SebK
-
Compteur de contenus
44 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Tout ce qui a été posté par SebK
-
Quelqu'un à une alternative à 3DOGlue ? J'en ai plus et la cyano blanchi ou tache systématiquement mes pièces ... Plus moyen d'en avoir !! Je suis en PLS là :/
-
Oui je vais faire des cubes En tous cas merci pour toutes ces infos !! Je vais occuper ma matinée avec ça
-
J'aime encore bien le pifometrique ^^ Je vais tester ça encore ce matin. Par contre existe t'il quelque part un script en GCode pour tester les mouvements de sa machine sur une durée donnée ? par ce que je ne me sent pas d'enchainer des G1 dans tous les sens pendant une matinée en tous cas merci pour ta réponse dominicale aussi matinale
-
C'est bien ce que je me disais mais dans ce cas ou trouver des vraies données ? J'en suis à me demander si je ne vais pas changer les moteurs par quelque choses de fiable et connu ...
-
D'après la doc oui : https://github.com/bigtreetech/BIGTREETECH-TMC2208-V3.0/blob/master/TMC2208-V3.0 manual.pdf
-
Salut, Je déterre ce truc car malgré de nombreuses relectures je ne suis pas certain que ça soit tout à fait adapté à mon environnement. Pour récap, je suis sur une CR-10 v3 d'origine niveau mécanique (moteurs et tout le reste) Carte mere BTT SKR 1.4 Turbo avec des drivers TMC2208 en mode UART Niveau Firmware je suis sur Fluidd/Klipper dans sa dernière version J'utilise le driver E1 comme second Z pour profiter de la possibilité de régler le Z-tilt Question moteurs et de ce que je trouve dans les datasheets les specifications sont les mêmes pour les 42-40 (x-y) et les 42-34 (z) Soit : Angle de pas : 1,8 degrés Étapes : 200 Tension nominale : 4,83V Classement actuel : 1.5A Vitesse nominale : 1-1000 tr/min Vitesse nominale : 1-1000 tr/min Couple nominal : 0,4NM Ambient Temperature: -20 - 50℃ En utilisant ces valeurs dans le tableau de calcul Vref pour Trinamic voici ce que j'obtiens : Calcul du Vref pour Trinamic TMC22xx Rsense (mΩ) 110 <- Rentrez Rsense Imax (A) 1,5 <- Rentrez Imax du moteur Irms (A) 1,06 Constante = 0,707 Vref = Irms / C (V) 1,500 Vref rms (V) 1,06 Voici mes paramètres TMC2208 : ######################################## # TMC2208 configuration ######################################## [tmc2208 stepper_x] uart_pin: P1.10 run_current: 0.800 hold_current: 0.500 stealthchop_threshold: 999999 # [tmc2208 stepper_y] uart_pin: P1.9 run_current: 0.800 hold_current: 0.500 stealthchop_threshold: 999999 # [tmc2208 stepper_z] uart_pin: P1.8 run_current: 0.650 hold_current: 0.450 stealthchop_threshold: 999999 # [tmc2208 extruder] uart_pin: P1.4 run_current: 0.800 hold_current: 0.500 stealthchop_threshold: 999999 # [tmc2208 stepper_z1] uart_pin: P1.1 run_current: 0.650 hold_current: 0.450 stealthchop_threshold: 999999 Configuration Axes : [stepper_x] step_pin: P2.2 dir_pin: !P2.6 enable_pin: !P2.1 microsteps: 16 rotation_distance: 40 endstop_pin: ^P1.29 position_endstop: 0 position_max: 310 homing_speed: 50 [stepper_y] step_pin: P0.19 dir_pin: !P0.20 enable_pin: !P2.8 microsteps: 16 rotation_distance: 40 endstop_pin: ^P1.28 position_endstop: 0 position_max: 310 homing_speed: 50 [stepper_z] step_pin: P0.22 dir_pin: P2.11 enable_pin: !P0.21 microsteps: 16 rotation_distance: 8 endstop_pin: probe:z_virtual_endstop #P1.27 #position_endstop: 0 position_max: 400 position_min: -1.5 [stepper_z1] step_pin: P1.15 dir_pin: P1.14 enable_pin: !P1.16 microsteps: 16 rotation_distance: 8 endstop_pin: probe:z_virtual_endstop #P1.27 #position_endstop: 0 #position_max: 400 #position_min: -1.5 Si je fais correspondre run_current avec Vref rms les moteurs deviennent très bruyants et chauffent anormalement. Si je les fais correspondre avec constante ça va. sauf pur les Z et Z1 qui sont silencieux mais finissent pas chauffer. Pourtant en appliquant les formules et outils je n'ai pas l'impression de me tromper quelque part. La seule chose que je n'arrive pas à avoir de façon absolument certaine ce sont les datasheet des moteurs ... seul truc qui pourrait me diriger en erreur .... Une idée ou des conseils pour me dépatouiller de ça ?
-
Changer de firmware (de Marlin à Klipper)
SebK en réponse au topic de fran6p dans Tutoriels et améliorations pour Creality
Oui j'ai changé toute la tête par une tête d'origine @Stef67 Je trouvais ça étrange de pouvoir fondre le PETG à cette température ... Maintenant à 210 le PETG ne coule plus, il faut bien monter à 230 - 240 pour qu'il fonde correctement. -
Changer de firmware (de Marlin à Klipper)
SebK en réponse au topic de fran6p dans Tutoriels et améliorations pour Creality
Hello, @fran6p @Stef67 à voir vos fichiers de config la thermistance d'une CR-10 v2 - v3 est qualifiée comme étant une : EPCOS 100K B57560G104F Or en diversifiant les filaments extrudés je me rends compte être capable de fondre du PETG à 190°C Lorsque j'imprime un PETG Translucide à 240°C comme indiqué la qualité est exécrable ... De même mon PLA ne sorts jamais vraiment bien et me suis bon nombre de fois retrouvé avec la chevelure poussant à l'intérieur à essayer d'améliorer mes prints ... J'ai donc modifié les paramètres d'extrudeur pour la sonde thermique par : NTC 100K beta 3950 Qui semble être le modèle de thermistance d'origine chez Creality. Depuis la qualité de mes prints se trouve considérablement améliorée. Normal je pense avoir des températures correctes. Vous avez remarqué quelque chose de ce genre de votre coté ? -
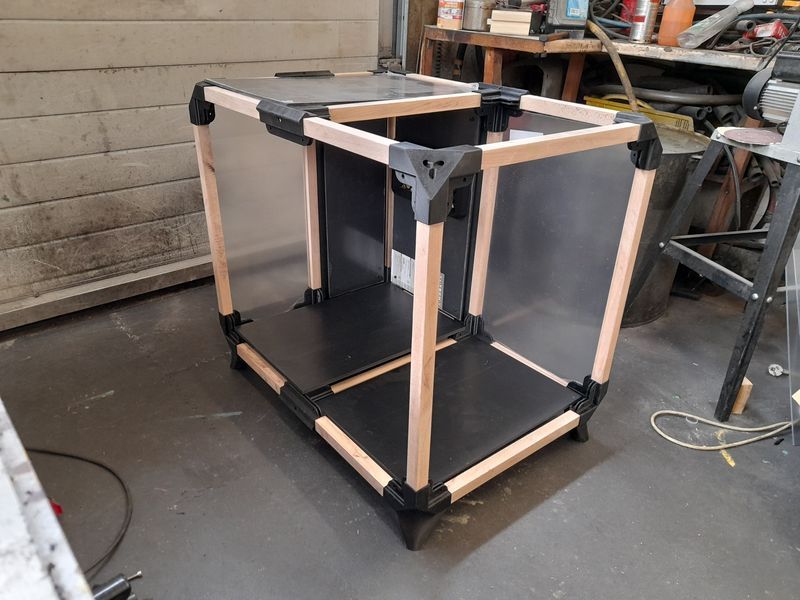
Je met à jour ce topic avec le lien thingiverse du caisson, tout au moins des pièces imprimables. https://www.thingiverse.com/thing:4918518
-
@Stef67 Merci, et ce n'est pas encore terminé ... Je voulais aussi partir sur du profilé au départ mais c'est le prix qui m'a découragé ... J'ai aussi reluqué le Kit Alveo3D Pour ce qui est des charnières j'ai trouvé ça : https://www.thingiverse.com/thing:2187167 Le fichier scad est vraiment bien foutu ! J'aimerais m'en inspirer pour faire les connecteurs que j'ai modélisé pour le caisson. Pour avoir commencé à réfléchir à ça la tâche ne semble pas mince ...
-
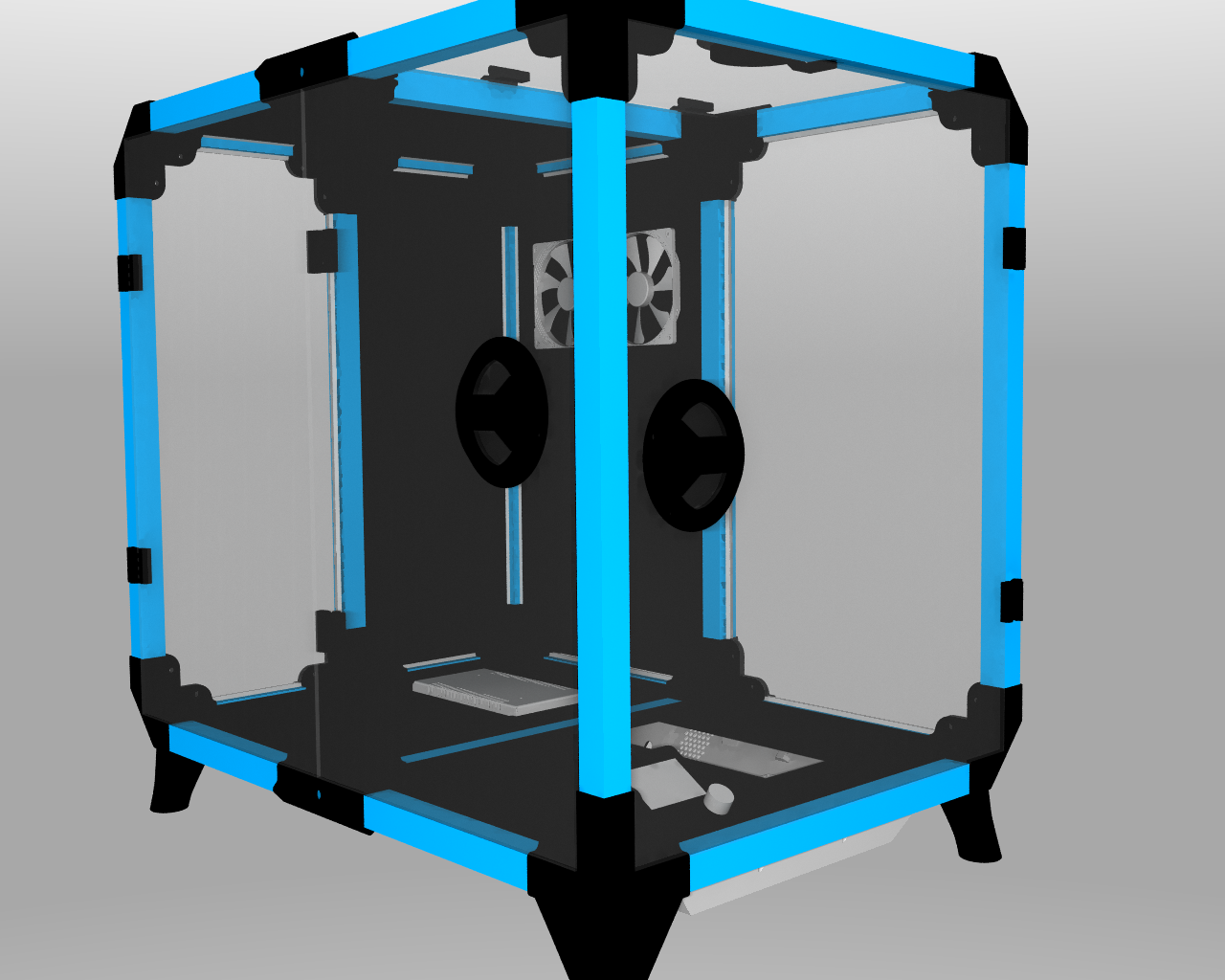
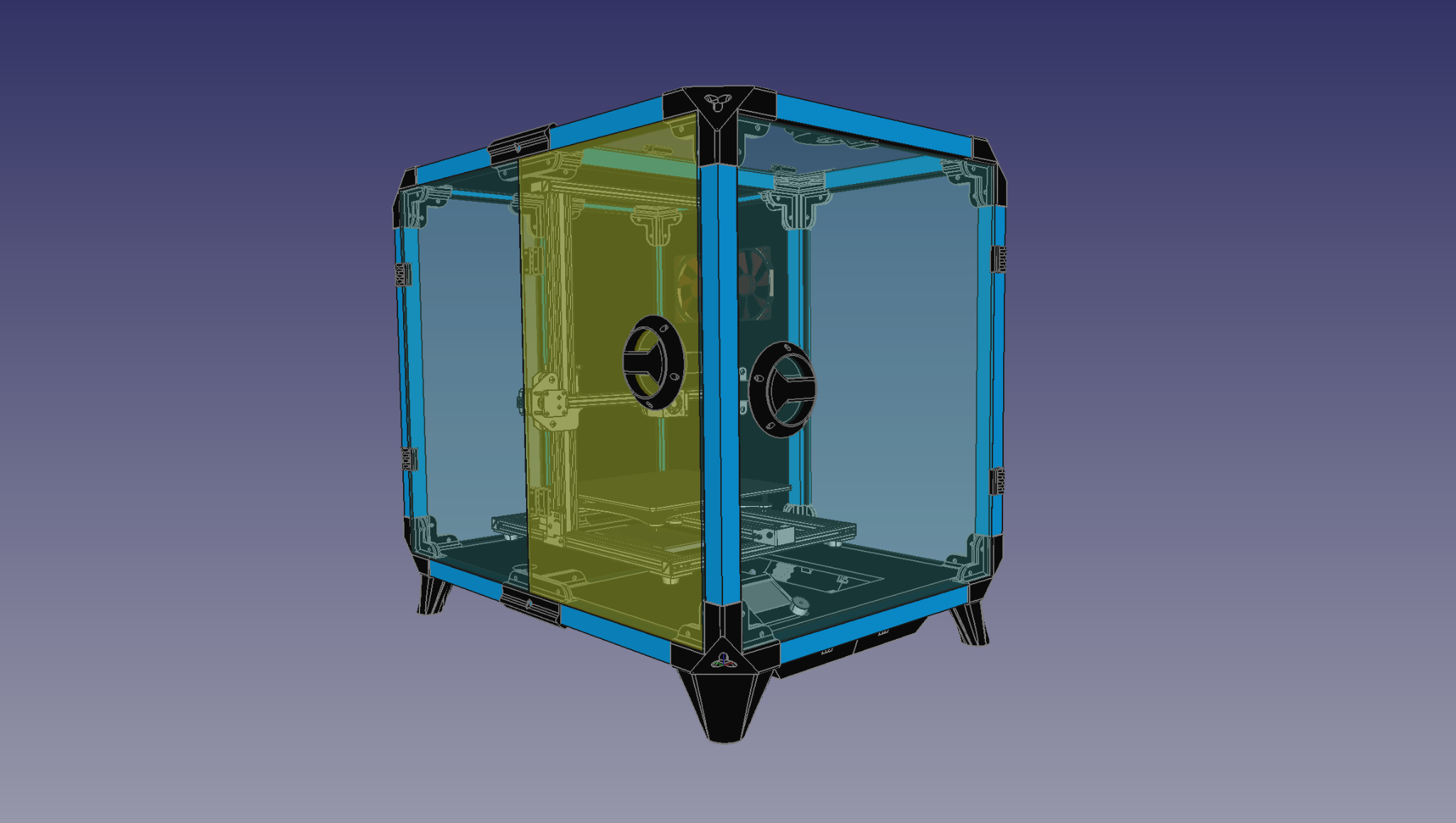
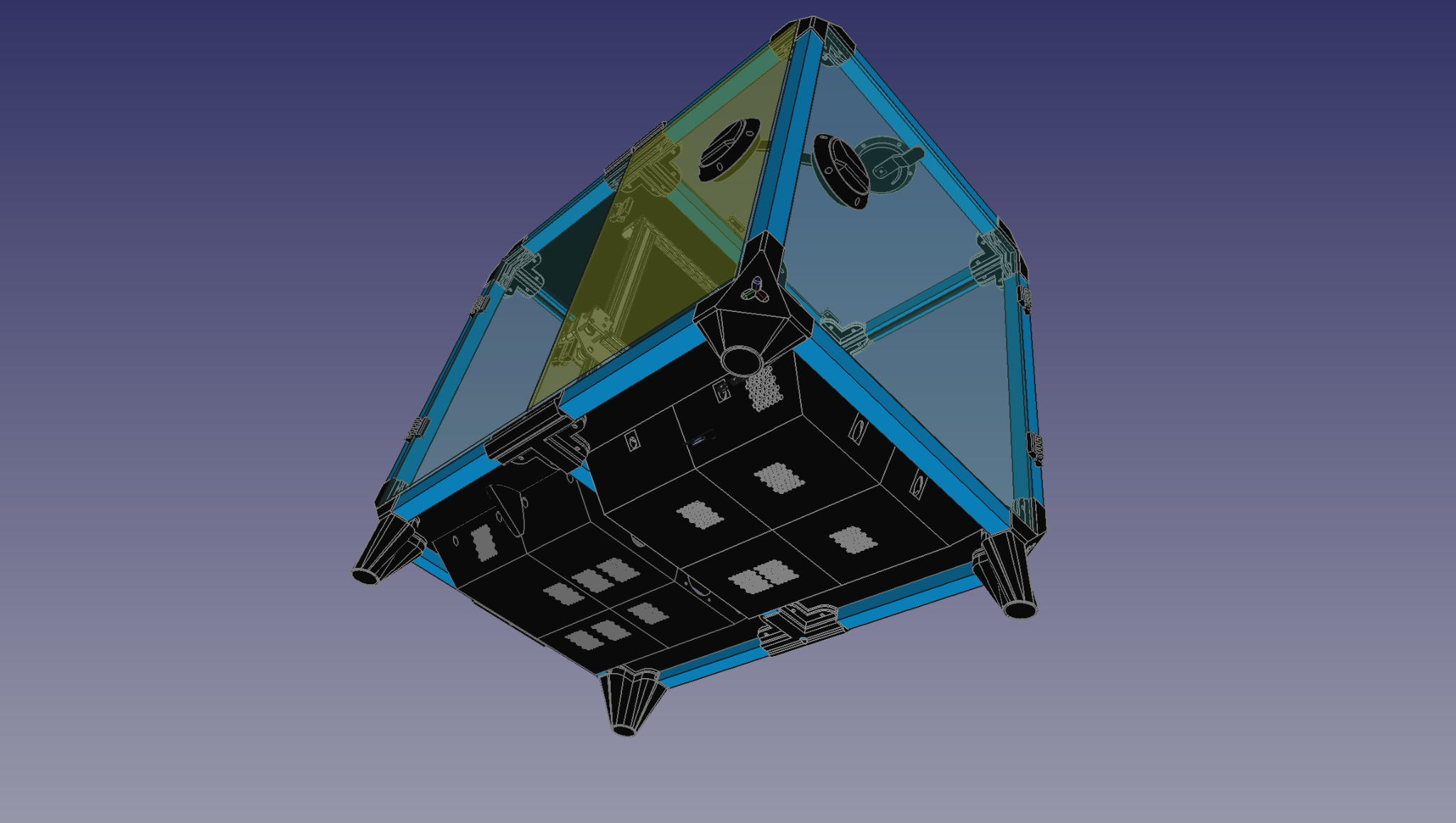
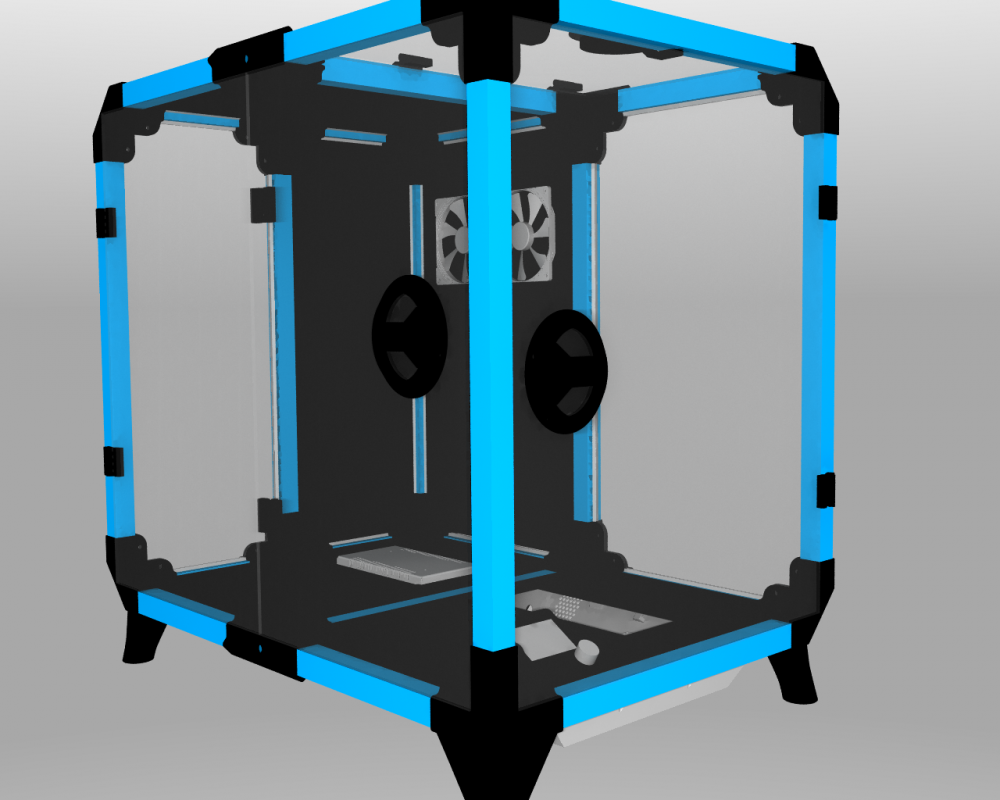
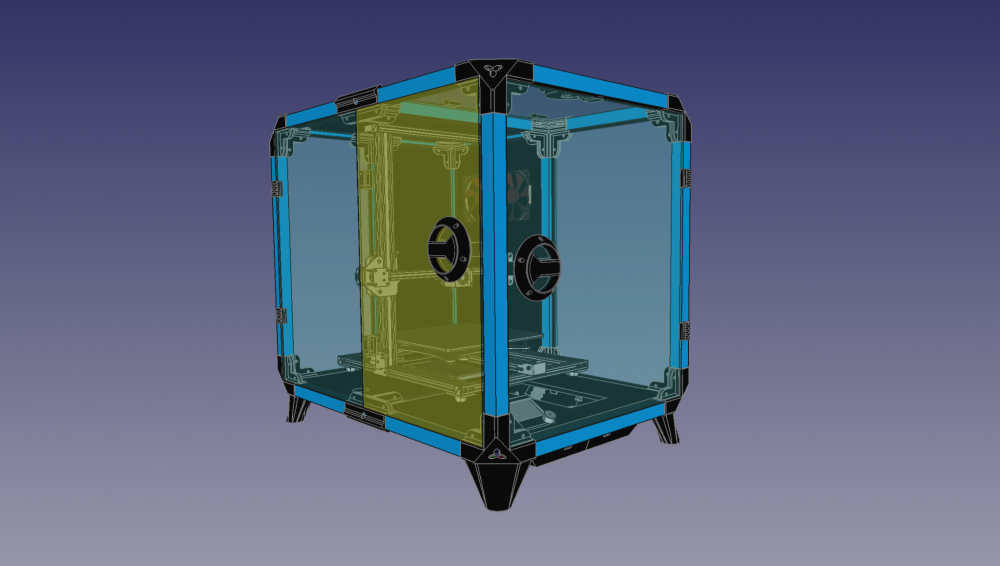
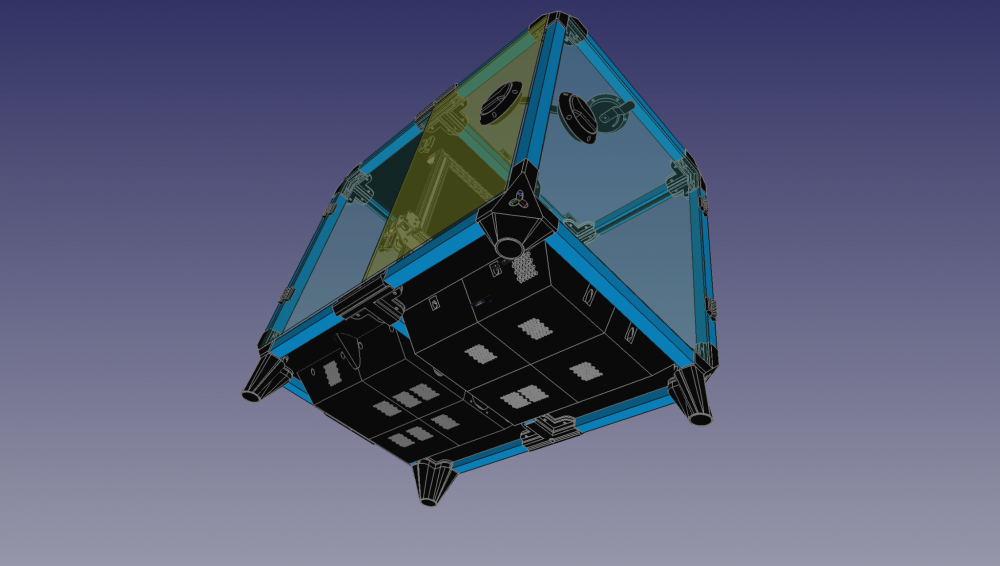
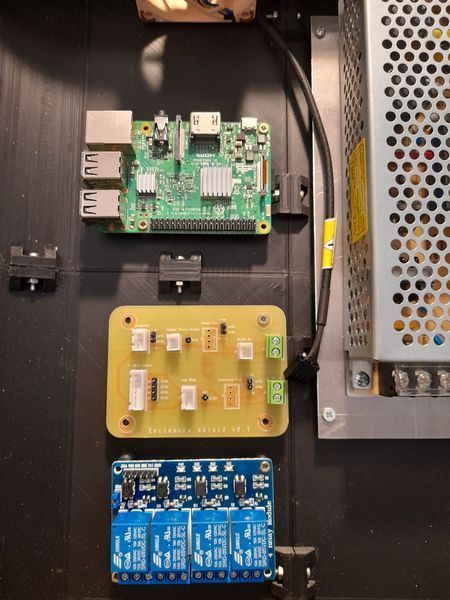
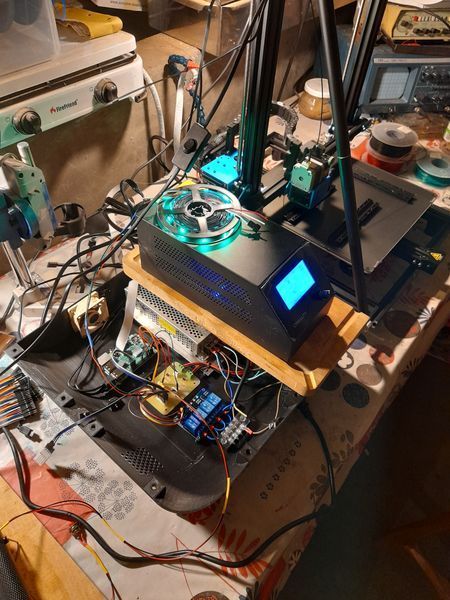
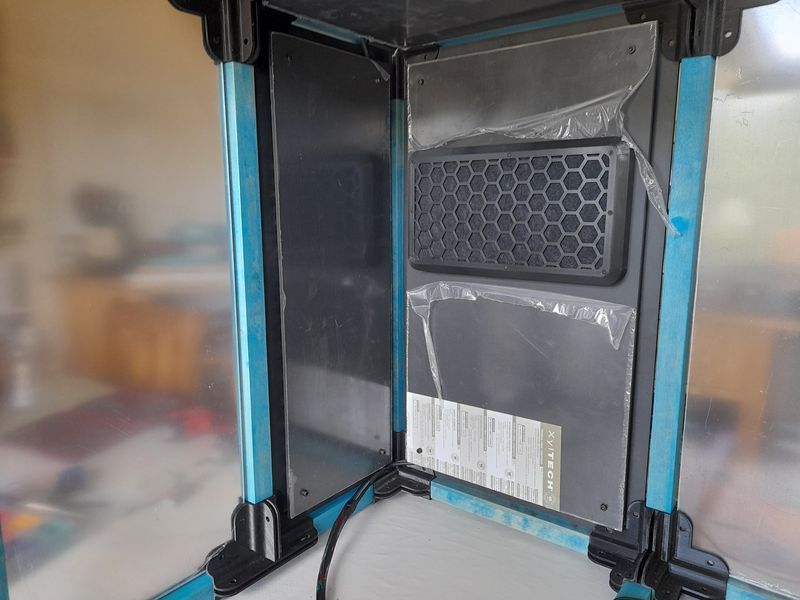
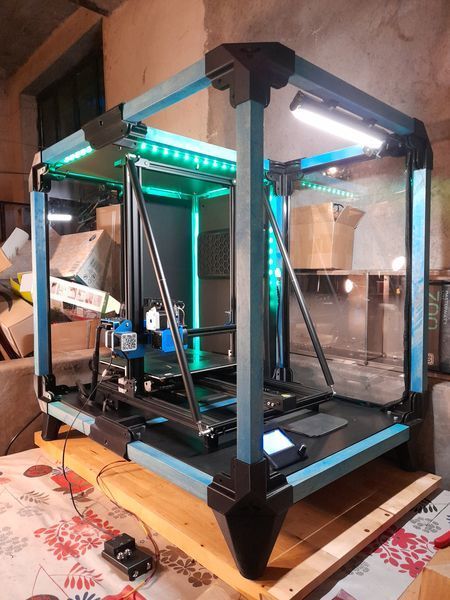
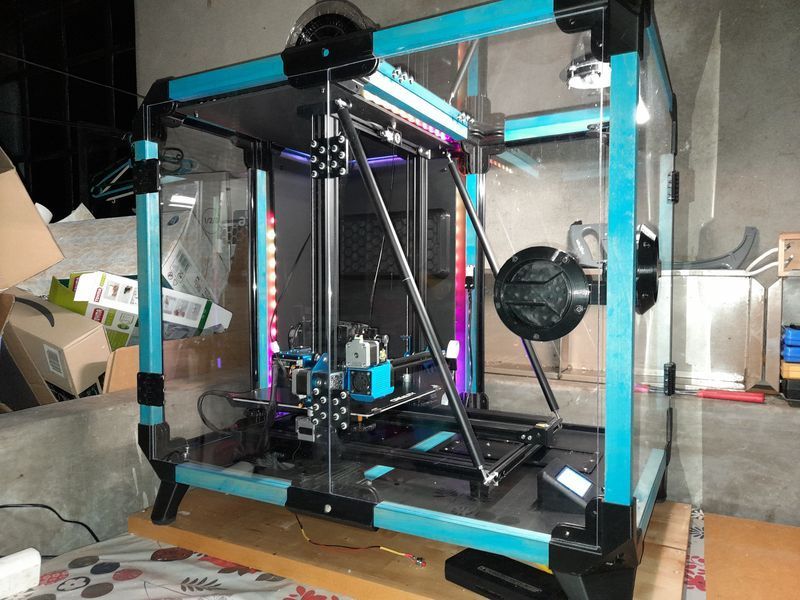
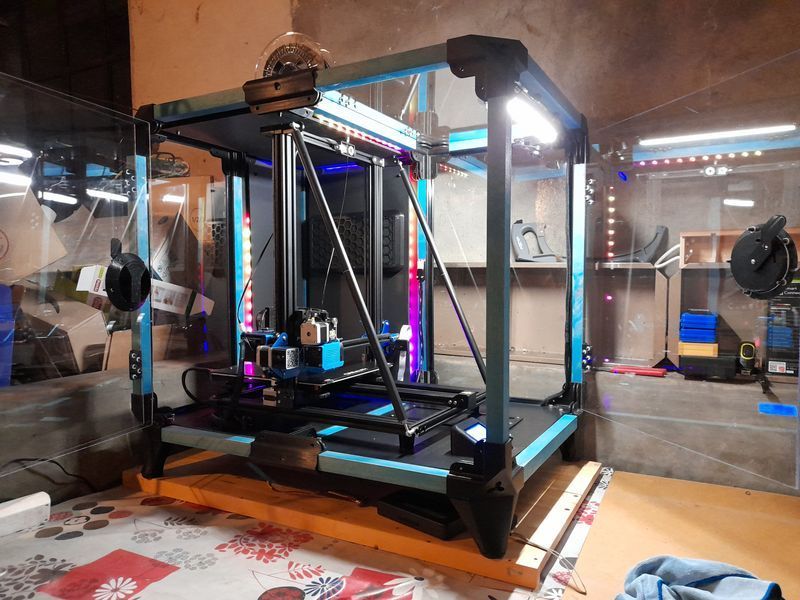
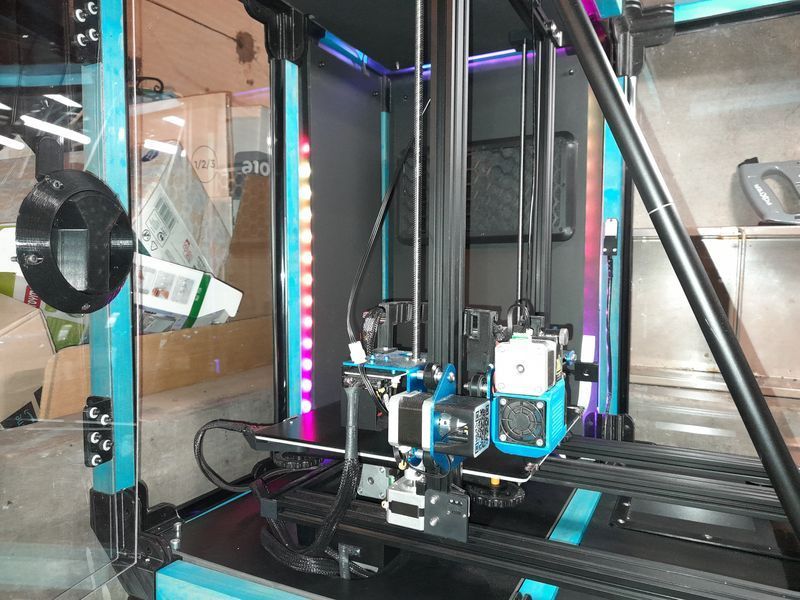
Maker de longue date sur différents supports, bois, acier, CNC, troisdéiste et autre il ne me manquait plus qu'une imprimante 3D pour compléter ma panoplie. Ayant eu quelques expériences plus ou moins profane au collège ou je travaille avec une FlashForge Dreamer j'ai jeté mon dévolu sur une CR-10 V3 courant Avril 2021. Pourquoi ? Parce-que grand volume, extrudeur semi direct et "silencieuse". Aujourd'hui à choisir j'irais plutôt vers une core XY type Voron ou RatRig ... à voir avec le père noël si j'étais suffisamment sage cette année. On s'éprend vite de ces petites bête là. a Ma connaissance des matériaux imprimables avec cette CR-10 m'a amené à penser qu'il me faudrait un caisson, notamment vu l'emplacement de mon "atelier" qui est exposé aux variations de température et humidité des saisons. Les recommandations indiquent que pour imprimer de l'ABS il est préférable de contrôler l'atmosphère et de maintenir une certaine température. Me voilà donc parti dans la réalisation d'un caisson. Quel beau projet pour mettre à l'épreuve mes compétences diverses et variées et me permettre d'évaluer jusqu'où je peux aller. Mes moyens étant ce qu'ils sont et vu les prix pratiqués pour des profilés alu dans des dimensions conséquentes à la CR-10 je me suis mis en tête de faire avec ce que j'avais sous la main sans rentrer dans de grands frais. Soit du PLA Ingéo, du bois, et une belle collection de visserie. Evidemment il faut pouvoir contrôler tout ça, à distance, histoire de rester au chaud cet hiver. Voilà que je découvre "Octoprint" ! Parfait ! Tout cela répond à ce que je pourrais avoir besoin. N'étant pas en terre inconnue avec les micro-contrôleurs de tous poils je me lance dans ma petite tambouille de configuration en parallèle à la mise en plan de ma boite. Mes premiers prints sortent plutôt pas mal, à ce moment je suis encore sur le Marlin d'origine de la carte mère d'origine. Mais aux vues de ce que j'ai pu observer sur la toile, la qualité me semblait être grandement améliorable. Pour peaufiner mes bed levels et également être en mesure de gérer le niveau à distance je m'offre un BL-Touch, malheur à moi d'avoir manqué d'attention lors de la commande, le câble fourni ne correspondait pas à la CR-10 de cette génération. Bien entendu ce n'est pas un câble qui va m'arrêter et ce qui suit ne va sans doute pas vous étonner ... Cette petite odeur appelée "Magic Smoke" ... Bref j'ai frit ma carte mère ... Cette vidéo découverte sur le tard m’a expliqué mon erreur. https://youtu.be/a4jwkknjERU Dans mes errances web j'ai compris qu'une carte 32 bits ferait bien le boulot rapport qualité prix y'a pas photo. De plus la découverte de Klipper à rendu encore plus savoureux mon parcours en impression 3D. Entre temps j’ai accouché d’une première ébauche de mon caisson : Suite aux nombreux conseils de membres de ce forum me voilà englouti dans une gigantesque masse de documentation. A ne surtout pas lire en diagonale ! Bien au contraire ! De longues nuits de lecture et de dessin et de tests en tout genre et de café m'ont permis d'accéder à une connaissance avancée de mon matériel. C'est quand même mieux de bosser en conscience Et là encore j'ai l'impression que le chemin ne fait que commencer. Tout ce travail pour arriver à un résultat satisfaisant est résolument indispensable pour comprendre ce qui se passe dans son berzingue et progresser "proprement" Aujourd'hui mon caisson est monté et fonctionnel, disons présentable, quelques réglages et ajustements restent à parfaire par ci par là. Apprendre et configurer mon nouvel environnement sont au programme des prochains jours... Ce projet à été et est encore extremement stimulant et formateur, à mon niveau je suis très satisfait du résultat mais comme diraient certains J'ai donc encore énormément de travail pour parfaire ce caisson. Notamment sur les fichiers de CAO qu'il me faut nettoyer, mettre en forme et corriger les contraintes de la réalité pour une éventuelle diffusion. C'est là que les encouragements de la communauté sont plus que bienvenue. J'ai encore une montagne d'idées pour parfaire ce projet mais je me demande si c'est bien raisonnable... Plus j'avance et plus je me dis que de bosser sur un core XY de A à Z serait bien plus pertinent mais j'aime les sensations fortes et j'ai souvent tendance à réinventer la roue... Les caractéristiques du caisson : Taille : 880 x 820 x 620 Portes : latérale accordéon, couvercle, frontale Ventilation/Filtration : Noctua 140 x2 Eclairage : WS2812B (suivi impression), barre Led 220v (éclairage principal blanc) Caméra : RaspiCam sur Z, Sandberg 1080 avec fisheye pour vue globale Température/Humidité : AM2302 (en prévision un chauffage) Electronique séparée et ventilée : Raspberry Pi 3B (Octoprint - Klipper) SKR 1.4 Turbo Drivers TMC2208 UART ADXL Amovible Ventilation complète Noctua Alimentation : MeanWell 24v 320w (SKR 1.4, Mosfet 40a), 5v 30A (raspi, led, ventilation) Comme je l'expliquais plus haut il serait possible d'améliorer considérablement tout l'ensemble du projet et compte bien le faire évoluer même si cela semble être de la confiture au cochon. Juste pour le fun Je peux mettre à dispo mes fichiers à la demande mais il sont encore trop brouillon pour les publier. Je risque de me faire insulter ! J'ai simplement répondu à un besoin m'appartenant et réalisé ce dont j'avais besoin avec mes moyens. En pj un petit dossier photo de la progression du caisson. Je voudrais aussi remercier les membres de ce forum qui ont su m'éclairer tout au long de ce périple. @fran6p @Tircown @Nibb31 @Stef67 qui ont su me repousser dans mes retranchements. @Idealnight @Savate pour m'avoir dépatouillé à mes tout débuts. à suivre ?
















- 3 réponses
-
- 10
-

-

-
Merci pour tes interminables lectures @fran6p Y'a plus qu'à espérer que mes tmc2208 soient uart ready car je ne suis vraiment pas chaud de la soudure aussi petites.
-
En suivant simplement les instructions d'installation j'ai compris ce qui a frit ma carte mère : les premières minutes de cette vidéo en disent long sur mes déboires avec le bltouch... Et la suite m'a conforté dans mes choix a venir et quelque chose me dit que j'ai pas fini
-
A priori non. Il y'a moults print tests à effectuer pour apprendre à faire tourner ta machine. En modifiant paramètres par paramètres et en observant le comportement de la Machine, parfois des choses très surprenantes se révèlent. Si tu parles du serrage de la molette pour maintenir le filament, lorsque tu serres la molette cela libère le filament et quand la molette est desserrée la pression su le fil est au max. Sur les conseils de mon fournisseur de fil tu dois quasiment pouvoir soulever ta machine en tirant sur le filament sans que le fil ne marque de trop et sans que la molette ne soit complètement desserrée.
-
Salut la team, Je m'interroge sur les valeurs de configuration du courant des drivers TMC2208 avec les moteurs 40-42 et 40-34 creality. Par défaut dans le fichier de configuration exemple de klipper elle est fixée à 0.800 pour le courant d'usage et a 0.500 pour le courant stationnaire. Comment effectuer le calcul de la valeur optimale ?
-
Changer de firmware (de Marlin à Klipper)
SebK en réponse au topic de fran6p dans Tutoriels et améliorations pour Creality
Je compte bien faire un rapport écrit une fois à l'aise La solution de @Kachidoki de mapper les pins restants de la Cm me semble fastidieuse mais pas impossible. Le truc est d'avoir identifié les pins avec leurs alias ... J'hésite à changer la carte mere mais j'ai vraiment pas envie d'acheter n'importe quoi et me remettre en galère. -
Changer de firmware (de Marlin à Klipper)
SebK en réponse au topic de fran6p dans Tutoriels et améliorations pour Creality
Salut tout le monde, Voilà je sors la tête de l'eau avec tous ces réglages, je peux de nouveau imprimer Je pense que j'ai un soucis avec le pressure advance + rétractation car les coins où se trouvent les soudures sont souvent foirés. Je vais essayer de faire des photos. Autre question au passage. Ayant la certitude d'avoir frit le port bltouch de la carte mere je me demande s'il est possible et comment, de le raccorder au raspi ? Merci d'avance pour vos lumières -
Par ici j'ai eu quelques éclairés conseils pour le même genre de problème Vérifie ton PTFE entre l'extrudeur et la buse si tu as beaucoup imprimé ça te prémunira d'un bouchage en cours de print. Un petit tour par ici m'a bien aidé aussi. Le petit tuto youtube Bien pratique. et de quoi calibrer le fameux direct drive de la V3
-
Changer de firmware (de Marlin à Klipper)
SebK en réponse au topic de fran6p dans Tutoriels et améliorations pour Creality
@Stef67 Salut, c'est quoi la différence en termes de configuration pour un kilpper sur octoprint et un klipper sur fluidd ? je peux récuperer mes fichiers de config tels quel ? Fluidd à l'air beaucoup plus ergonomique . -
Changer de firmware (de Marlin à Klipper)
SebK en réponse au topic de fran6p dans Tutoriels et améliorations pour Creality
@fran6p je suis en train de refaire une tour de test pour le pressure advance, pour une buse de 0.6. Avec 75% du diamètre de la buse en hauteur de couche soit 0.45 ^^ ben c'est pas trop mal pour l'instant. @Tircown Je vais faire la calibration de l'input shaper à la main, ça commence à faire beaucoup de bidouilles pour une petite machine comme ça. Merci pour ce fichier d'alias bon sang si j'avais eu ça sous la main un peu plus tôt !!! En tous cas merci !! J'avance bien grâce à vous. -
Changer de firmware (de Marlin à Klipper)
SebK en réponse au topic de fran6p dans Tutoriels et améliorations pour Creality
Question Input Shaper : Je ne suis pas sûr d'avoir saisi, faut il un adxl345 pour l'implémenter ? Auquel Cas pour une CR10 il en faudrait deux si j'ai bien compris la doc, un pour X et un pour Y ? Oui je suis très curieux, je suis d'ailleurs en train de lire et relire tes fichiers ainsi que ceux de Stef67, en parallèle je scrute les fichiers d'exemples sur klipper, c'est d'ailleurs là bas que j'ai trouvé le pin pour le filament sensor. En tous cas quelle aventure !! -
Changer de firmware (de Marlin à Klipper)
SebK en réponse au topic de fran6p dans Tutoriels et améliorations pour Creality
@Stef67 En suivant les conseils de @Tircown le filament runout fonctionne correctement. En y regardant effectivement deux pause = 2 X le GCODE_STATE donc les coordonnées sont très loin de l'imprimante Par contre je viens de lacer un print de test et constate que la machine va vite ! Vraiment plus vite que d'habitude et elle tape dans les changements de trajectoire. Enfin je ne pense pas que ça soit bon pour la bête. Les courroies ne vont pas faire long feu. Ceci depuis que j'ai changé les GCODE de début et fin dans Cura. -
Changer de firmware (de Marlin à Klipper)
SebK en réponse au topic de fran6p dans Tutoriels et améliorations pour Creality
Merci @Tircown la déclaration de pin est correcte maintenant, j'arrive à démarrer. Par contre je teste le filament runout de @Stef67 et le comportement de l'imprimante est étrange et ne fonctionne pas du tout comme prévu. Pour essayer d'être clair : J'utilise les fichiers macro.cfg, other.cfg et menu.cfg de @Stef67 avec les pins corrigés et visiblement corrects. et BLTouch désactivé. dans Cura mes GCodes de début et fin de print sont : ; gcode macro Klipper (démarrage) START_PRINT T_BED={material_bed_temperature_layer_0} T_EXTRUDER={material_print_temperature_layer_0} ; gcode macro Klipper (fin) END_PRINT J'ai également vidé les "GCode Script" dans Octoprint sur "After Job Cancelled" et "Before Job Start" Je lance un print avec du fil chargé, visiblement tout se passe bien. Lorsque je retire le fil du capteur l'impression passe en Pause Mode, va se parker, puis se déplace très lentement sur X et Y pour me mettre un message d'erreur : Your printer's firmware reported an error. Due to that the ongoing print job will be cancelled. Reported error: Move out of range: 460.000 241.950 10.200 [218.426] J'ai bien le menu qui s'affiche sur l'écran de la machine pour le remplacement du filament, je repasse un fil dans le capteur et clic sur RESUME sur l'écran, la tête d'impression retour là ou elle s'est arrêtée et puis ne fait plus rien ... J'ai l'impression que deux routine de changement de filament se mettent en conflit, mais ce n'est qu'une impression ... Log de ma routine d'impression : 11:18:54 Klipper state: Ready 11:25:06 Unknown command:"T0" 11:25:32 action:paused 11:25:39 Print already paused 11:26:27 Move out of range: 339.393 111.116 10.180 [18.554] 11:29:05 Unknown command:"T0" 11:29:35 Print already paused Print already paused 11:29:35 Move out of range: 370.450 220.650 10.180 [44.219] 11:32:37 Error evaluating 'gcode_macro CHECK_FILAMENT:gcode': CommandError: No filament present, aborting print 11:33:38 Must home axis first: 188.884 110.608 0.180 [44.219] 11:33:38 Must home axis first: 188.884 110.608 0.180 [44.219] 11:33:38 Must home axis first: 188.884 110.608 0.180 [44.219] 11:33:38 Must home axis first: 188.884 110.608 0.180 [44.219] 11:41:40 Print already paused Print already paused 11:41:40 Move out of range: 460.000 241.950 10.200 [145.375] 11:51:31 Print already paused Print already paused 11:51:31 Move out of range: 460.000 241.950 10.200 [218.426] 11:53:12 action:resumed Extrait du terminal : Changing monitoring state from "Operational" to "Starting" Send: N0 M110 N0*125 Recv: ok Send: N1 G28*18 Recv: ok Send: N2 M117 0% L=-/142*119 Recv: ok Changing monitoring state from "Starting" to "Printing" Send: N3 M82*26 Recv: ok Send: START_PRINT T_BED=50 T_EXTRUDER=210.0 [...] Recv: ok Send: N4 G92 E0*67 Recv: ok Send: N5 G92 E0*66 Recv: ok Send: N6 G1 F1500 E-1.5*46 Recv: ok Send: N7 M107*34 Recv: ok Send: N8 M117 0% L=0/142*96 Recv: ok Send: N9 G1 F300 Z0.4*36 Recv: ok [...] Send: N11 G0 F6000 X193.375 Y198.375 Z0.4*35 Recv: ok Send: N12 G1 F300 Z0.2*24 Recv: ok Send: N13 G1 F1500 E0*45 Recv: ok Send: N14 G1 F1200 X116.625 Y198.375 E3.98618*57 Recv: ok [...] Send: N16 G1 X116.625 Y121.625 E7.97236*95 Recv: ok Send: N17 G1 X193.375 Y121.625 E11.95854*104 Recv: ok [...] Send: N19 G1 X193.375 Y198.375 E15.94472*105 Recv: ok [...] Send: N21 G0 F6000 X194.025 Y199.025*118 Recv: ok Send: N22 G1 F1200 X115.975 Y199.025 E19.99842*9 Recv: ok [...] Recv: // Print already paused Recv: // Print already paused [...] Send: N25 G1 X115.975 Y120.975 E24.05212*97 Recv: ok Send: N26 G1 X194.025 Y120.975 E28.10582*97 Recv: !! Move out of range: 460.000 241.950 10.200 [145.375] Changing monitoring state from "Printing" to "Cancelling" Recv: ok Send: N27 M108*31 Recv: ok [...] Send: N29 M104 T0 S0*26 Recv: ok Send: N30 M140 S0*86 Recv: ok Send: N31 M106 S0*85 Recv: ok Send: N32 G91*32 Recv: ok Send: N33 G0 Z+2*122 Communication timeout while printing, trying to trigger response from printer. Configure long running commands or increase communication timeout if that happens regularly on specific commands or long moves. [...] Recv: ok [...] Send: N36 G90*37 Recv: ok Send: N37 G0 X0 Y300 F3600*124 Recv: ok Send: N38 M84*36 Recv: ok [...] Changing monitoring state from "Cancelling" to "Operational" [...] Changing monitoring state from "Operational" to "Starting" Send: N0 M110 N0*125 Recv: ok Changing monitoring state from "Starting" to "Printing" Send: N1 M82*24 Recv: ok Send: N2 M117 0% L=-/142*119 Recv: ok Send: START_PRINT T_BED=50 T_EXTRUDER=210.0 [...] J'ai également l'impression qu'il y'a un conflit de génération entre les fichiers de config. D'après la doc de Klipper il existe déjà une routine de filament runout, je me demande si la macro de Stef67 et la routine soit disant implémentée ne rentrent pas en conflit. Alors je me doute bien que de repartir à plat et configurer de 0 les macros que je souhaiterais faire tourner serait la meilleure solution mais l'idée de récupérer des fichiers tout fait me semblait être un gagne temps ... En tous cas merci de me lire et de m'apporter tout ce qu'il faut pour progresser. -
Changer de firmware (de Marlin à Klipper)
SebK en réponse au topic de fran6p dans Tutoriels et améliorations pour Creality
@Tircown Salut, Merci pour ta réponse, voici ce que me donne ls : pi@octopi:~ $ ls /dev/serial/by-id/* /dev/serial/by-id/usb-1a86_USB_Serial-if00-port0 Mon fichier log en PJ Visiblement un conflit avec un pin de l'ecran (ar37), qui selon ma config devrait commencer par P... Par contre je ne sais pas si c'est lié mais tout comme fran6p je viens de paumer un disque ou je sauvegardais toutes mes données ===== Config file ===== -
Changer de firmware (de Marlin à Klipper)
SebK en réponse au topic de fran6p dans Tutoriels et améliorations pour Creality
@Stef67 J'ai bien essayé ta config, sans le BLTouch mais je reçois ce message d'erreur : Printer is not readyThe klippy host software is attempting to connect. Pleaseretry in a few moments. j'ai essayé différents baudrates mais rien n'y fait, je pense qu'il y'a un conflit quelque part mais je ne saurait trouver ou ... une idée sur la source du problème ?