Robinson
-
Compteur de contenus
17 -
Inscrit(e) le
-
Dernière visite
Récompenses de Robinson
")





-
Salut, pour le réglage de la tension de la courroie Y il y a cette amélioration qui est vraiment beaucoup plus pratique et fonctionne très bien chez moi: https://www.printables.com/model/575521-simple-prusa-i3-mk4-s-y-axis-belt-tensioner-3-mm-a j'ai également modifié le Y Belt Holder pour celui-ci (avec celui d'origine la courroie se détendait sans arrêt): https://www.printables.com/model/780649-y-belt-holder-one-part-mk4 Le gain est vraiment appréciable chez moi ! Ça devrait être mis d'origine je trouve.
-
Finalement c'est beaucoup mieux après avoir changé la buse (c'était une ObXidian et non celle d'origine précédemment), je vais faire d'autres tests histoire d'être sûr mais ça viendrait peut-être de la buse ObXidian (bien que le problème arrivait aussi avec ma buse 0.25 en laiton, donc à voir...). Est-ce que l'usure d'une buse peut provoquer ce genre de chose? J'ai vu aussi une nouvelle option "Buse durcie" à cocher dans les paramètres matériel du firmware depuis la dernière mise à jour, vous savez sur quoi ce paramètre peut influer? (c'est peut-être uniquement pour afficher un avertissement en fonction du filament du gcode) merci!
-
Salut, merci pour la réponse express! J'utilise bien les profils par défaut de PrusaSlicer (ici Prusament PETG), et mon plateau est toujours bien nettoyé (d'ailleurs le problème est présent sur toutes les plaques, lisse satinée ou texturée) Ca m'arrive régulièrement de préchauffer le plateau à l'avance, je n'ai pas l'impression que ça influence la première couche mais je vais faire des tests plus en profondeur à ce niveau. Pour la sur-extrusion je ne me suis jamais penché là-dessus, il s'agit bien du paramètre "multiplicateur d'extrusion" dans l'onglet Filament de PrusaSlicer? Est-ce lié aussi à la calibration du firmware de l'imprimante? (il me semble que sur la MK3S+ cela pouvait se recalibrer directement dans le firmware, outrepassant les gcode, mais je ne trouve rien à ce propos dans les réglages de la MK4?)
-
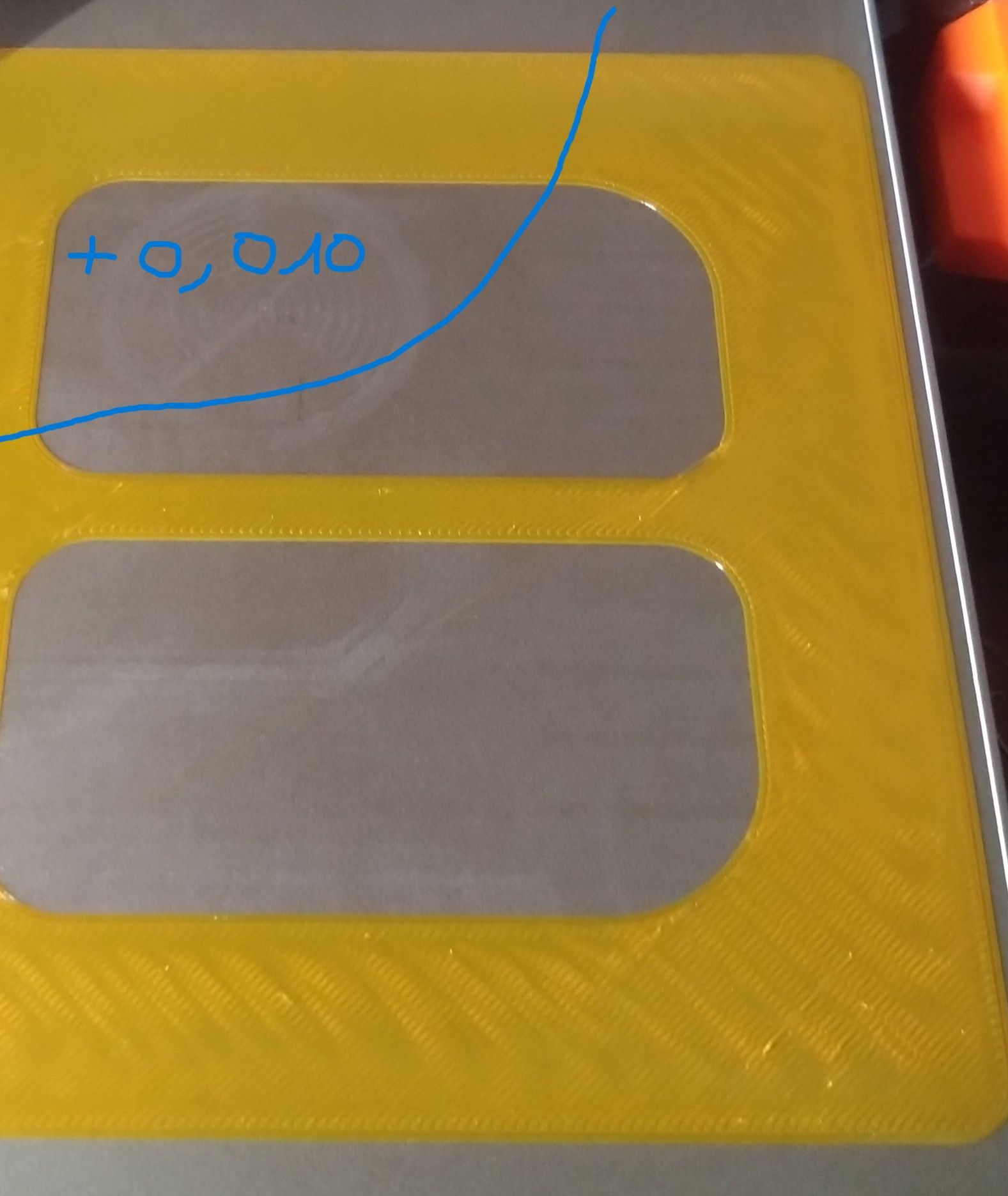
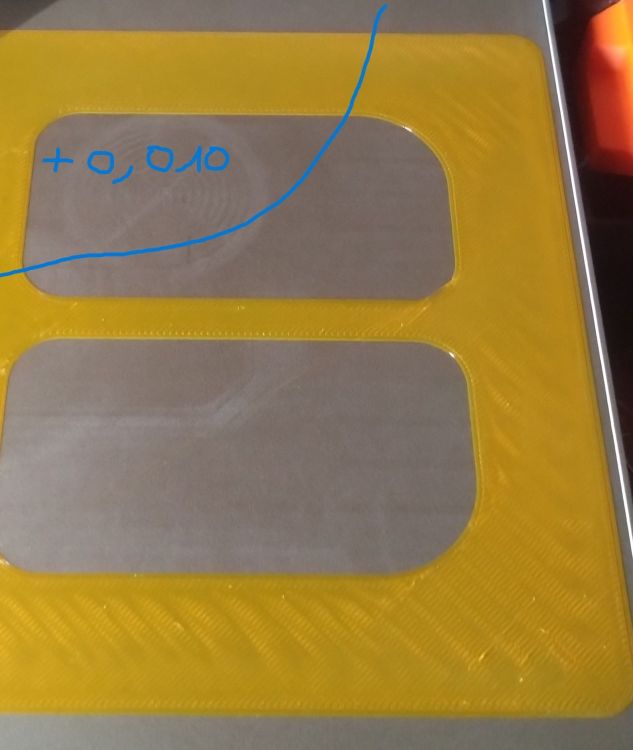
Salut, j'ai un problème récurrent avec le nivellement automatique de la première couche sur ma Prusa MK4, la première couche est systématiquement trop basse. Le problème persiste malgré les recalibrations, remises à zéro, mises à jour firmware, changements de buse (ça a l'air pire avec une buse 0.25 qu'avec une 0.40 ou 0.60), réglages des courroies... J'ai déjà contacté le support Prusa qui ne m'a pas été d'une grande aide (malgré beaucoup de temps perdu), ils m'ont même renvoyé une buse mais le problème ne venait visiblement pas de là... Ce qui me fait dire que le problème vient bien de la calibration de la première couche est que si je relève Z manuellement de 0.010 (avec un appui long sur le bouton rotatif pendant l'impression de la première couche) l'amélioration est directement visible. Voici une photo pour illustrer le souci, on voit bien les "vagues" sur la première couche, qui disparaissent après avoir relevé Z manuellement (au-dessus de la ligne bleue). Le filament est ici du PETG Prusa Orange Transparent, avec la buse d'origine 0.40mm, hauteur de couche 0.2mm. Auriez-vous une piste pour résoudre ce problème? Je peux toujours relever Z manuellement au début de chaque impression mais ça n'est pas idéal, et j'aimerai bien régler ce problème à la source. Merci!
-
Caméra Raspberry dans PrusaConnect MK4 PiCamV3 PrusaLink
Robinson a posté un sujet dans Prusa Research
Salut! J'aimerai utiliser un Raspberry (Pi 3A+) équipé du module caméra officiel V3 comme caméra dans PrusaLink/PrusaConnect sur ma MK4. Je pense que cela est possible car ça se fait sans problème lorsque PrusaLink est exécuté directement sur le Raspberry (branché sur une MK3), la caméra est reconnue directement dans PrusaLink/Connect sans aucune configuration, mais je ne sais pas comment lier la caméra d'un autre raspberry, sur le réseau, mais n'exécutant pas lui-même PrusaLink (étant donné que sur la MK4 PrusaLink est intégré à l'imprimante). Quelqu'un saurait-il comment faire? Je ne comprends pas du tout comment fonctionne le système de "jeton" et d'"API" dans PrusaConnect, dans la rubrique "autres caméras". Merci! -
Quelle feuille d'acier pour imprimer du ASA ? Baton de colle ou non ? MK3S
Robinson a posté un sujet dans Prusa Research
Bonjour, j'aimerais avoir votre avis pour savoir sur quelle feuille d'acier imprimer du Prusament ASA dans ma MK3S+. Dans la documentation officielle de Prusa je trouve des informations contradictoires selon les rubriques (entre la Knowledege Base, la boutique, la table des matériaux, le site Prusament... les indications sont parfois opposées), sur certaines pages ils conseillent la feuille lisse, la texturée, ou la satinée, avec ou sans bâton de colle. J'ai fait un essai avec la feuille lisse + bâton de colle, la pièce colle beaucoup trop et j'ai abîmé la surface de la feuille en la décollant et en nettoyant, malgré la couche de bâton de colle... (autre question au passage: est-ce que la 1ère couche doit être réglée plus haute pour l'ASA que pour le PLA/PETG?) Si j'ai bien compris, la feuille texturée est censée moins coller que la lisse, quelque soit le matériau? Car là aussi selon les pages je trouve des infos contradictoires sur les les sites de Prusa. Un coup ils conseillent la texturée, sur une autre page ils déconseillent fortement car ça accrocherait trop et abîmerait la surface, quand sur une autre page ils conseillent la satinée sans même de bâton de colle.. Merci! -
slic3r PrusaSlicer - incohérences paramètres par défaut et infobulles
Robinson en réponse au topic de Robinson dans Discussions sur les logiciels 3D
Ok merci pour vos réponses, donc si j'ai bien compris les valeurs "par défaut" de l'infobulle correspondent aux valeurs par défaut de Slic3r sans les préréglages "système" fournis par Prusa (modèles d'imprimante ou références de filament par exemple)? Et les valeurs "système" préréglées (celles correspondantes au petit cadenas) sont celles fournies par Prusa? Dans ce cas, si j'utilise une imprimante et des filaments Prusa, je devrais privilégier les valeurs "système", et pas celles indiquées "par défaut" dans l'infobulle? -
slic3r PrusaSlicer - incohérences paramètres par défaut et infobulles
Robinson en réponse au topic de Robinson dans Discussions sur les logiciels 3D
Euh c'est à dire? Je ne comprends pas vraiment pas ce que ça signifie... Pour moi "valeur par défaut: true" veut dire que par défaut c'est coché, or ça ne l'est pas. Et "valeur par défaut: 3" veut dire que par défaut c'est réglé sur 3, or c'est réglé sur 1 -
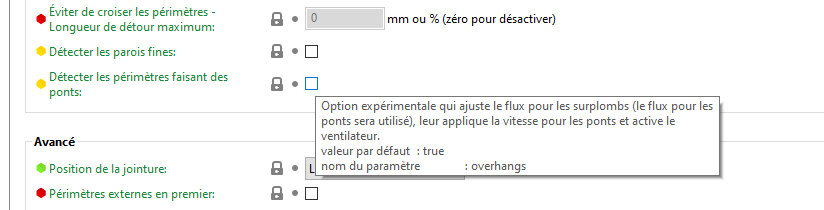
Salut, il y a quelque chose qui me trouble dans les paramètres par défaut de PrusaSlicer (impression et filaments). Lorsqu'on laisse la souris immobile sur une case, une infobulle apparaît avec une description du paramètre et sa valeur par défaut. Seulement, la valeur par défaut dans l'infobulle ne correspond souvent pas avec la valeur par défaut réellement paramétrée, avant toute modification ou lorsqu'on clique sur le petit cadenas pour réinitialiser. Quelques exemples: -dans Réglages d'impression, les paramètres "Détecter les parois fines" et "Détecter les périmètres faisant des ponts" sont décochés par défaut, pourtant dans l'infobulle il est écrit "valeur par défaut: true". -dans Réglages du filament>Refroidissement (PLA Prusament), le paramètre "Désactiver le ventilateur pour le(s) première(s) couches est réglé par défaut sur 1, pourtant dans l'infobulle: "valeur par défaut: 3". Beaucoup d'autres paramètres sont concernés. Voici une capture d'écran pour illustrer la chose: Est-ce normal? Quel paramètre privilégier pour un débutant pour obtenir les meilleurs résultats sans risque, les paramètres mentionnés dans l'infobulle ou les paramètres préréglés qui ne correspondent pas à l'infobulle? Merci!

-
Première imprimante 3D - caisson pour Prusa i3 MK3S+
Robinson en réponse au topic de Robinson dans Bien choisir son imprimante 3D
Ca venait bien de la calibration de la première couche je pense, j'ai baissé la buse et maintenant le dessous des pièces est bien plus lisse au toucher même si les stries restent visibles. En tous cas vraiment géniale cette imprimante! je me limite encore qu'aux pièces de petit format en PLA mais je ne pensais pas pouvoir imprimer si rapidement des pièces de cette qualité et de cette complexité! Pour les débutants qui sont dans ce budget je la conseille vraiment -
Première imprimante 3D - caisson pour Prusa i3 MK3S+
Robinson en réponse au topic de Robinson dans Bien choisir son imprimante 3D
Merci pour ces précieuses infos! Pour mes problèmes de décollement de pièces ça semble être résolu par l'application du baton de colle fourni sur le plateau. A noter que je nettoie le plateau avec de l'alcool dénaturé car je n'ai pas encore d'ipa à + de 90% (composition affichée de mon alcool dénaturé: Alcool butylique 4%, Alcool isopropylique 2,5%, Alcool éthylique q.s. 90%, il reste 3,5% mystérieux, peut-être simplement de l'eau). Cet alcool n'est pas risqué pour le plateau? Pensez-vous que mon problème d'adhérence vienne uniquement du produit utilisé pour le nettoyage du plateau ou il faut que j'explore d'autres pistes? Sur les pièces d'exemple fournies sur la SD, le dessous des pièces est censé être lisse ou il est normal qu'il soit strié? (les striures sont plutôt "propres", mais quand même bien profondes. je précise que j'ai refait plusieurs fois la calibration de la première couche, qui me semble satisfaisante) -
Première imprimante 3D - caisson pour Prusa i3 MK3S+
Robinson en réponse au topic de Robinson dans Bien choisir son imprimante 3D
Kit bien reçu et bien assemblé (beaucoup plus de 8h par contre!). Plutôt content du truc pour l'instant, et c'est assez jouissif de la voir s'animer après ces heures de galère de montage avec toujours la crainte que si un truc foire il faudra redémonter tout ça, mais le guide est tellement bien fait qu'il y a je pense peu de risques que ça foire! Pour l'instant testé uniquement les fichiers présents sur la carte SD fournie, certaines impressions se sont déroulées étonnamment bien (le petit bulldog Buddy est magnifique), d'autres non, décollement de la pièce toujours au même niveau, par exemple pour le bateau (3DBenchy) ou la tête (3DHubs_Marvin_variable), mais bon si je n'arrive pas à trouver de solution j'ouvrirai un topic dédié avec photos et tout. En attendant je n'ai pas encore assez confiance pour lancer des impressions plus longues... Là je revenais pour une question toute bête mais à laquelle je n'ai trouvé aucune réponse: comment éteindre (ou mettre en veille profonde, écran et ventilo d'alim compris) l'imprimante? Il faut utiliser le bouton de l'alim directement? Ca me paraît un peu barbare, et ça fait un bruit pas top... Merci! -
Première imprimante 3D - caisson pour Prusa i3 MK3S+
Robinson en réponse au topic de Robinson dans Bien choisir son imprimante 3D
Merci je connaissais ce tuto, mais ça c'est pas vraiment ce que j'appelle "un truc à l'arrache" ahah, il y a plusieurs jours d'impression pour les pièces non? Après je ne me rends pas compte peut-être que j'y viendrai vite mais pour l'instant j'ai un peu d'appréhension pour lancer direct une grosse quantité d'impression de pièces complexes, mais bon qui sait peut-être que dès mes premiers essais tout fonctionnera parfaitement (la Prusa a l'air la plus apte à ça en tous cas), mais je n'ai pas trop envie de commencer par gâcher des kilos de filament avant d'être sûr du résultat de mes impressions... et comme dit plus haut j'aimerai pouvoir protéger un minimum l'imprimante dès son installation. Merci pour vos conseils en tous cas, je reviendrai sûrement en demander plein d'autres une fois mon bijou reçu! -
Première imprimante 3D - caisson pour Prusa i3 MK3S+
Robinson en réponse au topic de Robinson dans Bien choisir son imprimante 3D
Oui je compte bien me faire la main avec du PLA avant de tenter le flex (j'ai commandé avec la Prusa du PLA, du PVB, du PETG et du Flex 98A). Pour les box le PLA convient? Je vois que c'est du PETG qui est conseillé pour tous les modèles. Et quand je vois le temps estimé pour les pièces ça m'inquiète un peu, plusieurs jours d'impression de PETG en général, y compris pour celle de Printer-Box avec laquelle les pièces imprimables ne sont pas fournies (et les photos d'impression foirées sur leur page FB ne me rassurent pas vraiment!). Le PETG est vraiment plus compliqué que le PLA à imprimer ou c'est assez rapide d'y arriver pour un débutant? (d'après ce que j'ai compris le niveau de difficulté se situe entre le PLA et l'ABS) Fabriquer moi même le caisson dans l'idée je suis pour à 200%, le problème c'est que ça ne me parait pas être des plus simples au tout début comme premier projet, et j'aimerai bien pouvoir protéger l'imprimante le plus rapidement possible... mais bon au pire je ferai un truc à l'arrache avec une table Lack et peut-être du carton au autre (le tissu pour le chat je ne pense pas que ce sera très efficace!) ce sont aussi les poils qui m'inquiètent, en plus du fait qu'elle a tendance à mordiller tout et n'importe quoi... des retours de propriétaires de chat ici? -
Première imprimante 3D - caisson pour Prusa i3 MK3S+
Robinson en réponse au topic de Robinson dans Bien choisir son imprimante 3D
Je leur ai demandé directement apparemment c'est plutôt l'inverse, c'est une entreprise française qui fabrique en France mais qui vend pour 95% vers l'étranger, et leur site en français devrait bientôt arriver. Merci pour le lien, du coup tu connais l'entreprise, c'est fiable et leur matos est bon?