guibo
-
Compteur de contenus
112 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par guibo
-
A 70MM/S en MegaS? Perso je suis resté à 60 mais je n'ai pas testé plus.
-

-
Il ya plein de modeles disponibles suivant la disposition que tu veux à imprimer. Perso j'utilise un SUNLU et je n'ai jamais utilisé le support fourni.
-

Impression ABS probleme sur les détails ou partie fine
guibo en réponse au topic de guibo dans Entraide : Questions/Réponses sur l'impression 3D
Dans CURA en heat/preheat et dans les parametres d'impression, et apres lorsque je lance le print sur l'imprimante, il ne monte pas au dela de 240, et ne met pas la temperature au dela de 240. j'ai une chaussette, je vais tester le S245, je pensais le faire apres mon impression actuelle. merci Bon c'est confirmé, dans octoprint avec S245 il me met une target à 240°C.... aucune idée pourquoi.... Recv: echo:busy: processing Recv: T:241.04 /240.00 B:34.17 /0.00 @:43 B@:0 W:5 -
Impression ABS probleme sur les détails ou partie fine
guibo en réponse au topic de guibo dans Entraide : Questions/Réponses sur l'impression 3D
salut, merci pour ton retour ! Je vais justement imprimer une piece ABS blanche ce matin, je vais ajuster mes parametres en tenant compte de tes remarques et voir le résultat. Impression en cours, 240°C, 35mm/s cela semble pas mal. J'avoue que le PETG est bcp plus simple à imprimer, presque mieux que le PLA bon je peux mettre 245, mais au final cela ne chauffe pas plus que 240 via cura... et pourtant mon firmware marlin j'ai vérifié j'ai mis 255 en limite, j'avoue ne pas comprendre pourquoi je peux pas plus de 240°C.... Configuration.h:#define HEATER_0_MAXTEMP 255 Il n'y a aucune limite autre pour le heater dans le marlin... ou alors la sonde (V5) ne monte pas au dela de 240? je trouve cela surprenant. -
à quelle température tu l'imprimes? J'imprime du PETG depuis 1 semaine, et il se décolle parfaitement dans mon cas, par contre c'est un PETG plutot basse température, https://www.amazon.fr/gp/product/B07S4642RW/ref=ppx_yo_dt_b_search_asin_title?ie=UTF8&psc=1 , il est ultra fluide, à 230 il bulle.. je l'imprime à 205 max, plateau à 64°.
-
La procédure du congélateur n'est pas l'officiel... il faut attendre que cela refroidisse lentement. Perso ca fait 3 mois que j'utilise la mienne, et aucun souci avec. J'en ai une en rab toute neuve avec le plateau chauffant, et j'ai aussi 2 plateaux creality si je veux changer sans attendre, mais au final je le fais jamais...
-
Refroidissement caisson
guibo en réponse au topic de Catskan06 dans Discussions sur les imprimantes 3D
70 avec tous ces PLA dans la boite? c'est sans doute pas terrible.... Perso moi j'ai une extracteur d'air dans mon caisson avec 2 ventillos (gaine de VMC qui va dehors) , c'est la version boite ikea lack, le flux d'air passe par les espaces entre le plexi et la boite, et cela me permet une témpérature constante lors de l'impression de 35/36°C. A mon avis il faut percer qq trous et ventiller pour extraire l'air... -
Probleme de calibrage de mon extrudeur
guibo en réponse au topic de stereochoc dans Entraide : Questions/Réponses sur l'impression 3D
ok merci, et j'ai trouvé l'info: -
Probleme de calibrage de mon extrudeur
guibo en réponse au topic de stereochoc dans Entraide : Questions/Réponses sur l'impression 3D
pourquoi 0.44? j'ai lu sur d'autre site qu'on devait avoir 0.40... donc résultat je ne sais plus comment calibrer le flow. https://teachingtechyt.github.io/calibration.html#flow -
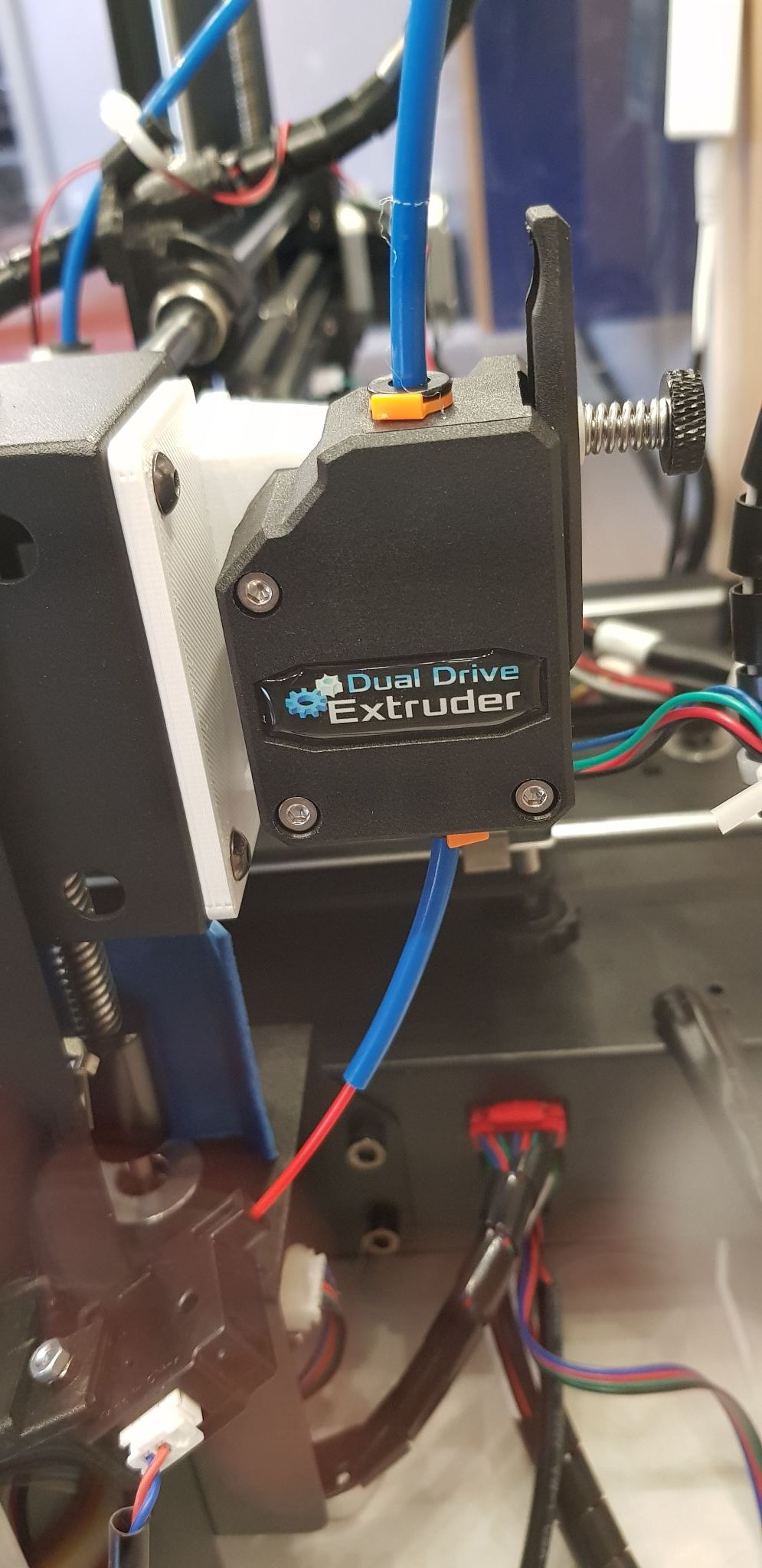
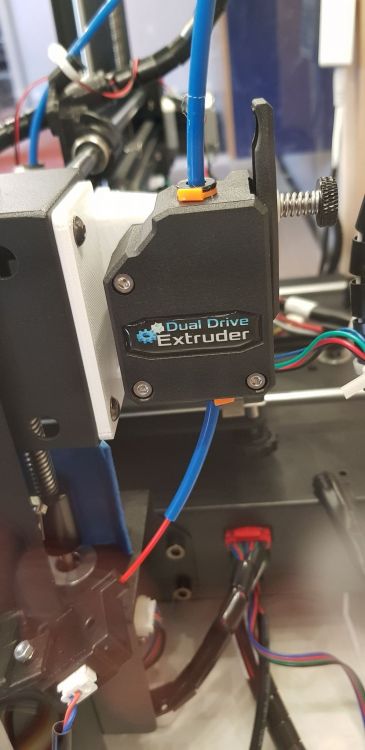
J'ai changé l'extrudeur pour un BMG clone 2.0 + moteur Nema + PTFE Capricorn, et je ne regrette pas ! Visiblement la gestion du flux de filament est beaucoup mieux géré, et j'arrive à faire des pieces plus précises (en PETG), meme en 0.22 le rendu est très bon, cela vaut le coup d'investir et c'est super simple à changer !
-
"Si vous utiliser le mode Linear Advence, il est préférable de configurer le pilote de l’extrudeur en mode SpreadCycle. L’optimisation StealthChop génère alors trop de problème de régularité." je n'ai pas trop compris à quoi cela va servir? en mode stealth je n'ai aucun souci avec mon TMC2208. Quel type de souci cela va générer? j'ai régles le voltage et je tourne à 48°C désormais, soit 10°C de plus que mes autres moteur, rien de délirant il me semble (j'étais à 65° avec le mauvais voltage). Depuis que j'ai ma mega S, j'ai changé 1 mois apres en 2208, et je n'ai pas eu de souci dans ce mode.
-
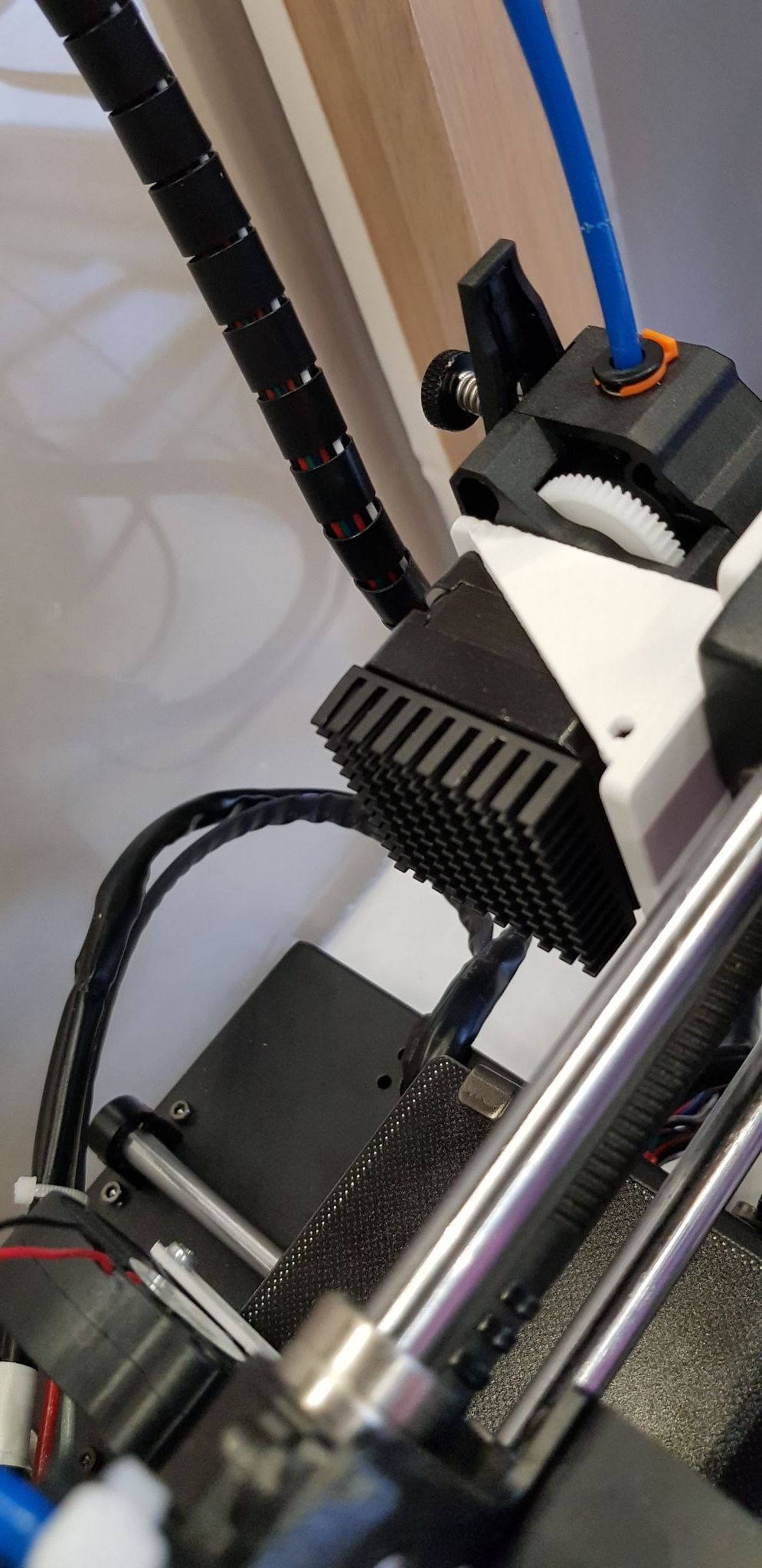
Mise en place extrudeur clone BMG 2.0, moteur Nema 23mm avec ajustement du voltage pour le TMC2208 (0.70V) car il ne supporte que 1A et pas 1.5A comme le moteur d'origine. Mise en place PTFE capricorn. Je suis resté en Bowden pour le moment, mais j'ai imprimé toutes les pieces en ABS pour tester en direct drive. J'attends mes pieces pour changer la gestion de l'axe Z et tout remplacer comme dans le projet: https://www.thingiverse.com/thing:4352064
-
merci pour le lien !
-
Bon j'ai pris de tmc fystec 1.2 2208. Nickel. Sinon j ai changé le moteur de l extrudeur avec un bmg clone 2.0, triangle lab nema17 23mm, et je trouvais qu il chauffait. En fait il fait 1A, je l ai fait tourner à 1.06v..... donc je le règle demain à 0,7v.
-
hmmm... filament pas assez chaud? pas assez écrasé ? il n'est pas humide? Sinon il faut augmenter la taille du mur exterieur?
-
clairement le WAF est pas là sinon oui elle semble pas mal en brut comme cela !
-
Si c'est l'axe ce n'est pas bon du tout, car cela veut dire que le moteur est légérement incliné, ou l'axe est tordu, mais tu ne peux pas redresser l'axe du moteur. Tu devrais mailer le SAV.
-
Bonne nouvelle ! à voir si c'est une amélioration par rapport à la S.
-
Accélérer la chauffe du plateau
guibo en réponse au topic de Parade dans Discussions sur les imprimantes 3D
11 minutes ? c'est ultra lent.... je suis assez surpris. Je vais mesurer la prochaine fois quand je pars de 24° à 96, mais je ne suis clairement pas à 11 minutes. -
Impressionant la qualité de la grenouille... Je pense que ma prochaine sera une Prusa, je viens d'etre convainquu ! vivement noel
-
Impression ABS probleme sur les détails ou partie fine
guibo en réponse au topic de guibo dans Entraide : Questions/Réponses sur l'impression 3D
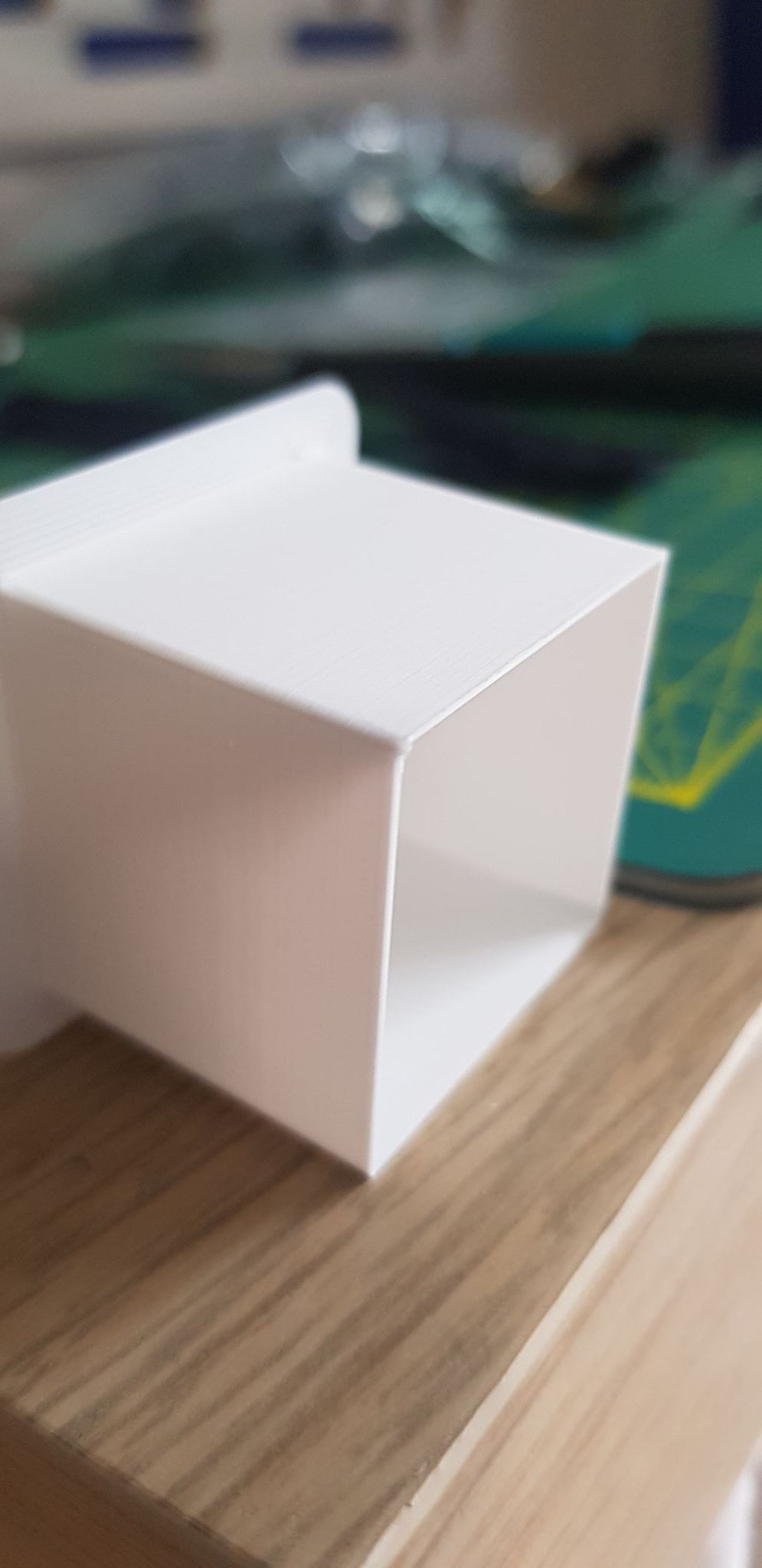
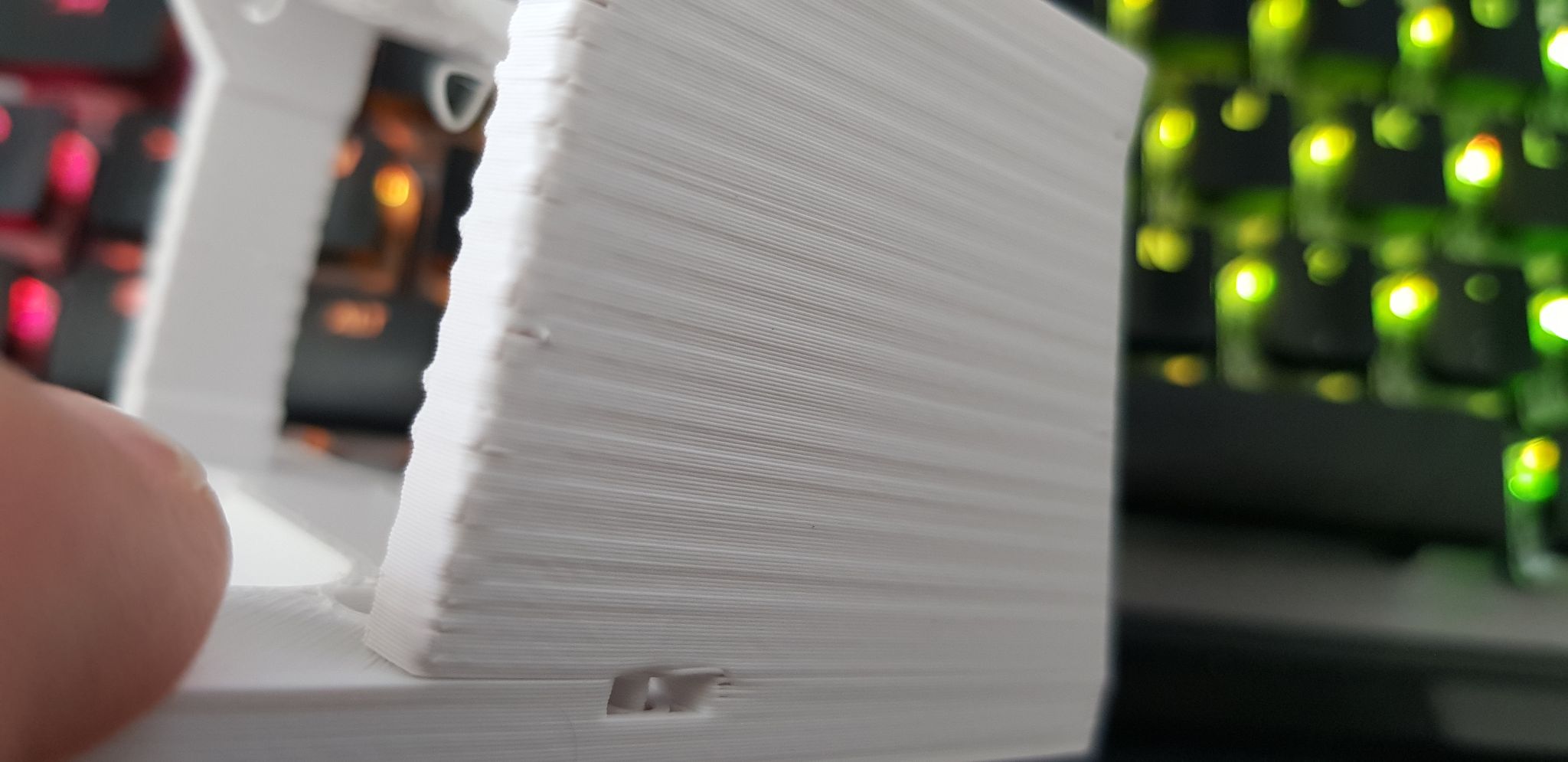
Merci pour la vidéo, très intéressant. Je suis en PID, avec un mofset dédié pour le BED, je suis en firmware Marlin custom. J'ai calibré le PID du Bed et la Buse, mais pas récement il est vrai, je vais le refaire. Je suis en ultrabase (donc en verre), mais je n'ai pas isolé dessous, donc il est possible que j'ai des variations de température du Bed. En tout cas merci à vous 2 de répondre et proposer des pistes pour corriger ces problemes, c'est top ! Voici la piece, c'est sur ce n'est pas magnifique, mais c'est résitant et ca va faire le job pour mon direct drive ! J'imprime toutes les autres comme cela 232°C / 48mm/s / 18% fan Impression d'un cube pour calibrer le flow, de 0.4mm, et c'est plutot bon comme résultat : 50mm/s / 232°C / 20% fan

-
Impression ABS probleme sur les détails ou partie fine
guibo en réponse au topic de guibo dans Entraide : Questions/Réponses sur l'impression 3D
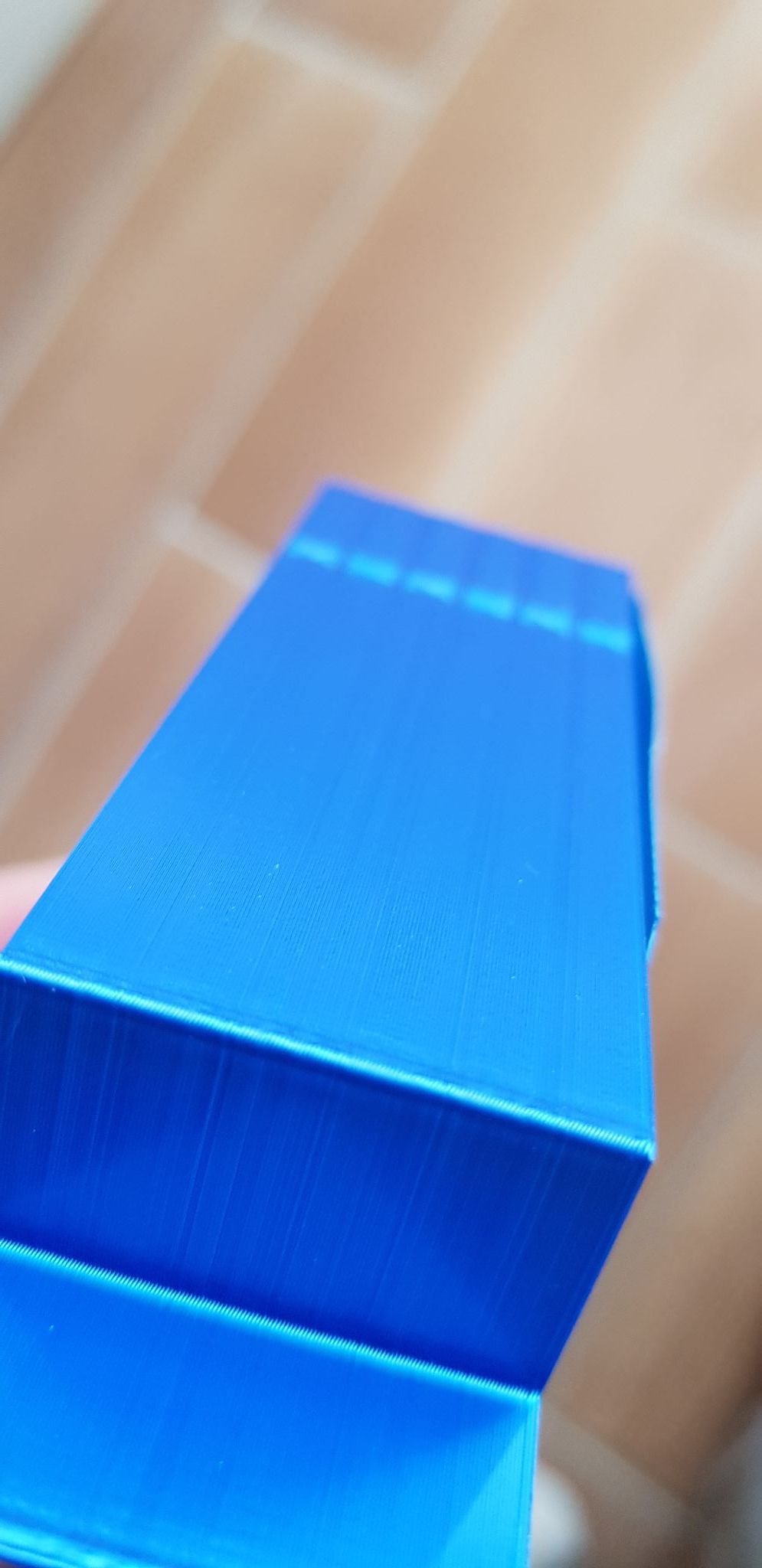
hmmm, je n'ai pas cela en PLA, j'ai des surfaces de wall super lisse et propre je trouve, ci-joint un test en PLA (test des accelerations, dnoc paroit ultra fine) et pas une seule ondulation... J'ai une chaussette silicone sur ma buse. oui j'ai un anti-zooble sur l'axe Z. il m'a permis de régler quelques soucis justement. Une partie d'un support imprimé à 220°C, on ne voit aucune ondulation dessus: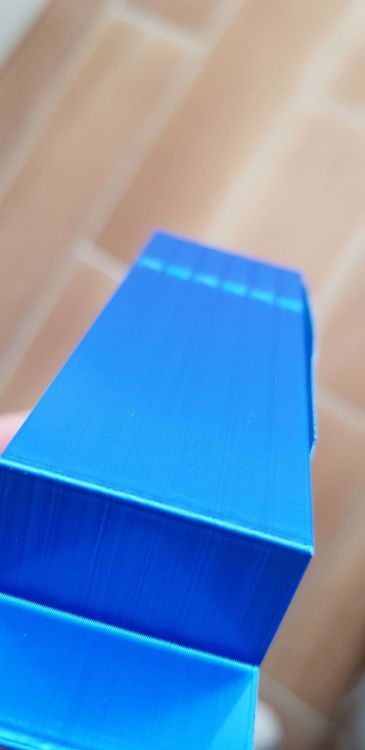

-
Impression ABS probleme sur les détails ou partie fine
guibo en réponse au topic de guibo dans Entraide : Questions/Réponses sur l'impression 3D
Pas beau du tout 245, j'ai des ondulations que je n'ai pas à 220. Au niveau test de résistance je dirais que c'est assez identique entre les 2 températures, ca casse avec la meme force (la partie en bas à gauche et mon test de casse en tirant dessus, et j'ai un infill de 20%, mais la piece finale aura 30% et un wall plus épais. Je tente à 230° / 47mm/s , je me rapproche petit à petit d'un truc pas mal. J'ai corrigé les supports aussi. J'ai imprimé des cubes vides et des tours de retract, mais au final je trouve qu'une piece est plus parlante pour comparer meme si cela mange un peu plus de filament et c'est plus long.
-
Impression ABS probleme sur les détails ou partie fine
guibo en réponse au topic de guibo dans Entraide : Questions/Réponses sur l'impression 3D
C'est limite pour un systeme bowden non? mon PTFE va fondre car j'approche sa limite de 260 (capricorn). Je suis pas en full metal.