
Tormak
-
Compteur de contenus
204 -
Inscrit(e) le
-
Dernière visite





Récompenses de Tormak
")





-

🎁 Concours de Noël 🎅🌲 Gagnez un graveur laser Longer RAY5 ! 🎁
Tormak en réponse au topic de LesImprimantes3D.fr dans Actualité et nouveautés du forum
Alors j'y crois pas du tout, mais qui ne tente rien n'a rien pour ma part de la découpe de contreplaquer pour faire des puzzle 3d avec les gosses, quand je vois les prix des kits vendu en boutique, style Ugears toussah, ça pique le cucul ! Idem, découpe de tout ce qui me passera sous la main, papier, craft, plexi ! -
Elegoo Jupiter, la campagne Kickstarter
Tormak en réponse au topic de LesImprimantes3D.fr dans Les news du blog
Pour la saturn, il a fallu compter 100$ pour la logistique pendant la campagne de prévente/financement ... -
ideamaker IdeaMaker vs Cura : sauvegarde des projets
Tormak en réponse au topic de Oceaneml dans Discussions sur les logiciels 3D
Les fichiers idea servent juste a sauvegarder le placement des pièces ainsi que les supports placés sur celles-ci, utile quand tu as passer du temps sur un plateau de pièce avec un placement à la main des supports ... Les paramètres spécifique d'impression tu les enregistres dans un nouveau profil ( fonction dupliquer profil par ex) -
Clairement la panne est : Thermistance HS, fil sectionné, la cause, l'ama de plastique autours de la hotend, j'ai aussi l'impression que tu as eu du plastique au dessus au niveau du pas de vis de la barrière thermique, ça aurait fuité par la ? Si oui, vu que tu débute, et qu'a moins d'un démontage suivi d'un nettoyage minutieux avec une montage tout pareil, ca refera la même, prendre le kit que tu as cité permettra de faire repartir l'imprimante en changeant le bloc complet, avec juste 2 vis a retiré et le câblage a repasser dans la gaine. L'ancien tu ne le jettes surtout pas, c'est des pièces qui pourront te dépanner un jour ou l'autre, et ça te permettra de t'exercer a l'assemblage d'une hotend mk8 et de comprendre les différents éléments qui la compose
-
Quel slicer utilisez vous? [Sondage]
Tormak en réponse au topic de Orange_BuD dans Discussions sur les logiciels 3D
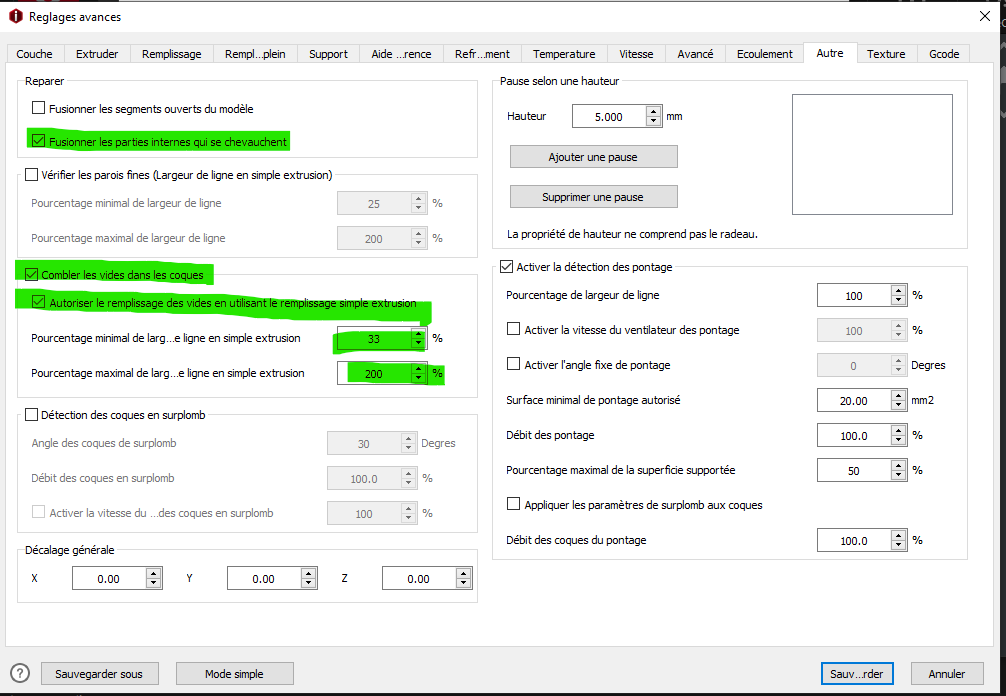
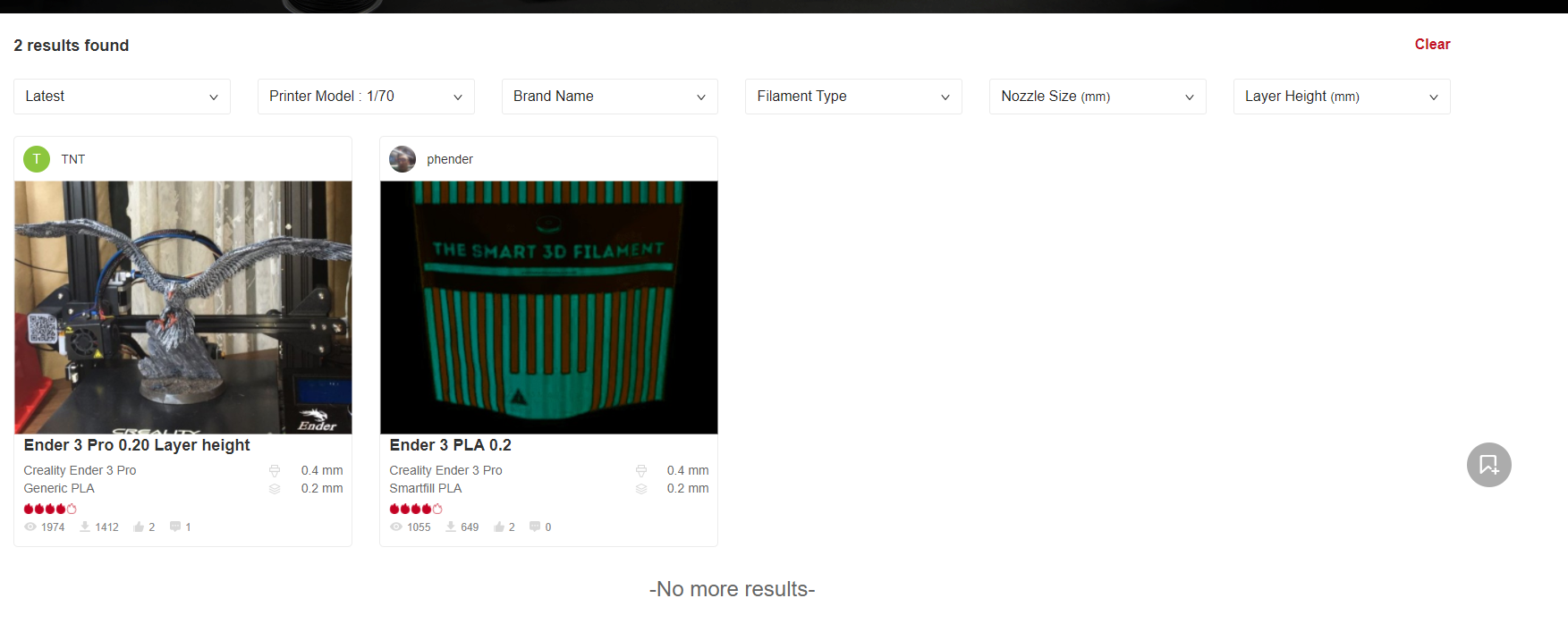
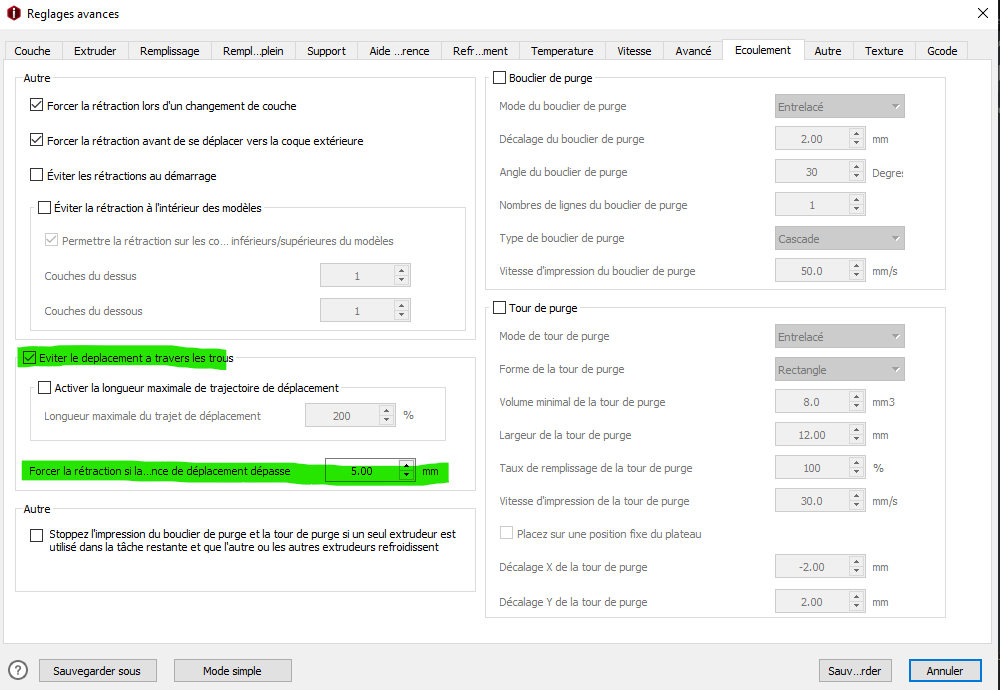
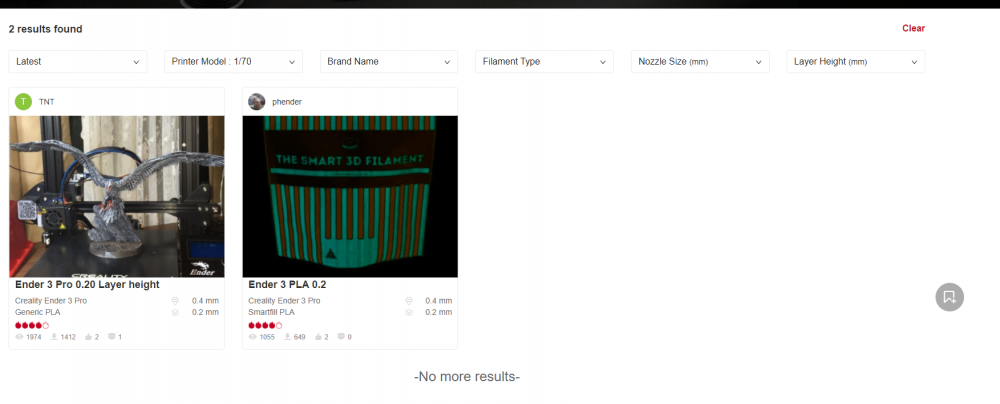
Tu ne pourras pas avoir ta machine en direct, c'est pour leur machines uniquement (comme leur machine ne répond pas sous pronter ou repetier), il te reste soit l'export par SD (ce que j'ai toujours fait), ou tu peux par contre envoyé en réseau sur un octoprint, ils ont ajouter la fonctionnalité il y a peu. Utiliser un ordinateur ou un rpi pour imprimer, c'est apporté une source d'emmerde en plus pour moi Tu as le manuel qui détaille toutes les options, soit en PDF dispo ici : https://api.raise3d.com/help-v1.1/helpCenter/download?id=635 Ou directement depuis leurs sites ici : Support Center | Raise 3D Technologies Inc @Chris_Workshopa fait aussi une série de tuto youtube sur idea trouable ici : [ideamaker] Tuto IDEAMAKER - Tutoriels - Forum pour les imprimantes 3D et l'impression 3D Et les paramètres a activer important sont : et : Avec ça, ca permet d'éviter tout effet de sous extrusion par gravité, corrige les modèles mal fait (multipartie fusionner comme des cochons), et ça optimise le remplissage des espaces fins. edit : @Orange_BuDTu peux trouver ici : ideaMaker Library: Find the best ideaMaker profile for your 3D printer beaucoup de profil pour ideamaker, c'est leur librairie communautaire, et j'ai vu deux profil de ender 3 dispo dessus :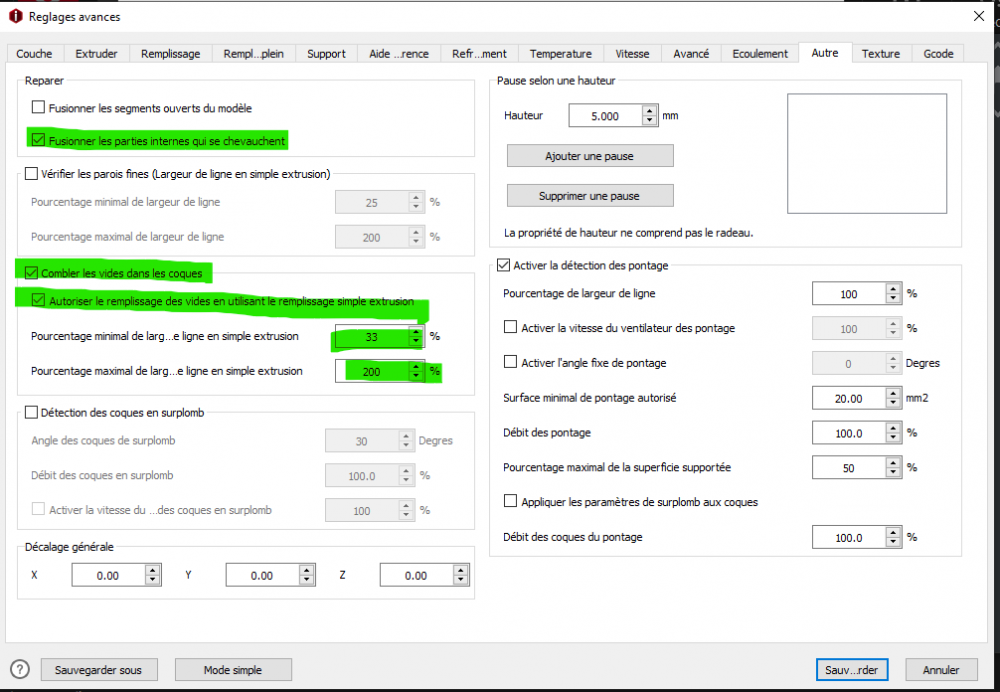
-
C'est les signes d'une mort lente, le nombre de ventilo de pc qui ont fini comme ça... Rien ne me choque, un ventilateur c'est mécanique, ca se suicide pas comme une puce de silicium ou la panne est franche, ma théorie, le ventilo a du commencé a se désaxé, il c'est mis progressivement a tourner de moins en moins rond, jusqu'à arriver au moment ou le moteur n'a plu la force de le faire tourner, déclenchant les sécurité anti échauffement (heureusement, sinon le bobinage aurait cramé) jusqu'au jour ou il a clairement plsu eu la force de tourner tout court. Il faut savoir que les ventilo d'imprimante on une durée de vie réduite, d'un par les déplacement qu'ils subissent, les changement de direction, etc, et d'autre part, par la chaleur a proximité, surtout que tu imprimes en caisson dans une véranda ( donc forte température ambiante !), et la clairement la durée de vie en prend un sacré coup ! Au travail notre Raise Pro2 qui fait de l'abs 95% du temps ( machine caisson a plus de 70° a mon avis), le ventilo des têtes a une durée de vie d'un peu plus d'un an, la température élever du caisson les tue réellement vite
-
Complètement, le ventilo a du rendre l'âme pendant cette impression, il a su donner ses dernières forces pendant 2-3h et est parti au panthéon des morts au print. Suite à ça, tu as du vouloir relancé l'impression, mais clairement sans ventilo pour refroidir la partie froide de la tête d'impression ( partie barrière thermique + radiateur alu), bah elle est pas rester froide longtemps, et en quelque minutes, le PLA c'est ramollie dans la barrière thermique qui est dans le radiateur, créant directement un bouchon ( expansion du diamètre du fil) dans toute la barrière thermique : filament très difficile a faire ressortir car bien pris au piège.
-
@webetmoiProblème inhérent a toutes les MSLA si le FEP craque, et pas que la Saturn... Par contre la Saturn comme c'est une machine récente avec un écran sensé durée un moment, Elegoo ne vend pas encore en spare les écrans, par contre si tu les contacts pour le SAV, ils peuvent t'en envoyé un surement au bon tarif, voir le prendre en charge intégralement ...
-
Quel slicer utilisez vous? [Sondage]
Tormak en réponse au topic de Orange_BuD dans Discussions sur les logiciels 3D
Ideamaker depuis 5 ans, impossible de revenir a un autre, ils sont quasiment tous bloqué dans le passé ( Surtout simplify, c'est le pire pour moi, osé facturé un logiciel si chère et proposer si peu de fonction ...) à l'exception de Prusa Slicer qui apporte aussi de vraie avancée. Clairement Cura pour moi, c'est bien pour débuté, mais dès qu'on veut passer a des fonctions avancés, pousser les paramètre machines, optimisé le moindre recoin de l'impression, bah idea a toutes les fonctions pour y arriver, une liste exhaustive : Personnalisation des supports, modification, suppression, placement manuel Layer adaptive, infill adaptive, support adaptive, etc .. Paramètre variable par hauteur de couche, par forme (Notion de modifier), par groupes, exemple que j'utilise souvent : modèle imprimé en 0.1, support imprimé en 0.2, je gagne un temps fou a faire l'impression des support qu'une couche sur deux Fonction de réparation du modèle intégré qui marche fort Permet de couper, fusionner, dégrouper le modèle. Fonction d'alignement pour les modèles en X pièces Impression séquentiel Support des machines a plateau infinie Depuis peu, ils ont rajouter une fonction pour texturé un modèle simple, applique une tessellation sur le modèle a partir d'une texture en niveau de gris Et je fais ça tardivement, j'oublie forcément pleins de chose qui font que pour moi je n'ai pas trouver meilleure chaussure à mon pied. -
Je m'en suis rendu compte aussi @divers, merci la compression de la photo par le forum qui la rendu totalement illisible, je viens de la mettre sur un hébergeur qui ne compresse pas la photo ... si jamais le viewer image du forum fait crotte, le liens direct : chitu.jpg (1549×5102) (ibb.co)
-
@diversVoila, les infos tombent, ils viennent d'annoncer ce que comporte la version pro : All-in-one SLA/DLP/LCD Slicer-staticPage.chituboxPrd.title Ya des trucs sympa, mais clairement il y a un gros point négatif, le prix, on est a 170$/an pour la licence, donc 15$/mois. Edit : Ajout du tableau comparatif suivant
-
Longer LK4 Pro - Passer sous marlin 2.X
Tormak en réponse au topic de yecine06 dans Alfawise / Longer3D
Merci, c'est commandé du coup -
Longer LK4 Pro - Passer sous marlin 2.X
Tormak en réponse au topic de yecine06 dans Alfawise / Longer3D
Salut tout le monde, J'ai une LK4 pro depuis un an maintenant, qui fonctionne bien, elle print bien, mais j'avoue que son marlin 1.1.9 fait un peu pitié ... Surtout que j'ai d'autre machine en 2.x , avec les options type babystep qui sont super cool. Le projet est super cool, mais ce qui m'a fait ne pas y passer depuis tout ce temps c'est l'usage d'un bltouch, que j'ai clairement pas besoin ><. Mon plateau était légèrement concave en son centre, mais avec quelques couches de klapton, ca a compensé... Je fais des couches impeccable ( car bon ca reste des petits plateau de 235x235). J'ai eu au début un (clone) bltouch sur une ancienne machine, et franchement j'avais trouvé ça usine a gaz, pas fiable, jamais une première couche identique... Bref c'était il y a longtemps J'ai compris que j'avais pas le choix faut en rajouter un, sinon ca bug, quel modèle est conseillé pour nos machine, le officiel qu'on trouve ou en crèmerie ? Car j'imagine que tout ce qui est Amazon etc c'est du bon gros clone à l'origine douteuse etc ... Ou on trouve de bonnes copies beaucoup plus abordable qui font le taf (de grande marque Aliexpress du genre Trianglelab, etc...) ? Merci d'avance -
Bienvenue!
-
Salut on en a une au taf, jamais confronté à ce soucis par contre, elle a eu des caprices de câblages (faisceau moteur qui casse dans l'isolant), mais pas de ça. Il faut voir que makerbot, c'est du propriétaire, donc de base les pièces sont chères, mais surtout que la Replicator 2 est un très très vieux modèle chez eux qui a même été totalement abandonné dans les nouvelles version du soft de tranchage !! Obligé de garder les anciennes version, surtout avec leur format de gcode crypté (.x3g ...). Clairement la personne qui a encore une carte en stock se dit qu'il peut arnaquer un pro a 500€ TTC la bestiole, il n'y a plus aucune pièce de dispo pour cette machine ... Derrière la carte fonctionne comme n'importe qu'elle carte qu'on trouve dans le commerce, c'est un microcontrôleur, un firmware et des drivers ( des a4988 chez makerbot) pour piloter des moteur nema. Pour sauver cette machine, il faudrait remplacer la carte mère par une skr, mks, ou je ne sais qu'elle autre fabriquant avec un fimrware Marlin OpenSource, comme par exemple dans ce projet : Replicator K | Hackaday.io C'est rien d'impossible, en prenant son temps et en se documentant cela se fait bien, des connaissances de bases sont un plus c'est sur Bon courage