Chercher dans la communauté
Résultats des étiquettes.
9 résultats trouvés
-
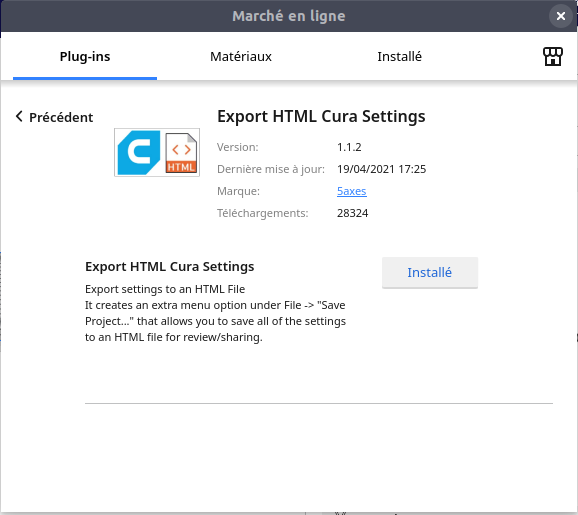
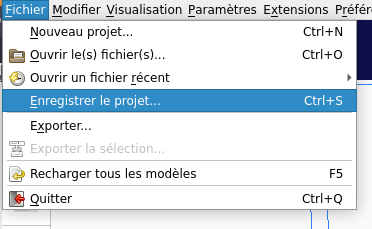
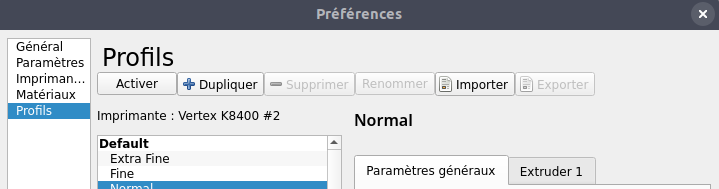
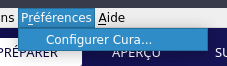
Un export HTML ou .csv (plug-ins / greffon disponible via le "marché en ligne" de Cura ) au lieu d'un fichier d'extension .curaprofile permet d'avoir l'ensemble des paramètres du profil d'impression et du profil d'imprimante utilisé. Donc plus simple pour communiquer ces informations à une personne qui n'a pas la même imprimante que vous ... Et cela permet aussi de ne pas avoir besoins de Cura pour lire les paramètres. Installation via le "marché en ligne" de Cura (il vous faudra créer un compte Ultimaker ...) ou via https://marketplace.ultimaker.com/app/cura/plugins/5axes/HTMLCuraSettings Après installation du plug-ins / greffon et redémarrage de Cura, il suffit de : 1- Utiliser le raccourcie clavier touches Ctrl+S ou aller dans le menu "Fichier" -> "Enregistrer le projet..." ( Attention ne pas confondre avec "Exporter..." sinon pas de format HTML ) 2- sélectionner le type HTML 3- saisir un nom de fichier ex: "profileCura_PPAC_Essai001.html" 4- puis "Enregistrer" (ici "Save" ) ou valider avec la touche "Entrée". Il suffit après de glisser déposer ce fichier .html dans le formulaire de saisie d'un message sur le forum. Je recommande d'installer en même temps les plug-ins / greffons "Settings Guide" qui permet d'avoir des informations très utiles concernant les différents paramètres. De plus, tout en bas de la liste de ce guide, se trouve une section «Troubleshooting». "Mesh Tools" qui permet par exemple de corriger des erreurs de modèle 3D mal formés de fichier .stl . Enfin, si vous perdez un profil d'impression, il peut être possible de le récupérer depuis un fichier .gcode créé par Cura. (en fin du fichier .gcode, Cura ajoute un bloc de descriptions du profil d'impression.) Pour l'importer : Menu "Préférences" -> "Configurer Cura..." Sélectionner "Profils" et utiliser le bouton "Importer" pour allez sélectionner votre fichier .gcode Bonne continuation !



-
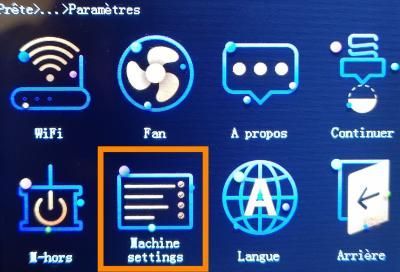
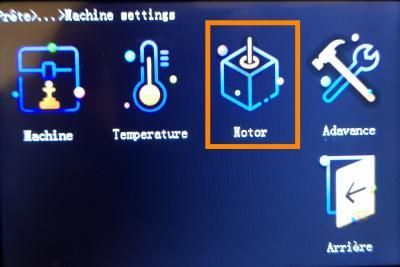
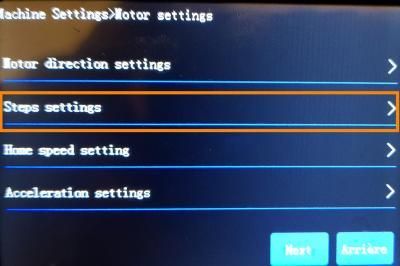
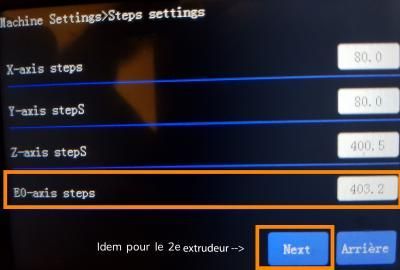
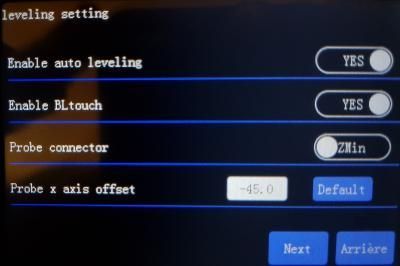
En farfouillant dans le firmware, manifestement un menu "machine settings" est désactivé par défaut. Il s'agit de la ligne suivante : MACHINE_PARAMETER 0 Mettez 1 à la place de 0 dans le fichier robin_nano35_cfg.txt puis flasher le firmware pour voir ce menu apparaître : Ce nouveau menu n'est pas anodin, bien au contraire même car il permet l'accès à tous les réglages de la machine y compris certains non supportés pour l'imprimante. Donc à utiliser avec prudence. Par contre ça peut aider pour affiner certains réglages sans avoir à passer par un flash ou pronterface. Exemple pour les E-STEP il faut procéder de la sorte : cliquer sur "next" pour avoir le paramètre du 2e extrudeur (si vous l'avez) Autre exemple, pour les réglages du BLTouch/Autoleveling Cerise sur le gâteau, on peut également envoyer de gcode directement et de voir le retour sur l'écran de l'imprimante, plus besoin de pronterface ☺ J'imagine que ce menu est désactivé par défaut pour éviter des mauvaises manipulations, mais au pire, il suffit de flasher son firmware pour revenir sur des valeurs correctes. Personnellement je préfère avoir toutes les fonctions accessibles.
-
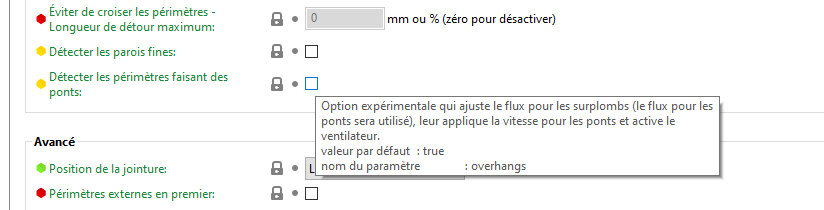
 Salut, il y a quelque chose qui me trouble dans les paramètres par défaut de PrusaSlicer (impression et filaments). Lorsqu'on laisse la souris immobile sur une case, une infobulle apparaît avec une description du paramètre et sa valeur par défaut. Seulement, la valeur par défaut dans l'infobulle ne correspond souvent pas avec la valeur par défaut réellement paramétrée, avant toute modification ou lorsqu'on clique sur le petit cadenas pour réinitialiser. Quelques exemples: -dans Réglages d'impression, les paramètres "Détecter les parois fines" et "Détecter les périmètres faisant des ponts" sont décochés par défaut, pourtant dans l'infobulle il est écrit "valeur par défaut: true". -dans Réglages du filament>Refroidissement (PLA Prusament), le paramètre "Désactiver le ventilateur pour le(s) première(s) couches est réglé par défaut sur 1, pourtant dans l'infobulle: "valeur par défaut: 3". Beaucoup d'autres paramètres sont concernés. Voici une capture d'écran pour illustrer la chose: Est-ce normal? Quel paramètre privilégier pour un débutant pour obtenir les meilleurs résultats sans risque, les paramètres mentionnés dans l'infobulle ou les paramètres préréglés qui ne correspondent pas à l'infobulle? Merci!
Salut, il y a quelque chose qui me trouble dans les paramètres par défaut de PrusaSlicer (impression et filaments). Lorsqu'on laisse la souris immobile sur une case, une infobulle apparaît avec une description du paramètre et sa valeur par défaut. Seulement, la valeur par défaut dans l'infobulle ne correspond souvent pas avec la valeur par défaut réellement paramétrée, avant toute modification ou lorsqu'on clique sur le petit cadenas pour réinitialiser. Quelques exemples: -dans Réglages d'impression, les paramètres "Détecter les parois fines" et "Détecter les périmètres faisant des ponts" sont décochés par défaut, pourtant dans l'infobulle il est écrit "valeur par défaut: true". -dans Réglages du filament>Refroidissement (PLA Prusament), le paramètre "Désactiver le ventilateur pour le(s) première(s) couches est réglé par défaut sur 1, pourtant dans l'infobulle: "valeur par défaut: 3". Beaucoup d'autres paramètres sont concernés. Voici une capture d'écran pour illustrer la chose: Est-ce normal? Quel paramètre privilégier pour un débutant pour obtenir les meilleurs résultats sans risque, les paramètres mentionnés dans l'infobulle ou les paramètres préréglés qui ne correspondent pas à l'infobulle? Merci!
-
Bonjour, Je suis débutant en impression 3D et je viens d'acheter une Ender-5. Après une mise en route sans problème, j'ai utilisé des fichiers STL provenant d'internet et le logiciel Cura car on m'avait dit que c'était le plus facile à utiliser et le meilleur de sa catégorie. Après quelques essais (une dizaine) déplorables je suis passé sur le logiciel de "Creality Slicer 1.2.3.". J'ai obtenu des résultats qui ressemblaient enfin à des objets 3D. Mais il faut encore modifier des paramètres pour arriver à des résultats acceptables. Je cherche auprès de vous qui êtes des amateurs confirmés les paramètres corrects pour un cas précis. Les problèmes : les parois externes et internes sont des couches qui se décollent (genre millefeuille), le dessus de l'objet n'a pas de finition, question solidité c'est de la "gaufrette" friable, etc ... Bref, c'est laid ! Modèle : Ender 5, PLA : Amolen Silk-like (blanc) 1,75 mm Je joins les fichiers STL, INI et les photos du résultat. Je remercie d'avance ceux qui seront en mesure de m'indiquer quels paramètres sont à changer dans ce profil afin d'obtenir un bon résultat. Contenu du fichier INI : [profile] layer_height = 0.2 wall_thickness = 1.6 retraction_enable = True solid_layer_thickness = 2.4 fill_density = 100 print_speed = 40 print_temperature = 215 print_temperature2 = 0 print_temperature3 = 0 print_temperature4 = 0 print_temperature5 = 0 print_bed_temperature = 60 support = Touching buildplate platform_adhesion = None support_dual_extrusion = Both wipe_tower = False wipe_tower_volume = 15 ooze_shield = False filament_diameter = 1.75 filament_diameter2 = 0 filament_diameter3 = 0 filament_diameter4 = 0 filament_diameter5 = 0 filament_flow = 100 nozzle_size = 0.4 retraction_speed = 40 retraction_amount = 4 retraction_dual_amount = 16.5 retraction_min_travel = 1 retraction_combing = All retraction_minimal_extrusion = 0.0 retraction_hop = 0.0 bottom_thickness = 0 layer0_width_factor = 100 object_sink = 0.0 overlap_dual = 0 travel_speed = 80 bottom_layer_speed = 20 infill_speed = 20 solidarea_speed = 15 inset0_speed = 15 insetx_speed = 30 cool_min_layer_time = 5 fan_enabled = True skirt_line_count = 1 skirt_gap = 3.0 skirt_minimal_length = 150.0 fan_full_height = 0 fan_speed = 15 fan_speed_max = 30 cool_min_feedrate = 15 cool_head_lift = False solid_top = True solid_bottom = True fill_overlap = 100 perimeter_before_infill = False support_type = Grid support_angle = 30 support_fill_rate = 15 support_xy_distance = 0.7 support_z_distance = 0.15 spiralize = False simple_mode = False brim_line_count = 15 raft_margin = 5.0 raft_line_spacing = 3.0 raft_base_thickness = 0.3 raft_base_linewidth = 1.0 raft_interface_thickness = 0.27 raft_interface_linewidth = 0.4 raft_airgap_all = 0.0 raft_airgap = 0.22 raft_surface_layers = 2 raft_surface_thickness = 0.27 raft_surface_linewidth = 0.4 fix_horrible_union_all_type_a = True fix_horrible_union_all_type_b = False fix_horrible_use_open_bits = False fix_horrible_extensive_stitching = False plugin_config = object_center_x = -1 object_center_y = -1 [alterations] start.gcode = ;Sliced at: {day} {date} {time} ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M109 S{print_temperature} ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... end.gcode = ;End GCode M104 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning M81 ;{profile_string} start2.gcode = ;Sliced at: {day} {date} {time} ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M104 S{print_temperature} ;Uncomment to add your own temperature line ;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line ;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm T1 ;Switch to the 2nd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T0 ;Switch to the first extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... end2.gcode = ;End GCode M104 T0 S0 ;extruder heater off M104 T1 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning ;{profile_string} start3.gcode = ;Sliced at: {day} {date} {time} ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M104 S{print_temperature} ;Uncomment to add your own temperature line ;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line ;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm T2 ;Switch to the 3rd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T1 ;Switch to the 2nd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T0 ;Switch to the first extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... end3.gcode = ;End GCode M104 T0 S0 ;extruder heater off M104 T1 S0 ;extruder heater off M104 T2 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning ;{profile_string} start4.gcode = ;Sliced at: {day} {date} {time} ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M104 S{print_temperature} ;Uncomment to add your own temperature line ;M109 T2 S{print_temperature2} ;Uncomment to add your own temperature line ;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line ;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm T3 ;Switch to the 4th extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T2 ;Switch to the 3rd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T1 ;Switch to the 2nd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T0 ;Switch to the first extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... end4.gcode = ;End GCode M104 T0 S0 ;extruder heater off M104 T1 S0 ;extruder heater off M104 T2 S0 ;extruder heater off M104 T3 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning ;{profile_string} support_start.gcode = support_end.gcode = cool_start.gcode = cool_end.gcode = replace.csv = preswitchextruder.gcode = ;Switch between the current extruder and the next extruder, when printing with multiple extruders. ;This code is added before the T(n) postswitchextruder.gcode = ;Switch between the current extruder and the next extruder, when printing with multiple extruders. ;This code is added after the T(n) Ouvre porte 2.STL Profil V11 essai.ini
2.thumb.jpg.a51a795787022f646aa3b0b8213ca0f5.jpg)
2.thumb.jpg.30072811eae2282236eb451bb54aa28a.jpg)
2.thumb.jpg.985024427d7fb1630132fd1269ed0658.jpg)
-
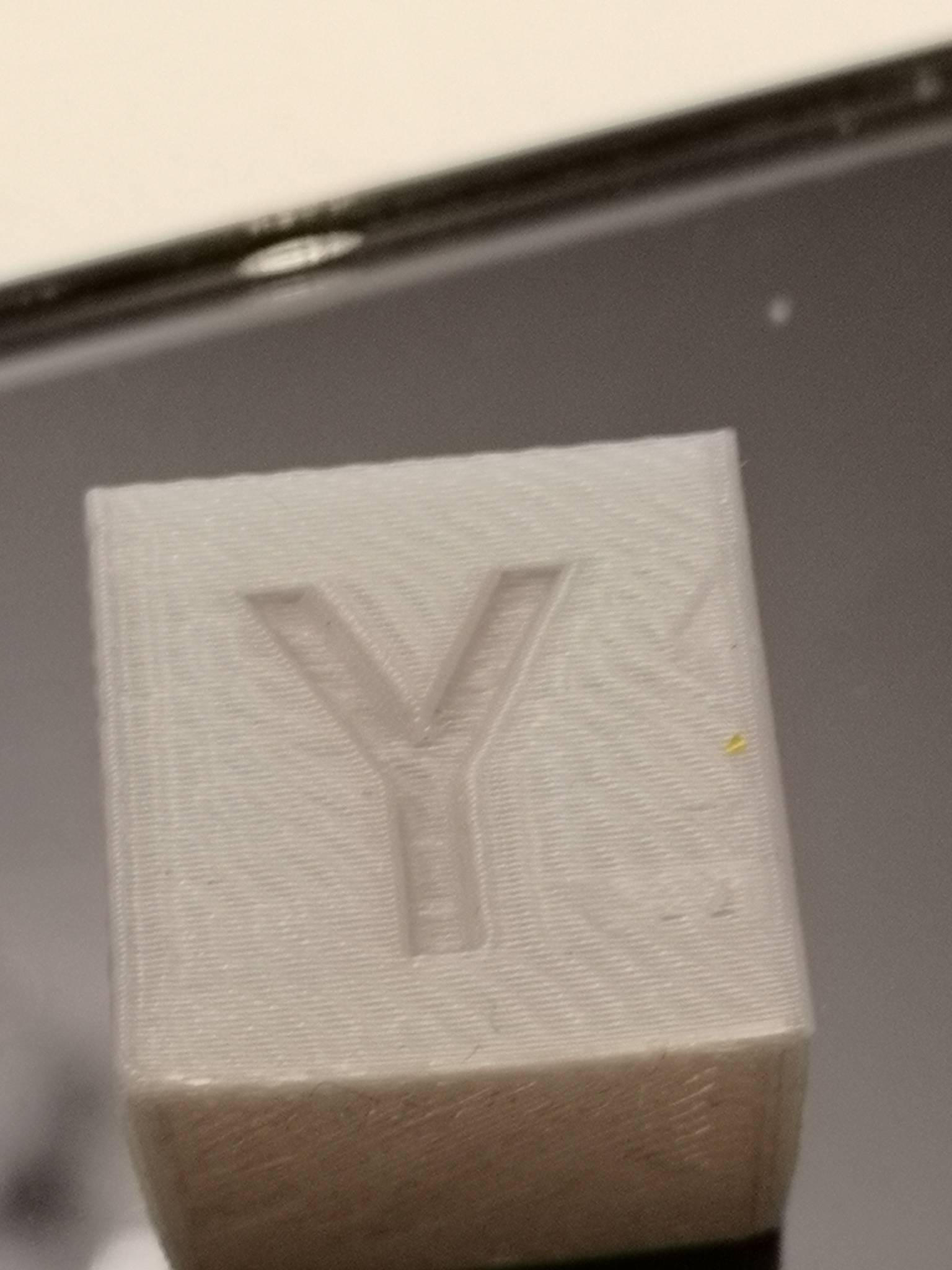
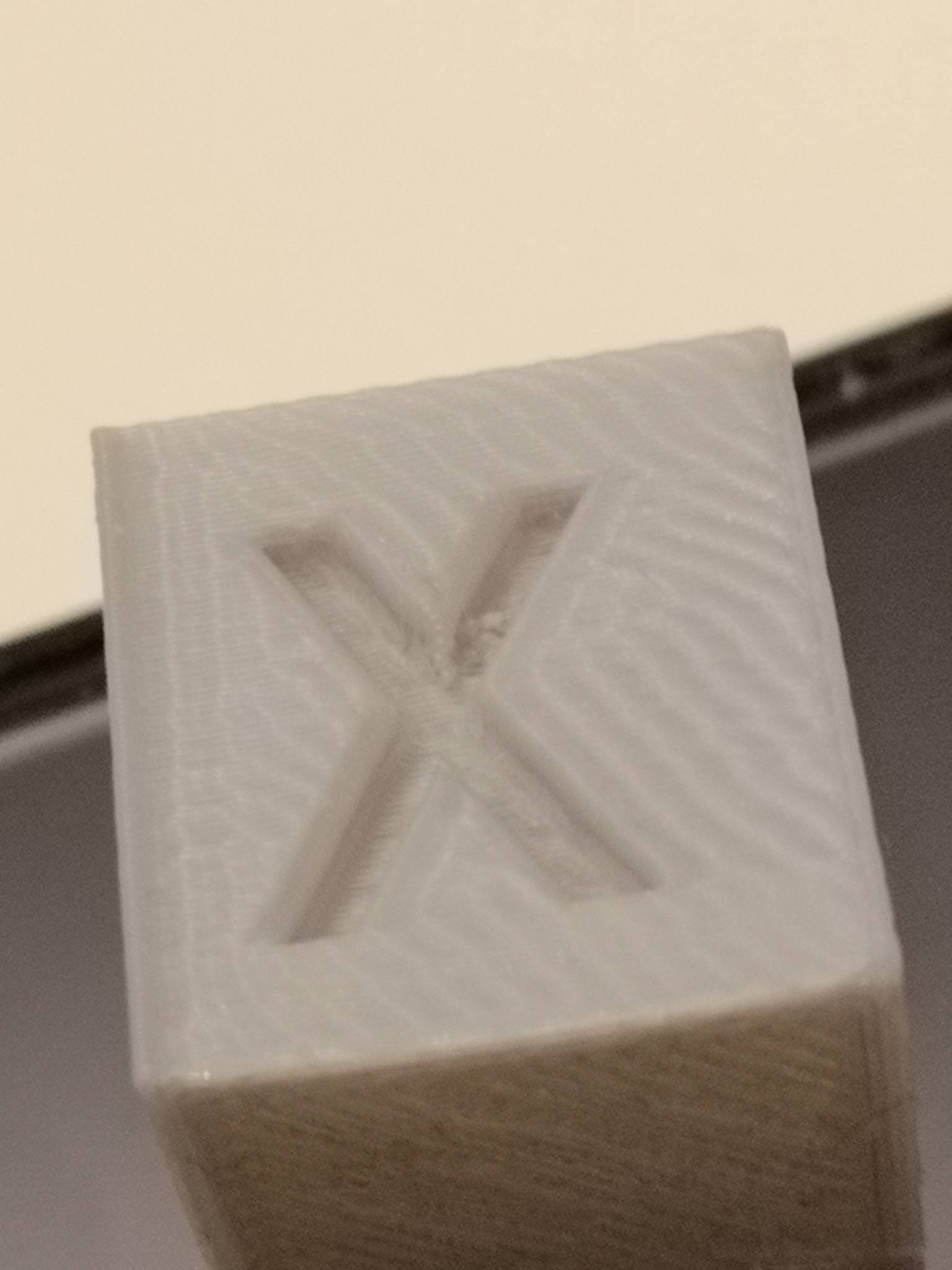
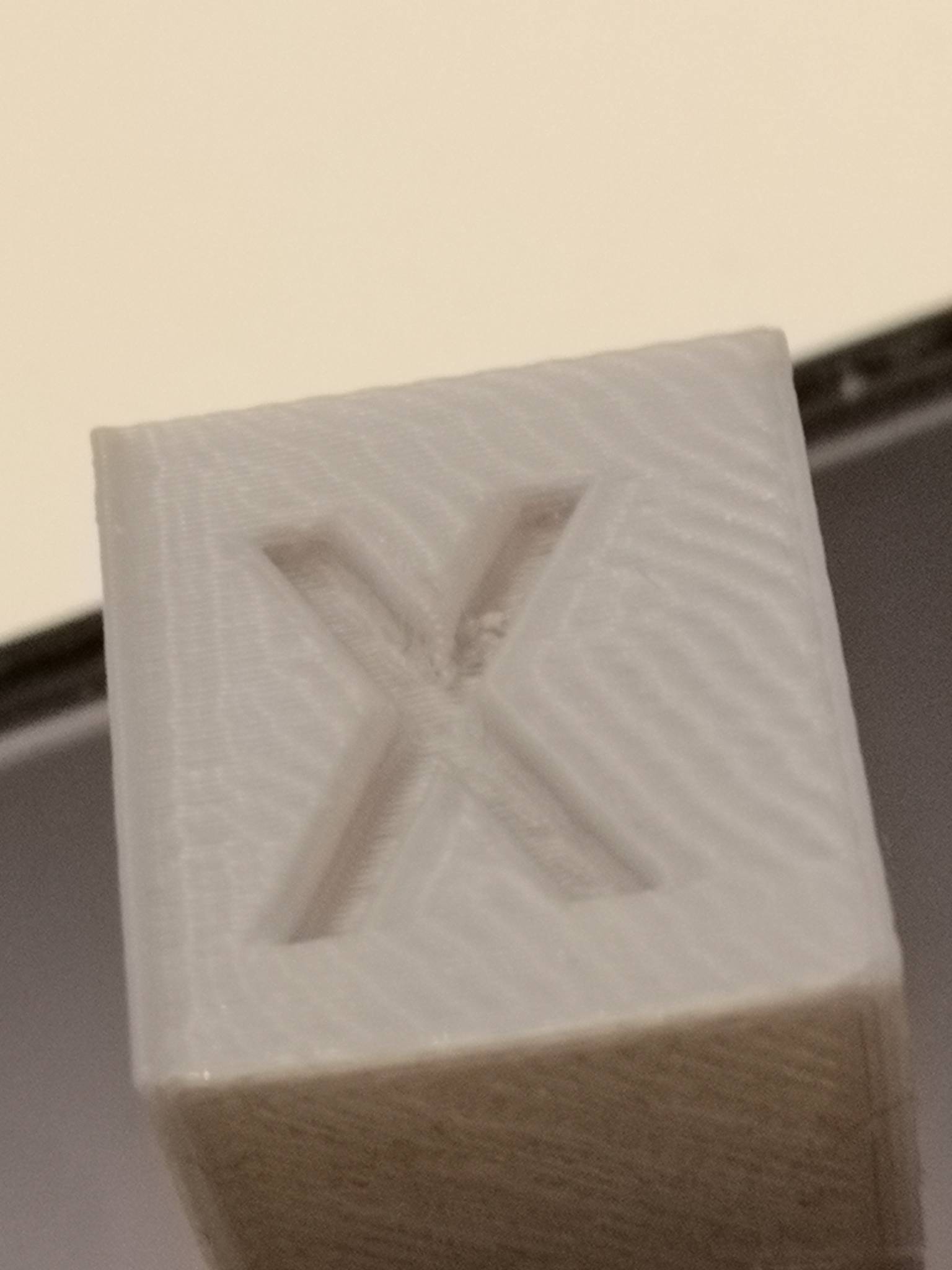
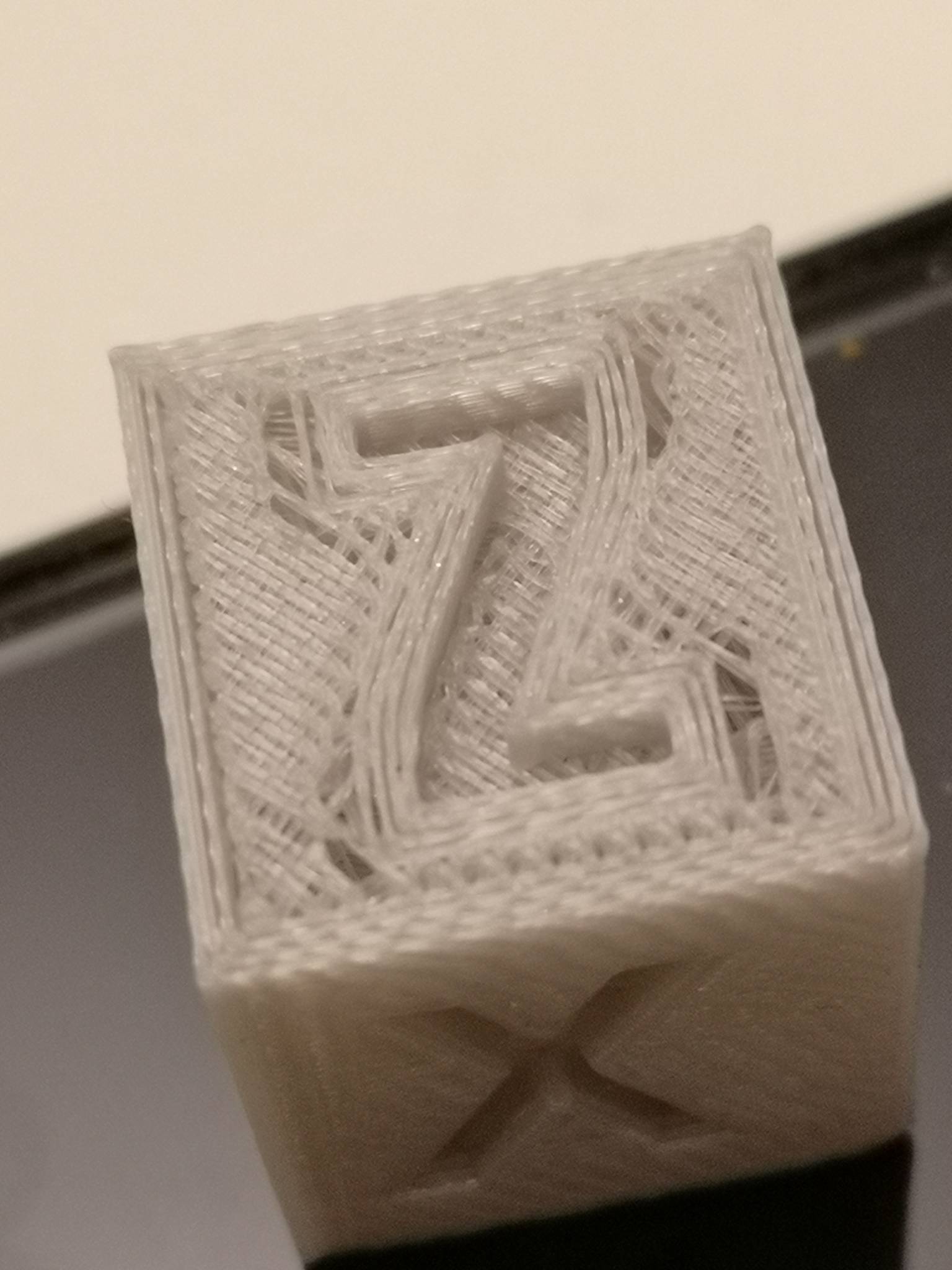
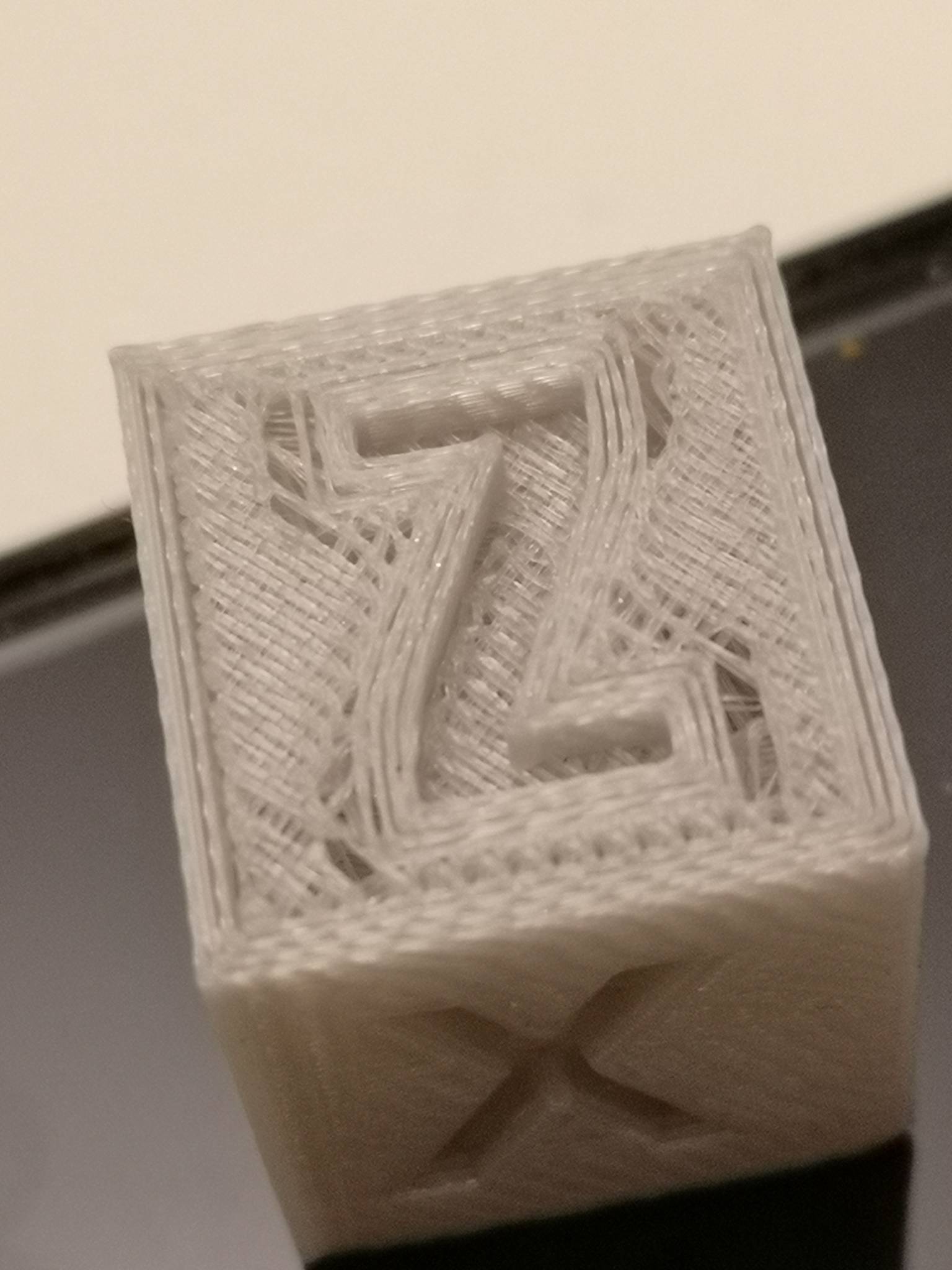
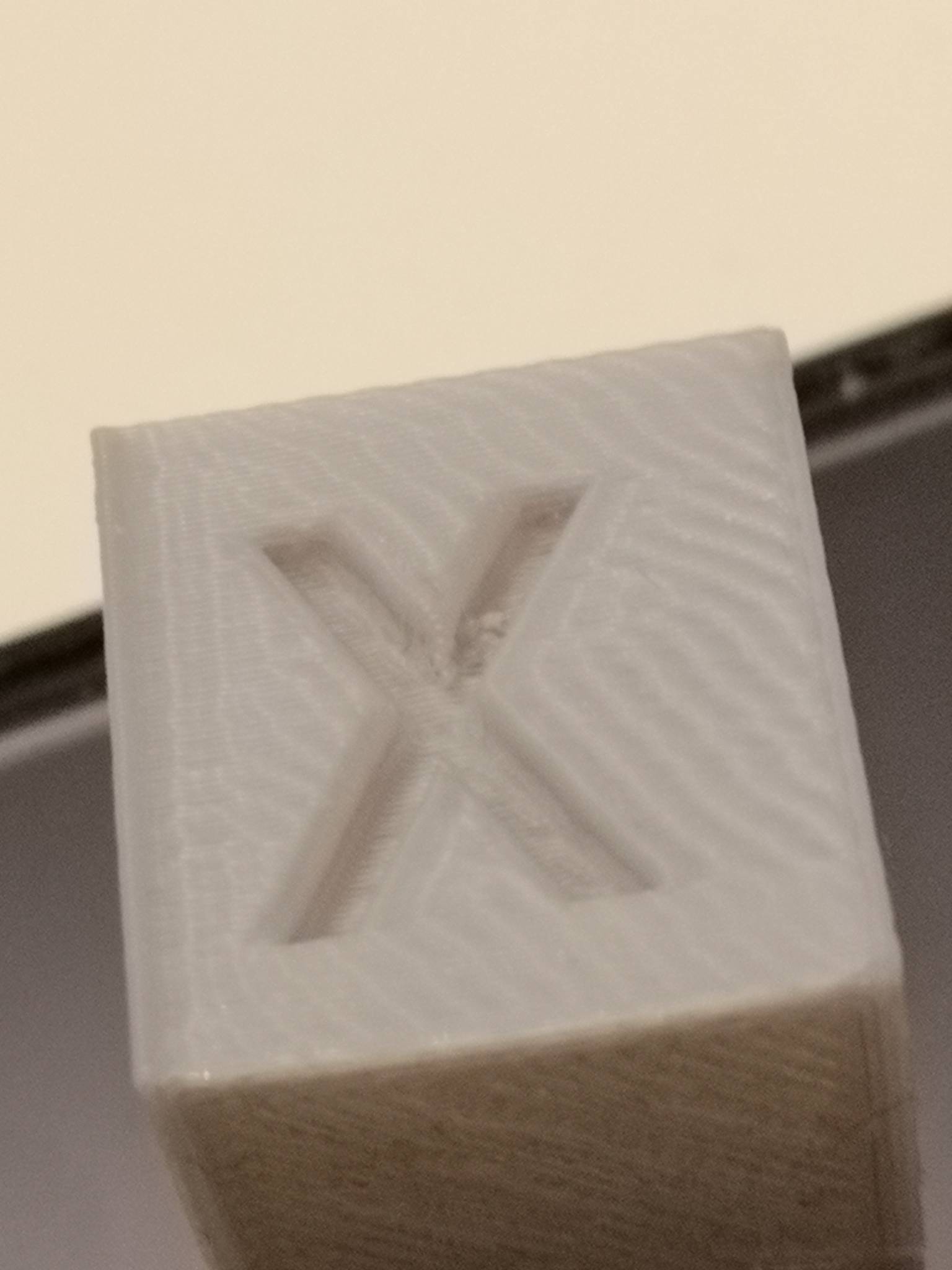
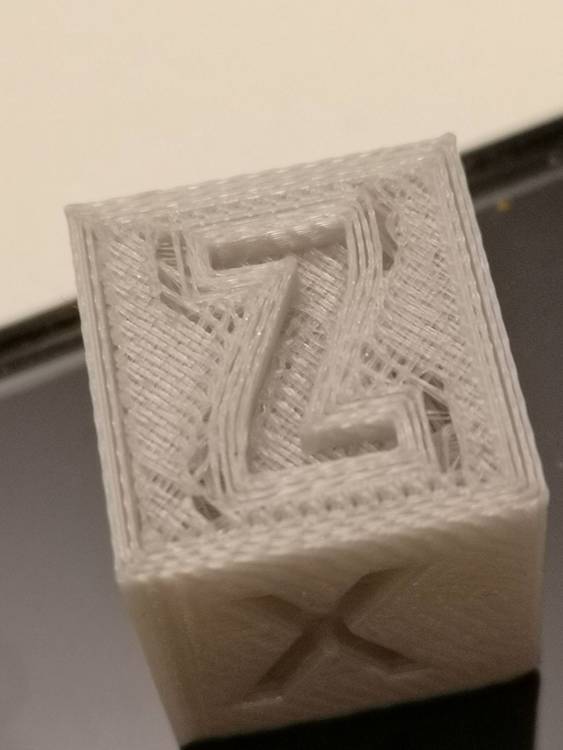
 Bonjour a tous. Je suis un nouvel utilisateur d'une creality ender 3. Je lis pas mal de sujets sur ce site. Et voyant que le forum est actif, je me suis permis de venir vers vous et renforcer mon debut d'apprentissage Avant de me lancer dans des impressions utiles, j'essaie déjà de comprendre pourquoi j'ai ces defauts que je vais vous citer ci-dessous. Je précise que la buse etait à 205 degrés, le bed a 55, que le filament PLA demandait à etre imprimé entre 190 et 220. J'ai utilisé cura avec le profil de base creality de cura, en changeant juste la temp de la buse. soucis visibles : Le X ne semble pas centré Le Z est... Pas lisse ni ses contours et la fintion du dessus est en filament. Seul le côté sans lettre est bien fini D'apres vous, sur quoi mon attention devrait se porter pour ameliorer l'impression ? Merci sincèrement a ceux qui prendront un instant pour me répondre. J'ai besoin de votre aide
Bonjour a tous. Je suis un nouvel utilisateur d'une creality ender 3. Je lis pas mal de sujets sur ce site. Et voyant que le forum est actif, je me suis permis de venir vers vous et renforcer mon debut d'apprentissage Avant de me lancer dans des impressions utiles, j'essaie déjà de comprendre pourquoi j'ai ces defauts que je vais vous citer ci-dessous. Je précise que la buse etait à 205 degrés, le bed a 55, que le filament PLA demandait à etre imprimé entre 190 et 220. J'ai utilisé cura avec le profil de base creality de cura, en changeant juste la temp de la buse. soucis visibles : Le X ne semble pas centré Le Z est... Pas lisse ni ses contours et la fintion du dessus est en filament. Seul le côté sans lettre est bien fini D'apres vous, sur quoi mon attention devrait se porter pour ameliorer l'impression ? Merci sincèrement a ceux qui prendront un instant pour me répondre. J'ai besoin de votre aide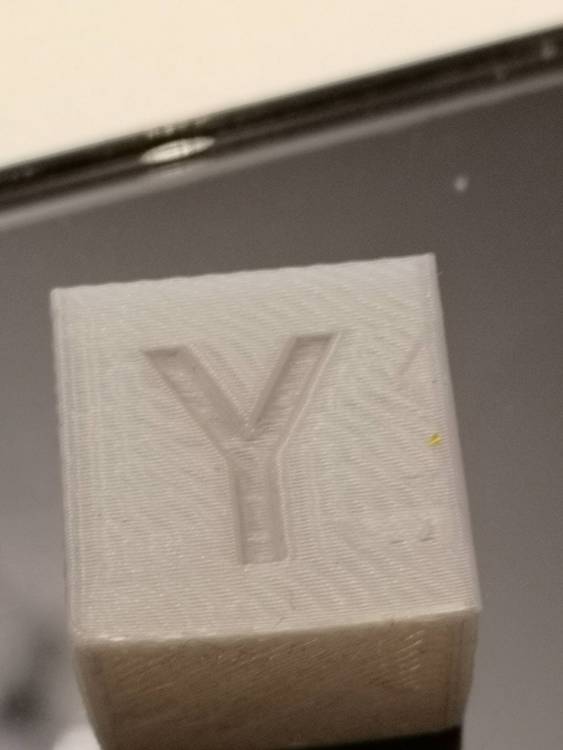




-

Imprimer du Lego spécial
molki a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour J'ai un souci particulier, je souhaite imprimer une maison bulle en Lego, voici l'objet voulu Pour faire simple voici 2 tranches dessous dessus dans sketchup Une fois dans Cura, le résultat est le même dans Ideamaker, le haut est parfait, mais les tubes inférieurs n'apparaissent pas dans la vue en couches, l'impression est identique... Vue 3D : tout est ok Vue en couche il y a plus rien ??? j'ai viré le fond et le remplissage... moi je veux faire du Lego !!! merci de cliquer sur le lien, j'arrive pas à l'afficher https://i29.servimg.com/u/f29/11/72/22/98/b6c00211.jpg Bon donc j'aimerai que quelqu'un m'explique les paramètres que je dois mettre pour pouvoir imprimer les tubes Lego inférieurs à la place du vide qu'il propose, merci beaucoup d'avance -
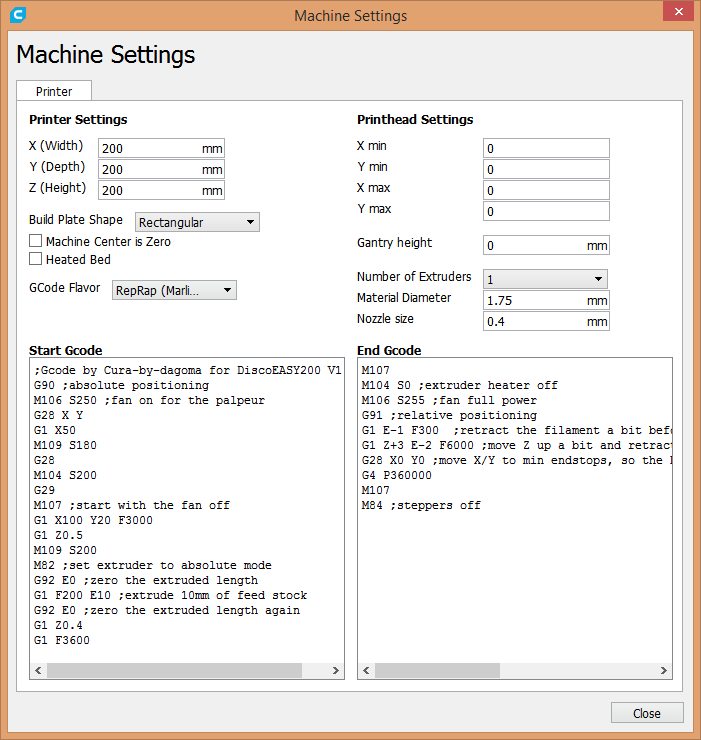
Bonjour à tous, Je me suis mis tout récemment à utiliser la dernière version de cura, en 2.6.2 (j'utilisais auparavant Simplify3D). Dans un premier temps j'ai créer mon imprimante avec les paramètres suivants : Le Gcode a été récupéré depuis http://kerneldesign.fr/dagoma-discoeasy200-et-cura-2-6/ Dans un second temps j'ai créé un profil type avec en résumé les paramètres suivants (le profil complet est en PJ) : Layer Height : 0.2mm Initial Layer Height : 0.25mm Wall Line Count : 3 Flow : 98% Print Speed : 60mm/s Wall Speed : 40mm/s Skirt/Brim Speed : 30mm/s Temperature: 200/210° Pour tester ces paramètres rien de tel que Mr.Benchy. La première couche se passe assez bien. Au delà de ça les choses se corsent : Ma tête d'impression se bouche : Voici ce que donnent les impressions (avec la tête d'impression V2): Filament gris : https://www.amazon.fr/gp/product/B017HAIB56 Filament bleu : https://dagoma.fr/boutique/produit/filaments/filament-chromatik-pla-1-75mm-750g-bleu-electrique.html Je suis preneur de vos configurations en terme de température/vitesses et de vos conseils DiscoEasyD200.curaprofile


-
 Bonjour, J'utilise repetier-host+curaengine sur mon pc linux mint pour préparer le fichier gcode sur carte sd. Et j'utilise un vieux pc de récup, non connecté, sous windows xp, avec les mêmes logiciels,relié à mon imprimante pour tous les tests et les paramétrages. J'aimerais recopier ma configuration repetier/cura du pc linux sur le pc windows histoire d'être dans le même contexte. Je n'arrive pas à trouver comment faire. Quelqu'un a une solution ?
Bonjour, J'utilise repetier-host+curaengine sur mon pc linux mint pour préparer le fichier gcode sur carte sd. Et j'utilise un vieux pc de récup, non connecté, sous windows xp, avec les mêmes logiciels,relié à mon imprimante pour tous les tests et les paramétrages. J'aimerais recopier ma configuration repetier/cura du pc linux sur le pc windows histoire d'être dans le même contexte. Je n'arrive pas à trouver comment faire. Quelqu'un a une solution ? -
Bonjour tout le monde, J'ai lu quelques recherches sur l'optimisation des paramètres de la FDM, et j'ai trouvé qu'ils modifient plusieurs paramètres alors que je ne les trouvent pas sur Slicer, par exemple : air gap et contour width. pouvez-vous m'aidez SVP?





2.jpg.eb76a26145cf042ac11ff1ba8dcdc3cb.jpg)
2.jpg.5ee6ac72d8b132141ac6d5a5e5a1a654.jpg)
2.jpg.902c4a8424dce9009bad63d4d6c6853a.jpg)