nouvel écran ? ( Et en profiter pour bien regarder le connecteur et les contactes du bout de câble-ruban qui s'y connecte (prendre une photo macro de chaque) ainsi que l'ensemble de la carte mère pour vérifier qu'il n'y a rien de louche).
-
Oh ! Le chanceux ! Une imprimante 3D FDM ? ( D'après les dim et poids du carton, cela serait étonnant, mais sait-on jamais )
-

Nouvelle FlashForge en approche : la Creator 5 Pro (C5)
PPAC en réponse au topic de MrMagounet dans FlashForge
Les URL semblent avoir légèrement changé sur leur wiki ... ("/creator-series/" à modifier en "/creator-ser/" pour que cela ne donne pas une erreur 404 ) Ce qui donne (à condition qu'ils ne remodifient pas encore un truc ) Unboxing Your Creator 5 Pro (old) https://wiki.flashforge.com/en/creator-series/creator-5m-series/manual/unboxing-your-creator-5m-pro (new) https://wiki.flashforge.com/en/creator-ser/creator-5m-series/manual/unboxing-your-creator-5m-pro Introduction to Creator 5/Creator 5 Pro (old) https://wiki.flashforge.com/en/creator-series/creator-5m-veries/manual/intro-creator-5m (new) https://wiki.flashforge.com/en/creator-ser/creator-5m-veries/manual/intro-creator-5m FAQ FOR Creator 5 (old) https://wiki.flashforge.com/en/creator-series/creator-5m-series/faq_c5m (new) https://wiki.flashforge.com/en/creator-ser/creator-5m-series/faq_c5m -
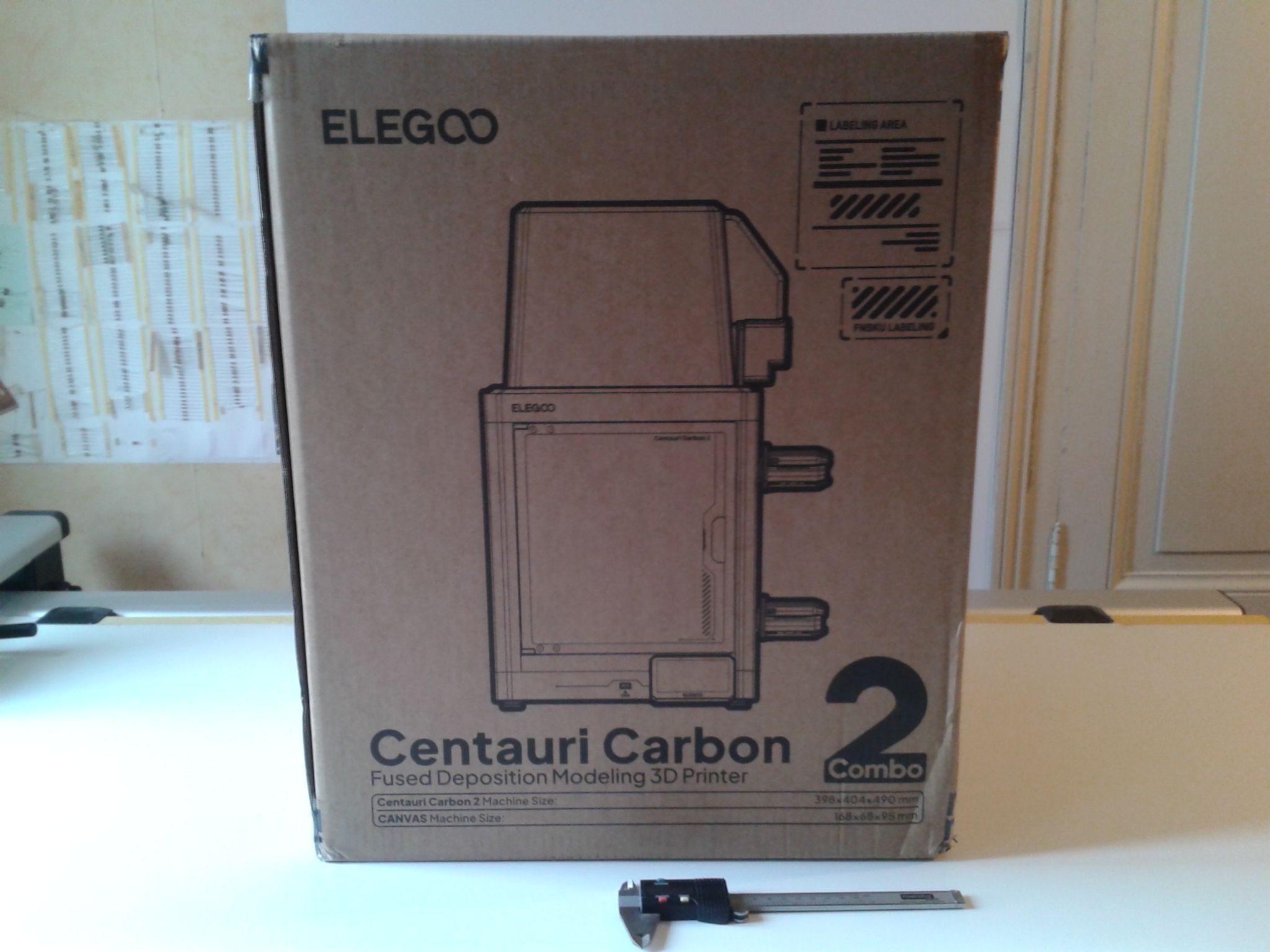
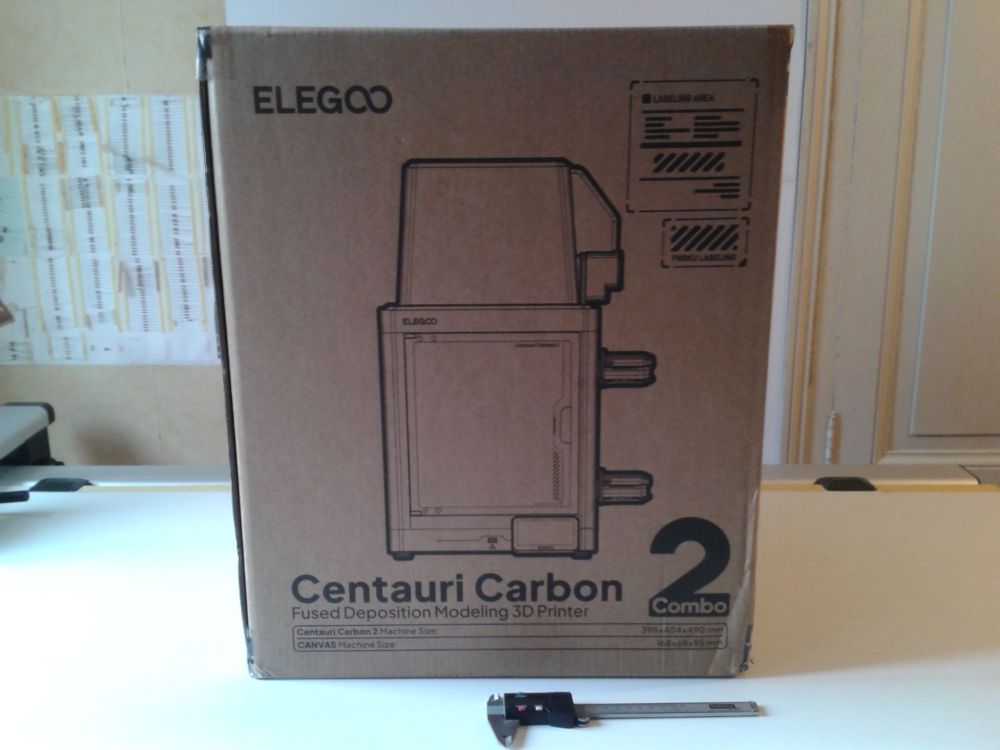
Et c'est un "bingo !" Bien joué C'est bien une "Elegoo Centauri Carbon 2 Combo" reçue en test.


-
Très fort ! Tu as déjà tout le début du nom de cette machine. Donc cela devrait être facile de trouver ce qui manque. "Elegoo Centauri Carbon * *****"
-
Salutations. Réceptionné à l'instant. Un beau carton d'environ 46,5 x 46,5 x 57,5 cm. Avec, d'après l'étiquette de livraison, un poids de 23,60 kg. Et histoire que cela soit pas trop difficile, j'ai laissé des indices. Alors qui a une idée de ce que c'est ?

-
probleme flsun v400
PPAC en réponse au topic de ad.impression3d dans Discussions sur les imprimantes 3D
Salutations Je parle sans savoir car je n'ai pas de flsun v400 Mais si tu cliques sur le point d'exclamation rouge en bas à gauche sur l'écran y a-t-il un message d'erreur qui pourrait donner une piste ? -
Pour rappel, (et cela même si le prix correspond,) Ne pas fumer de barrettes de RAM ! car "La drogue c'est mal, m'voyez." (M. Mackey, South Park)
-
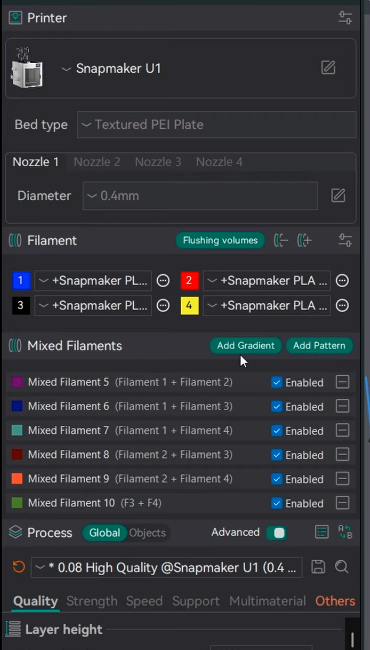
Salutations Pour ceux qui ont des imprimantes multi-têtes ( ou éventuellement mono-buse avec un système de changement de filament automatisé (AMS like) mais alors la quantité de purges doit exploser ...) Un fork d'OrcaSlicer https://github.com/ratdoux/OrcaSlicer-FullSpectrum/releases qui permet de virtuellement créer des pseudo-couleurs "Mixed Filaments" / mixe de filaments ( via empilage de couches de différents filaments Image extraite de la vidéo mentionnée plus bas ). pour par exemple avec une bobine de filament rouge et de filament blanc faire différentes pseudo-nuances de rose. Et une vidéo qui présente cela en détail Comme je n'ai pas de machine multi-têtes, je n'ai pas encore testé. N'hésitez pas à partager ici vos remarques et essais si vous testez cet "OrcaSlicer-FullSpectrum".
-
Salutations Malheureusement je n'ai pas de pistes à proposer ( sauf éventuellement de vérifier les fils, branchements et état du palpeur, du BLTouch ) Sinon, je me suis permis de fusionner les deux sujets et de le déplacer dans la section Creality. @jojo14 merci a l'avenir de ne pas créer plusieurs sujets pour le même souci. Bon dépannage et bonne continuations.
-
C'est probablement la bonne saison pour faire ses semis de bobines ?
-
Ho ! Deux beaux cartons ! Anycubic ? Deux imprimantes ?
-
Demande de renseignements (Lychee Slicer ou Chitubox)
PPAC en réponse au topic de dav03lefe dans Les imprimantes 3D SLA
Salutations Pour moi, pas simple de répondre ( Je n'ai pas encore testé les derniers versions de Lychee Slicer ou Chitubox ) Je dirais que c'est a chacun de tester de choisir celui qui lui va le mieux. Sinon, je me suis permis de déplacer ton sujet dans la section SLA du forum. Bonne continuation. -
Personnellement, je tenterais le coup.
-
Salutations Je parle sans savoir car je n'ai pas cette machine. Mais il me semble que c'est un truc relativement commun Source image https://forum.sovol3d.com/t/fail-to-power-on/2428 Donc, je dirais de demander a google et de voir ce qui semble correspondre exemple de recherche google "Terminal Power Socket with Fuse Holder Case ON/OFF Switch" ( https://www.google.com/search?q=Terminal+Power+Socket+with+Fuse+Holder+Case+ON%2FOFF+Switch ) Reste a regarder la valeur du fusible dans celui que tu a actuellement.

-
Houla Oui... Les statistiques actuelles de ce sujet confirment la remarque de @divers ( Et il semble que je sois le plus actif ... ) Il faut croire que pour être modérateur ou un membre actif du forum, faut aussi être un minimum "carton-philes" ou éventuellement être un chat. ( Car c'est connu que les chats aiment les cartons. )
-
Oh ! Un beau carton ! Une imprimante FDM ? ( Edit > D'après le poids, en fait j'en doute mais sait-on jamais ) BambuLab ?
-
Salutations Edit > A tu bien réinitialisé l'eeprom ? ( "Load factory settings" ( cf M502: Factory Reset ) + "Save settings" (cf M500: Save Settings ) pour écraser des valeurs sauvegardées dans l'eeprom par l'ancien firmware ) A tu fait un PID autotune (cf M303: PID autotune )pour la température cible d'impression ? ( voir par exemple le sujet suivant pour des pistes sur comment faire un PID autotune ) Les températures affichées sont-elles cohérentes ? ( pas de brusque fluctuation de la température affichée lors des déplacements ( X, Y et Z ) de la tête d'impression ( pour exclure un défaut de câble ou de connexion entre la carte mère et la tête d'impression ) ? )
-
Creality Filament Maker M1 & Shredder R1
PPAC en réponse au topic de JoOj dans Discussions sur les imprimantes 3D
Pour faire le lien ( Comme il y a plusieurs commentaires qui parlent du "Creality Filament Maker M1" et "Creality Shredder R1" ) -
Oh ! le beau gros carton FDM ? Prusa ? Y aurait-il un '+' dans le nom de la machine ? Edit > version "Assemblée" ?
-
Salutations Sur nos imprimantes grand public En principe, si tu court-circuites les fils de la thermistance (ou les pin du port où se connect la thermistance sur la carte mère), alors là la température affichée devrait être au plafond (au-dessus de 260°C ), si tu remplaces la thermistance par une résistance de 100 Kilo Ohm cela devrait afficher ~21°C et si tu déconnectes la thermistance, cela devrait afficher une température négative ou proche de 0°C. Si tu as un multimètre, La résistance mesurée (du circuit fils + thermistance) est normalement de l'ordre de 100 kilo-ohms quand la thermistance est a ~ 21°C. (Si resitance mesuré de 0 Ohm les fils sont probablement en court-circuit entre eux et alors la température affichée au plafond ( dans les 260°C ou plus) Si fils sectionnés ou thermistance déconnectée (résistance mesurée infinie), alors température affichée proche de 0°C, voire négative) Si on remplace la thermistance par une résistance de 100 kilo-ohms, cela affiche normalement une température proche de 21°C Donc dans un premier temps vérifier que quand tu déconnectes la thermistance de la carte mère cela affiche bien une température proche de 0°C ( si ce n'est pas le cas il y a un problème avec la carte mère, ou tu t'es trompé d'emplacement sur la carte mère ... )
-
Remplissage engrenage
PPAC en réponse au topic de LinkinSmat dans Entraide : Questions/Réponses sur l'impression 3D
Salutations Car ton modèle s'y prête et que je sais utiliser un peu OpenSCAD pour modéliser; Là, je passerais par un script OpenSCAD Pour faire une union de ton objet, avec un cylindre dont j'ai préalablement soustrait un cylindre plus petit. Le script OpenSCAD utilisé Engrenage renforce_v0_by_PPAC.scad Le fichier .stl résultat Engrenage renforce_v0_by_PPAC.stl Le modèle 3D obtenu pourrait faire hisser les cheveux à une personne qui fait attention à la topologie 3D pour un rendu 3D de qualité, mais il devrait passer sans problème pour être tranché et imprimé. -
Organisateur de bureau personnalisable
PPAC en réponse au topic de lariflette77 dans Discussions sur les logiciels 3D
@lariflette77 Je me suis permis de fusionner les deux sujets. Je me dis que tu devrais publier tes modèles sur des plateformes de modèles 3D comme https://www.thingiverse.com/ https://www.printables.com/ (Prusa) https://www.crealitycloud.com/ (Creality) https://www.nexprint.com/ (Elegoo) https://makerworld.com/ (BambuLab) https://www.makeronline.com/ (Anycubic) https://www.makeroad.com/fra/ (Sunlu) ... Cela facilitera le partage de tes modèles, tu n'auras plus qu'un lien à mettre sur le forum et donc plus de problème de limite de taille de fichier dans un sujet/commentaire. De plus, sur certaines plateformes, tu pourras gagner des points échangeables contre des bons de réduction et/ou des bons d'achat et/ou de l'argent. ( https://www.makeroad.com/fra/ , https://www.nexprint.com/ sont récents et afin de grossir leurs bases de modèles 3D ils sont relativement généreux ) -
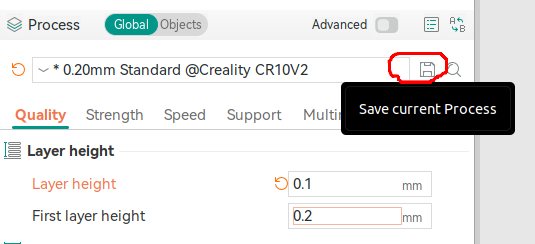
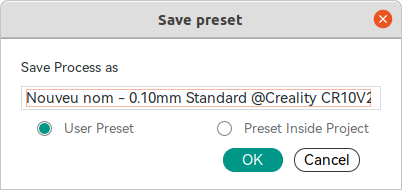
Cette capture dit que tu as déjà fait l'import. (Car une config du même nom existe déjà) Là, maintenant, il faut sous OrcaSlicer, partir de ce profil traitement, le modifier, puis enregistrer ce profil modifié avec un nouveau nom. ( comme expliqué dans mon précédent commentaire... ) Sinon prend le temps de regarder sous YouTube "comment enregistrer des config de traitement personnalisé sous OrcaSlicer" ( exemple de recherche Google : https://www.google.com/search?q=comment+enregistrer+des+config+de+traitement+personnalisé+sous+OrcaSlicer )
-
problème température imprimante
PPAC en réponse au topic de Lacelle2 dans Discussions sur les imprimantes 3D
Bien joué ! Pour le suivant, n'hésite pas à détailler ce qui a posé problème et/ou les erreurs, dans ce que j'avais proposé, pour que je corrige. Bonne continuation et bonnes impressions.